 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Análise esencial da formabilidade de chapa metálica para previr defectos
RESUMO
A análise da conformabilidade de chapa metálica é un proceso de enxeñaría crítico que se utiliza para avaliar a capacidade dun metal de ser conformado nun compoñente sen defectos como estrangulamentos ou fisuras. Combina probas físicas e simulacións por ordenador avanzadas para predicer o comportamento do material durante o proceso de estampado. Esta información predictiva é esencial para optimizar o deseño das ferramentas, reducir os custos de fabricación e garantir que a peza final cumpra rigorosos estándares de calidade.
Comprensión da Conformabilidade da Chapa Metálica: Conceptos Principais e Importancia
Na fabricación, a conformabilidade refírese á capacidade dunha chapa metálica de soportar deformación plástica e ser moldada nun compoñente desexado sen fallar. O proceso de avaliación desta capacidade coñécese como análise da conformabilidade de chapa metálica. É un pilar fundamental do estampado moderno de metais, proporcionando aos enxeñeiros os datos necesarios para salvar a brecha entre un deseño dixital e unha peza física fabricada con éxito. O obxectivo principal é anticipar e previr defectos comúns durante o formado antes de que ocorran, aforrando tempo e recursos significativos.
A importancia deste análise non se pode subestimar. Sen ela, os fabricantes corren o risco de adoptar un enfoque de ensaio e erro que leva a altas taxas de refugo, modificacións costosas das ferramentas e atrasos na produción. Os defectos principais que a análise de conformabilidade axuda a previr inclúen o estreitamento, que é o adelgazamento localizado do material que precede a falla, e as fisuras, onde o material se fractura por completo. Ao comprender os límites dun material, os enxeñeiros poden deseñar procesos máis eficientes e seleccionar a aleación axeitada para o traballo, equilibrando os requisitos de resistencia coa viabilidade de fabricación.
Unha análise exhaustiva proporciona numerosos beneficios que afectan directamente ao beneficio da empresa e á calidade do produto. Ao predicir o fluxo de material e as concentracións de tensión, a análise garante un proceso de fabricación robusto e reproducible. Isto é especialmente vital co aumento do uso de aceros avanzados de alta resistencia (AHSS) e aliños de aluminio, que ofrecen importantes aforros de peso pero teñen comportamentos de conformado máis complexos.
Os beneficios principais inclúen:
- Redución de Custos: Minimiza a necesidade de retraballos caros e demorados nas matrices de estampación e reduce o desperdicio de material por pezas falladas.
- Mellora da Calidade: Asegura que os compoñentes se fabriquen de forma consistente e cumpran todas as especificacións xeométricas e estruturais.
- Tempo máis curto para chegar ao mercado: Abrevia a fase de proba das ferramentas ao resolver posibles problemas na etapa de deseño virtual.
- Optimización do Material: Permite a selección e uso confiada de materiais lixeiros e de alto rendemento sen sacrificar a manufacturabilidade.
- Maior Liberdade de Deseño: Permite a creación de formas de compoñentes máis complexas e ambiciosas ao proporcionar unha comprensión clara das limitacións do material.
Métodos e ensaios clave para avaliar a embutición
Avaliar a embutición de chapa metálica implica unha variedade de ensaios, desde métodos mecánicos tradicionais ata sistemas ópticos sofisticados sen contacto. Cada método ofrece diferentes perspectivas sobre como se comportará un material baixo as tensións dunha operación de conformado. A elección do ensaio depende frecuentemente do material, da complexidade da peza e do nivel de precisión requirido.
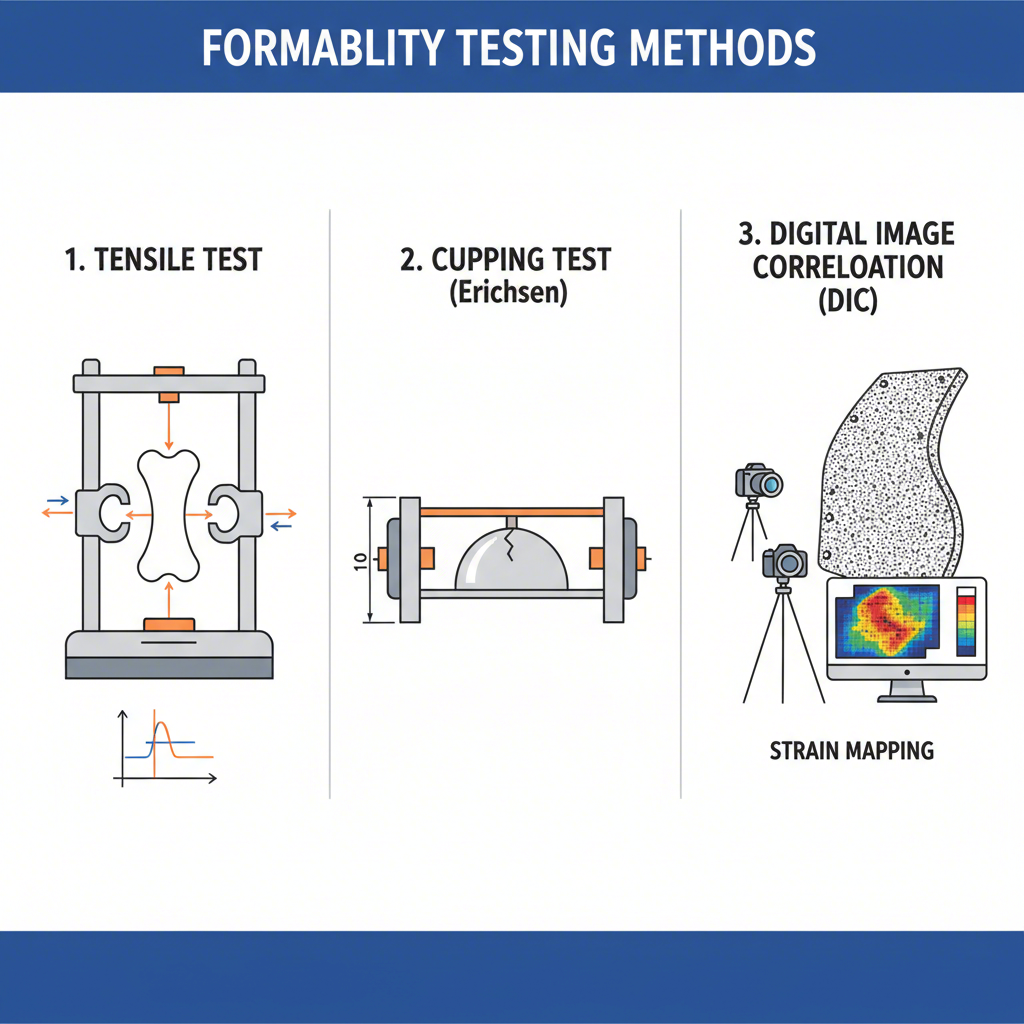
Os métodos tradicionais adoitan comezar co ensaio de tracción uniaxial. Este ensaio fundamental estira unha mostra de material ata que se rompe, medindo propiedades como a alongamento total e o coeficiente de endurecemento por deformación (valor n). Aínda que é sinxelo e barato, a súa principal limitación é que só mide as tensións nunha dirección, mentres que a maioría das operacións reais de embutición implican tensións complexas, biaxiais (de dúas direccións). Para simular mellor estas condicións, os enxeñeiros utilizan ensaios como o ensaio de embutición Erichsen ou o ensaio Nakajima. Nestes procedementos, un punzón deforma unha chapa fixada en forma de cúpula, proporcionando unha avaliación máis realista da conformabilidade baixo estiramento biaxial.
Máis recentemente, os sistemas avanzados de medición óptica 3D revolucionaron o análise da formabilidade. Técnicas como a Correlación de Imaxes Dixitais (DIC) proporcionan unha vista completa do campo de deformación. Neste método, aplícase unha cuadrícula ou patrón de puntos sobre a chapa metálica antes da formación. Durante o proceso de estampado, cámaras de alta resolución capturan imaxes desde múltiples ángulos. Un software especializado analiza entón como se deformou o patrón, calculando as deformacións principais e secundarias con precisión en toda a superficie da peza. Este enfoque sen contacto proporciona moita máis información ca os ensaios tradicionais, permitindo a identificación precisa das áreas de deformación crítica.
A seguinte táboa compara estes métodos comúns:
| Método de proba | O que mide | Vantaxes | Limitacións |
|---|---|---|---|
| Ensaio de Tensión | Alongamento, resistencia, valor n | Simple, económico, normalizado | O estado de tensión uniaxial non é representativo da maioría das operacións de conformado |
| Ensaio de copa / abombamento | Altura da cúpula na fractura, límites de deformación biaxial | Simula condicións de estirado biaxial | Demora, proporciona poucos puntos de datos e pode verse influído polo froito |
| Análise óptica 3D (DIC) | Deformación e deformación 3D de campo completo | Datos moi precisos, completos e sen contacto | Require equipo e software especializados |
Análise avanzada: Modelado, Simulación e Predición de Fallos
Máis aló das probas físicas, as ferramentas máis potentes na análise moderna da formabilidade son o modelado computacional e a simulación. Mediante software de Análise por Elementos Finitos (FEA), os enxeñeiros poden crear unha representación virtual de todo o proceso de estampado. Isto inclúe a xeometría das ferramentas, as propiedades do chapa metálica e os parámetros do proceso como o froito e a forza do prensachapas. A simulación entón predí como fluirá, estirará e adelgazará a chapa metálica ao ser conformada na forma final da peza.
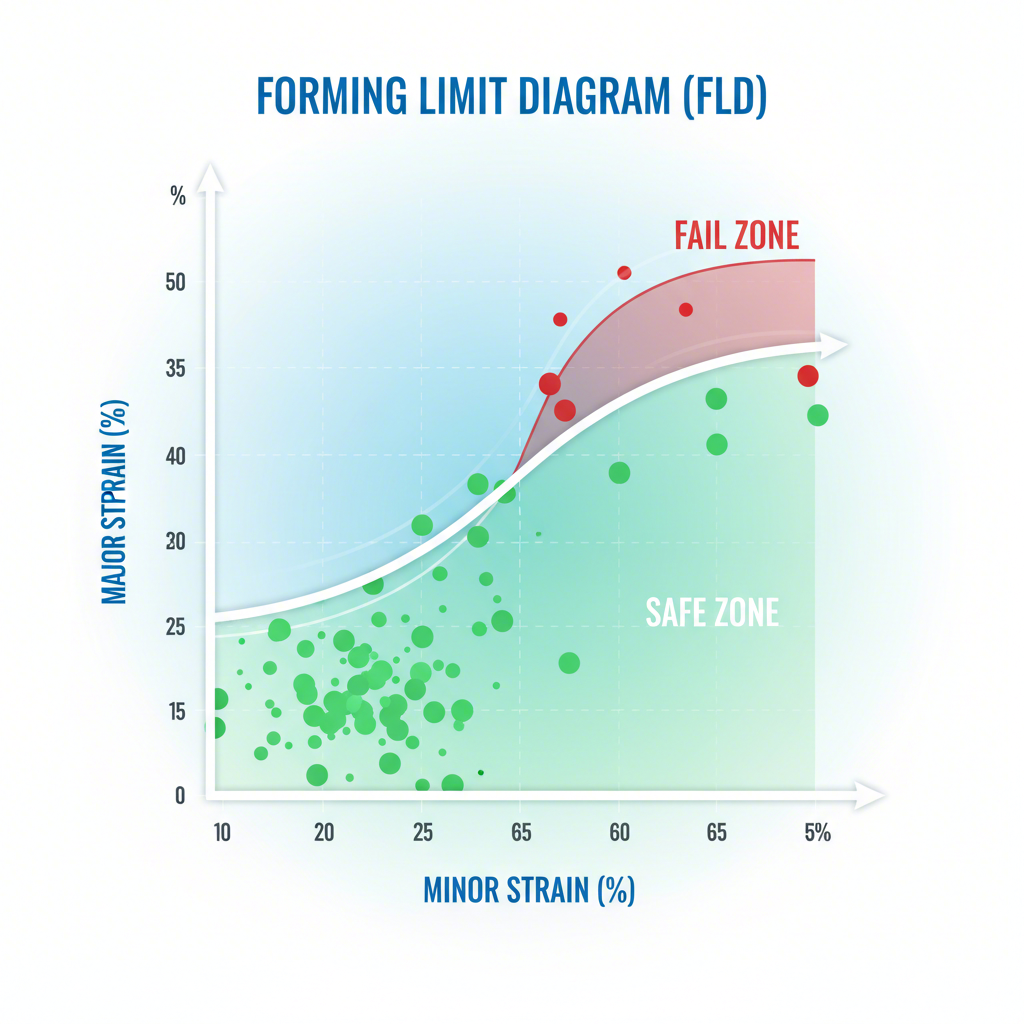
Un elemento central desta simulación é o Diagrama de Límite de Embutición (DLE). O DLE é unha gráfica que define a xanela segura de fabricación para un material específico. Representa a deformación maior fronte á deformación menor, cunha liña límite coñecida como Curva de Límite de Embutición (CLE) que separa a deformación aceptable do inicio do estrangulamento e a falla. Durante unha simulación, o software calcula o estado de deformación para miles de puntos na peza e represéntaos no DLE. Se os puntos caen por riba da CLE, indica un alto risco de falla nesa zona, o que leva a un cambio de deseño.
Non obstante, o LDF tradicional ten limitacións, particularmente para procesos de conformado en múltiples etapas ou cando se traballa con materiais avanzados. Como explican os expertos do sector, factores como a carga non proporcional (na que a traxectoria da deformación cambia durante o proceso) e os efectos estabilizadores da flexión en radios pequenos poden alterar o límite real de conformado dun material. Os marcos avanzados de análise de conformabilidade teñen agora en conta estes efectos para fornecer predicións de fallo máis precisas para pezas complexas. Os fabricantes líderes de compoñentes complexos, como os expertos en Shaoyi (Ningbo) Metal Technology Co., Ltd. , aproveitan simulacións CAE avanzadas para garantir a precisión dos troqueis de estampado automotriz, reducindo significativamente os prazos de entrega e mellorando os resultados para OEMs e provedores de nivel 1.
Os beneficios de incorporar a simulación no proceso de deseño son considerables:
- Prototipado Virtual: Reduce a necesidade de probas físicas de ferramentas, costosas e lentas, resolvendo primeiro os problemas no ordenador.
- Optimización do deseño: Permite aos enxeñeiros probar rapidamente diferentes xeometrías de pezas, deseños de ferramentas ou eleccións de materiais para atopar a solución máis robusta.
- Predición de defectos: Predí con precisión non só fisuras e estrangulamentos senón tamén problemas como arrugas, retroceso e distorsións superficiais.
- Eficiencia do proceso: Axuda a optimizar parámetros como a forma da chapa e a tonelaxe da prensa para minimizar o uso de material e o consumo de enerxía.
Interpretación dos resultados e aplicación das mellores prácticas de deseño
O verdadeiro valor do análise da formabilidade de chapa metálica reside na súa capacidade de xerar insights accionables que orienten as decisións de enxeñaría. A saída das simulacións é tipicamente un mapa codificado por cores da peza, onde diferentes cores representan distintos niveis de deformación ou adelgazamento. As áreas verdes son xeralmente seguras, o amarelo indica unha condición lixeira preto do límite de conformado, e o vermello destaca zonas críticas cunha alta probabilidade de fallo. Estas axudas visuais permiten aos enxeñeiros identificar inmediatamente as áreas problemáticas.
Cando unha simulación sinala un problema potencial, a análise proporciona os datos necesarios para resolvelo. Por exemplo, se se prevé unha alta concentración de tensión preto dunha esquina afiada, a recomendación de deseño sería aumentar o radio desa característica. Isto distribuíu a tensión por unha área máis grande, traéndoo de volta á zona segura. Do mesmo xeito, se se prevé unha arrugas nun panel plano, a solución pode implicar axustar a forza do porta-blancos ou engadir bolas de tracción para controlar mellor o fluxo de material.
Este enfoque baseado en datos é un principio fundamental do deseño para a fabricación (DFM). Considerando os principios de formabilidade desde o inicio da fase de deseño, os enxeñeiros poden crear pezas que non só son funcionais senón tamén eficientes para producir. Este enfoque proactivo evita cambios de deseño en fases tardías que poden descarrilar os prazos e orzamentos do proxecto.
Aquí están algunhas das principais mellores prácticas de deseño informadas pola análise de formabilidade:
- Utiliza raios xenerosos: Evite as esquinas internas e externas afiadas sempre que sexa posible. Os radios maiores son unha das formas máis efectivas de previr o adelgazamento localizado e as rachaduras.
- Mantén as características lonxe dos dobrados: Como regra xeral, mantén os buratos a unha distancia mínima de 2,5 veces o grosor do material máis o radio de dobrado da liña de dobrado. Isto axuda a evitar que a característica se deforme durante o proceso de dobrado.
- Incorporar ángulos de desbaste: Para pezas de estampación profunda, ángulos lixeiros nas paredes verticais reducen o rozamento e a forza necesaria para a formación, diminuíndo o risco de fisuración.
- Especifica tolerancias axeitadas: Utiliza a Dimensión Xeométrica e Tolerancias (GD&T) para definir os límites aceptables de planicidade, rectitude e outras características, recoñecendo que o proceso de formación introducirá algunha variación.
- Consulta os datos do material: Basea sempre os deseños e simulacións en datos precisos das propiedades do material, xa que a formabilidade pode variar considerablemente incluso entre diferentes graos do mesmo metal.
Preguntas frecuentes
1. Que é a formabilidade dun metal?
A formabilidade é a capacidade dun metal en chapa de deformarse plásticamente e conformarse nun compoñente sen desenvolver defectos como fisuras ou estrangulamentos. Está influenciada principalmente pola ductilidade do metal (a súa capacidade de estirarse) e polas súas propiedades de endurecemento por deformación, que afectan á uniformidade coa que adelgaza durante o conformado.
2. Cales son as probas comúns de formabilidade para metais en chapa?
As probas comúns inclúen a proba de tracción uniaxial, que mide a alargamento básico e a resistencia; probas de embutición (por exemplo, Erichsen, Olsen) e probas de inflado que simulan o estiramento biaxial; e sistemas modernos de análise óptica 3D sen contacto (DIC) que fornecen un mapa completo do campo de deformación superficial.
3. Que é a regra dos 4T no deseño de metais en chapa?
Unha directriz común de deseño establece que, para evitar distorsións, un elemento como un furado debe estar situado a unha distancia de polo menos 2,5 veces o grosor do material máis o radio de dobrado fóra da liña de dobrado. Ás veces aplícase un valor '4T' aos ranuras, pero a directriz completa é tipicamente 4 veces o grosor máis o radio de dobrado.
4. Que é GD&T para chapa metálica?
O Dimensionamento e Tolerancia xeométricos (GD&T) é unha linguaxe simbólica utilizada en debuxos técnicos para definir a variación permitida na xeometría dunha peza. Para a chapa metálica, o GD&T especifica as tolerancias críticas para características de forma como planicidade, rectitude e perfil, para asegurar que a peza formada final funcione correctamente e encaixe na súa montaxe.