 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

O que ninguén lle di sobre os Custos e Prazos dos Servizos de Mecanizado
Comprensión do mecanizado por servizo e a súa importancia
Xa pensou algúns fabricantes invisten millóns en equipamento mentres outros producen pezas idénticas sen posuír nin sequera unha máquina? A resposta atópase no mecanizado por servizo: unha estratexia que está reconfigurando a forma na que as empresas conciben a produción.
O que o mecanizado por servizo significa realmente para os fabricantes
O mecanizado por servizo fai referencia a subcontratar traballos de fabricación de precisión a instalacións externas especializadas dotadas de tecnoloxía avanzada de CNC. En vez de adquirir equipamento caro e contratar operarios cualificados, as empresas colaboran con proveedores especializados en mecanizado que se encargan do proceso produtivo dende o principio ata o final.
Pense nisto deste xeito: necesita compoñentes de precisión, pero non ten por que posuír a fábrica. Segundo unha investigación do sector de Technavio, o mercado dos servizos de mecanizado crecerá en 17 400 millóns de dólares entre 2023 e 2028, cunha taxa de crecemento anual composta do 4,5 %. Este crecemento reflicte un cambio fundamental na estratexia de fabricación: as empresas recoñecen cada vez máis que os socios externos poden ofrecer resultados superiores sen a carga dunha inversión de capital.
Cando busca un «taller de máquinas CNC preto de min» ou explora servizos de mecanizado de precisión CNC, está esencialmente buscando estes socios especializados. Sexa unha startup que está a prototipar o seu primeiro produto ou un fabricante establecido que está a ampliar a produción, os provedores de servizos ofrecen o mesmo resultado de alta calidade que esperaría das operacións internas.
A diferenza fundamental entre o mecanizado subcontratado e o mecanizado interno
A distinción entre estas aproximacións radica na propiedade e na responsabilidade. Co mecanizado interno, vostede asume todo o peso das compras de equipamento, dos programas de mantemento, da formación dos operadores e das certificacións de calidade.
Considere que requiren realmente as operacións internas:
- Capital inicial significativo para máquinas CNC que poden custar desde decenas de miles ata millóns de dólares
- Custos de mantemento continuo que se acumulan co tempo e requiren técnicos especializados
- Operadores cualificados que cobran salarios premium e requiren formación continua
- Certificacións de Calidade como a ISO 9001, que exixe documentación rigorosa e auditorías
O mecanizado por servizo elimina estes requisitos. Un taller mecánico como o de Jose ou calquera outro fornecedor cualificado xa realizou estas inversiones. Mantén o equipamento máis moderno, emprega mecanicistas experimentados e posúe as certificacións que require a súa industria. Vostede simplemente aproveita as súas capacidades cando as necesita.
Por que as empresas de distintos sectores—desde aeroespacial ata dispositivos médicos—confían en socios externos de mecanizado? A proposta de valor é convincente. Os servizos de mecanizado de alta precisión danche acceso a equipos CNC de múltiples eixos, operadores experimentados e sistemas de calidade establecidos sen comprometer capital. Moitos talleres de mecanizado en California e noutros centros industriais especialízanse en sectores concretos, ofrecendo experiencia que levaría anos desenvolver internamente.
Esta flexibilidade resulta especialmente valiosa cando os requisitos do proxecto varían. En vez de manter equipos inactivos durante períodos lentos ou intentar engadir capacidade de forma apresurada durante picos de demanda, a subcontratación permite escalar a produción de maneira perfecta. Trátase dunha vantaxe estratéxica que te permite centrarte no que mellor sabes facer: deseñar produtos, atender aos clientes e facer crecer o teu negocio.
Tipos de procesos de mecanizado CNC e as súas aplicacións
Cando colabora cun fornecedor de servizos de mecanizado, non está simplemente obtendo acceso ao equipamento: está aproveitando un conxunto diverso de procesos de fabricación. Pero aquí está o reto: ¿como saber que proceso se axusta ao seu proxecto? Comprender as diferenzas entre fresado, torneado e técnicas especializadas axúdalle a comunicarse de forma eficaz co seu socio de mecanizado e a tomar decisións informadas sobre as súas pezas.
Explicación do fresado CNC
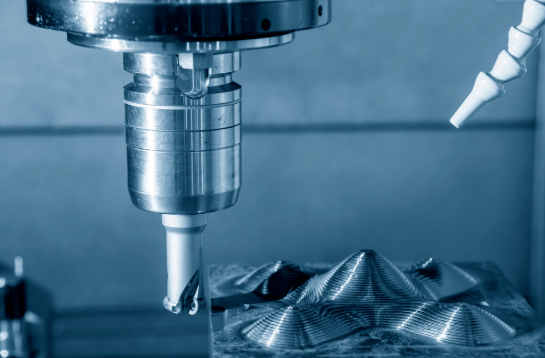
Imaxine unha ferramenta de corte rotativa que se move sobre unha peza de traballo estacionaria, eliminando material capa a capa . É o fresado CNC en acción. Ao contrario que noutros procesos nos que a peza xira, no fresado mantense a peza fixa mentres as ferramentas de corte de múltiples puntos realizan o traballo en varios eixes.
Este enfoque destaca na creación de formas complexas en 3D que serían imposibles de obter con métodos máis sinxelos. Segundo a investigación en fabricación de 3ERP, as fresadoras poden operar con capacidade de 3, 4 ou 5 eixos, e cada eixo adicional desbloquea novas posibilidades xeométricas.
Que fai que a fresado sexa particularmente versátil? Considere estas aplicacións comúns:
- Superficies e caras planas —a fresado frontal crea planos horizontais precisos na parte superior das pezas de traballo
- Bolsos e cavidades —a fresado de bolsas elimina material de seccións interiores, creando características encofradas
- Ranuras e gullas —a fresado periférica corta canles ao longo das bordas das pezas con profundidades controladas
- Contornos 3D complexos —as fresas de punta esférica seguen curvas orgánicas para moldes e prototipos
- Características anguladas —as fresas de bisel e as operacións angulares crean bordos biselados
Cando está explorando servizos de mecanizado CNC de 5 eixos, está considerando a capacidade de fresado máis avanzada dispoñible. Estas máquinas poden inclinar a fresa ou a mesa, alcanzando rebaixos e superficies complexas nun só montaxe. Para mecanizado CNC de pezas grandes ou compoñentes aeroespaciais intricados, os provedores de servizos CNC de 5 eixos ofrecen unha precisión que configuracións máis sinxelas non poden igualar.
Cando o torneado supera ao fresado
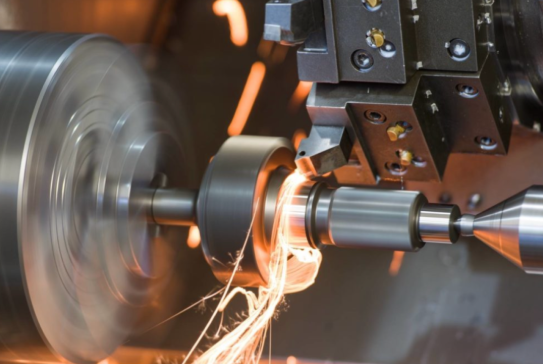
Agora inverta o guión. No torneado CNC, a peça xira rapidamente mentres unha ferramenta de corte de punta simple e estacionaria conforma a superficie. Esta inversión no movemento crea unha diferenza fundamental no que cada proceso fai mellor.
Parece sinxelo? É sinxelo —e esa sinxeleza tradúcese en eficiencia. As operacións de torneado son intrínsecamente máis rápidas para compoñentes cilíndricos porque o movemento de rotación produce naturalmente perfís redondos. Se a súa peza ten forma de eixe, piña, casquillo ou varilla roscada, o torneado é case con certeza a mellor opción.
Estes son os casos nos que o torneado supera ao fresado:
- Formas cilíndricas e cónicas —a peza en rotación produce naturalmente perfís redondos cunha excelente concentricidade
- Produción en volumes altos —os alimentadores de bárras permiten un mecanizado continuo con intervención mínima do operario
- Roscas externas e internas —as operacións de roscado intégranse sen problemas nos ciclos de torneado
- Tolerancias estreitas de redondeza —o proceso mantén diámetros consistentes ao longo de pezas longas
- Proxectos sensibles ao custo —a ferramenta é máis sinxela e os tempos de ciclo máis curtos reducen os custos por peza
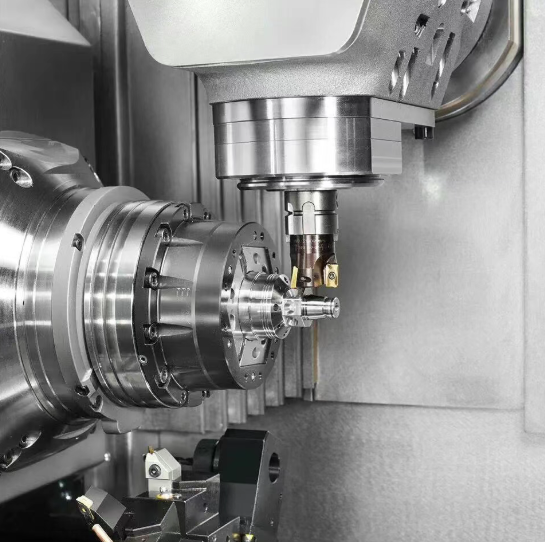
Os centros modernos de torneado CNC difuminan a liña entre procesos. Moitos inclúen agora ferramentas activas — ferramentas rotativas capaces de realizar operacións de fresado mentres a peza segue suxeita no torno. Esta capacidade híbrida significa que unha soa máquina pode taladrar furos transversais, fresar superficies planas ou cortar ranuras de chaveta sen ter que trasladar a peza a un montaxe separado.
Para proxectos de mecanizado CNC de pezas que combinen características redondas e prismáticas, pregúntelle ao seu proveedor de servizos sobre as capacidades de fresado-torneado. Estas máquinas híbridas poden reducir drasticamente os tempos de entrega e mellorar a precisión dimensional ao eliminar múltiples montaxes.
Procesos especializados para xeometrías complexas
Que ocorre cando as ferramentas de corte convencionais non poden acceder á xeometría que precisa? É entón cando entran en escena procesos especializados como o mecanizado por descarga eléctrica e o rectificado de precisión.
Mecanizado por descarga eléctrica (EDM) elimina material mediante centellas eléctricas controladas, en vez de corte físico. Segundo A documentación técnica de OpenLearn o EDM funciona en calquera material condutor de electricidade, independentemente da súa dureza—o que o fai ideal para aceros para ferramentas endurecidos e aliaxes exóticas que destruírían ferramentas de corte convencionais.
O EDM destaca en aplicacións específicas:
- Furos pequenos con altas relacións de aspecto —o EDM por fío pode crear aberturas tan pequenas como 0,05 mm
- Cavidades complexas para matrices —o EDM por inmersión conforma características de moldes intrincadas sen rebabas
- Materiais endurecidos —a erosión por centellas ignora por completo a dureza do material
- Cantos internos afiados —alcanza radios tan estreitos como 0,4 mm, onde as ferramentas de corte non poden chegar
A contrapartida? O EDM opera máis lentamente ca a maquinaria convencional, coas taxas de eliminación de metal normalmente medidas en centímetros cúbicos por hora. Ademais, deixa unha capa recristalizada de 0,0025–0,15 mm de profundidade que pode precisar ser eliminada en aplicacións críticas para a fatiga.
Rectificado de Precisión usa rodillos abrasivos para conseguir acabados superficiais e tolerancias que van máis aló do que poden ofrecer as ferramentas de corte. Cando o seu proxecto require superficies como espellos ou precisión a nivel de micrómetros, o rectificado convértese nunha etapa esencial.
Empresas como Odyssey Machining e outros proveedores especializados adoitan combinar varios procesos en secuencia: desbaste mediante fresado, acabado mediante rectificado e traballo de detalle mediante EDM. Esta aproximación integrada ofrece as mellores características de cada método, ao tempo que se minimiza o tempo total de produción.
Comprender estas diferenzas entre procesos axuda a colaborar de forma máis eficaz co seu socio de mecanizado. Cando pode explicar con claridade se a súa peza require a flexibilidade do fresado, a eficiencia do torneado ou unha precisión especializada, recibirá orzamentos máis exactos e tempos de entrega máis rápidos.
Guía de selección de materiais para compoñentes mecanizados
Escollaches o teu proceso de mecanizado. Agora chega unha decisión igual de crítica: de que material debe estar feita a peza? Esta elección afecta a todos os aspectos do teu proxecto, desde o tempo de mecanizado e o desgaste das ferramentas ata o rendemento final da peza e o custo total. Se a escolleres ben, obterás compoñentes que superarán as expectativas. Se a escolleres mal, terás retrasos, sobrecustos ou pezas que fallen no campo.
Isto é o que fai tan complexa a selección do material: sempre implica compensacións. Segundo a investigación en fabricación de Tops Best Precision, mentres que os metais brandos como o aluminio e o latón teñen unha excelente maquinabilidade, poden carecer de resistencia e durabilidade. Por outra banda, os materiais máis resistentes, como o titano e o aceiro inoxidable, son máis difíciles de mecanizar, pero ofrecen maior resistencia, resistencia á corrosión e durabilidade.
Analicemos as túas opcións para que poidas tomar decisións informadas para o teu servizos de fresado CNC de aluminio ou calquera outro requisito de material.
Aliaxes de aluminio para un rendemento lixeiro
Cando os fabricantes necesitan pezas con rapidez sen comprometer a calidade, o aluminio adoita estar no topo da lista. Con un índice de maquinabilidade do 90-95 % comparado co estándar do latón, os servizos de mecanizado de aluminio ofrecen tempos de entrega rápidos e excelentes acabados superficiais.
Por que se mecaniza tan ben o aluminio? A súa elevada condutividade térmica permite que o calor se disipe rapidamente da zona de corte, o que posibilita velocidades de mecanizado máis altas sen comprometer a vida útil das ferramentas. Segundo a guía de selección de materiais de Ethereal Machines, o aluminio 6061 equilibra resistencia e maquinabilidade, ofrecendo versatilidade en aplicacións que van desde o sector automobilístico ata os bens de consumo.
As aleacións de aluminio máis comúns que atopará nas cotizacións de servizos de fresado CNC de aluminio inclúen:
- 6061-T6 —a aleación de uso xeral que ofrece boa resistencia, soldabilidade e resistencia á corrosión para aplicacións de propósito xeral
- 7075-T6 —resistencia máis alta, próxima á de algúns aceros, ideal para compoñentes estruturais aeroespaciais e aplicacións de alta tensión
- 2024-T3 —excelente resistencia á fadiga para a cobertura e pezas estruturais de aeronaves
- 5052—resistencia superior á corrosión para ambientes mariños e de procesamento químico
O compromiso? A menor dureza do aluminio significa que non pode soportar desgaste extremo nin aplicacións a altas temperaturas. Para esas situacións, terá que considerar o acero ou ligas exóticas.
Opcións de acero e acero inoxidable para durabilidade
Cando a resistencia e a durabilidade son máis importantes que o peso, as variantes de acero convértense nos seus materiais preferidos. Non obstante, a familia do acero abarca unha ampla gama de rendementos —e tamén de facilidade de mecanizado.
Aceros ao carbono e aleacións (como os graos 1018, 4140 e 4340) ofrecen un equilibrio razoable entre resistencia e facilidade de mecanizado. Co seu índice de dureza arredor do 70 %, son significativamente máis difíciles de cortar que o aluminio, pero seguen sendo manexables con ferramentas estándar. Estes materiais destacan en compoñentes estruturais, pezas de maquinaria e engrenaxes, onde a resistencia xustifica o tempo adicional de mecanizado.
Acos inoxidables presentan un reto diferente. Segundo a investigación de materiais, graos como o 304 e o 316 teñen índices de maquinabilidade de só o 30-40 %. Por que é tan difícil? O acero inoxidable endurece por deformación —o que significa que se volve máis duro ao cortalo. Isto require velocidades de corte máis lentas, montaxes máis ríxidas e cambios de ferramenta máis frecuentes.
A pesar dos desafíos na maquinaria, as propiedades do acero inoxidable xustifican o esforzo en aplicacións específicas:
- 304 Inoxidable —resistencia á corrosión de uso xeral para procesamento de alimentos, arquitectura e aplicacións químicas
- acero inoxidable 316 —resistencia superior á corrosión para entornos mariños, médicos e farmacéuticos
- 17-4 PH —grao de endurecemento por precipitación que ofrece alta resistencia para compoñentes aeroespaciais e de defensa
- inoxidable 303 —grao de fácil maquinado con azufre engadido para mellorar a rotura das virutas e a vida útil da ferramenta
Se o seu proxecto require aceiro inoxidable, espere prazos de entrega máis longos e custos por peza máis altos comparados coas cotizacións do servizo de fresado de aluminio. O material en si é máis caro, as máquinas traballan máis lentamente e desgastan as ferramentas máis rápido, todos factores que o seu provedor de servizos incluirá nos seus prezos.
Plásticos de enxeñaría e materiais exóticos
Non todos os compoñentes deben ser de metal. Os plásticos de enxeñaría ofrecen vantaxes únicas, como menor peso, resistencia química e illamento eléctrico. Por outra parte, as aleacións exóticas soportan condicións extremas nas que os materiais convencionais fallan.
Plásticos de enxeñaría comúns para compoñentes mecanizados inclúen:
- Delrin (Acetal) —muito fácil de mecanizar, con excelente estabilidade dimensional, ideal para engranaxes, rodamientos e compoñentes mecánicos
- PEEK —termoplástico de alto rendemento que soporta temperaturas de ata 250 °C, común na industria aeroespacial e en implantes médicos
- UHMW —excelente resistencia ao desgaste e baixo coeficiente de fricción para compoñentes de transportadores e bandas antidesgaste
- Polycarbonate —alta resistencia ao impacto e transparencia óptica para ventás de seguridade e cubertas protectoras
As máquinas de plástico son rápidas, pero requiren consideracións diferentes. Algúns poden derretirse ou deformarse baixo o calor do corte, mentres que outros se rompen se se cortan de forma demasiado agresiva. O seu socio de mecanizado debe axustar as velocidades, avances e estratexias de refrigeración en consecuencia.
Alias exóticas ocupan a outra punta do espectro: difíciles de mecanizar, pero esenciais para ambientes extremos. Primo Medical Group observa que materiais como o titano e outras aleacións exóticas requiren técnicas especializadas de mecanizado debido ás súas propiedades únicas, como a dureza, a resistencia á corrosión e a biocompatibilidade.
O titano ten un índice de mecanizabilidade de só o 20-25 %. A súa baixa condutividade térmica atrapa o calor na zona de corte, o que exixe velocidades lentas e ferramentas recubertas especializadas. O Inconel e outras superaleacións de níquel teñen índices incluso máis baixos, do 10-15 %, o que require unha atención extrema para evitar a rotura das ferramentas.
Cando xustifican estes materiais a súa dificultade de mecanizado? O titán aparece en estruturas aeroespaciais, implantes médicos e artigos deportivos de alto rendemento, onde a súa relación resistencia-peso non ten igual. O Inconel úsase en compoñentes de motores de reacción e aplicacións nucleares, onde o calor extremo e a corrosión destruírían outros materiais.
Comparación de materiais dunha ollada
Use esta táboa de referencia ao discutir as opcións de materiais co seu proveedor de servizos de mecanizado:
| Material | Clasificación de Maquinabilidade | Aplicacións Típicas | Consideración de Custos |
|---|---|---|---|
| Latón C36000 | 100 % (estándar) | Conexións, compoñentes eléctricos, ferraxería decorativa | Custo moderado do material, custo de mecanizado máis baixo |
| Aluminio 6061 | 90-95% | Aeroespacial, automoción, carcaxes electrónicas | Baixo custo do material, mecanizado rápido |
| Aco carbono 1018 | 70% | Pezas estruturais, eixes, compoñentes de maquinaria | Custo baixo do material, tempo de mecanizado moderado |
| Aceiro inoxidable 304 | 30-40% | Procesamento de alimentos, sector médico, ambientes mariños | Custo máis elevado do material, mecanizado máis lento |
| Titanio 6Al-4V | 20-25% | Estruturas aeroespaciais, implantes médicos, defensa | Custo elevado do material, requírese ferramenta especializada |
| Inconel 718 | 10-15% | Motores a reacción, reactores nucleares, ambientes extremos | Custo moi elevado do material, mecanizado máis lento |
| Delrin (Acetal) | Alto | Engrenaxes, rodamientos, compontes mecánicos de precisión | Custo moderado do material, mecanizado rápido |
| PEEK | Moderado | Implantes médicos, aeroespacial, procesamento químico | Custo elevado do material, require control da temperatura |
Requisitos Específicos de Materiais da Industria
A súa industria probablemente dita as eleccións de material máis aló das consideracións puramente de rendemento. Os requisitos rexulatorios e as normas de certificación reducen considerablemente as súas opcións.
Fabricación de Dispositivos Médicos requirir materiais con biocompatibilidade probada e trazabilidade. O titano, o aceiro inoxidable 316L e polímeros especializados como o PEEK cumpren os requisitos da FDA para dispositivos implantables. O seu socio de mecanizado debe manter documentación que probe a orixe do material e o cumprimento de normas como a ISO 13485.
Aplicacións aeroespaciais requiren aliñes certificados con trazabilidade completa do material. Non pode usar simplemente calquera aluminio: debe ser de grao aeroespacial, con certificacións de fábrica que documenten a súa composición química e as súas propiedades mecánicas. As especificacións comúns inclúen as AMS (Especificacións de Materiais Aeroespaciais) e as normas ASTM.
Componentes Automotivos a miúdo equilibran a eficiencia de custo coas necesidades de rendemento. A produción en gran volume tende a favorecer materiais de fácil mecanizado, como o aluminio e os aceros fáciles de mecanizar, para minimizar o custo por peza mentres se cumpren as especificacións de durabilidade.
Comprender estas dinámicas de materiais axúdalle a colaborar máis eficazmente co seu socio de mecanizado. Cando pode discutir os compromisos entre a facilidade de mecanizado e o rendemento, tomará mellores decisións sobre onde investir o seu orzamento e onde aforrar.

Explicación do fluxo de traballo completo de mecanizado de servizo
Escollera o seu proceso e seleccionara o seu material. E agora? Para moitos compradores novos, a viaxe desde a consulta inicial ata a recepción das pezas acabadas semella unha caixa negra. Que ocorre despois de enviar os seus ficheiros? Canto tempo leva cada etapa? Comprender o fluxo de traballo completo axúdalle a establecer expectativas realistas e a evitar malentendidos custosos.
Sexa que está traballando cun taller mecánico de San José ou cun fornecedor de todo o país, a maioría das instalacións reputadas de mecanizado CNC en California seguen un proceso estruturado similar. Revisemos cada paso para que saiba exactamente o que pode esperar.
Preparación dos seus ficheiros de deseño para a súa presentación
O seu proxecto comeza no momento en que envía os ficheiros de deseño — e a forma na que os prepare afecta directamente á precisión da oferta e ao tempo de entrega. Segundo a documentación do fluxo de traballo do sector, un paquete típico de consulta debería incluír modelos CAD, debuxos técnicos, especificacións de material, requisitos de cantidade e prazos de entrega.
¿Que formatos de ficheiro prefieren os talleres mecánicos de San José (CA) e outras instalacións profesionais?
- STEP (.stp, .step) — o estándar universal para o intercambio de modelos 3D, lexible por practicamente calquera software CAM
- IGES (.igs, .iges) — un formato máis antigo pero amplamente compatíbel para xeometría de superficies e sólidos
- DXF/DWG — ficheiros de debuxo 2D esenciais para pezas planas e cotas suplementarias
- Ficheiros CAD nativos —Os ficheiros de SolidWorks, Inventor ou Fusion 360 conservan a intención completa do deseño cando o seu taller utiliza software compatible.
- Debuxos en PDF —Desenhos 2D anotados que amosan as tolerancias, os acabados superficiais e os requisitos especiais.
Aquí hai algo que moitos compradores pasan por alto: os modelos 3D por si soos non son suficientes. O seu taller mecánico de California necesita desenhos 2D acotados que especifiquen as tolerancias, os requisitos de acabado superficial e as características críticas. O modelo 3D indícalles qué forma deben fabricar; o desenho indícalles con qué precisión deben fabricala.
Antes de enviar, comprobe dúas veces estes problemas comúns:
- Están todas as dimensións claramente especificadas con as tolerancias apropiadas?
- Indicou qué características son críticas e qué outras están suxeitas á tolerancia xeral?
- Especifícase explicitamente a calidade do material (non só «aluminio», senón «6061-T6»)?
- Indícanse os requisitos de acabado superficial empregando os valores Ra estándar?
- Incluíuse a cantidade necesaria e a data obxectivo de entrega?
O proceso de elaboración de presupostos e revisión
Unha vez que os seus ficheiros cheguen, iníciase o proceso de elaboración da oferta — e é máis complexo do que moitos clientes creen. Segundo a guía de solicitudes de orzamento (RFQ) de Stecker Machine, membros experimentados do equipo da oficina revisan o paquete comezando pola avaliación da viabilidade en función das capacidades e do coñecemento especializado.
Que ocorre durante esta revisión? Os enxeñeiros examinan os seus planos en busca de inconsistencias, tolerancias estreitas, preocupacións e desafíos de proceso. Buscan posibles problemas antes de que se convertan en erros costosos.
Os mellor proveedores de servizos de mecanizado non só elaboran orzamentos para o que vostede solicita — tamén suxiren melloras. A análise de deseño para fabricación (DFM) identifica oportunidades para:
- Reducir custos mediante substitucións de material ou xeometrías simplificadas
- Melhorar a calidade axustando as tolerancias en características non críticas
- Reducir os prazos de entrega seleccionando procesos máis adecuados á súa xeometría
- Eliminar posibles fallos identificando paredes finas, esquinas internas agudas ou outras características problemáticas
A complexidade e o volume determinan como deben procesarse as pezas. Empregando esta información, os estimadores colaboran cos enxeñeiros para realizar estudos de tempos ferramenta a ferramenta e operación a operación. Estas estimacións dos tempos de ciclo condicionan todo: a capacidade do operario, as necesidades de equipamento e, en última instancia, o prezo que vostede ofrece.
A oferta formal que recibe normalmente inclúe:
- Prezo unitario e desglose do custo total
- Prazo estimado desde a confirmación da orde ata o envío
- Custos dos materiais (ás veces listados por separado)
- Custos de preparación e requisitos de ferramentas
- Calquera declaración aclaratoria sobre tolerancias ou especificacións
Producción até a inspección final
Despois de aprobar a oferta e confirmar a súa orde, iníciase o planificación da produción. O seu traballo entra nunha cola baseada na súa complexidade, na dispoñibilidade dos materiais e na programación das máquinas. Aquí é onde as súas pezas cobran vida de verdade.
A fase de produción implica múltiples pasos coordinados:
- Fontes de Materiais —a súa tenda adquire stock bruto que coincide co grao especificado, normalmente con certificacións do fabricante para garantir a rastrexabilidade
- Programación cnc —os enxeñeiros crean as rutas de ferramentas empregando software CAM, optimizando para velocidade, precisión e vida útil da ferramenta
- Configuración da máquina —os operarios montan os dispositivos de suxección, cargan as ferramentas e calibran a máquina para a peza específica solicitada
- Producción do primeiro artigo —máquinase a primeira peza e inspéctase minuciosamente antes de continuar
- Tirada de produción —unha vez que a primeira peza pasa a inspección, máquinanse o resto das pezas
- Comprobacións de calidade durante o proceso —os operarios verifican as dimensións críticas ao longo de toda a serie
- Operacións Secundarias —se é necesario, as pezas sométense a desbarbado, tratamento superficial ou tratamento térmico
- Inspección Final —as pezas rematadas mídense segundo as súas especificacións empregando equipos calibrados
- Embalaxe e Envío —as pezas protéxense adecuadamente e envíanse xunto coa documentación requirida
As comprobacións de calidade realízanse de forma continua, non só ao final. A inspección da primeira peza é especialmente crítica: é neste momento cando se detectan erros na programación, problemas no montaxe ou fallos no deseño, evitando así o desperdicio de material nunha produción completa.
O fluxo de traballo completo dunha ollada
Desde o inicio ata a finalización, este é o percorrido típico do seu proxecto nunha instalación profesional de mecanizado por servizo:
- Entrega do deseño —vostede fornece ficheiros CAD, planos e especificacións
- Xeración da oferta —os enxeñeiros revisan a viabilidade e elaboran o orzamento
- Revisión do deseño e análise para a fabricación (DFM) —identifícanse e discútense posibles melloras
- Confirmación do Pedido —vostede aproba o orzamento e fornece a autorización de compra
- Programación da produción —o seu traballo entra na cola segundo os compromisos de prazo de entrega
- Adquisición de materiais —obtense a materia prima segundo as súas especificacións
- Operacións de usinaxe —os equipos CNC transforman a materia prima en pezas acabadas
- Inspección e control de calidade —verifícanse as pezas respecto aos requisitos dimensionais e de calidade
- Envío e Entrega —as pezas terminadas chegan á súa instalación con documentación
Comprender este fluxo de traballo axúdalle a planificar os proxectos de forma máis eficaz. Saberá cando esperar actualizacións, que información necesita a súa oficina en cada etapa e como evitar retrasos que poderían adiar a data de entrega.
Agora que comprende o proceso, a seguinte pregunta lóxica é: ¿canto custará todo isto realmente? Varios factores inflúen no prezo de maneiras que non son inmediatamente evidentes —e coñecelos pode axudarlle a deseñar de forma máis intelixente e a elaborar un orzamento máis preciso.
Que afecta aos custos dos servizos de mecanizado
Aquí está o que a maioría dos proveedores non lle dirán de forma transparente: o prezo que paga polas pezas mecanizadas depende de decisións que vostede controla. A selección do material, as especificacións de tolerancia, os requisitos de acabado superficial e o volume do pedido inflúen na súa factura final—á veces de forma moi significativa. Comprender estas variables ponlle no asento do conductor cando fai o orzamento de proxectos e negocia cos fornecedores.
Segundo a análise detallada dos custos de Unionfab, os custos de mecanizado CNC varían considerablemente dependendo de factores como a xeometría da peza, a selección do material, a estratexia de mecanizado, os requisitos de tolerancia e o volume de produción. Examinemos cada factor para que poida tomar decisións informadas antes de presentar a súa seguinte solicitude de presuposto.
Como afecta a selección do material ao seu orzamento
A súa selección de material ten repercusións en todas as categorías de custo: prezo da materia prima, tempo de mecanizado, desgaste das ferramentas e incluso o peso para o envío. Escolla sabiamente e optimizará o valor. Escolla mal e pagará sobrecustos que non melloran o seu produto.
Considere só os custos das materias primas. Segundo os datos de prezos do sector, os materiais clasifícanse en niveis de custo diferenciados:
- Baixo custo ($) —O aluminio e o PMMA (acrílico) ofrecen o punto de partida máis económico
- Custo moderado ($$) —O POM, o PTFE, o nailon e os materiais compostos como o FR4
- Custo elevado ($$$) —O cobre, o látón, o bronce, o acero, o acero inoxidable e os plásticos de enxeñaría como o PC e o ABS
- Custo premium ($$$$$) —O magnesio, o titano, o PEEK e as cerámicas técnicas
Pero o prezo da materia prima só conta parte da historia. Un taller mecánico da zona da baía tamén terá en conta a maquinabilidade: a velocidade e facilidade coas que se pode cortar o material. O aluminio pode mecanizarse a velocidades 3-4 veces superiores ás do acero inoxidable. Esa diferenza de velocidade tradúcese directamente en menores custos de man de obra e de tempo de máquina.
Aquí está a conclusión práctica: non especifique titánio cando o aluminio satisface os seus requisitos. Non empregue por defecto o acero inoxidábel cando o acero ao carbono ofrece unha resistencia á corrosión adecuada. Cada especificación excesiva engade custo sen engadir valor á súa aplicación.
A relación entre tolerancia e custo
As tolerancias máis estreitas sempre son máis caras, pero a relación non é linear. Segundo a investigación en deseño de fabricación de Fictiv, os deseños na rexión de tolerancia de "menor esforzo" utilizan a norma ISO 2768 media, que representa un bo equilibrio entre o que se pode conseguir facilmente con fresadoras CNC estándar e o que é necesario para pezas funcionais.
Por que as tolerancias estreitas aumentan os custos? Varios factores se acumulan:
- Velocidades de mecanizado máis lentas —alcanzar a precisión require cortes coidadosos e deliberados, en vez de eliminación agresiva de material
- Operacións adicionais —as características poden necesitar pasadas de desbaste seguidas de pasadas de acabado separadas
- Ferramentas especializadas —o traballo de precisión adoita demandar ferramentas de corte de maior calidade con menor desviación radial
- Tempo de inspección estendido —cada tolerancia estreita require verificación con equipamento de medición calibrado
- Taxas máis altas de rexeición —as pezas fóra das especificacións deben desecharse ou reprocesarse
A aproximación máis intelixente? Aplicar tolerancias estreitas só onde a función o exixe. Un taller de mecanizado de precisión en Mass Precision San Jose ou en calquera outro lugar diráche o mesmo: especifique ±0,001" só nas superficies críticas de acoplamento e deixe as características non críticas coa tolerancia estándar de ±0,005" ou máis lata.
Segundo o análise de custos de Exact Machine Service, é importante establecer as tolerancias e os acabados superficiais necesarios en función dos requisitos funcionais das pezas para acadar un equilibrio entre precisión e custo.
Precios por volume e consideracións de configuración
Cada lote de produción comeza coa preparación: carga de fixacións, instalación de ferramentas, calibración da máquina e execución dunha primeira peza. Estes custos mantéñense relativamente fixos xa sexa que se fabriquen 10 ou 1.000 pezas. Comprender esta dinámica explica por que o prezo por peza descende dramaticamente ao aumentar as cantidades.
Considere este escenario: un taller mecánico de San José (CA) ofrece un orzamento de 500 $ en custos de preparación máis 20 $ por peza en tempo de mecanizado. Se encarga 10 pezas, a carga de preparación é de 50 $ por unidade. Se encarga 100 pezas, reducírase a 5 $ por unidade. O custo de mecanizado permanece constante, pero o seu custo total por peza descende de 70 $ a 25 $.
Estes son os factores de custo ordenados do de maior ao de menor impacto no custo total do seu proxecto:
- Complexidade e xeometría da peza —deseños complexos que requiren múltiples preparacións, ferramentas especializadas ou mecanizado de 5 eixos supoñen un prezo premium
- Selección de material —aleacións exóticas e materiais de difícil mecanizado incrementan tanto o custo da materia prima como o dos procesos
- Requisitos de Tolerancia —cada cifra decimal de precisión engade un custo desproporcionado
- Cantidade do pedido —os volumes máis altos amortizan os custos de configuración e poden cualificar para prezos por lote
- Especificacións do acabado superficial —os acabados máis aló do estado tras fresado (Ra 3,2 μm) requiren operacións adicionais
- Operacións Secundarias —o tratamento térmico, a anodización, o chapado ou a pintura engaden custos posteriores ao fresado
- Requisitos de prazo de entrega —a entrega acelerada adoita implicar cargos por prisa
Quere reducir custos sen comprometer a funcionalidade? Segundo as mellores prácticas de fabricación de Fictiv, estas modificacións no deseño ofrecen as maiores estalas:
- Simplificar a xeometría —minimizar as esquinas internas agudas, os bolsos profundos e as características intrincadas que aumentan o tempo de fresado
- Utilice tamaños estándar de ferramentas —deseñar características compatibles coas fresas e brocas máis comúns reduce os custos de configuración e ferramentas
- Deseñar para menos configuracións —as pezas que se poden fresar en dúas configuracións ou menos evitan o tempo de reposicionamento e a acumulación de tolerancias
- Especificar só os acabados funcionais —solicitar superficies pulidas só onde o exixan a estética ou a función
- Considerar lotes lixeiramente máis grandes —pasar de 25 a 50 unidades adoita proporcionar aforros desproporcionados por unidade
Os talleres mecánicos da zona da baía e os talleres de mecanizado de precisión de todo o país utilizan estruturas de custos semellantes. Ao comprender que é o que determina os seus prezos, pódese deseñar pezas máis intelixentes, presentar orzamentos mellor preparados e negociar desde unha posición baseada no coñecemento, non nas conxecturas.
Estes factores de custo resultan especialmente críticos cando o seu proxecto require certificacións específicas do sector. As aplicacións aeroespacial, automobilística e médica engaden requisitos de conformidade que inflúen tanto nos prezos como na selección de socios —temas que exploraremos a continuación.
Aplicacións industriais e requisitos de certificación
Pensa que todos os proveedores de mecanizado son iguais? Pensa outra vez. O taller que produce ferraxería decorativa opera baixo regras completamente distintas das dun taller que fabrica soportes para aeronaves ou implantes cirúrxicos. A súa industria non só inflúe no que fabrica—senón que dicta como debe operar, documentar e verificar o seu socio de mecanizado en cada paso da produción.
Comprender estes requisitos de certificación axúdalle a avaliar posibles socios e a evitar erros custosos. Segundo a investigación sobre certificacións na fabricación, as certificacións en mecanizado non son só unha formalidade—son un requisito fundamental que rexerá a selección de fornecedores, a idoneidade para contratos e o cumprimento dos requisitos reguladores.
Requisitos e certificacións para compoñentes automotrices
A industria automobilística exixe consistencia a escala. Cando se producen millares de compoñentes idénticos destinados ás liñas de montaxe de vehículos, a variación non é só indesexable: é inaceptable. É por iso que os fabricantes de equipos orixinais (OEM) requiren que os seus fornecedores cumpran rigorosos estándares de certificación antes de concederlles contratos.
Certificación IATF 16949 iATF 16949:2016 constitúe o estándar de ouro para a xestión da calidade no sector automobilístico. Publicado polo International Automotive Task Force (Forza Tarefa Automobilística Internacional), este estándar basease na norma ISO 9001, engadíndolle requisitos específicos para o sector automobilístico. Segundo As orientacións de certificación da AIAG , a norma IATF 16949:2016 define os requisitos do sistema de xestión da calidade para as organizacións de toda a cadea de valor automobilística mundial.
Que fai que a IATF 16949 se diferencie das certificacións xerais de calidade? A norma subliña:
- Prevención de Defectos —enfoques sistemáticos para identificar e eliminar posibles fallos antes de que ocorran
- Redución da variación —protocolos de mellora continua que van reforzando o control dos procesos co paso do tempo
- Eliminación de residuos —principios de produción esbelta integrados na xestión da calidade
- Requisitos específicos do cliente —flexibilidade para incorporar especificacións individuais dos fabricantes de equipos orixinais (OEM)
Control Estatístico de Procesos (CEP) desempeña un papel fundamental na fabricación automobilística. En vez de inspeccionar as pezas despois da produción, o control estatístico de procesos (SPC) supervisa os procesos en tempo real para detectar variacións antes de que produzan compoñentes defectuosos. Os gráficos de control, os índices de capacidade e o análisis de tendencias convértense en ferramentas estándar para as instalacións certificadas.
Para talleres de máquinas CNC en California e para talleres aeroespaciais de máquinas CNC que prestan servizos a clientes do sector automobilístico, estas certificacións non son complementos opcionais, senón requisitos previos para facer negocios. Principais fabricantes de equipos orixinais (OEM), como General Motors, Ford e Stellantis, exixen a certificación IATF 16949 aos seus fornecedores de mecanizado.
Instalacións certificadas como Shaoyi Metal Technology cumpren estas demandas da industria automobilística coa certificación IATF 16949 e estritos protocolos de SPC. A súa operación produce conxuntos de chasis de alta tolerancia e compoñentes de precisión, mantendo ao mesmo tempo a documentación e rastrexabilidade que requiren as cadeas de subministro automobilísticas.
Normas de Precisión Aeroespacial
Se a industria automobilística exixe consistencia, a aeroespacial exixe perfección — con recibos. Cada material, cada proceso e cada medición deben estar documentados e ser rastrexables. Cando a falla dun compoñente pode ter consecuencias catastróficas, os requisitos de certificación reflicten eses riscos.
Certificación AS9100 basease na norma ISO 9001, engadindo requisitos de calidade rigorosos adaptados especificamente aos sistemas aeroespaciais, de defensa e espaciais. Segundo investigacións do sector, máis do 80 % das empresas aeroespaciais globais requiren a certificación AS9100 dos fornecedores de fresado CNC.
Que distingue a norma AS9100 das normas xerais de calidade?
- Trazabilidade completa dos materiais —cada compoñente vincúlase co material bruto certificado, co número de lote térmico e as certificacións da fábrica documentadas
- Inspección do primeiro artigo (FAI) —A documentación conforme á norma AS9102 demostra que a produción inicial cumpre todas as especificacións
- Xestión de configuración —O control estrito das revisións garante que as pezas coincidan coas versións de enxeñaría actuais
- Xestión de Riscos —Os procesos formais identifican, avalían e mitigán os posibles problemas de calidade
- Prevención de pezas falsificadas —Os procedementos de verificación garanten a autenticidade dos materiais
A carga documental esténdese durante toda a produción. Un taller de fresado CNC en California que serve a clientes aeroespaciais debe manter rexistros que amosen:
- Certificacións dos materiais brutos e verificación da súa orixe
- Rutas de ferramenta e programas CNC empregados en cada operación
- Cualificacións dos operarios e rexistros de formación
- Estado de calibración de todo o equipo de medición
- Datos completos de inspección para cada dimensión crítica
Para os proveedores de fabricación de metais en San José (California) e outras oficinas rexionais, obter a certificación AS9100 require unha inversión significativa en sistemas de documentación, formación e preparación para auditorías. Non obstante, a certificación abre o acceso a contratos aeroespaciais que os competidores non certificados non poden perseguir.
Consideracións na fabricación de dispositivos médicos
A fabricación de dispositivos médicos engade outra capa de complexidade reguladora. Cando os compoñentes mecanizados se converten en parte de equipos de diagnóstico ou dispositivos implantables, a seguridade do paciente determina todos os requisitos.
De acordo co Orientación reguladora da FDA , os fabricantes deben establecer e seguir sistemas de calidade para axudar a garantir que os seus produtos cumpran de forma consistente os requisitos e especificacións aplicables. Estes sistemas de calidade para dispositivos regulados pola FDA coñécense como prácticas actuais de fabricación (CGMP).
Certificación ISO 13485 aborda especificamente a xestión da calidade dos dispositivos médicos. Aínda que é similar á ISO 9001 na súa estrutura, engade requisitos para:
- Controis de deseño —verificación sistemática de que os dispositivos cumpren os requisitos para o seu uso previsto
- Validación de procesos —proba documentada de que os procesos de fabricación producen de maneira consistente resultados aceptables
- Documentación de biocompatibilidade —proba de que os materiais non causarán reaccións adversas nos pacientes
- Validación da esterilización —verificación de que os procesos de esterilización alcanzan os niveis requiridos de garantía de esterilidade
- Xestión de reclamacións —sistemas formais para o seguimento e a investigación dos problemas relacionados co produto
A Normativa do Sistema de Calidade da FDA (21 CFR Parte 820) fornece o marco regulador nos Estados Unidos. Segundo a documentación da FDA, a normativa do sistema de calidade adopta un enfoque «paraguas» que require que os fabricantes elaboren e sigan procedementos adecuados aos seus dispositivos específicos.
Que significa isto para o seu socio de mecanizado? Deben manter:
- Registros completos de historia do dispositivo para cada lote producido
- Procesos de fabricación validados con parámetros documentados
- Equipamento de medición calibrado, rastreable aos estándares nacionais
- Ambientes controlados axeitados ás necesidades do produto
- Registros de formación do persoal que demostran a competencia
A FDA emitiu recentemente a Norma Final sobre o Sistema de Xestión da Calidade (QMSR), incorporando a norma ISO 13485:2016 no marco regulador. Esta armonización significa que os fornecedores de mecanizado de dispositivos médicos deben cada vez máis cumprir simultaneamente os requisitos da FDA e as normas internacionais.
Escoller o Parceiro Certificado Adecuado
O seu sector determina cales certificacións son máis importantes. Aquí ten unha referencia rápida:
| Industria | Certificación Principal | Requisitos Principais |
|---|---|---|
| Automovilístico | IATF 16949 | SPC, prevención de defectos, requisitos específicos dos clientes |
| Aeroespacial/Defensa | AS9100 | Rastrexabilidade completa, inspección inicial de pezas (FAI), xestión de configuración |
| Dispositivos médicos | ISO 13485 | Controis de deseño, validación de procesos, xestión de queixas |
| Industrial xeral | ISO 9001 | Fundamentos da xestión da calidade, mellora continua |
Non asuma que un taller certificado para unha industria se cualifica automaticamente para outra. Os fornecedores aeroespaciais certificados segundo a norma AS9100 poden carecer dos sistemas de produción en gran volume que require o sector automobilístico. Os especialistas en dispositivos médicos poden non ter experiencia coas aleacións exóticas que demanda o sector aeroespacial.
Ao avaliar posibles socios, verifique directamente as súas certificacións. Solicite copias dos certificados, comprobe as datas de caducidade e confirme que o ámbito de aplicación abarca os seus tipos específicos de produtos. Os organismos certificadores mantén bases de datos públicas nas que pode verificar independentemente o estado dun fornecedor.
Estes requisitos de certificación aumentan os custos e a complexidade do mecanizado por subcontratación, pero existen por boas razóns. Cando os seus compoñentes van destinados a vehículos, aeronaves ou dispositivos médicos, o risco implicado xustifica a inversión en sistemas rigurosos de calidade. Comprender o que cada industria require axuda a atopar socios capaces de cumprir verdadeiramente as súas promesas.
As certificacións establecen sistemas de calidade básicos, pero ¿como verifican realmente os proveedores de mecanizado que as pezas individuais cumpren as súas especificacións? A resposta atópase nos métodos de inspección e nos protocolos de aseguramento da calidade — o noso seguinte tema.
Aseguramento da calidade e verificación das tolerancias
O seu socio de mecanizado posúe unha certificación impresionante. Pero aquí está a verdadeira pregunta: ¿como proba realmente que as súas pezas cumpren as especificacións? As certificacións establecen sistemas — a inspección verifica os resultados. Comprender como miden, documentan e verifican as dimensións as instalacións profesionais axuda a avaliar as afirmacións sobre a calidade e a interpretar os informes de inspección que recibe cos seus envíos.
Sexa que traballe cun taller mecánico de Santa Clara ou que adquira servizos de talleres mecánicos en Santa Clara (CA), os fundamentos do aseguramento da calidade son consistentes entre os provedores de confianza.
Comprensión das especificacións de tolerancia
Antes de realizar calquera medición, todos deben estar de acordo sobre o que significa "aceptable". As especificacións de tolerancia definen a variación permitida respecto das dimensións nominais, e comprender esta linguaxe axuda a comunicarse de maneira eficaz co seu socio de mecanizado.
As tolerancias aparecen en varias formas nos planos de enxeñaría:
- Tolerancias bilaterais —variación permitida en ambas direccións (por exemplo: 25,00 ±0,05 mm)
- Tolerancias unilaterais —variación permitida só nunha dirección (por exemplo: 25,00 +0,00/-0,10 mm)
- Dimensións límite —valores máximos e mínimos explícitos (por exemplo: 24,95–25,05 mm)
- Indicacións de GD&T —símbolos de dimensionado e tolerancia xeométricos que controlan a forma, a orientación e a posición
Por que isto é importante para a verificación da calidade? Segundo A investigación en metroloxía CMM sistemas avanzados poden medir xeometrías complexas cunha precisión excesiva, logrando frecuentemente incertezas de medida dentro dos micrómetros. Pero incluso o equipo máis sofisticado non significa nada se as especificacións de tolerancia non están claramente definidas.
O proceso de inspección comeza co seu debuxo. Todas as dimensións marcadas como críticas son medidas e documentadas. As características con tolerancias estándar poden ser comprobadas de forma selectiva en vez de sometérselles a unha inspección completa: unha aproximación práctica que equilibra a minuciosidade coa eficiencia de custos.
Métodos e equipos de inspección
As instalacións de mecanizado de servizo profesional empregan unha variedade de tecnoloxías de inspección, cada unha adecuada para retos específicos de medida. Comprender estas ferramentas axuda a valorar o que implica verificar as súas pezas.
Máquinas de Medición por Coordenadas (CMM) representan o estándar de ouro para a verificación dimensional. Segundo a documentación do sector, as MMC capturan puntos de datos que o software procesa para calcular dimensións, tolerancias e relacións xeométricas. Estes sofisticados instrumentos operan dentro dun sistema de coordenadas tridimensional, empregando os eixes X, Y e Z para determinar as posicións exactas.
Que fai que as MMC sexan especialmente valiosas? Destacan en:
- Medir xeometrías complexas en 3D ás que as ferramentas manuais non poden acceder
- Ofrecer resultados repetibles e independentes do operador
- Xerar informes de inspección automatizados con documentación completa dos datos
- Verificar as especificacións de GD&T, incluídas as tolerancias de posición verdadeira e de perfil
Comparadores ópticos proxectar perfís ampliados das pezas sobre pantallas para a súa comparación visual con superposicións de referencia. Estes sistemas sen contacto funcionan ben para:
- Pezas fráxiles ou facilmente deformables
- Perfís de filetes e dentes de engrenaxes
- Desbordes de bordos e biselados
- Verificación visual rápida durante a produción
Medidores de rugosidade superficial miden a textura microscópica das superficies mecanizadas. Cando o seu debuxo especifica valores Ra (rugosidade media aritmética), estes instrumentos verifican o cumprimento trazando un estilete sobre a superficie e analizando o perfil resultante.
Aquí compáranse os métodos de inspección máis comúns:
| Método de inspección | Precisión típica | Mellores aplicacións | Limitacións |
|---|---|---|---|
| MMC (de contacto) | ±0,001–0,003 mm | Xeometría complexa en 3D, verificación de GD&T, pezas de produción | Máis lento para medicións sinxelas, require un ambiente controlado |
| Comparador óptico | ±0,01–0,025 mm | Inspección de perfil, verificación de filetes, comparación visual | só 2D, requírese interpretación polo operador |
| Micrómetros/Calibradores | ±0,01–0,025 mm | Comprobacións rápidas, dimensións externas, características sinxelas | Funcionamento manual, limitado a superficies accesibles |
| Calibradores de altura | ± 0,01 mm | Alturas de paso, referencias de datum, traballo sobre placa de superficie | Requírese unha superficie de referencia plana |
| Teste de Rugosidade de Superficie | Resolución ata 0,001 μm Ra | Verificación do acabado superficial, validación do proceso | Mide só a textura, non a precisión dimensional |
| escaneo 3D | ±0,025–0,1 mm | Formas complexas, enxeñaría inversa, cartografía de desviacións | Menor precisión que o MMC, requírese postprocesamento |
Un taller mecánico en Santa Clara (CA) ou calquera instalación centrada na calidade normalmente combina varios métodos. Os MMC encárganse da inspección final das características críticas, mentres que as ferramentas manuais apoian as comprobacións en proceso durante as operacións de mecanizado.
Documentación e Trazabilidade
Os datos de medición non significan nada sen a documentación adecuada. A garantía profesional da calidade vai máis aló da simple toma de medidas: abarca unha trazabilidade completa desde a materia prima ata o envío final.
Inspección do primeiro artigo (FAI) forma a base da calidade na produción. Segundo a investigación sobre fabricación realizada por PMP Metals, a inspección inicial de pezas (FAI) é un proceso formal e escrito que garante que a fabricación dunha peza ou conxunto cumpre as especificacións de deseño, os planos e os requisitos definidos polo cliente ou pola enxeñaría.
Que inclúe unha FAI exhaustiva?
- Debuxo balonado —cada dimensión numerada para referencia
- Táboa de Resultados Dimensionais —valores medidos comparados coas tolerancias especificadas
- Certificacións de Material —documentación que acredite a liga correcta e o tratamento térmico
- Registros do proceso —información sobre as máquinas e as ferramentas utilizadas na produción
- Aprobacións —assinaturas do operador e do inspector que confirman a verificación
A inspección inicial de pezas (FAI) realízase en puntos críticos: nas primeiras series de produción, despois de cambios de enxeñaría, cando se modifican as localizacións de fabricación ou tras pausas prolongadas na produción. Este sistema de puntos de control detecta problemas antes de que se multipliquen ao longo de toda a cantidade producida.
Inspección en proceso proporciona unha verificación continua durante as series de produción. Os operadores comproban as dimensións críticas a intervalos regulares —por exemplo, cada 10ª ou 25ª peza— para confirmar que o proceso permanece estable. Calquera desviación activa unha investigación antes de que se acumulen pezas fóra de tolerancia.
Inspección Final os protocolos verifican as pezas rematadas antes do envío. Dependendo dos seus requisitos e das normas do sector, isto pode implicar:
- inspección ao 100 % de todas as características críticas
- Amostraxe estatística baseada no tamaño do lote e nos niveis aceptables de calidade (AQL)
- Certificado de conformidade que documenta o cumprimento das especificacións
- Informes dimensionais completos cos valores medidos reais
Sistemas de Xestión da Calidade unir estes elementos. Segundo a investigación ISO 9001:2015, esta norma internacionalmente recoñecida establece o referente que as empresas deben cumprir e superar para satisfacer as expectativas dos clientes. Un taller mecánico certificado pola ISO implantou un sistema de xestión da calidade (QMS) sólido que garante unha calidade e fiabilidade constantes.
Que significa realmente a certificación ISO 9001:2015 para as súas pezas?
- Os procedementos documentados garanten procesos consistentes independentemente do operario que realice o seu traballo
- Os programas de calibración verifican que o equipo de medición mantén a súa precisión
- Os sistemas de acción correctiva abordan os problemas de forma sistemática en vez de repetida
- A revisión da dirección garante a mellora continua en vez da estanquidade
Ademais da norma ISO 9001, as certificacións específicas do sector engaden requisitos especializados. A norma AS9102 rexula a documentación da inspección inicial (FAI) no sector aeroespacial. A norma IATF 16949 exixe os protocolos de control estatístico de procesos (SPC) no sector automobilístico. A norma ISO 13485 aborda a trazabilidade dos dispositivos médicos. A súa aplicación determina qué normas son aplicables — e qué documentación debe esperar do seu proveedor de mecanizado por servizo.
A garantía da calidade remata, en última instancia, na confianza verificada mediante probas. As certificacións establecen sistemas. Os equipos de inspección proporcionan capacidade. A documentación demostra os resultados. Ao avaliar provedores de servizos de mecanizado, non se limite ás capacidades alegadas, senón que procure comprender como verifican, de feito, o que entregan.

Comparación do mecanizado por servizo con outros métodos de fabricación
Exploraches como funciona o mecanizado por servizo, canto custa e como se verifica a calidade. Pero aquí está a pregunta que mantén aos xestores de operacións desvelados toda a noite: ¿é realmente a mellor opción para o seu proxecto o mecanizado subcontratado? ¿O producir en casa, a impresión 3D ou a fundición darían mellor resultado?
A resposta depende da súa situación específica: os requisitos de volume, as necesidades de tolerancia, as restricións de material e as presións de prazo inflúen todos na mellor opción. Construímos un marco de decisión que o axude a avaliar obxectivamente estas compensacións.
Mecanizado por servizo fronte a operacións internas
A decisión de subcontratar ou investir representa unha das opcións máis trascendentais ás que se enfrontan os fabricantes. Segundo investigación de fabricación , normalmente é máis intelixente subcontratar inicialmente, a menos que precise máis de aproximadamente 4.000-5.000 pezas por ano, teña requisitos rigorosos de propiedade intelectual ou certificación, ou poida asumir un gasto inicial de 200.000 a 700.000 dólares estadounidenses, ademais dos custos de formación dos operarios.
Que fai que este cálculo sexa tan complexo? Considere o que require realmente a mecanización interna:
- Investimento de capital —unha única fresadora CNC de 5 eixos pode custar entre 200.000 $ e 700.000 $ antes da instalación, ferramentas e formación
- Operadores cualificados —a CNC segue sendo un proceso moi especializado que require capacidades actualizadas constantemente
- Mantemento continuo —o equipamento require calibración periódica, reparación e, finalmente, substitución
- Espazo no chan e servizos auxiliares —as máquinas-ferramenta necesitan fundacións adecuadas, suministro eléctrico e control climático
Cando resulta máis lóxico subcontratar? Para volumes anuais inferiores a 1.000 unidades, os cálculos favorecen claramente aos socios externos. Un taller de subcontratación típico podería cobrar 18 $ por peza para series de aluminio en CNC de baixo volume, moito menos ca o custo amortizado do equipamento propio que permanece parcialmente inactivo.
Non obstante, o cálculo cambia á escala. Cando as series de produción superan as 5.000 unidades anuais con tolerancias estándar, a inversión interna comeza a ofrecer menores custos por unidade. Os gastos de preparación repártense entre un número suficiente de pezas para que a produción interna resulte económica.
Se está buscando «tornos CNC preto de min» porque precisa series ocasionais de prototipos ou produción en volume medio, o mecanizado por servizo case sempre ofrece mellor valor que a inversión de capital.
Cando a fabricación aditiva ten máis sentido
a impresión 3D revolucionou a economía da fabricación, pero non substituíu o mecanizado. Comprender onde cada método sobresae axuda a escoller o máis axeitado.
Segundo a comparación de procesos de Xometry, a impresión 3D produce pezas de forma neta de maneira rápida, mentres que o mecanizado CNC require unha configuración individual e, xeralmente, programación manual máis supervisión. É habitual que as pezas mecanizadas por CNC teñan un prezo dez veces superior ao das pezas impresas en 3D para volumes baixos e xeometrías complexas.
¿Onde gaña a fabricación aditiva?
- Xeometrías internas complexas —estruturas en rede, canais de refrigeración conformais e formas orgánicas ás que as ferramentas de corte non poden acceder
- Iteración rápida —as modificacións requiren só cambios no ficheiro, non novas ferramentas nin programación
- Producción en baixos volumes —os custos de configuración son mínimos, polo que resulta económico fabricar pezas individuais
- Oportunidades de consolidación —os conxuntos poden converterse en únicos compoñentes impresos
Pero a impresión 3D ten limitacións importantes. Os distintos procesos de impresión ofrecen resistencias variables comparadas coas propiedades intrínsecas do material —desde tan só o 10 % da resistencia á tracción última do material no caso do FFF en ABS, ata o 100 % no caso do SLS de nilón. A fresadora CNC produce pezas en materiais nativos sen interrupcións, polo que a súa resistencia é xeralmente elevada.
O acabado superficial representa outro reto. A impresión 3D está xeralmente afectada pola mecánica do proceso —en particular, a resolución no eixe Z provoca superficies escalonadas e perturbacións visuais. O acabado superficial mediante fresadora CNC pode ser extremadamente uniforme e moi preciso se as trayectorias da fresa se programan para obter un acabado liso.
O punto práctico de decisión? Escolla a fabricación aditiva para prototipos, xeometrías complexas e volumes inferiores a 50 unidades. Pase ao mecanizado por servizo cando precise propiedades do material propias da produción, tolerancias estreitas ou superficies lisas.
Alternativas ao fundido e ao moldeado
Para a produción en gran volume, nin o mecanizado nin a impresión 3D poden representar a súa mellor opción. O fundido e o moldeado por inxección ofrecen custos por peza dramaticamente máis baixos—unha vez que se absorba o investimento na ferramenta.
O moldeado por inxección pode producir pezas plásticas idénticas en segundos en lugar de horas. Pero os moldes en si custan miles ou centos de miles de dólares, dependendo da súa complexidade. Ese investimento só ten sentido cando se producen dezenas de millares de compoñentes idénticos.
A fundición en matriz ofrece unha economía similar para pezas metálicas. Compónentes complexos de aluminio ou cinc poden producirse rapidamente unha vez que exista a ferramenta. Non obstante, a fundición en matriz non pode igualar as tolerancias do mecanizado sen operacións secundarias, e os cambios no deseño requiren modificaciones costosas das matrices.
Cando superan estas técnicas ao mecanizado por servizo?
- Volumes superiores a 10.000 unidades —os custos da ferramenta repártense até chegar a un impacto por unidade case despreciable
- Deseños estables —os cambios son caros, polo que as pezas deben estar preparadas para a produción
- Tolerancias moderadas —a precisión directa da fundición ou do molde satisfai os requisitos
- Series de produción prolongadas —o mesmo deseño producirase durante meses ou anos
Comparación dos métodos de fabricación dunha ollada
Use esta táboa de referencia ao avaliar as aproximacións á produción para o seu próximo proxecto:
| Criterios | Mecanizado por servizo | Mecanizado interno | impresión 3D | Moldado por inxección | Forxeado |
|---|---|---|---|---|---|
| Intervalo de volume ideal | 1-5.000 unidades | 5 000+ unidades anuais | 1-50 unidades | 10.000+ unidades | 5.000+ unidades |
| Opcións de Material | Metais e plásticos virtualmente ilimitados | Limitado polos equipos propios | Polímeros específicos do proceso, algúns metais | Termoplásticos principalmente | Aliños de aluminio, cinc, magnesio |
| Capacidade de Tolerancia | ±0,001" alcanzable | ±0,001" alcanzable | ±0,005–0,010" típico | ±0,002–0,005" típico | ±0,005" típico, mecanizado para tolerancias máis estreitas |
| Prazo de entrega | Días a semanas | Horas a días | Horas a días | Semanas para a ferramenta, despois rápido | Semanas para a ferramenta, despois rápido |
| Costo de instalación/equipamento | Baixo-moderado | Alta inversión de capital | Mínimo | 5 000–100 000 $+ para moldes | 10 000–100 000 $+ para matrices |
| Custo por peza (baixo volume) | Moderado | Alto | Baixo-moderado | Moi Alto | Moi Alto |
| Custo por peza (alto volume) | Moderado | Baixos | Alto | Moi baixo | Moi baixo |
| Flexibilidade de deseño | Alto | Alto | Moi Alto | Baixo despois da ferramenta | Baixo despois da ferramenta |
| Forza do Material | Propiedades nativas completas | Propiedades nativas completas | 10-100 % dependendo do proceso | Propiedades poliméricas case completas | Propiedades de aleación case completas |
Facer a elección correcta para o seu proxecto
O método de fabricación óptimo depende de onde se sitúa o seu proxecto ao longo de múltiples eixos de decisión. Considere estes escenarios:
Escolla a mecanización por servizo cando:
- Necesita pezas metálicas de calidade para produción en volumes de 10 a varios millares
- Requírense tolerancias máis estreitas que ±0,005".
- O seu deseño pode evolucionar segundo as probas ou os comentarios dos clientes
- Non dispón de capital para investir en equipos nin en operarios cualificados
- Necesita acceder a talleres de fresado de 5 eixos ou a procesos especializados sen ter que posuílos
Escolla o mecanizado interno cando:
- Os volumes anuais superan consistentemente as 5.000 unidades de pezas similares
- O control dos prazos de entrega é fundamental: necesita as pezas en horas, non en días
- As preocupacións sobre a protección da propiedade intelectual fan arriscado subcontratar
- Dispón ou pode formar un persoal cualificado para operar os equipos
Escolle a impresión 3D cando:
- As xeometrías inclúen canais internos, redes ou formas orgánicas
- Está iterando deseños de forma rápida e necesita comentarios inmediatos
- As cantidades son moi baixas—especialmente prototipos únicos
- Os requisitos de resistencia do material son moderados
Elixa moldeado ou fundición cando:
- Os deseños están finalizados e estables para produción prolongada
- Os volumes xustifican o investimento en ferramentas—normalmente 10.000+ unidades
- O custo por peza é o factor principal
- Os requisitos de tolerancia poden cumprirse sen mecanizado secundario
Muitos proxectos benefíciase de enfoques híbridos. Prototipe con impresión 3D, valide con mecanizado por servizo e escala a moldeado unha vez que os deseños se estabilicen. Un taller de mecanizado de San Francisco ou un taller de mecanizado de San Francisco (CA) pode axudarlle a navegar estas transicións—moitos ofrecen tanto mecanizado como orientación sobre cando resulta máis adecuado empregar métodos alternativos.
Para os fabricantes que exploran opcións de mecanizado CNC preto de min en California, o marco de decisión permanece constante independentemente da localización. Avalie as súas proxeccións de volume, os requisitos de tolerancia, as presións de prazo e as restricións de capital. O método de fabricación axeitado emerxe dunha avaliación sincera destes factores, non de suposicións sobre cal tecnoloxía é a "mellor".
Con este marco de decisión na man, o paso final é seleccionar o socio de mecanizado axeitado para executar a aproximación escollida. Os criterios de avaliación —e as preguntas que debe formular— determinan se o seu proxecto ten éxito ou tropezará.
Escoller o socio axeitado de servizo de mecanizado
Analizou os procesos, comparou os métodos de fabricación e comprende o que impulsa os custos. Agora chega a decisión que determina se o seu proxecto ten éxito ou falla: seleccionar o socio de mecanizado axeitado. Esta elección afecta a todo: calidade, entrega, custo e a súa capacidade de escalar á medida que aumenta a demanda.
Segundo a guía de selección de socios da Principal Manufacturing Corporation, escoller o socio adecuado para usinar CNC garante o éxito do seu proxecto. Unha empresa experimentada pode ter un impacto positivo en todos os aspectos do proceso de produción, desde a calidade ata a entrega puntual.
Xa sexa que está avaliando opcións de talleres mecánicos en San José ou explorando talleres mecánicos en Oakland (CA), estes criterios axúdano a distinguir entre socios excepcionais e socios simplemente aceptables.
Criterios clave para avaliar socios de usinaxe
Que distingue a un socio fiable de usinaxe dun que xera problemas? Mire máis aló dos prezos cotizados para avaliar estes factores esenciais:
- Certificacións relevantes —verifique como mínimo a certificación ISO 9001, ademais das normas específicas do sector, como a IATF 16949 para o sector automobilístico, a AS9100 para o sector aeroespacial ou a ISO 13485 para dispositivos médicos
- Capacidades do equipo —confirme que dispoñen das máquinas adecuadas para as súas pezas, xa sexa fresado de 5 eixos, torneado suízo ou EDM especializado
- Rendemento no prazo de entrega —pregunte polos tempos de resposta habituais para o seu rango de volumes e polo seu historial no cumprimento dos compromisos de entrega
- Rapidez na comunicación —note como responden rapidamente ás consultas iniciais, pois isto predí a comunicación continuada do proxecto
- Historial de calidade —solicite referencias de proxectos similares e pregunte sobre as taxas de rexeición e o historial de accións correctivas
- Expertise Técnico —avalie a súa capacidade para ofrecer comentarios DFM e suxerir melloras, non só para executar os seus debuxos de forma cega
- Capacidade e escalabilidade —asegúrese de que poden satisfacer as súas necesidades actuais e crecer xunto con vostede á medida que aumenten os volumes
Segundo investigacións do sector, unha empresa orientada ao cliente traballará de xeito estreito co cliente para ofrecer insights valiosos, discutir melloras no deseño e suxerir medidas de aforro de custos. Os socios deben actuar como conselleiros de confianza que comparten a súa experiencia para axudar a lograr os mellores resultados posibles.
Ao buscar un taller mecánico en Fremont (CA) ou en calquera outro lugar, solicite testemuños de clientes que traballaron coa empresa en proxectos similares. As súas experiencias revelan máis ca calquera presentación comercial.
Preparar o seu proxecto para o éxito
Incluso o mellor socio de mecanizado non pode compensar proxectos mal preparados. Ponche en condicións de éxito abordando estes elementos antes de presentar a túa primeira solicitude de orzamento:
- Ficheiros de deseño completos —fornecer tanto modelos CAD 3D (prefírese o formato STEP) como debuxos 2D acotados, con tolerancias especificadas de forma clara
- Especificacións do Material —indicar as calidades específicas, non só as familias de materiais («6061-T6» en lugar de simplemente «aluminio»)
- Identificación das características críticas —destacar qué dimensións e características son funcionalmente críticas fronte ás que teñen unha tolerancia xeral
- Requisitos de cantidade e calendario —ser claro sobre os volumes, as datas de entrega e se é posible que os requisitos cambien
- Necesidades de documentación de calidade —especificar que informes de inspección, certificacións ou rastrexabilidade esixe
Segundo a guía de fabricación de Fictiv, traballar desde o principio cun socio experimentado en fabricación ofrece un percorrido optimizado para a adquisición de pezas ao longo do proceso de desenvolvemento do produto e axuda a mitigar riscos no futuro.
Canto máis contexto proporcione de antemán, máis precisas serán as súas cotizacións. Non faga que os posibles socios adiviñen os requisitos: a ambigüidade leva ou a prezos excesivos (están cubrindo incertezas) ou a sorpresas posteriores cando as suposicións resultan incorrectas.
Talleres locais como o taller de máquinas de José ou o taller de máquinas Diaz poden ofrecer vantaxes para a colaboración cara a cara durante proxectos complexos. Con todo, non limite a súa busca xeograficamente se as capacidades especializadas son máis importantes que a proximidade.
Pasando do prototipo á produción
Isto é o que pilla desprevenidos a moitos fabricantes: o taller que destaca na elaboración de prototipos pode ter dificultades coas cantidades de produción —e viceversa—. Encontrar un socio que xere ambos os tipos de transicións evítalle cambios dolorosos de fornecedor no medio dun proxecto.
Segundo a investigación sobre fabricación, é esencial traballar cunha empresa capaz de adaptarse ao crecemento futuro. Ao expandirse o seu negocio ou aumentaren os requisitos do proxecto, un socio fiable pode xestionar sen problemas volumes de produción máis grandes e demandas en constante evolución.
Como é a escalabilidade na práctica?
- Flexibilidade do prototipo —capacidade de producir pequenas cantidades de forma rápida, con prazos de entrega dun día para necesidades urxentes
- Capacidade de produción puente —xestionar series de baixo volume (decenas ata centos de unidades) mentres se validan os deseños
- Capacidade de produción —equipamento e persoal para apoiar miles de pezas ao mes cando a demanda se materialice
- Consistencia do proceso —manter estándares de calidade idénticos independentemente do tamaño do lote
- Resposta á demanda —aumentar ou reducir as cantidades segundo sexa necesario sen comprometer os prazos de entrega
Os socios de mecanizado escalables tamén entenden a importancia de investir en tecnoloxía avanzada. Actualizan continuamente o seu equipamento, software e procesos de fabricación para manterse competitivos e satisfacer as demandas industriais en constante evolución.
Para aplicacións automotrices especificamente, Shaoyi Metal Technology exemplifica este modelo de escalabilidade. As súas instalacións ofrecen servizos de mecanizado CNC de precisión con prazos de entrega tan rápidos como un día laborable para prototipos de urxencia, mantendo ao mesmo tempo a capacidade de produción, a certificación IATF 16949 e os estritos protocolos de control estatístico de procesos (SPC) que requiren as cadeas de subministro do sector automobilístico. Esta combinación de velocidade e escala significa que non superará o seu socio á medida que os proxectos evolucionen desde o concepto ata a produción completa.
Preguntas que facer antes de comprometerse
Antes de asinar esa primeira orde de compra, obtén respostas claras a estas preguntas cruciais:
- Que certificacións posúe, e cando foi a última auditoría?
- Poden compartir referencias de clientes do meu sector?
- Cal é o voso prazo de entrega habitual para o meu rango de volumes?
- Como xestionas os cambios de deseño a medio da produción?
- Que capacidades de inspección tendes na vosa instalación?
- Como comunicaredes o estado do proxecto e calquera problema que poida xurdir?
- Que ocorre se as pezas non cumpren coa especificación?
As respostas revelan non só capacidade, senón tamén carácter. Os socios que esquivan as preguntas ou fan promesas excesivas deben levantar preocupacións. Aqueles que fornecen respostas directas e específicas —incluída unha recoñecemento sincero das súas limitacións— demostran a transparencia necesaria para manter relacións exitosas.
O éxito do mecanizado de servizo depende, en última instancia, tanto da calidade da colaboración como da capacidade técnica. O socio adecuado aporta experiencia que vostede non ten, detecta problemas antes de que se convertan en custosos e escala xunto co seu negocio. Inverta o tempo necesario para escoller sabiamente, e os seus proxectos de mecanizado darán os resultados que necesita: a tempo, dentro do orzamento e segundo as especificacións.
Preguntas frecuentes sobre mecanizado de servizo
1. Cal é a tarifa horaria dunha máquina CNC?
As tarifas horarias de mecanizado CNC adoitan oscilar entre 30 $ e 100 $, dependendo da localización, da complexidade da máquina e do material a procesar. Factores como as capacidades de 5 eixos, as tolerancias estreitas e os materiais exóticos supoñen tarifas máis altas. Os custos de configuración adoitan cobrarse por separado e amortizarse ao longo das cantidades de produción, polo que as pedidos máis grandes resultan máis económicos por peza. As pedidos aceleradas suelen ter un suplemento do 15 % ao 50 % sobre as tarifas estándar.
2. Que significa mecanizado?
O mecanizado é un proceso de fabricación subtractivo que crea formas desexadas eliminando material non desexado de pezas de maior tamaño. Ao contrario da impresión 3D, que engade material capa a capa, o mecanizado emprega ferramentas de corte rotatorias ou mós abrasivas para tallar con precisión o material base. O mecanizado CNC (Control Numérico por Ordeador) automatiza este proceso mediante trayectorias de ferramentas programadas, permitindo a produción consistente de pezas complexas con tolerancias tan estreitas como ±0,001 polgadas en metais, plásticos e compósitos.
3. Canto tempo leva o mecanizado CNC desde a realización do pedido ata a entrega?
Os prazos de entrega para os servizos de mecanizado varían segundo a complexidade, o volume e a capacidade da oficina. Os prototipos sinxelos poden enviarse en 1-3 días desde as instalacións que ofrecen unha resposta rápida. As series de produción estándar requiren normalmente 1-3 semanas, incluídas a revisión do deseño, a programación, o mecanizado e a inspección. As pezas complexas que necesitan operacións secundarias, como o tratamento térmico ou a anodización, engaden días adicionais. Os fornecedores automobilísticos certificados, como Shaoyi Metal Technology, ofrecen prazos de entrega tan rápidos como un día laborable para prototipos urxentes.
4. Que formatos de ficheiro aceptan os talleres de fresado CNC?
A maioría das talleres de máquinas profesionais prefiren ficheiros STEP (.stp, .step) como estándar universal de intercambio de modelos 3D, legibles por practicamente calquera software CAM. Os ficheiros IGES seguen sendo amplamente compatibles para xeometrías de superficie e sólidas. Os ficheiros 2D DXF/DWG son esenciais para pezas planas e cotas suplementarias. Os ficheiros CAD nativos de SolidWorks, Inventor ou Fusion 360 conservan a intención completa do deseño cando as talleres utilizan software compatible. Inclúa sempre debuxos en PDF acotados que especifiquen as tolerancias, os acabados superficiais e as características críticas.
5. Como escollo entre mecanizado CNC e impresión 3D?
Escolla a mecanización CNC cando precise resistencia do material de nivel produtivo, tolerancias estreitas inferiores a ±0,005 polgadas, acabados superficiais lisos ou pezas metálicas en volumes superiores a 50 unidades. A impresión 3D sobresaí para xeometrías internas complexas, iteración rápida de deseños, cantidades moi baixas e formas orgánicas imposibles de mecanizar. As pezas CNC mantén o 100 % das propiedades orixinais do material, mentres que algúns procesos de impresión 3D alcanzan só o 10-50 % da resistencia do material. Moitos proxectos benefícanse de prototipar con impresión 3D e despois pasar á mecanización para a produción.