 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Servizo de fresado CNC en liña desentrañado: desde a cotización ata a peza finalizada
Que fai que o mecanizado CNC en liña sexa distinto das talleres mecánicas tradicionais
Imaxina subir un ficheiro CAD á meia noite e acordar coa oferta detallada na túa caixa de entrada. Esa é a realidade dun servizo de mecanizado CNC en liña —unha aproximación centrada no dixital que transformou fundamentalmente a forma na que enxeñeiros, deseñadores e desenvolvedores de produtos acceden á fabricación de precisión.
As talleres mecánicas tradicionais operan cun ritmo familiar: chamadas telefónicas, intercambios de correos electrónicos, consultas presenciais e ofertas que poden tardar días ou incluso semanas en xurdir. Estabeleces relacións cos mecanicistas locais, discutes as especificacións ao balcón e, con frecuencia, pregúntaste se estás obtendo prezos competitivos. Aínda que esta aproximación práctica ten os seus méritos, crea barreras —especialmente cando estás contra o reloxo ou te atopas lonxe dos proveedores de servizos CNC de calidade.
Un servizo en liña de CNC inverte por completo este modelo. Estas plataformas dixitais conectanche directamente con redes de fabricantes certificados a través dunha única interface, eliminando as limitacións xeográficas da busca de «CNC preto de min» e o laborioso vaivén do proceso tradicional de obtención de orzamentos.
Desde o ficheiro CAD ata a peza final en días
O fluxo de traballo é sorprendentemente sinxelo. Subes os teus ficheiros de deseño—normalmente en formatos STEP ou IGES—e algoritmos baseados en intelixencia artificial analizan de inmediato a xeometría da peza. En cuestión de segundos, recibes orzamentos de mecanizado en liña que teñen en conta a selección do material, as tolerancias, os acabados superficiais e a complexidade da produción. Segundo InstaWerk, estes algoritmos comparan o teu compoñente con bases de datos de centenares de miles de pezas xa fabricadas anteriormente para xerar de forma instantánea un prezo exacto.
Esta velocidade é importante. Os desenvolvedores de hardware saben que os produtos físicos deben ser validados mediante experimentación, non só mediante simulación. Canto antes poidas ter as pezas nas mans, máis rápido poderás iterar, probar e mellorar os teus deseños.
Como as plataformas dixitais cambiaron o acceso á fabricación
A infraestrutura tecnolóxica que posibilita esta transformación combina varios elementos:
- Motores de cotización instantánea que eliminan días de espera para obter unha cita de CNC en liña
- Retroalimentación automática no deseño que detecta problemas de fabricabilidade antes da produción
- Sistemas de Xestión de Pedidos que dirixen os encargos a fabricantes especializados dentro de amplas redes de fornecedores
- Seguimento en tempo real que te mantén informado durante toda a produción
Estas plataformas aproveitan o seu poder de compra agrupando pedidos e asignando o traballo a socios especializados en fabricación CNC. Unha peza torneada de titánio envíase a fabricantes que destacan no traballo con titánio; un compoñente complexo de aluminio de 5 eixos enrúta-se a talleres con esa experiencia específica. O resultado? Calidade consistente, prezos competitivos e acceso a capacidades que poden non existir na túa zona.
Para os desenvolvedores de produtos, isto significa concentrarse no traballo de deseño en vez de pasar horas preparando paquetes de datos, contactando aos fabricantes por correo electrónico e esperando días polas súas respostas. O tedioso proceso de comparar orzamentos para os tempos de entrega e os custos convértese nun asunto de minutos, non de semanas.
Comprensión da fresadora CNC, do torneado CNC e da maquinaria multi-eixe
Xa subiu o seu ficheiro CAD e recibiu un orzamento instantáneo, pero como sabe cal é o proceso de maquinado adecuado para a súa peza? Comprender a diferenza entre a fresadora CNC, o torneado CNC e métodos especializados como a erosión por descarga eléctrica (EDM) axúdalle a tomar decisións máis intelixentes sobre o custo, o prazo de entrega e a calidade da peza. Analicemos cada proceso en termos sinxelos.
Fresado CNC explicado de forma sinxela
Imaxine unha ferramenta de corte que xira movéndose sobre unha peça de traballo estacionaria, eliminando material capa a capa. Esa é a fresadora CNC en resumo. A máquina de corte CNC emprega ferramentas de múltiples puntos —fresadoras de extremo, fresadoras frontais ou fresadoras esféricas— para crear superficies planas, bolsas, ranuras e contornos 3D intrincados.
O que fai que a fresado sexa tan versátil é a súa capacidade de moverse ao longo de múltiples eixes. Así é como se amontoan as capacidades:
- fresado de 3 eixes: A ferramenta móvese ao longo dos eixes X (esquerda-dereita), Y (fronte-tras) e Z (arriba-abaixo). Ideal para xeometrías sinxelas —soportes, carcaxas e paneis planos. Segundo Xometry, estas máquinas son rentables e requiren un adestramento mínimo, polo que son ideais para pezas máis sinxelas.
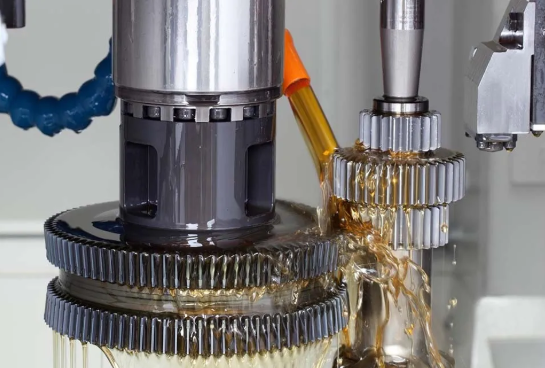
- fresado de 4 eixes: Engade rotación arredor dun eixe, permitíndolle mecanizar características en múltiples caras sen ter que reposicionar manualmente a peza.
- servizos de mecanizado CNC de 5 eixes: A ferramenta pode acercarse á súa peza desde practicamente calquera ángulo, permitindo contornos complexos, desbordamentos e superficies esculpidas lisas nunha única configuración. Estas máquinas destacan na fabricación de compoñentes aeroespaciais, implantes médicos e cavidades de moldes.
O compromiso? Máis eixes significan custos máis altos da máquina e maior complexidade na programación. Unha máquina de 3 eixes pode custar entre 25.000 $ e 50.000 $, mentres que o equipamento de 5 eixes pode variar desde 80.000 $ ata máis de 500.000 $. Non obstante, para pezas complexas, a fresadora de 5 eixes reduce frecuentemente o custo total ao eliminar múltiples configuracións e mellorar a precisión.
Aplicacións ideais para pezas fresadas por CNC:
- Carcasas e envolventes con bolsos e elementos de montaxe
- Soportes e compoñentes estruturais con furos en múltiples caras
- Cavidades de moldes que requiren superficies lisas e contorneadas
- Pezas prototipo con xeometría 3D complexa
Cando o torneado supera ao fresado
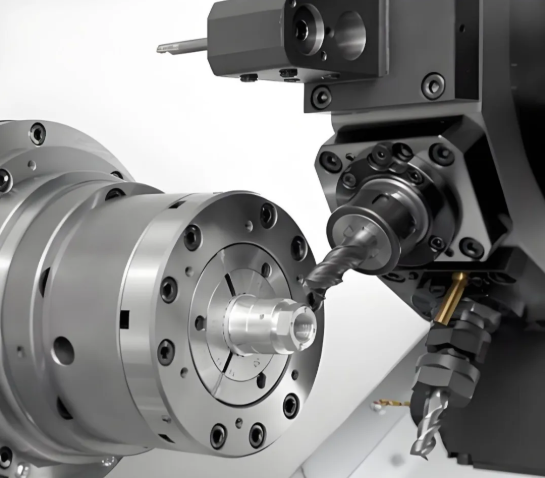
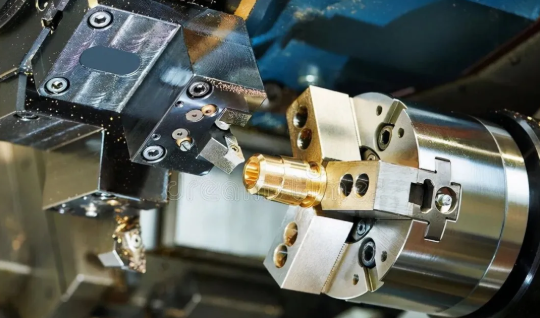
Agora imaxine o contrario: a súa peza xira rapidamente mentres unha ferramenta de corte estacionaria conforma a súa superficie. Iso é o torneado CNC, e é o camiño máis rápido para producir pezas cilíndricas ou cónicas como eixes, pasadores, casquillos e compoñentes roscados.
Un servizo de torneado CNC utiliza tornos equipados con ferramentas de corte de punto único que se moven ao longo dos eixes X e Z. Como a peza xira continuamente, o torneado destaca na manter a concentricidade e a redondeza, aspectos críticos para compoñentes que deben encaixar con precisión nas montaxes.
Por que escoller servizos de torneado CNC?
- Velocidade: As trayectorias de ferramenta máis sinxelas e a acción continua de corte fan que o torneado sexa máis rápido que o fresado para pezas redondas
- Eficiencia no custo: As ferramentas de punto único son económicas, e os alimentadores de barras permiten a produción en gran volume con mínima intervención do operario
- Precisión: As tolerancias de ±0,002" son estándar, podendo alcanzarse ±0,001" en equipos ben calibrados
Os centros modernos de torneado CNC inclúen frecuentemente ferramentas activas — ferramentas rotativas montadas na torreta — que poden realizar operacións de corte CNC, como taladrar furos transversais ou fresar superficies planas, sen ter que mover a peza a outra máquina. Esta capacidade híbrida enche o baleiro entre o torneado puro e o fresado.
Aplicacións ideais para pezas torneadas:
- Eixes, árbores e rolos
- Elementos de unión roscados e accesorios
- Casquillos, separadores e manguitos
- Calquera compoñente con simetría rotacional
EDM para aplicacións especializadas
Que ocorre cando o corte CNC convencional non funciona — por exemplo, cando se necesitan esquinas internas extremadamente afiadas ou cando hai que mecanizar acero para ferramentas temperado? É entón cando entra en acción a usinaxe por descarga eléctrica (EDM).
A EDM elimina material mediante faíscas eléctricas entre un electrodo e a peza condutora, ambas submersas nun fluído dieléctrico. Non hai forza mecánica de corte, polo que é posible mecanizar materiais extremadamente duros ou características delicadas que romperían as ferramentas tradicionais.
Aplicacións comúns da EDM:
- EDM por fío para perfís complexos e compoñentes de matrices con tolerancias estreitas
- EDM por inmersión para cavidades complexas de moldes
- EDM de pequenos orificios para pasaxes de refrigeración en pezas aeroespaciais
O EDM é máis lento e máis caro que o fresado ou o torneado, polo que normalmente se reserva para necesidades especializadas e non para produción xeral.
Escoller o proceso axeitado para o seu proxecto
Aquí tes un marco de decisión rápido: se a túa peza é principalmente redonda ou simétrica respecto dun eixe central, comeza co torneado. Se require caras planas, bolsas ou mecanizado multiplano, o fresado é a túa resposta. ¿Necesitas ambas? Moitas plataformas en liña encaminan o teu traballo a centros de fresado-torneado que combinan ambos os procesos nunha única configuración.
A xeometría da túa peza determina, en última instancia, a selección do proceso —e comprender estes fundamentos axúdache a comunicarte de forma máis eficaz co teu socio de fabricación, optimizando ao mesmo tempo o custo e o prazo de entrega.
Guía de selección de materiais para pezas mecanizadas por CNC
Identificou o proceso de mecanizado axeitado para a súa xeometría—pero e o material? Esta decisión adoita determinar se a súa peza funciona perfectamente ou falla no campo. A selección dun material inadecuado pode provocar desgaste excesivo das ferramentas, inestabilidade dimensional ou fallo prematuro da peza. A elección correcta equilibra os requisitos mecánicos, as condicións ambientais, a mecanizabilidade e o orzamento.
Ao contrario das listas simples de materiais que atopará noutros lugares, imos construír un marco de toma de decisións que o axude a avaliar as opcións en función das necesidades específicas do seu proxecto.
Metais que se mecanizan mellor
No que respecta ao mecanizado do aluminio, poucos materiais ofrecen a mesma combinación de mecanizabilidade, relación resistencia-peso e rendemento económico. É por iso que as aleacións de aluminio dominan a produción CNC en sectores tan diversos como a aeroespacial ou a electrónica de consumo.
Pero o aluminio non é a súa única opción. Aquí ten como se comparan os metais máis comúns cando está avaliando un servizo de mecanizado CNC en liña:
| Material | Propiedades clave | Clasificación de Maquinabilidade | Aplicacións Típicas | Custo relativo |
|---|---|---|---|---|
| Aluminio 6061 | Boa resistencia, excelente resistencia á corrosión, soldable | Excelente (90 %) | Componentes estruturais, estruturas, soportes, pezas de uso xeral | Baixo ($) |
| Aluminio 7075 | Alta resistencia, resistente á fatiga, menos resistente á corrosión que o 6061 | Bo (70 %) | Estruturas aeroespaciais, compoñentes de alta tensión, equipos deportivos | Medio ($$) |
| Aceiro inoxidable 304 | Excelente resistencia á corrosión, boa resistencia mecánica, non magnético | Moderado (45 %) | Equipamento para alimentos, dispositivos médicos, aplicacións mariñas | Medio ($$) |
| Aco inoxidable 316 | Resistencia superior á corrosión, especialmente fronte aos cloretos | Moderado (40 %) | Procesamento químico, ferraxería mariña, instrumentos cirúrxicos | Medio-Alto ($$$) |
| Latón | Excelente usinabilidade, boa resistencia á corrosión, acabado decorativo | Excelente (100 %) | Conexións, válvulas, conectores eléctricos, ferraxería decorativa | Medio ($$) |
| Bronce | Excelente resistencia ao desgaste, fricción reducida, boa resistencia á corrosión | Bo (65 %) | Rodamentos, casquillos, ferraxería mariña, engranaxes | Medio-Alto ($$$) |
| Titanio Grao 5 | Resistencia excepcional ao peso, biocompatible, resistente á corrosión | Pobre (22 %) | Aeroespacial, implantes médicos, automoción de alto rendemento | Alto ($$$$) |
Teña en conta que a clasificación da usinabilidade afecta directamente os custos de produción. O latón úsase como manteiga —de feito, é a referencia (100 %) respecto á cal se miden outros materiais. A usinaxe do bronce require máis coidado debido á súa dureza, pero as pezas de bronce fabricadas mediante CNC ofrecen unha resistencia ao desgaste excepcional para aplicacións de rodamentos e casquillos. O titánio, aínda que ofrece características de rendemento inigualables, require ferramentas especializadas, velocidades de avance máis lentas e máis tempo de máquina —todo o cal incrementa o seu orzamento.
Elexir entre aluminio, acero e aliñados especiais
Parece complexo? Aquí tes un marco práctico baseado nas recomendacións da guía de selección de materiais de HPPI:
Paso 1: Definir os requisitos funcionais. Que cargas sofrerá a peza? Necesita condutividade eléctrica? Entrará en contacto con substancias corrosivas ou temperaturas extremas?
Paso 2: Considerar o ambiente de operación. Unha peza destinada a unha aplicación en auga salgada require unha protección contra a corrosión distinta da que precisa unha peza situada no interior dun armario con control climático.
Paso 3: Avaliar a maquinabilidade en relación co orzamento. Ás veces, un material máis maquinable con un rendemento lixeiramente inferior ofrece, en realidade, un mellor valor cando se teñen en conta o menor desgaste das ferramentas e os tempos de ciclo máis rápidos.
Para aplicacións sensibles ao peso, como compoñentes aeroespaciais, o aluminio 7075 adoita ser a opción preferida a pesar de ser máis caro que o 6061: a súa superior relación resistencia-peso xustifica o sobrecusto.
Plásticos de enxeñaría: Cando o metal non é a resposta
O metal non é sempre a mellor opción. Os plásticos de enxeñaría, como o delrin e o nilón, ofrecen vantaxes atractivas para as aplicacións adecuadas: menor peso, menor custo, lubricidade natural e excelente resistencia química.
Pero escoller entre estes dous plásticos populares require comprender as súas características distintas. Segundo a comparación de Penta Precision, as diferenzas obsérvanse claramente na práctica:
| Propiedade | Delrin (Acetal/POM) | Nailón (PA6/PA66) |
|---|---|---|
| Absorción da humidade | Moi baixo (0,2 %) | Alta (2,5-3 %) |
| Estabilidade dimensional | Excelente | Moderada (incha con humidade) |
| Resistencia ao calor | 100-110 °C continuos | 120-130 °C (grados reforzados con vidro) |
| Resistencia ao Impacto | Boa | Excelente |
| Capacidades de mecanizado | Excelente: cortes limpos, acabado liso | Moderada: propensa a pelusas e desviacións |
| Custo relativo | 10-30 % máis alta | Menor custo de material |
O material Delrin destaca onde resultan críticas as tolerancias estreitas e a resistencia á humidade. Trabállase limpo, con bordos afiados e superficies lisas directamente da ferramenta, requirindo pouca ou ningunha postprocesado. Pense en engrenaxes de precisión, compoñentes de válvulas e montaxes de tolerancias estreitas nas que a estabilidade dimensional é imprescindible.
O nylon para torneado ten sentido cando se require unha resistencia ao impacto superior ou unha maior tolerancia ao calor. É a opción preferida para pezas sometidas a esforzos intensos: compoñentes dinámicos, aplicacións no compartimento do motor ou situacións nas que, de feito, resulta desexable a flexibilidade baixo carga. Lembre que a natureza higroscópica do nylon significa que as pezas poden incharse un 2-3 % en ambientes húmidos, o que pode afectar negativamente os axustes críticos.
Metal fronte a plástico: Guía rápida de decisión
Cando debe optar polo plástico Delrin en vez de aluminio? Considere estas situacións:
- Escolla plásticos de enxeñaría cando: Necesita redución de peso, lubricidade natural, illamento eléctrico ou resistencia química a substancias que ataquen os metais
- Escolla metais cando: A resistencia estrutural é fundamental, as temperaturas de funcionamento superan os 150 °C ou a peza debe soportar altas cargas mecánicas
- Considere o ambiente: Os plásticos, en xeral, resisten mellor a corrosión que a maioría dos metais, pero a exposición ás UV e certos produtos químicos poden degradar co tempo o rendemento dos polímeros
As restricións orzamentarias tamén inflúen na decisión. O plástico Delrin normalmente custa máis que o aluminio por quilogramo, pero a súa menor densidade permite obter máis pezas por libra de material —e a súa excelente maquinabilidade reduce o tempo de produción.
O material que seleccione ten repercusións en todos os aspectos do seu proxecto —desde a primeira oferta ata o rendemento a longo prazo da peza. Comprender estas compensacións antes de subir ese ficheiro CAD axuda a garantir que as súas pezas cumpran as especificacións sen exceder o orzamento.
Como especificar o que realmente necesita
Escollaches o teu material e escolleches o proceso de mecanizado axeitado—agora chega a especificación que pode facer ou desfacer o teu orzamento: as tolerancias. Este é o problema: moitos enxeñeiros adoptan por defecto as tolerancias máis estreitas posibles, pensando que iso garante a calidade. Na realidade, especificar tolerancias excesivamente estreitas pode duplicar ou triplicar o custo das pezas sen mellorar a súa funcionalidade.
Entón, cal é a tolerancia para furos roscados, características fresadas ou diámetros torneados? Aínda máis importante, cando son realmente necesarias especificacións máis estreitas? Vamos eliminar a xerga técnica e darche un marco práctico para especificar exactamente o que necesitan as túas pezas mecanizadas—nin máis, nin menos.
Tolerancias estándar fronte a tolerancias de precisión explicadas
A tolerancia define a variación aceptable nunha dimensión. Cando especificas un diámetro de furo de 0,500" ± 0,005", estás dicindo ao fabricante que calquera valor entre 0,495" e 0,505" é válido para a túa aplicación.
Segundo as directrices de tolerancias de Xometry, as tolerancias estándar para mecanizado CNC de precisión desglosanse deste xeito:
- Pezas metálicas: ±0,005" (±0,127 mm) é a tolerancia estándar por defecto
- Pezas plásticas: ±0,010" (±0,254 mm) debido á flexibilidade do material durante o corte
Para ter unha referencia, unha folla de papel ten aproximadamente 0,003" de grosor. As tolerancias estándar funcionan perfectamente para a maioría das aplicacións: soportes, carcassas, tapas e compoñentes mecánicos xerais onde os axustes precisos non son críticos.
Pero que ocorre cando se necesitan servizos de mecanizado de precisión con especificacións máis estrictas? Aquí é onde os custos comezan a aumentar:
| Categoría de tolerancia | Rango Típico | Multiplicador de custos | Requisitos adicionais |
|---|---|---|---|
| Estándar | ±0,005" (±0,127 mm) | 1x (línea base) | Equipamento estándar, inspección por mostraxe |
| Precisión | ± 0,001" (± 0,025 mm) | 3–5× | Ferramentas especializadas, controis ambientais, inspeccións alargadas |
| Ultra-Precisión | ±0,0004" (±0,010 mm) | 8–15× | Equipamento especializado, inspección ao 100 %, operacións de alivio de tensións |
Fixádevos nesa relación? Segundo A investigación DFM de Modus Advanced , cando as tolerancias se fan máis estrictas máis aló de ±0,005", os custos aumentan exponencialmente, non de forma lineal. Pasar de tolerancias estándar a tolerancias de precisión pode multiplicar o custo das pezas entre tres e dez veces, dependendo da xeometría e do tamaño.
Cando as tolerancias estreitas realmente importan
Esta é a pregunta que a maioría das guías de tolerancias evitan: cando se requiren realmente servizos de mecanizado CNC de precisión fronte a especificacións estándar?
As tolerancias máis estrictas están xustificadas cando:
- As pezas que se acoplan deben encaixar con unha folga mínima (acoplamentos forzados, aloxamentos de rodamientos)
- As superficies de estanquidade requiren un contacto consistente (ranuras para aneis O, caras para xuntas)
- Os compoñentes rotativos ou deslizantes necesitan un alineamento preciso (eixes, pistóns, válvulas)
- Os conxuntos ópticos ou electrónicos demandan un posicionamento exacto
As tolerancias estándar son adecuadas para:
- Furos de folga para elementos de unión
- Dimensións externas non críticas
- Superficies que reciben acabados secundarios
- Características que non afectan a montaxe ou o funcionamento
Considere as características roscadas como un exemplo práctico. Para unha rosca de 3/8 NPT, o diámetro maior é de 0,675" con tolerancias normalizadas integradas na propia especificación da rosca. De maneira semellante, un furo de 1 4 npt segue normas establecidas: non é necesario sobreespecificar estas características porque a operación de roscado controla intrínsecamente as dimensións críticas.
Deseño para a fabricación: Evitar erros onerosos
Segundo a investigación de Modus Advanced, aproximadamente o 70 % dos custos de fabricación determínanse durante a fase de deseño. Iso significa que as súas decisións sobre tolerancias no debuxo teñen un impacto en custos maior ca case calquera outra cousa que ocorra na planta de produción.
Estes son principios prácticos para optimizar as súas especificacións:
- Aplique tolerancias estreitas só nas características críticas. Se unha dimensión non afecta o axuste, a forma ou a función, deixe a tolerancia estándar.
- Considere o comportamento do material. Materiais máis brandos, como o nilón ou o polietileno de alta densidade (HDPE), flexionan durante o corte, o que dificulta conseguir tolerancias estreitas.
- Pense na inspección. As características difíceis de mecanizar tamén son difíciles de medir. As indicacións complexas de tolerancia poden requirir equipos de inspección especializados, o que incrementa os custos.
- Atenda aos cambios no proceso. Especificar un furo de ±0,001" que podería mecanizarse mediante fresado con unha tolerancia de ±0,005" pode obrigar ao fabricante a realizar o furo nun torno en vez de nun fresador, o que incrementa os custos de preparación e o prazo de entrega.
A mellor forma de aplicar tolerancias é aplicar únicamente tolerancias estreitas e/ou xeométricas nas zonas críticas cando sexa necesario para cumprir os criterios de deseño.
Cando envía o seu deseño a un servizo en liña de mecanizado CNC, o algoritmo de cotización evalúa cada indicación de tolerancia. Relaxar as especificacións non críticas de ±0,001" a ±0,005" pode reducir a súa cotización en máis do 30 %, sen afectar o rendemento da peza.
Comprender o que impulsa os custos de mecanizado ponche no control dos compromisos entre precisión e orzamento—o que nos leva ao fluxo completo de pedidos e a como evitar os erros máis comúns no camiño.
O proceso completo de pedido en liña de mecanizado CNC paso a paso
Xa coñeces os procesos de mecanizado, xa seleccionaches o teu material e xa especificaches tolerancias razoables. Agora chega a pregunta práctica: como convirte realmente ese ficheiro CAD en pezas mecanizadas personalizadas que acaban na túa mesa?
O fluxo de traballo para pedir pezas de mecanizado CNC en liña difire significativamente da fabricación tradicional. Sen chamadas telefónicas interminables cos xerentes do taller, sen levar mostras pola cidade para obter orzamentos. En troca, estás navegando por un sistema dixital deseñado para a velocidade—pero que recompensa a preparación e castiga o traballo descoidado con ficheiros.
Vamos repasar o proceso completo, desde a subida do ficheiro ata desembalar as túas pezas mecanizadas CNC acabadas.
Preparando os teus ficheiros CAD para o éxito
Aquí ten unha comprobación da realidade: segundo a guía de pedidos de Bolang, o éxito da súa encomenda en liña depende nun 90 % da calidade dos seus ficheiros. Tanto os motores automatizados de cotización como os enxeñeiros humanos confían en formatos específicos para xerar prezos e trayectorias de ferramentas precisos.
O seu modelo 3D serve como fonte primaria de verdade. Pero non todos os formatos de ficheiro son iguais:
- STEP (.step / .stp): O estándar de ouro para a fresado CNC. Os ficheiros STEP preservan a xeometría precisa, as curvas e as definicións de bordos que perden os formatos baseados en malla. A maioría das plataformas en liña prefiren este formato.
- IGES (.iges / .igs): Outro formato estándar do sector que funciona ben para transferir datos de superficie 3D entre distintos sistemas CAD.
- Parasolid (.x_t / .x_b): Nativo de Siemens NX e SolidWorks, estes ficheiros mantén unha alta precisión xeométrica.
- SOLIDWORKS (.sldprt): Muitas plataformas aceptan directamente ficheiros nativos de SolidWorks.
Que pasa cos ficheiros STL? De acordo co Guía de preparación de ficheiros de Dipec , deberías evitar os ficheiros STL para traballar con CNC. Os ficheiros STL están baseados en malla e aproximan as superficies mediante triángulos, o que pode provocar a perda de detalle durante a xeración das trayectorias da ferramenta. Funcionan ben para impresión 3D, pero carecen da precisión xeométrica que requiren as máquinas CNC.
Ademais do formato do ficheiro, tamén son importantes os detalles de preparación:
- Establece as unidades correctas. Os erros entre milímetros e polegadas crean pezas que teñen un tamaño 25 veces maior ou menor do desexado.
- Define un punto de orixe claro. Isto axuda aos fabricantes a orientar correctamente a túa peza.
- Comproba se hai superficies abertas ou baleiros. Os modelos estancos previnen erros na cotización e confusións na fabricación.
- Elimine características innecesarias. A xeometría de construción, os corpos ocultos e as superficies duplicadas poden confundir o análisis automatizado.
Para pezas con tolerancias estreitas, nunca confíe só no modelo 3D. Inclúa un debuxo en PDF 2D que especifique as dimensións críticas, os requisitos de acabado superficial e as tolerancias xeométricas. Isto elimina as conxecturas e garante que as súas pezas torneadas CNC ou fresadas cumpran exactamente coas especificacións.
Que ocorre despois de subir
Unha vez que os seus ficheiros cheguen á plataforma, este é o percorrido paso a paso desde o modelo dixital ata a peza física:
- Análise instantánea da xeometría: Os algoritmos de IA escanean o seu modelo en segundos, identificando características como furos, bolsas, roscas e rebaixos. O sistema marca posibles problemas de fabricabilidade: esquinas internas agudas que requiren EDM, paredes finas que poderían deformarse durante o corte ou características inalcanzables coa ferramenta estándar.
- Citación automática: Baséndose na complexidade xeométrica, na selección de materiais, nos requisitos de tolerancia e na cantidade, recibes unha oferta de prezo case de inmediato. Segundo os datos de Bolang, o material representa aproximadamente o 20 % dos custos de mecanizado, mentres que o tempo de máquina supón o 80 %; polo tanto, a complexidade do deseño ten o maior impacto na túa oferta.
- Bucle de retroalimentación do deseño: As plataformas reputadas ofrecen comentarios sobre o deseño para a fabricación (DFM) antes de que tomes un compromiso. Suxerirán modificacións que reducen os custos, como engadir raios de chaflán nas esquinas interiores, axustar os grosores das paredes ou recomendar substitucións de materiais. Este intercambio pode supor un aforro do 20-50 % nos compoñentes complexos.
- Confirmación do pedido e encamiñamento: Unha vez aprobada a oferta, o teu traballo entra na cola de produción. As plataformas dixitais encaminan os pedidos a fabricantes especializados dentro da súa rede: a túa peza de titano vai a talleres con experiencia en titano, mentres que un compoñente de aluminio de múltiples eixes vai a instalacións con capacidades de 5 eixes.
- Producción: Os programadores CNC xeran as trayectorias das ferramentas a partir do seu modelo, seleccionan as ferramentas de corte apropiadas e preparan a máquina. Para os pedidos de prototipado CNC, a produción adoita comezar nas 24-48 horas seguintes á confirmación do pedido.
- Inspección de Calidade: As pezas mecanizadas por CNC finalizadas someten a verificación dimensional. Os pedidos estándar normalmente reciben unha inspección por mostraxe, mentres que as pezas de precisión poden someterse a unha inspección completa (100 %) con informes de medición documentados.
- Acabado de superficie: Se especificou tratamentos como anodizado, revestimento en pó ou granallado, as pezas pasan ás operacións de acabado antes do embalaxe final.
- Envío: As pezas empaquetanse coidadosamente para evitar danos durante o transporte. Os prototipos estándar en aluminio normalmente envíanse no prazo de 3 a 5 días hábiles; as series de produción de 100 ou máis unidades adoitan tardar entre 2 e 4 semanas, dependendo dos requisitos de acabado.
Erros comúns que descarrilan os pedidos
Incluso os enxeñeiros experimentados cometen erros no proceso de realización de pedidos. Segundo a análise de JUPAICNC, estes problemas son os que causan máis atrasos e sobrecustes:
- Especificacións incompletas: Fornecer un modelo 3D sen tolerancias, especificacións de material ou requisitos de acabado obriga aos fabricantes a adiviñar — ou rexeitar o seu pedido ata que se aclare.
- Selección incorrecta do material: Escoller en función do recoñecemento da marca en vez dos requisitos de aplicación. Esa peza de aceiro inoxidábel podería mecanizarse perfectamente en aluminio á metade do custo se os requisitos de resistencia o permiten.
- Tolerancias excesivamente estritas: Solicitar ±0,001" en todas as dimensións cando ±0,005" funcionaría perfectamente aumenta drasticamente os custos sen mellorar o funcionamento da peza.
- Prazos irreais: Supoñer que a mecanización CNC é tan rápida como a impresión 3D. As pezas complexas requiren programación, múltiples montaxes e tempo de inspección. A premura xera compromisos na calidade.
- Ignorar os comentarios sobre DFM: Cando a plataforma suxire modificacións no deseño, descartalas sen consideralas con frecuencia significa pagar prezos premium por características que poderían simplificarse.
Canto mellor sexa o seu ficheiro, mellor será o resultado.
Dedicar unha hora extra para preparar ficheiros limpos, especificar só as tolerancias necesarias e revisar os comentarios de DFM pode aforrar días de retrasos e centos de dólares na súa encomenda de pezas mecanizadas personalizadas.
Cando as súas pezas están en tránsito, comprender que foi o que determinou esa oferta final — e como optimizar futuras encomendas — convértese na seguinte habilidade valiosa que debe desenvolver.
Factores de prezo e estratexias de optimización de custos
As súas pezas xa foron enviadas nunha encomenda anterior, e agora está mirando unha factura preguntándose: por que saíu tan cara esa oferta? Ou talvez estea subindo un novo deseño e observando como o prezo varía ao axustar parámetros. Comprender o que realmente determina o prezo da mecanizado CNC axúdalle a tomar decisións máis intelixentes antes de premer en «encomendar».
Aquí está o que a maioría das plataformas non lle dirán directamente: o custo do metal para torneiros representa só aproximadamente o 20 % da súa despesa total. O restante 80 % provén do tempo de máquina—o que significa que a complexidade do deseño, os requisitos de tolerancia e a eficiencia na produción teñen un impacto moito maior no seu beneficio neto que a selección de material por si soa.
Qué é o que impulsa os custos do fresado CNC
Analicemos os principais factores que determinan o custo para que poida anticipar os prezos antes de subir o seu ficheiro CAD:
- Selección de materiais: Os prezos dos materiais en bruto varían considerablemente. Segundo a análise de custos de Unionfab, o aluminio atópase no nivel máis baixo ($), mentres que o titano e o magnesio teñen prezos premium ($$$$$). Pero lembre—os materiais máis duros tamén desgastan as ferramentas máis rapidamente e requiren velocidades de corte máis lentas, o que incrementa os custos máis aló do gasto en material en bruto.
- Complexidade da Peza: Bolsas profundas, esquinas internas afiadas, paredes finas e xeometrías complexas alargan o tempo de mecanizado. As características que requiren múltiples montaxes ou ferramentas especializadas aumentan os custos de manodobra e as mudanzas de máquina. Unha peza que se pode completar nunha soa montaxe sempre custará menos ca unha que require tres repositionamentos.
- Requisitos de tolerancia: Como discutimos anteriormente, pasar de tolerancias estándar (±0,005") a tolerancias de precisión (±0,001") pode multiplicar os custos por 3–5 veces. Cada indicación de tolerancia estreita desencadea velocidades de corte máis lentas, máis tempo de inspección e, posiblemente, equipamento especializado.
- Cantidade: Este factor traballa a seu favor. Os custos de montaxe —programación, suxeición, selección de ferramentas— permanecen fixos independentemente de que se fabrique 1 ou 100 pezas. Distribuír eses custos entre máis unidades reduce dramaticamente o prezo por peza. Segundo os datos de Unionfab, os custos unitarios poden baixar un 50 % ou máis ao aumentar os pedidos desde prototipos únicos ata lotes de cinco unidades.
- Acabados superficiais: O acabado «tal como se maquinou» vén de serie sen custo adicional. Pero a anodización engade entre 3 e 12 $ por peza, a electrodeposición ten un custo de 10 a 30 $, e os tratamentos especializados, como a pasivación ou a gravación láser, elevan os custos aínda máis. Cada acabado require manipulación adicional, tempo de procesamento e comprobacións de calidade.
- Tempo de entrega: Os prazos estándar de produción (7-15 días hábiles) ofrecen o mellor valor. As encomendas aceleradas que requiran un prazo de entrega de 1 a 3 días demandan man de obra extraordinaria, interrupción do programa de produción e envío exprés; espérase un suplemento do 25 ao 100 % sobre os prezos estándar.
Formas intelixentes de reducir os custos das pezas
Agora que comprende os factores que afectan ao custo, aquí ten como optimizar as súas encomendas de pezas mecanizadas sen renunciar á funcionalidade:
- Simplifique a xeometría sempre que sexa posíbel. Minimice as esquinas internas agudas: especifique raios de esquina polo menos iguais a un tercio da profundidade da cavidade. Segundo as directrices de DFM de Hubs, raios máis grandes permiten o uso de ferramentas máis grandes, que cortan máis rápido e resultan máis económicas.
- Utilice tamaños estándar de ferramentas. Características de deseño arredor de fresas e brocas comúnmente dispoñíbeis. Os diámetros dos furos en incrementos de 0,1 mm (ata 10 mm) ou tamaños fraccionarios estándar eliminan os custos por ferramentas especiais.
- Optimizar o grosor das paredes. Para pezas metálicas, manter as paredes por riba de 0,8 mm; para plásticos, manterse por riba de 1,5 mm. As paredes finas requiren pasos máis lentos e corren o risco de desviación, o que alarga os tempos de ciclo.
- Aplicar tolerancias estreitas de forma selectiva. Só as superficies de acoplamento críticas necesitan especificacións de precisión. Relaxar as dimensións non esenciais de ±0,001" a ±0,005" pode reducir os custos un 30 % ou máis.
- Escoller o acabado «tal como se maquinou» cando sexa aceptable. Especificar acabados superficiais só onde sexan funcionalmente necesarios elimina as operacións secundarias e os custos asociados.
- Agrupar estratexicamente os pedidos. Se precisa agora 3 pezas e posiblemente outras 10 máis tarde, pedir as 13 de unha vez normalmente resulta máis barato que facer dúas ordes separadas debido aos custos compartidos de preparación.
- Seleccionar materiais maquinábeis. O aluminio 6061 máquinas máis rápido que o aceiro inoxidábel—moitas veces o dobre de rápido. Cando os requisitos de resistencia o permiten, escoller aleacións máis fáciles de mecanizar reduce o tempo de ciclo e o desgaste das ferramentas.
Cando os servizos acelerados teñen sentido
As encomendas aceleradas non sempre son un desperdicio de diñeiro. Aquí tes cando pagar a tarifa adicional está xustificada:
- Proxectos na ruta crítica: Cando un prototipo atrasado bloquea o lanzamento completo dun produto, a tarifa acelerada é insignificante comparada co custo de perder as ventás de mercado.
- Validación do deseño antes de comprometerse coas ferramentas: Gastar algo máis para confirmar un deseño antes de investir en moldes de inxección ou ferramentas de produción evita, con frecuencia, erros moito máis caros.
- Compromisos co cliente: Cando están en xogo as promesas de entrega, a produción acelerada protexe relacións que valen máis ca a tarifa de aceleración.
Para proxectos non urxentes, os prazos estándar ofrecen a mesma calidade a un custo considerablemente inferior. Planificar con antelación—subindo os ficheiros cedo, respondendo rapidamente aos comentarios de análise para fabricación (DFM) e evitando cambios de deseño de última hora—mantén as túas encomendas en calendarios económicos.
Os cortes CNC máis caros non son os que requiren equipos especializados—son os que se fan en pezas deseñadas sen ter en conta a optimización de custos. Armado con estas estratexias, agora podes avaliar non só o custo das túas pezas, senón tamén comparar a selección do método de fabricación entre distintas tecnoloxías de produción.
Mecanizado CNC fronte á impresión 3D, o moldeado por inxección e a chapa metálica
Optimizaches o teu deseño para o mecanizado CNC e comprendes os factores que afectan ao custo—pero aquí tes unha pregunta que merece ser feita: ¿é o mecanizado CNC, de feito, o método de fabricación axeitado para o teu proxecto? Ás veces a resposta é sí. Outras veces, a impresión 3D, o moldeado por inxección ou a fabricación en chapa metálica ofrecen mellor resultados a un custo inferior.
Tomar esta decisión cedo aforra diñeiro, tempo e frustración. Segundo a guía de selección de métodos de fabricación de Protolabs, comprender cando cada proceso ofrece o seu máximo rendemento axuda a asociar os métodos de produción cos requisitos reais do proxecto, en vez de recorrer por defecto a técnicas coñecidas.
Comparemos estas catro principais aproximacións de fabricación lado a lado.
Marco de decisión entre fresadora CNC e impresión 3D
O debate entre CNC e impresión 3D xorde constantemente no desenvolvemento de produtos—e non hai un gañador universal. Cada método domina casos de uso específicos.
Escolla a mecanización CNC cando precise:
- Propiedades mecánicas superiores procedentes de lingotes de metal sólido ou plástico de enxeñaría
- Tolerancias estreitas (±0,001" alcanzables fronte a ±0,005" típicas na impresión 3D)
- Prototipos funcionais que coinciden coas propiedades dos materiais de produción
- Cantidades dunha a centos de pezas de forma económica
Escolla a impresión 3D cando necesite:
- Tempo de resposta rápido para prototipos CNC—á veces con entrega o mesmo día
- Xeometrías internas complexas imposibles de mecanizar (retículas, canais de refrigeración conformes)
- Validación de deseño de baixo custo antes de comprometerse co mecanizado de prototipos CNC
- Prototipado en fibra de carbono con reforzo de fibra continua
- Pezas únicas altamente personalizadas nas que non se pode xustificar o custo das ferramentas
De acordo co Análise de fabricación de Gizmospring , a impresión 3D sobresaí na prototipaxe rápida porque os seus tempos de resposta rápidos e os custos máis baixos permiten unha iteración rápida. No entanto, a fresadora CNC ofrece mellor rendemento cando o máis importante son a precisión, a resistencia do material e a calidade superficial.
Aquí é onde o volume cambia todo. A prototipaxe mediante fresado CNC resulta ideal cando se necesita validación funcional: pezas que funcionen baixo cargas reais, non só comprobacións de axuste. Un soporte impreso en 3D pode confirmar a xeometría, pero unha versión mecanizada en aluminio confirma o rendemento real.
Cando resulta máis adecuada a inxección por moldeado
A inxección de plásticos require unha inversión inicial significativa nas ferramentas —normalmente entre 3.000 $ e máis de 100.000 $, segundo a súa complexidade—, pero o custo por peza descende dramaticamente á escala.
O punto de cruce: Segundo os datos de Protolabs, a inxección por moldeado normalmente resulta máis rentable que o fresado CNC entre 100 e 500 pezas, dependendo da xeometría e do material. Para series de produción de 10 000 ou máis pezas, o custo do moldeado por inxección representa só unha fracción do custo das alternativas mediante fresado CNC.
A inxección de plástico gaña cando:
- Os volumes de produción superan as 500 pezas idénticas
- As pezas requiren características complexas que resultarían moi caras de mecanizar (enganches de encaixe, bisagras integradas, paredes finas)
- Necesítase unha repetibilidade consistente en miles de unidades
- Os plans de produción a longo prazo xustifican o investimento en ferramentas
O fresado CNC mantense superior cando:
- Necesítase servizos de mecanizado de prototipos para a validación do deseño antes de comprometerse coa fabricación de moldes
- As cantidades permanecen por debaixo do punto de transición ao moldeado por inxección
- Requírense pezas metálicas (o moldeado por inxección trata principalmente plásticos)
- É probable que se produzan cambios no deseño: as modificacións dos moldes son caras
Muitos produtos exitosos utilizan ambos os métodos de forma estratéxica: o mecanizado de prototipos permite validar rapidamente os deseños, mentres que o moldeado por inxección asume a produción en volume unha vez que as especificacións están definitivamente establecidas.
Táboa de comparación dos métodos de fabricación
Esta comparación abarca os criterios clave de decisión en todos os catro métodos principais de fabricación:
| Criterios | Mecánica CNC | impresión 3D | Moldado por inxección | Fabricación de chapas metálicas |
|---|---|---|---|---|
| Cantidades ideais | 1–500 pezas | 1–50 pezas | 500–1 000 000+ pezas | 10–10 000 pezas |
| Opcións de Material | Metais, plásticos, compósitos (máis de 50 opcións) | Polímeros, resinas, algúns metais (selección limitada) | Termoplásticos principalmente (ampla selección de polímeros) | Chapas metálicas: aluminio, acero, acero inoxidable, cobre |
| Capacidade de precisión | ±0,001" alcanzable | ±0.005" típico | ±0,003" típico | ±0.005" a ±0.010" |
| Tempo de entrega habitual | de 3 a 15 días hábiles | 1-5 días laborables | 2–6 semanas (incluída a fabricación da ferramenta) | 5–15 días hábiles |
| Costo de instalación/equipamento | Baixo (0-500 $) | Ningunha | Alto (3.000-100.000+ $) | Baixo a moderado (100-2.000 $) |
| Custo por peza (10 unidades) | $$ | $$ | $$$$$ (ferramentas amortizadas) | $$ |
| Custo por peza (1.000 unidades) | $$ | $$$ | $ | $ |
| O mellor para | Pezas metálicas/plásticas de precisión, prototipos funcionais | Prototipado rápido, xeometrías complexas, personalización | Producción plástica en volumes altos | Carcasas, soportes, paneis |
Facer a elección correcta para o seu proxecto
Ao avaliar servizos de mecanizado de prototipos ou fabricación en serie, analice estes criterios de decisión:
- Cal é a cantidade necesaria? Os volumes baixos favorecen o CNC ou a impresión 3D; os volumes altos favorecen o moldeado por inxección ou a chapa metálica.
- Que propiedades materiais necesita? Se son importantes a resistencia, a resistencia ao calor ou aliaxes metálicas específicas, o mecanizado CNC ou a fabricación de chapas metálicas probablemente sexan as opcións mellor.
- Canto de apertado son os seus axustes? Os requisitos de precisión eliminan frecuentemente a impresión 3D e a chapa metálica da consideración.
- Cal é o seu prazo? As necesidades prementes de prototipos CNC poden favorecer a velocidade da impresión 3D; os cronogramas de produción poden acomodar os prazos máis longos do moldeado por inxección.
- O seu deseño está xa definitivo? Se é probable que se produzan máis cambios, evite as costosas modificacións das ferramentas da inxección.
Muitos provedores en liña de servizos de mecanizado CNC ofrecen agora varios métodos de fabricación a través dunha única plataforma—o que lle permite prototipar con prototipado CNC rápido, validar con pezas mecanizadas funcionais e, despois, pasar á inxección para a produción en volume sen cambiar de fornecedor.
Comprender estas compensacións ponlle na posición adecuada para tomar decisións de fabricación baseadas nos requisitos do proxecto e non na familiaridade co proceso. Pero escoller o método axeitado é só unha parte da ecuación—asegurarse de que o seu socio de fabricación cumpra os estándares de calidade apropiados para a súa industria engade outra dimensión crítica que debe terse en conta.
Certificacións industriais e normas de calidade explicadas
Seleccionou un método de fabricación e comprende os factores que determinan o prezo—pero aquí ten unha pregunta que distingue a prototipaxe ocasional da produción seriosa: o seu socio de fresado CNC posúe as certificacións que require a súa industria? Para compoñentes aeroespaciais, dispositivos médicos ou conxuntos automobilísticos, unha resposta incorrecta pode supor a rexeición de pezas, auditorías fallidas ou algo peor.
As certificacións non son simplemente logotipos chamativos nun sitio web. Segundo a guía de certificacións de 3ERP, representan probas documentadas de que un fabricante implantou sistemas de xestión da calidade, someteuse a auditorías regulares por parte de terceiros e mantén a trazabilidade durante toda a produción. Comprender o que significa cada certificación axuda a elixir empresas de mecanizado de precisión adecuadas ás necesidades específicas do seu proxecto.
Descifrando as certificacións ISO AS9100 e IATF
Vamos a desentrañar a sopa de letras das certificacións de fabricación. Cada norma aborda preocupacións específicas do sector, e coñecer as diferenzas axuda a verificar se un posible socio pode realmente entregar o que a súa aplicación require.
ISO 9001: Os fundamentos da xestión da calidade
Imaxine a ISO 9001 como a certificación básica para calquera operación de fabricación seriosa. Establece os requisitos para un Sistema de Xestión da Calidade (SXC) centrado na satisfacción do cliente, na consistencia da produción e na mellora continua. Segundo Hartford Technologies , a ISO 9001 é aplicable en sectores de todas as escalas, actuando como a certificación fundamental que define os requisitos previos para un sistema de calidade robusto.
Cando traballa cun servizo en liña de mecanizado CNC certificado pola ISO 9001, ten a garantía de que:
- Procedementos documentados rexen cada paso da produción
- Os requisitos do cliente identifícanse e seguense de forma sistemática
- As auditorías internas verifican o cumprimento continuo
- As accións correctivas abordan as non-conformidades antes de que se convertan en patróns
AS9100: Control de calidade de grao aeroespacial
O mecanizado CNC de compoñentes aeroespaciais require máis ca unha xestión xeral da calidade. A norma AS9100 baséase na fundación da ISO 9001, engadindo ao mesmo tempo requisitos específicos para o sector aeroespacial en materia de xestión de riscos, control de configuración e trazabilidade dos produtos. Cada compoñente debe ser trazable ata a súa fonte de material bruto, e é obrigatorio realizar avaliacións dos riscos de fallo durante toda a validación do deseño.
Para as aplicacións de mecanizado aeroespacial, a certificación AS9100 indica que un fabricante comprende o entorno de tolerancia cero da aviación. As pezas destinadas a aeronaves —sexa compoñentes estruturais, conxuntos de motores ou carcassas de aviónica— requiren este nivel de control documentado.
ISO 13485: Normas para a fabricación de dispositivos médicos
A mecanización médica implica responsabilidades únicas. Un fallo nun instrumento cirúrxico ou nun compoñente de implante pode custar vidas. A norma ISO 13485 establece un sistema de xestión da calidade (QMS) especialmente deseñado para a produción de dispositivos médicos, pondo énfase na xestión de riscos, no cumprimento dos requisitos reguladores e na trazabilidade completa desde o deseño ata o mantemento.
A mecanización de dispositivos médicos segundo a norma ISO 13485 require:
- Documentación rigorosa dos procesos de deseño, fabricación e validación
- Capacidade demostrada para identificar e mitigar riscos para a seguridade dos pacientes
- Cumprimento das obrigacións reguladoras nos mercados obxectivo
- Produtos que cumpren os criterios definidos de seguridade e rendemento
IATF 16949: Excelencia na industria automobilística
Desenvolvido polo International Automotive Task Force, o IATF 16949 representa a norma global de xestión da calidade deseñada especificamente para a fabricación automobilística. Basease na ISO 9001, incorporando ademais requisitos adicionais en deseño de produtos, procesos de produción e normas específicas dos clientes que definen a cadea de subministro automobilística.
Que fai especialmente valioso ao IATF 16949? As instalacións certificadas implementan o control estatístico de procesos (SPC) para supervisar en tempo real as variables de produción, garantindo compoñentes de alta tolerancia consistentes ao longo de series de produción prolongadas. Isto é fundamental cando se fabrican conxuntos de chasis, compoñentes de freo ou casquillos metálicos de precisión, onde a consistencia dimensional afecta directamente á seguridade e ao rendemento do vehículo.
Para aplicacións automobilísticas que requiren capacidades de fabricación certificadas, As solucións de mecanizado automobilístico de Shaoyi demostrar como é a produción certificada segundo IATF 16949 na práctica: entregar conxuntos complexos de chasis e compoñentes metálicos de precisión con prazos de entrega tan rápidos como un día laborable, mantendo ao mesmo tempo estritos controles de calidade.
Adecuación das certificacións ás necesidades do seu sector
Que certificacións debe verificar antes de realizar un pedido? Iso depende totalmente do destino final das súas pezas. Aquí ten un desglose práctico por industria:
Fabricación xeral e prototipado:
- A certificación ISO 9001 ofrece unha garantía de calidade adecuada
- Centrar a atención na calidade da comunicación e na capacidade de resposta aos comentarios sobre a facilidade de fabricación (DFM)
- As capacidades de precisión son máis importantes ca as certificacións especializadas
Aeronáutica e Defensa:
- A certificación AS9100 é normalmente obrigatoria para compoñentes críticos para o voo
- Requírese o cumprimento de ITAR para artigos relacionados coa defensa incluídos na Lista de Material de Armamento dos Estados Unidos
- Espérase documentación rigorosa e trazabilidade completa dos materiais
Dispositivos médicos e saúde:
- A certificación ISO 13485 é esencial para os produtos médicos regulados
- Pode ser necesario o rexistro na FDA para dispositivos médicos no mercado estadounidense
- Con frecuencia son necesarias certificacións de materiais e documentación sobre biocompatibilidade
Industria automotriz:
- A certificación IATF 16949 é obrigatoria para os principais fabricantes de equipos orixinais (OEM) e fornecedores de nivel 1
- Con frecuencia exíxese a documentación do PPAP (Proceso de Aprobación de Pezas de Producción)
- As capacidades de control estatístico de procesos garanten unha calidade constante na produción
As certificacións demostran aos nosos clientes que levamos a seriedade coa calidade. Non son só papelaría: son un compromiso coa excelencia en cada peza que fabricamos.
Segundo a guía de certificación da Machine Shop Directory, o 67 % dos fabricantes de equipos orixinais (OEM) requiren a certificación ISO 9001 dos seus fornecedores, e os talleres con certificacións específicas do sector gañan, de media, un 15 % máis de contratos. O investimento en certificacións rende dividendos mediante un maior acceso ao mercado e unha maior confianza por parte dos clientes.
Ademais de abrir portas a industrias reguladas, as certificacións impulsan melloras internas. O proceso de auditoría obriga aos fabricantes a examinar os seus fluxos de traballo, documentar procedementos e implantar controles que reducen erros e desperdicios. Vostede benefíciase destas ganancias de eficiencia grazas a unha calidade máis consistente e, con frecuencia, a prezos máis baixos, xa que as melloras operativas se acumulan co paso do tempo.
Saber qué certificacións son relevantes para a súa aplicación é esencial, pero verificar que un posible parceiro posúe realmente esas credenciais e ofrece unha calidade consistente na práctica require unha aproximación sistemática á avaliación.
Como avaliar e escoller o adecuado parceiro en liña de CNC
Vostede entende as certificacións e coñece os estándares que a súa industria require, pero como pode verificar realmente que un posible socio fabricante cumpre as súas promesas? Escoller un taller incorrecto de mecanizado CNC pode supor o incumprimento de prazos, a rexeición de pezas e frustrantes roturas na comunicación que desvían toda a cronoloxía do seu proxecto.
Sexa que estea buscando «talleres de máquinas CNC preto de min» ou avaliando plataformas dixitais globais, o proceso de selección require unha evaluación sistemática e non baseada só no instinto. Segundo a guía de selección de socios de TQ Manufacturing, as empresas atopan frecuentemente problemas comúns como a calidade inconsistente, as entregas tardías e a mala comunicación—cuestións que provocan retraballos onerosos, atrasos na produción e clientes insatisfeitos.
Vamos construír un marco práctico para avaliar os servizos personalizados de mecanizado CNC que distinga aos socios fiables dos fornecedores de risco.
Sinais de alerta ao escoller un socio CNC
Antes de profundar no que hai que buscar, identifiquemos as señales de alerta que deberían facerche buscar noutro lugar. Segundo a lista de comprobación de enxeñeiros de JUPAICNC, os compradores experimentados aprenden a detectar estes problemas dende o principio, o que aforra tempo e evita erros costosos.
Señais de alerta que indican problemas potenciais:
- Falta de certificacións: A ausencia de certificacións de control de calidade recoñecidas a nivel industrial, como a ISO 9001, suxire un control inadecuado dos procesos. Para industrias reguladas, a falta de certificacións específicas do sector (AS9100, ISO 13485, IATF 16949) descalifica inmediatamente a un fornecedor.
- Respostas vagas sobre as capacidades: Cando preguntas sobre capacidades de tolerancia, experiencia en materiais ou prazos de entrega e recibes respostas pouco claras, espera unha ambigüidade semellante durante a produción.
- Tempos de resposta lentos durante a avaliación: Se tardan días en responder ás túas consultas iniciais, tamén esperas retrasos na comunicación durante a produción. Proba a súa capacidade de resposta antes de comprometerte.
- Sen retroalimentación DFM ofrecida: Talleres de tornería de calidade preto de min—ou en calquera lugar—identifican proactivamente problemas de fabricabilidade. Os fornecedores que simplemente emiten orzamentos sen aportar ideas de deseño adoitan entregar pezas con problemas evitables.
- Experiencia limitada en materiais: Un taller de máquinas CNC preto de min que só traballe con aluminio non te servirá ben cando o teu proxecto requira experiencia en acero inoxidable ou titano.
- Atrasos frecuentes na entrega: Pregúntalles sobre as taxas de entrega a tempo. Un historial deficiente indica problemas na xestión da capacidade que afectarán o teu proxecto.
- Ausencia dun proceso estruturado para pedidos de urxencia: Cando aparezan prototipos de urxencia—e así será—os fornecedores sen capacidade para acelerar os pedidos deixarante desamparado.
Se un fornecedor amosa varios sinais de alerta, é mellor explorar outras opcións.
Preguntas que facer antes de realizar o seu pedido
Agora imos darlle a volta ao guión. Aquí tes o que debes verificar activamente cando avalies talleres de mecanizado próximos a ti ou plataformas de fabricación dixital. Segundo a guía de fabricación de UPTIVE, escoller o socio adecuado, con experiencia relevante, pode supoñer un aforro potencial de millares de dólares, xa que están familiarizados cos erros máis comúns e coas formas máis eficaces de evitalos.
Certificación e verificación de calidade:
- Que certificacións de calidade posúe, e cando foi a súa última auditoría?
- Pode fornecer informes de inspección, documentación de control de calidade ou informes de inspección do primeiro artigo (FAI)?
- Como trata as pezas non conformes: cal é o seu proceso de acción correctiva?
Comunicación e xestión de proxectos:
- Contarei cun xestor de contas dedicado ou cun único punto de contacto?
- Como comunica as actualizacións do proxecto, os atrasos ou os problemas inesperados durante a produción?
- Cal é o seu tempo de resposta habitual para preguntas técnicas ou aclaracións sobre orzamentos?
Capacidades Técnicas:
- Que intervalos de tolerancia pode alcanzar de forma fiable? (Verifíqueo, se é posible, con pezas de exemplo)
- En que materiais se especializa, e pode compartir estudos de caso de proxectos similares?
- Que configuracións de máquinas opera: 3 eixos, 4 eixos, 5 eixos, centros de fresado-torneado?
Escalabilidade e flexibilidade:
- Pode xestionar tanto cantidades de prototipos como series de produción de 1.000+ pezas?
- Cal é a súa capacidade para xestionar volumes de pedidos aumentados sen retrasos na entrega?
- Acepta proxectos urgentes ou cambios de deseño de última hora?
Prazo de entrega e entrega:
- Cal é o seu prazo de entrega habitual e cal é a súa taxa de entregas a tempo?
- Ofrece seguimento en tempo real dos pedidos e actualizacións do estado?
- Como xestiona a capacidade de produción para evitar retrasos durante períodos de alta demanda?
O factor escalabilidade: desde o prototipo ata a produción
Aquí é onde moitos fabricantes fallan. É doado atopar talleres mecánicos locais que fabriquen prototipos únicos. O reto é atopar socios que transiten sen problemas desde a prototipaxe rápida ata a produción en masa, mantendo unha calidade constante.
Segundo a investigación de UPTIVE, o percorrido desde o prototipo ata a produción require socios capaces de xestionar:
- Soporte para iteracións de deseño: Os socios de calidade fornecen comentarios de DFM que melloran o seu prototipo para unha produción rentable e escalable
- Execucións de validación de baixo volume: Antes de comprometerse coa produción completa, os pequenos lotes detectan cedo os problemas de fabricación
- Escalado da produción: Cando a demanda aumenta, o seu socio debe escalar xunto con vostede sen que se degrade a calidade
- Controis de calidade consistentes: A mesma inspección rigorosa que valida o seu prototipo debe aplicarse a cada unidade producida
¿Cal é o equilibrio ideal? Instalacións que ofrecen prazos de entrega dun día para prototipos de urxencia, ao mesmo tempo que mantén estándares de calidade propios da produción. Esta combinación indica tanto excelencia operativa como flexibilidade centrada no cliente.
Para aplicacións automotrices que requiren esta capacidade de prototipo a produción, Os servizos de mecanizado CNC de precisión de Shaoyi exemplifican como é a fabricación en liña preparada para a produción: escalar desde a prototipaxe rápida ata a produción en masa de conxuntos complexos de chasis e compoñentes metálicos personalizados, apoiados pola certificación IATF 16949 e o control estatístico de procesos que garante resultados consistentes con altas tolerancias.
A súa lista de verificación para avaliación
Antes de facer a súa seguinte comanda, verifique estes factores críticos:
| Criterios de avaliación | O que verificar | Por que importa |
|---|---|---|
| Certificacións | ISO 9001 como mínimo; certificados específicos do sector segundo se requira | Os sistemas de calidade documentados reducen os defectos e o traballo de retoque |
| Comunicación | Tempo de resposta inferior a 24 horas; contacto dedicado dispoñible | Unha mala comunicación provoca atrasos e erros nas especificacións |
| Comentarios DFM | Suxestións proactivas de deseño antes da produción | Detecta problemas onerosos antes de que se convertan en problemas fabricados |
| Capacidade de Tolerancia | Precisión documentada que cumpre os seus requisitos | Garante que as pezas cumpren as especificacións funcionais |
| Experiencia en Materiais | Experiencia coas súas materias específicas; estudos de caso dispoñíbeis | O coñecemento específico dos materiais evita erros de mecanizado |
| Escalabilidade | Capacidade tanto para prototipos como para volumes de produción | Evita a substitución de fornecedores á medida que o seu proxecto crece |
| Entrega a tempo | Historial probado dunha taxa de entregas puntuais superior ao 95 % | As entregas tardías desestabilizan os plans de produción e os compromisos co cliente |
Escoller o socio adecuado en servizos de mecanizado CNC en liña é unha das decisións máis importantes que pode tomar na fabricación. Un socio fiable mellora a calidade do produto, optimiza a eficiencia produtiva e garante entregas puntuais, permitíndolle centrarse na innovación no deseño en vez de na resolución de problemas na cadea de suministro.
Ao avaliar sistematicamente os fornecedores segundo estes criterios, selecciónase con confianza un socio fabricante aliñado cos seus estándares de calidade, expectativas de entrega e necesidades de escalabilidade. O investimento inicial na avaliación adecuada rende beneficios en cada pedido que chega a tempo, conforme as especificacións e listo para funcionar.
Preguntas frecuentes sobre os servizos en liña de mecanizado CNC
1. Cal é a diferenza entre o mecanizado CNC en liña e os talleres mecánicos tradicionais?
Os servizos de mecanizado CNC en liña utilizan plataformas dixitais que permiten obter orzamentos instantáneos, subir ficheiros CAD e acceder globalmente á fabricación de precisión sen necesidade de chamadas telefónicas nin consultas presenciais. Os talleres mecánicos tradicionais requiren solicitudes manuais de orzamentos, intercambios por correo electrónico e, con frecuencia, están suxeitos a limitacións xeográficas. As plataformas dixitais dirixen os encargos a fabricantes especializados dentro de extensas redes, garantindo unha calidade constante e prezos competitivos, mentres se entregan as pezas en tan só 1-3 días para prototipos.
2. Como obteño un orzamento instantáneo para mecanizado CNC en liña?
Suba o seu ficheiro 3D CAD (preferiblemente en formato STEP ou IGES) a unha plataforma en liña de fresado CNC. Algoritmos baseados en intelixencia artificial analizan inmediatamente a xeometría da peza, a selección de material, as tolerancias e os acabados superficiais para xerar un orzamento preciso en segundos. O sistema identifica problemas de fabricabilidade e ofrece comentarios sobre deseño para fabricación antes da produción. A maioría das plataformas tamén permiten axustar cantidades, materiais e prazos de entrega para ver os cambios de prezo en tempo real.
3. Que formatos de ficheiro son os mellor para pedidos en liña de fresado CNC?
Os ficheiros STEP (.step/.stp) son o estándar de ouro para o fresado CNC porque conservan co precisión a xeometría, as curvas e as definicións de bordos. Os formatos IGES e Parasolid tamén funcionan ben. Evite os ficheiros STL, xa que utilizan aproximacións mediante malla triangular que carecen da precisión necesaria para a xeración de trayectorias de ferramenta CNC. Para pezas con tolerancias estreitas, inclúa un debuxo en PDF 2D que especifique as dimensións críticas, os acabados superficiais e as tolerancias xeométricas xunto co seu modelo 3D.
4. Canto custa a mecanización CNC e que factores afectan ao prezo?
Os custos da mecanización CNC dependen da selección do material (20 % do custo), do tempo de máquina (80 % do custo), da complexidade da peza, dos requisitos de tolerancia, da cantidade, dos acabados superficiais e do prazo de entrega. As pezas de aluminio son menos caras que as de titano; as tolerancias estándar (±0,005") son considerablemente máis baratas que as especificacións de precisión (±0,001"). As encomendas por lotes reducen o custo por unidade ao repartir os gastos de configuración. As encomendas aceleradas con prazos de entrega de 1 a 3 días suelen ter unha sobrecarga do 25-100 % respecto aos prazos estándar de 7 a 15 días.
5. Cando debo escoller a fresado CNC fronte á impresión 3D ou ao moldeado por inxección?
Escolla a mecanización CNC cando precise propiedades mecánicas superiores de metal macizo ou plásticos de enxeñaría, tolerancias estreitas (±0,001"), prototipos funcionais que coincidan con materiais de produción ou cantidades de 1 a 500 pezas. A impresión 3D é ideal para iteracións rápidas, xeometrías internas complexas e validación de deseño de baixo custo. O moldeado por inxección convértese en rentable por riba de 500 pezas, pero require unha inversión inicial significativa en ferramentas ($3.000-$100.000+). Moitos proxectos utilizan a CNC para a prototipaxe e despois pasan ao moldeado por inxección para a produción en volume.