 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado de carcacas de catalizador: Guía de fabricación e antirrobo

RESUMO
O estampado das carcacas de conversores catalíticos refírese principalmente ao proceso industrial de conformado de metais no que se prensan láminas de acero inoxidable para formar as metades protectoras da carcasa, coñecidas como "en forma de concha", que envolven o substrato cerámico. Esta etapa de fabricación inclúe prensas hidráulicas, troques de corte e soldadura automática de costuras para crear un sellado hermético. En segundo lugar, o termo describe a práctica posterior á produción de gravar números de identificación—como os VIN ou os códigos da ORDE EXECUTIVA CARB—na carcasa acabada para cumprir normativas e previr o roubo.
O Proceso de Fabricación: Da Bobina á Carcasa
A fabricación dunha carcasa de conversor catalítico é un fluxo de traballo de enxeñaría de precisión que transforma bobinas brutas de acero inoxidable nun compoñente automotriz acabado capaz de soportar ciclos térmicos extremos. O proceso comeza cun procesado de bobinas e corte . As bobinas de aceiro inoxidable introdúcese en sistemas automáticos de corte que recortan o metal en láminas planas precisas, ou "blancos", optimizadas para minimizar os residuos. Estes blancos sirven como material base para as seguintes fases de conformado.
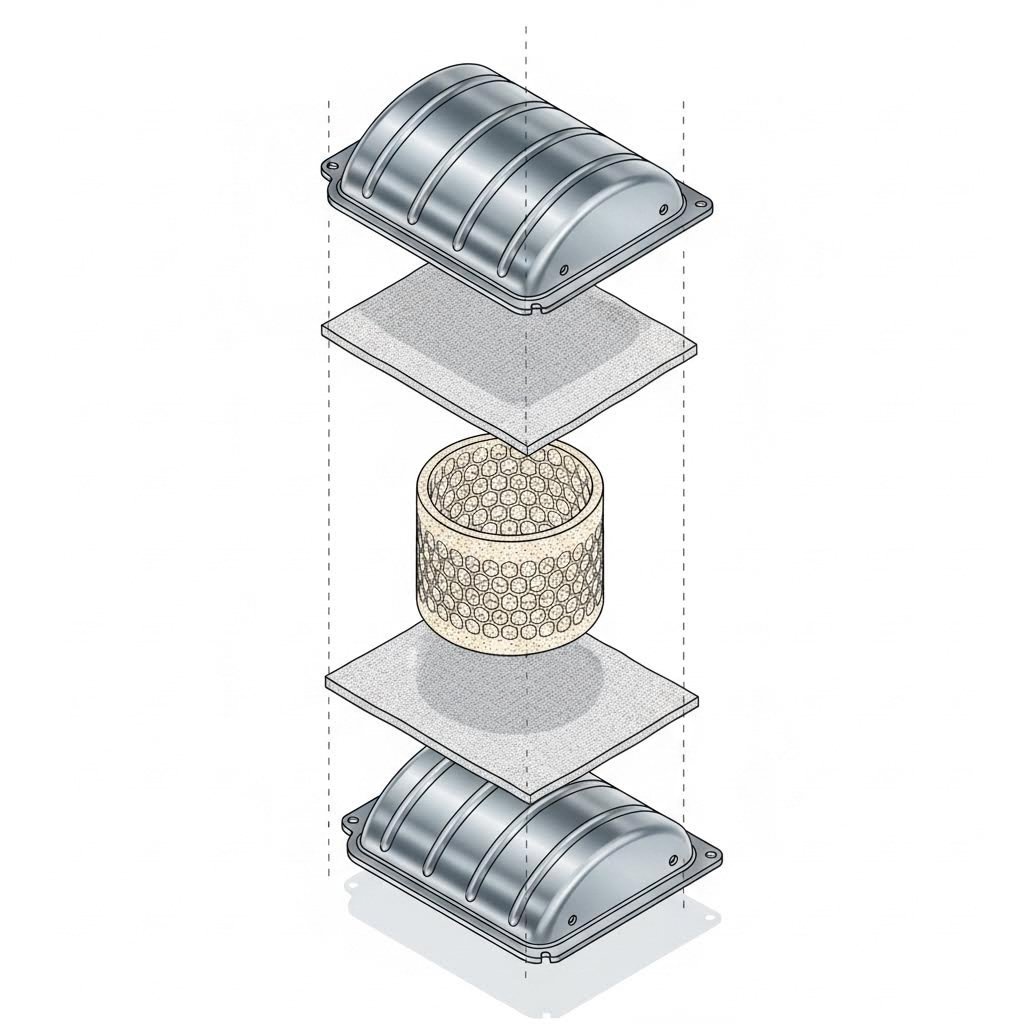
No estampación por embutición profunda nesta fase, os blancos metálicos introdúcense en prensas hidráulicas ou mecánicas de alta tonelaxe. Empregando conxuntos personalizados de ferramentas e troques, a prensa forza a lámina plana dentro dunha cavidade para formar a forma de "concha", tipicamente unha metade do corpo completo do conversor. Este método permite complexas xeometrías que poden adaptarse a compartimentos inferiores de vehículos moi reducidos, unha vantaxe considerable fronte aos deseños cilíndricos de conversores "torneados". O proceso de estampado debe manter tolerancias estritas no grosor das paredes para asegurar que a carcasa protexa o substrato cerámico fráxil do interior sen engadir peso innecesario.
Para os fabricantes de automóbiles e fornecedores Tier 1, a escalabilidade e a precisión son imprescindibles. Os fabricantes adoitan precisar de socios capaces de xestionar todo o ciclo de vida, desde a prototipaxe rápida ata a produción en masa. Empresas como Shaoyi Metal Technology especialízanse nestas solucións integrais de estampación, utilizando capacidades de prensa de ata 600 toneladas e sistemas de calidade certificados segundo a IATF 16949 para entregar compoñentes clave como carcacas de conversores con precisión ao nivel do micrómetro.
A etapa final é soldadura de costura . Unha vez inseridos o sustrato e as mantas de illamento entre dúas metades estampadas da carcaca, células robóticas de soldadura precellan os bordos. Racing Industries indica que a soldadura de costura (unir as carcacas superior e inferior) crea unha unión estanca e rentable, superior aos métodos manuais máis antigos. Este precello hermético é fundamental para previr fugas de escape e asegurar que o conversor funcione á presión interna correcta.
Materiais e Especificacións de Enxeñaría
Seleccionar o grao axeitado de acero inoxidable para as carcasas estampadas é un equilibrio entre custo, durabilidade e xestión térmica. O estándar do sector é 409 Stainless Steel (SS409) . Este grao ferrítico ofrece resistencia á corrosión suficiente fronte a sales de estrada e humidade, mantendo ao mesmo tempo unha boa soldabilidade e resistencia á fatiga térmica. É o material escollido para a maioría dos corpos de conversor de mercado secundario e OEM estándar porque se expande e contrae a taxas compatibles cos substratos cerámicos internos, reducindo o risco de esmagamento do núcleo durante os ciclos térmicos.
Para aplicacións de alto rendemento ou de uso intensivo, os fabricantes poden pasar a 304 Stainless Steel (SS304) . Este grao austenítico contén maior contido de níquel, proporcionando unha resistencia superior ao ferruxe e á oxidación a alta temperatura. E&E Manufacturing destaca a importancia de usar estes materiais especializados para estampar compoñentes que poidan soportar o ambiente agresivo dun sistema de escape, onde as temperaturas frecuentemente superan os 800 °C (1472 °F).
Os enxeñeiros deben tamén ter en conta as interaccións do "revestimento" e a disipación do calor. A carcasa estampada actúa como un escudo térmico; se o material é demasiado fino, pode deformarse ou queimarse; se é demasiado grosa, engade peso parasitario ao vehículo. A carcasa estampada ideal equilibra estes factores, proporcionando un exoesqueleto ríxido e duradeiro para o catalizador.
Cumprimento normativo e marcas antirrobo
Alén do proceso de conformado, o "estampado" é o método estándar para aplicar identificación permanente á carcasa do conversor. Isto ten dous obxectivos distintos: o cumprimento normativo e a prevención de robos. En mercados regulados como California, o Consello de Recursos Atmosféricos de California (CARB) exixe que todos os conversores de mercado secundario teñan datos específicos gravados ou enbaixados na carcasa. Isto inclúe o "número EO" (orde executiva), o número de peza e a data de fabricación. Estas marcas verifican que a peza cumpra as normas de emisións e permite aos inspectores distinguir as pezas legais das alternativas non conformes.
Para fins antirrobo, Marcaxe por puntos (Dot Peen) emerxeu como a tecnoloxía superior. Ao contrario do gravado superficial con ácido ou adhesivos, as máquinas Dot Peen usan un estilete de carburo para indentar fisicamente o metal cunha serie de puntos profundos. Rocklin Manufacturing explica que este método crea unha marca permanente e resistente ao manipulado—moitas veces o número de identificación do vehículo (VIN)—que segue sendo lexible incluso despois de anos de exposición a detritos da estrada e ferruxo. Esta trazabilidade fai máis difícil vender conversores roubados a chatarrerías, que cada vez máis están obrigadas a rexistrar os números de identificación das unidades compradas.
Control de Calidade e Identificación
A validación da calidade dunha carcasa estampada require probas rigurosas antes de que chegue a un vehículo. Proba de estanquidade é a medida principal de control de calidade, na que a carcasa soldada se presuriza para asegurar que as soldaduras das costuras están libres de poros. Calquera fuga na carcasa permitiría que gases de escape non tratados escapasen, provocando o rexeitamento nas probas de emisións. A precisión dimensional tamén se verifica mediante máquinas de medición por coordenadas (CMM) para asegurar que os puntos de montaxe estampados coincidan perfectamente co colector de escape do vehículo.
Para os recicladores e compradores, ler os números estampados é clave para a avaliación. BR Metals aconsella que os números de serie estampados na carcasa son a forma máis fiábel de identificar o contido en metais preciosos no seu interior. Os conversores OEM teñen xeralmente o logotipo do fabricante do coche (por exemplo, Ford, Toyota) e un código alfanumérico específico, mentres que os dispositivos aftermarket adoitan comezar cun número da serie "N". Recoñecer estes códigos estampados permite distinguir o scrap OEM de alto valor das substitucións aftermarket de menor valor.

Asegurando e identificando o seu conversor
Xa sexa un enxeñeiro que busca carcacas estampadas para produción ou un propietario de vehículo preocupado polo roubo, comprender a natureza dual do "estampado" é esencial. Para os fabricantes, o foco segue sendo a formación de precisión e a selección de materiais para garantir a durabilidade. Para os usuarios finais, a prioridade é verificar que a carcaca leve os selos de conformidade necesarios e engadir marcas antirrobo para protexer o investimento. A medida que as regulacións se endurecen e o risco de roubo persiste, as marcas na carcaca converteronse en igual de valiosas ca o propio metal.
Preguntas frecuentes
1. Podo eu mesmo estampar o meu conversor catalítico para previr o roubo?
Sí, os propietarios de vehículos poden marcar os seus propios conversores, pero é vital usar a ferramenta correcta. Dispoñíbel son gravadoras portátiles ou kits de grabado químico, pero poden non ser suficientemente profundos para durar. Recoméndase o marcado profesional por puntos (Dot Peen) porque imprime profundamente no metal, facendo difícil que os ladróns o limen sen danar a carcasa do conversor.
2. Que información se debe gravar nun conversor de substitución?
Un conversor catalítico legal de mercado secundario debe levar gravado o código do fabricante, o número de peza e a data de fabricación. En California, tamén debe mostrar o número da Orde Executiva da CARB (EO) (por exemplo, D-123-45) para pasar a comprobación de fumes. Se faltan estas marcas ou non son lexíbeis, o vehículo pode suspender a inspección.
3. O gravado do número de identificación do vehículo (VIN) realmente detén o roubo?
Estampar un VIN non impide fisicamente a súa retirada, pero actúa como un forte disuasivo. Os comerciantes de chatarra reputados están adiestrados para rexeitar conversores con marcas de VIN visibles que non coincidan coa identificación do vendedor. Tamén crea unha cadea de probas que axuda ás forzas de seguridade a rastrexar as pezas robadas ata as operacións criminais.