 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Compañías de Corte de Metal Desentrañadas: Desde a Solicitude de Orcamento ata as Pezas Rematadas

Comprender as empresas de corte de metais e o seu papel na fabricación
Cando necesite pezas metálicas personalizadas—xa sexa para un prototipo, unha serie de produción ou un proxecto especializado—a onde se dirixe? A resposta atópase nas empresas de corte de metais, os fabricantes especializados que transforman chapas e perfís metálicos en bruto en compoñentes con formas precisas . Estes provedores de servizos constitúen un vínculo fundamental entre os seus conceptos de deseño e pezas funcionais e palpables.
O que fan realmente as empresas de corte de metais
As empresas de corte de metais son fabricantes especializados que eliminan material de pezas metálicas para crear formas e tamaños desexados. Segundo Mark Metals , o corte de metais abarca unha ampla gama de técnicas, incluídas a serra, o cizamento, a perforación, o rectificado, o corte por axet de auga e o corte láser. Mais estas empresas normalmente ofrecen moito máis que só o corte.
Pense nunha empresa de corte de metais como o seu socio de fabricación integral. Xestionan todo, desde o corte láser de precisión de deseños complexos ata a fabricación industrial en grande para compoñentes estruturais. Moitas empresas de servizos de corte de metais ofrecen tamén operacións secundarias: procesos de conformado, unión e acabado que transforman as súas pezas dende pezas cortadas en bruto ata compoñentes listos para usar.
O alcance dos servizos varía moito. Algúns fabricantes especialízanse en tecnoloxías concretas, como sistemas láser de fibra ou de chorro de auga, mentres que outros operan como fabricantes integrais que ofrecen:
- Corte láser, corte por chorro de auga e corte por plasma
- Dobrado e conformado CNC
- Servizos de soldadura e montaxe
- Acabados superficiais como revestimento en pó, anodizado e galvanizado
- Inspección de calidade e documentación de certificación
A columna vertebral da fabricación na que confía
Por que lle importa comprender esta industria? Porque, sexa que sexa un enxeñeiro deseñando soportes automotrices, un desenvolvedor de produtos prototipando envolventes de electrónica de consumo ou un contratista que adquire compoñentes estruturais, probabelmente traballe con estes fabricantes nalgún momento.
As empresas modernas de servizos de corte de metais atenden case a todas as industrias imaxinables. Como indica Xometry, apoian regularmente sectores como o aerospacial, defensa, automoción, enerxía, industrial, médico, dental e de produtos de consumo. As súas capacidades van desde prototipos de baixo volume e alta variedade ata producións en gran volume que alcanzan os miles ou millóns.
A eficiencia que ofrecen estas empresas provén do seu equipo especializado e coñecemento técnico. As empresas de ferramentas de corte de metais investen pesadamente en maquinaria avanzada: láseres de fibra que cortan con precisión ao nivel de micróns, chatos de auga que cortan practicamente calquera material e sistemas automatizados que manteñen unha calidade constante en grandes series de produción. Esta especialización supón tempos de entrega reducidos e un mellor control de calidade en comparación con facer a fabricación internamente.
Nas seccións seguintes, descubrirá como funcionan as diferentes tecnoloxías de corte, qué métodos son adecuados para materiais e aplicacións específicas, e como transitar o proceso desde a solicitude inicial dun orzamento ata a entrega das pezas acabadas. Tamén aprenderá criterios prácticos para avaliar empresas de ferramentas de corte de metais e preparar os seus proxectos para ter éxito. Considere isto a súa guía completa para converterse nun cliente informado no mercado da fabricación de metais.
Tecnoloxías de corte de metais e como funciona cada método
Así que sabes o que fan as empresas de corte de metais, pero como cortan exactamente o acero, aluminio ou titán con tal precisión? A resposta depende completamente da tecnoloxía que utilicen. Cada método de corte opera segundo principios fundamentalmente diferentes, e comprender estas diferenzas axúdalle a escoller a aproximación axeitada para o seu proxecto.
Vamos descompor as cinco principais tecnoloxías de corte que atopará cando traballe con empresas de corte láser de metais e outros provedores de servizos de fabricación.
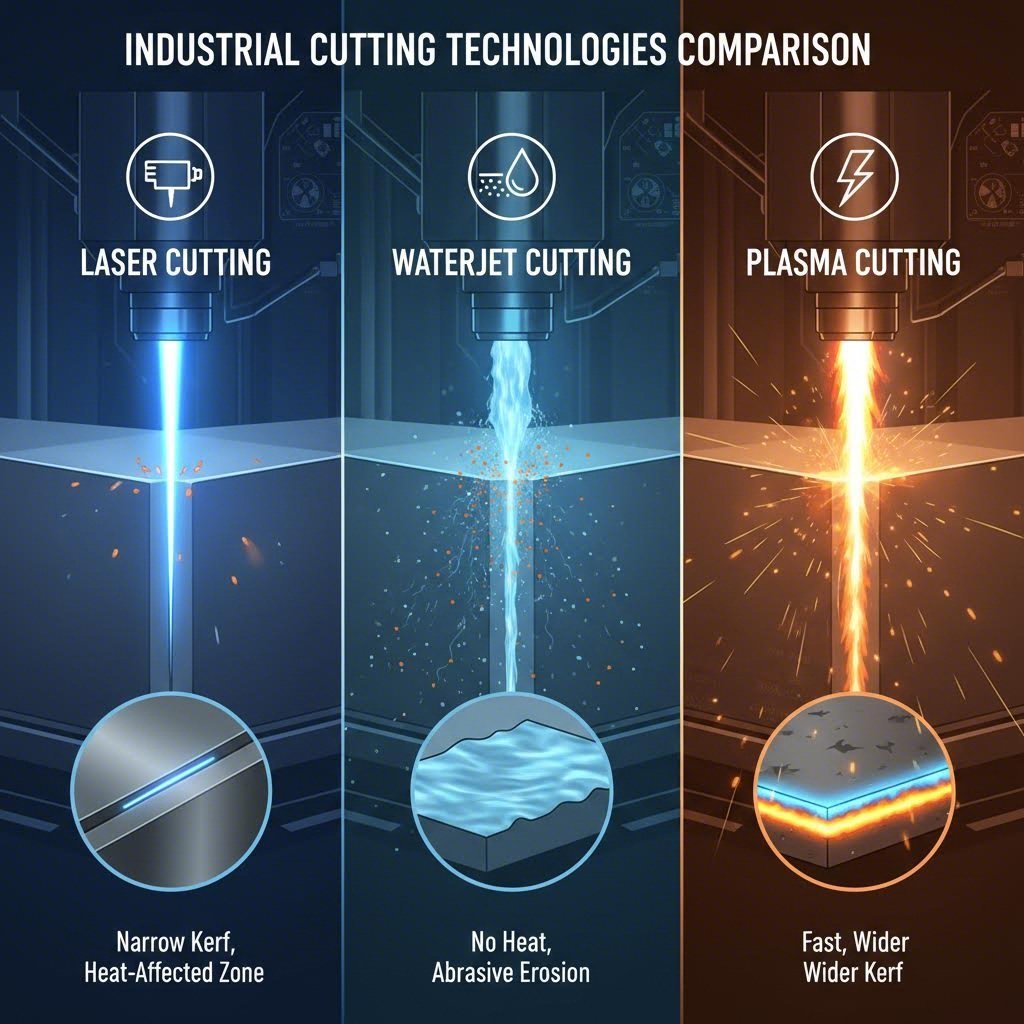
Corte por Laser Explicado
Imaxine concentrar a luz solar a través dunha lupa; agora multiplique esa intensidade por miles. Ese é o principio básico do corte láser. Un raio de luz moi concentrado proporciona enerxía suficiente para derreter, queimar ou vaporizar o metal ao longo dunha traxectoria precisamente controlada.
Dous tipos de láseres dominan a industria hoxe en día: láseres de fibra e láseres de CO2. De acordo con HPC Laser , as máquinas de corte por láser de fibra usan fibras ópticas dopadas con elementos terras raras como o iterbio para xerar o seu feixe. Esta tecnoloxía destaca no corte de metais reflectantes, incluíndo acero, acero inoxidable, aluminio, latón, cobre e titán.
As vantaxes dos láseres de fibra son convincentes:
- Precisión excepcional cun ancho de querfa mínimo
- Velocidades de corte elevadas, especialmente en materiais finos
- Requírense menos mantementos que nos sistemas de CO2
- Eficiencia Energética Superior
- Excelente rendemento en metais reflectantes
Os láseres de CO2, que operan a unha lonxitude de onda diferente (10,6 micrómetros), seguen sendo a opción preferida para cortar non metálicos como o acrílico e certos plásticos. Con todo, as empresas de máquinas de corte de metal por láser de fibra capturaron en gran medida o mercado para aplicacións de procesamento de metais debido á súa velocidade e vantaxes de eficiencia.
Cando debe especificar o corte por láser? De acordo con Wurth Machinery a tecnoloxía láser toma a dianteira cando se necesitan detalles finos, furos precisos ou bordos limpos en láminas finas. É ideal para a fabricación de electrónica, dispositivos médicos e pezas de precisión, onde mesmo desviacións lixeiras poden comprometer o funcionamento. As empresas que fabrican máquinas de corte láser para chapa metálica adoitan acadar tolerancias dentro de ±0,005 polgadas en materiais de grosor fino.
Corte por waterjet vs. tecnoloxía por plasma
E se o calor é o seu inimigo? Certos materiais deformanse, endurecen ou perden as súas propiedades cando están expostos a altas temperaturas. Aquí é onde resplandece o corte por waterjet.
Unha empresa especializada en corte por waterjet para metais emprega un enfoque totalmente distinto: auga a alta presión (normalmente 60.000 PSI ou superior) mesturada con partículas abrasivas como a granada. Este fluxo corta o metal sen xerar calor, eliminando por completo as zonas afectadas termicamente. Zintilon observa que o corte por waterjet é especialmente adecuado para materiais sensibles ao calor, como o aluminio e o titano, nos que a distorsión térmica suporía un problema.
As principais vantaxes do corte por axabia inclúen:
- Sen zonas afectadas polo calor nin distorsión do material
- Capacidade de cortar case calquera material: metais, pedra, vidro, compostos
- Excelente para materiais grosos e corte en capas
- Sen endurecemento das beiras cortadas
- Respetuoso co medio ambiente con resíduos mínimos
O corte por plasma opera no extremo oposto do espectro. Utiliza un arco eléctrico combinado con gas comprimido para crear plasma sobreaquecido que derrite metais condutores. Empresas de corte por plasma de chapa fina e grandes fabricantes confían nesta tecnoloxía pola súa velocidade excepcional en materiais grosos.
Segundo as probas realizadas por Wurth Machinery, o corte por plasma en acero de 1 polegada é aproximadamente 3 a 4 veces máis rápido que o corte por axabia, con custos operativos case a metade por pé lineal. Se estás traballando con acero estrutural, compoñentes de maquinaria pesada ou aplicacións de construción naval, o corte por plasma ofrece unha rentabilidade sen igual.
Non obstante, as empresas de corte por plasma de metais pintados teñen limitacións — o proceso só funciona con materiais condutores de electricidade e produce un kerf máis ancho que o corte láser. Para metais condutores grosos onde a precisión non é fundamental, o plasma segue sendo o cabalo de batalla da industria.
Cando ten sentido o corte mecánico
Non todos os traballos de corte requiren solucións de alta tecnoloxía. As empresas de corte de metais por CNC adoitan empregar métodos mecánicos como fresado, serra, cizallado e punzonado para aplicacións específicas.
O fresado por CNC utiliza ferramentas de corte rotativas para eliminar material, dun xeito semellante ás operacións de fresado. Este método funciona ben con metais máis brandos e aplicacións que requiren perfís de bordo específicos ou contornos 3D complexos. Ás veces, as empresas de máquinas de corte láser complementan as súas capacidades láser con fresado para aplicacións nas que os láseres non son ideais.
O corte mecánico e o punzonado seguen sendo rentables para a produción en grandes volumes de formas sinxelas. Estes procesos son rápidos, requiren unha configuración mínima e ofrecen resultados consistentes en láminas metálicas finas. As prensas de punzonado de torreta poden producir ducias de furos por minuto — velocidades que incluso os láseres teñen dificultades para igualar en certas operacións.
O EDM por fío (Mecanizado por Descarga Eléctrica) ocupa un nicho único. Este proceso utiliza descargas eléctricas procedentes dun fío fino para erosionar o material cunha precisión extrema. Zintilon explica que o EDM por fío destaca no mecanizado de metais duros e geometrías complexas que requiren tolerancias estreitas, polo que resulta inestimable para traballos de moldes e matrices, compoñentes aeroespaciais e pezas mecánicas intrincadas.
| Tecnoloxía | Mellores Materiais | Amplitude do espesor | Nivel de precisión | Características de Velocidade |
|---|---|---|---|---|
| Laser de fibra | Aco, acero inoxidable, aluminio, lata, cobre, titano | Ata 1" (varía segundo a potencia) | ±0.005" típico | Moi rápido en materiais finos; desacelera en grosos |
| Láser de CO2 | Metais, acrílicos, plásticos, madeira | Ata 1" en metais | ±0.005" típico | Rápido; lixeiramente máis lento que o láser de fibra en metais |
| Chorro de auga | Calquera material (metais, pedra, vidro, compósitos) | Ata 12"+ dependendo do material | ±0,003" a ±0,010" | Máis lento que o plasma/láser; sen limitacións térmicas |
| Plasma | Só metais condutores (acer, aluminio, cobre) | desde calibre 26 ata máis de 6" de grosor | ±0,020" típico | O máis rápido en metais condutores grosos |
| CNC routing | Metais máis brandos, plásticos, compostos | Varía segundo o material | ±0.005" a ±0.010" | Moderado; axeitado para contornos 3D |
| Wire EDM | Calquera metal conductor, especialmente aceros endurecidos | Ata 16" típico | posible ±0,0001" | Lento; prioriza a precisión fronte á velocidade |
Comprender estas tecnoloxías axúdalle a comunicarse de forma efectiva cos socios de fabricación e escoller o método de corte axeitado para os seus requisitos específicos. Pero a tecnoloxía é só unha parte da ecuación: os materiais que está cortando desempenan un papel igualmente importante na determinación do enfoque óptimo.
Capacidades de materiais e groso segundo os métodos de corte
Agora que entende como funciona cada tecnoloxía de corte , aquí está a pregunta clave: que método funciona mellor para o metal específico que precisa cortar? A resposta non é sempre sinxela, xa que as propiedades do material inflúen enormemente no rendemento do corte. A reflectividade, a condutividade térmica, a dureza e o grosor xogan todos un papel decisivo na determinación do enfoque óptimo.
As empresas de corte de chapa metálica encontran docenas de aleacións diferentes cada día. Comprender como interactúan estes materiais con distintas tecnoloxías de corte axúdalle a especificar o proceso axeitado e evitar erros costosos que poden provocar atrasos nos proxectos.
Guía de coincidencia material-método
Cada metal aporta características únicas á mesa de corte. Examinemos os materiais máis comúns e os seus enfoques de corte ideais.
Aceiro inoxidable
A combinación de resistencia á corrosión e resistencia mecánica do acero inoxidábel faino un material favorito en múltiples industrias. As empresas especializadas en corte láser de chapa metálica normalmente recoméndan o corte con láser de fibra para acero inoxidábel de até 1" de grosor, debido á súa excelente calidade de bordos e velocidade. Para seccións máis grosas, o corte por plasma ofrece un procesamento rentable, mentres que o corte por auga a alta presión conserva as propiedades do material cando a sensibilidade ao calor é unha preocupación.
- Métodos óptimos: láser de fibra (para chapas finas e medias), plasma (para seccións grosas), chorro de auga (para aplicacións sensibles ao calor)
- Consideración clave: Un contido máis alto de cromo pode afectar a velocidade de corte láser
Aluminio
A alta reflectividade do aluminio dificultábao anteriormente para o corte láser, pero os láseres de fibra modernos manipúlanoo con facilidade. Segundo StarLab CNC , os láseres de fibra destacan no corte de chapas de aluminio, mentres que o corte por plasma funciona ben en placas de aluminio máis grosas. O corte por auga a alta presión permanece como a opción premium cando se requiren zonas sen efecto térmico — especialmente importante nas aplicacións aeroespaciais, onde a integridade do material é imprescindible.
- Métodos optimais: láser de fibra (chapa ata 0,5"), chorro de auga (sensible ao calor), plasma (chapas máis grosas)
- Consideración clave: a condutividade térmica require configuracións de maior potencia para o corte con láser
Aceros ao carbono e aceros suaves
O aco ao carbono é o material fundamental para as empresas de corte e fabricación de metais. Córtase ben con case todas as tecnoloxías, polo que a selección do método depende principalmente do groso e da precisión requirida. As follas finas respondeen moi ben ao corte por láser, mentres que as chapas grosas (máis de 1") son o punto forte do corte por plasma.
- Métodos optimais: láser (ata 1"), plasma (0,5" a 6"+), chorro de auga (calquera groso)
- Consideración clave: o corte por plasma ofrece a mellor relación velocidade-custo no aco ao carbono grososo
Cobre e Latón
Estes metais moi reflectantes eran tradicionalmente difíciles de procesar con sistemas láser. Os láseres de fibra de alta potencia de hoxe en día resolveron en gran medida este reto, aínda que as empresas fabricantes de máquinas de corte de chapa metálica seguen exercendo precaución co cobre fino para evitar reflexións inversas que poden danar o equipamento. O corte por chorro de auga permanece como unha alternativa fiable que evita por completo os problemas derivados da reflectividade.
- Métodos óptimos: láser de fibra (con potencia adecuada), chorro de auga (seguro para todos os grosores), plasma (aplicacións limitadas)
- Consideración clave: a condutividade térmica do cobre dispersa o calor de maneira rápida, o que require axustar os parámetros
Aliaxes especiais (titánio, Inconel, aceros para ferramentas)
Cando estás a traballar con aleacións exóticas, os riscos e custos aumentan rapidamente. As empresas de servizos de corte láser de chapa metálica adoitan recomendar o corte por chorro de auga para o titánio e as superaleacións baseadas en níquel porque o proceso de corte frío preserva as propiedades metalúrxicas. O EDM por fío manexa aceiros ferramenta endurecidos cunha precisión sen igual, o que o converte en imprescindible para aplicacións de ferramentas.
- Métodos óptimos: Chorro de auga (preserva as propiedades), EDM por fío (materiais endurecidos), láser de fibra (con experiencia)
- Consideración clave: Moitas aleacións especiais requiren probas posteriores ao corte para verificar a integridade do material
Capacidades de Grosor por Tipo de Metal
O grosor é a miúdo o factor decisivo ao escoller un método de corte. Isto é o que podes esperar das capacidades das empresas de corte de chapa metálica:
Materiais de groso fino (baixo 0,125")
O corte a láser domina esta gama. O feixe concentrado produce unha anchura de corte mínima, tolerancias estreitas e unha calidade impecable dos bordos. As vantaxes de velocidade son notables: un láser de fibra pode cortar acero de 20 gauges a máis de 800 polgadas por minuto. O corte por chorro de auga e o corte por plasma poden traballar con materiais finos, pero raramente resultan economicamente viables a menos que a eliminación do calor sexa fundamental.
Grosor medio (0,125" a 0,75")
Esta é a zona competitiva na que a selección do método depende das prioridades. ¿Necesita precisión e bordos limpos? O corte a láser é a solución ideal. ¿Prioriza a velocidade e o custo en metais condutores? O corte por plasma destaca. ¿Require unha distorsión térmica nula? O corte por chorro de auga é a súa resposta. Segundo Gauer Metal Products, a opción axeitada depende de factores como o tipo de metal, o seu grosor e a precisión que require o seu proxecto.
Chapa graxa (0,75" e superior)
Á medida que aumenta o grosor do material, o corte por plasma e o corte por chorro de auga pasan ao primeiro plano. O corte por plasma procesa acero de 1" a máis de 100 polgadas por minuto — aproximadamente 3-4 veces máis rápido que o corte por chorro de auga — polo que é a tecnoloxía de elección na produción de estruturas, equipos pesados e construción naval. O corte por chorro de auga pode traballar con materiais incluso máis graxos (ata 12" ou máis en algúns sistemas) e segue sendo esencial cando non se poden tolerar zonas afectadas polo calor.
As propiedades do material determinan a selección do método tanto como o grosor. Unha chapa de aluminio de 0,5" pode cortarse perfectamente con láser de fibra, mentres que o mesmo grosor en cobre podería dar mellor resultado cun chorro de auga para evitar complicacións derivadas da reflectividade.
Comprender estas relacións entre material e método ponche nunha posición máis forte cando discutas o teu proxecto cos socios de fabricación. Saberás que preguntas facer e poderás avaliar se as recomendacións dun taller están alineadas coas mellores prácticas do sector. A continuación, revisaremos o fluxo de traballo completo de fabricación, desde a túa solicitude inicial de orzamento ata a chegada das pezas rematadas ao teu recinto.
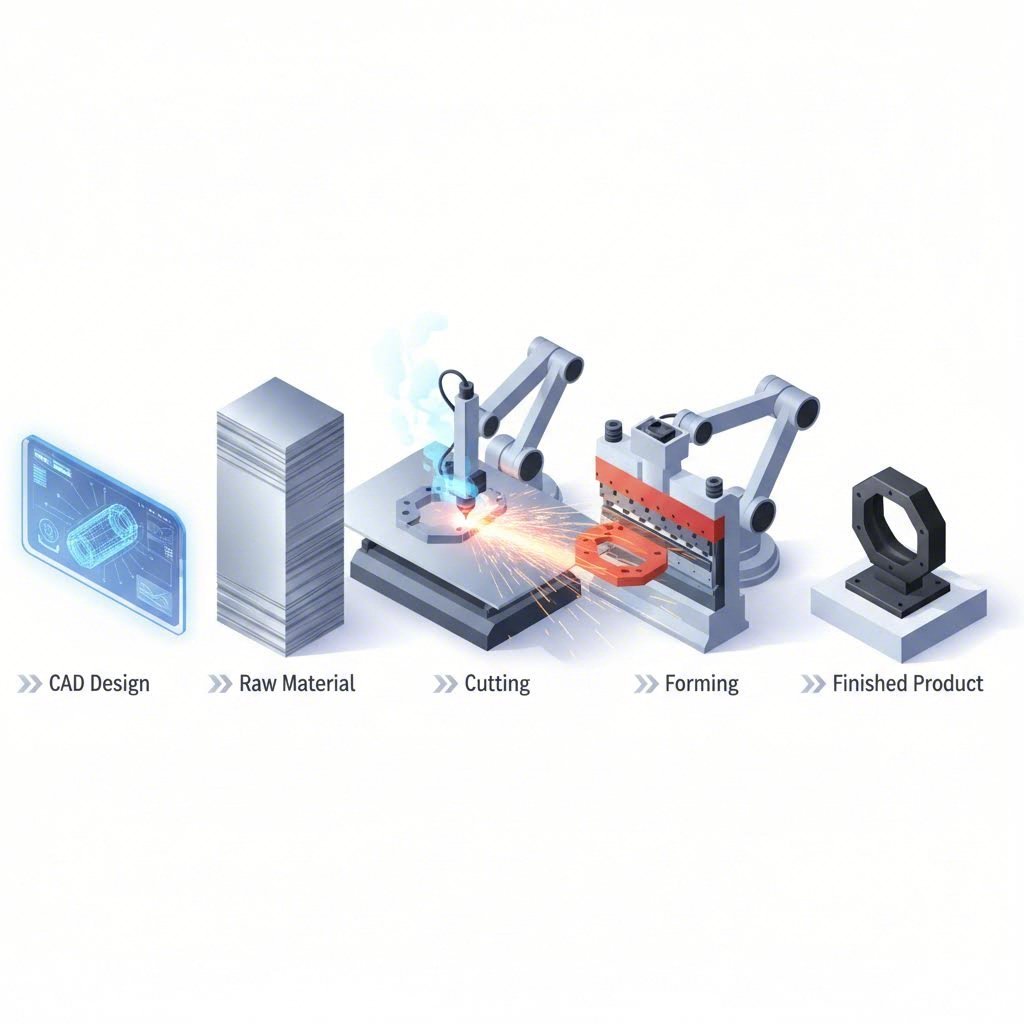
O proceso completo de corte de metais, desde o inicio ata o final
Xa seleccionaches a túa tecnoloxía de corte e identificaches o material axeitado; agora, que ocorre realmente cando contratas unha empresa de servizos de corte de metais? Comprender o fluxo de traballo completo de fabricación elimina a incerteza e axudache a preparar proxectos que avancen sen problemas desde o concepto ata a súa conclusión.
Xa sexa que estea a traballar por primeira vez con empresas de corte personalizado de metais ou que queira optimizar unha relación existente, coñecer cada etapa do proceso coloca o control nas súas mans. Vexamos o percorrido que seguen as súas pezas desde o contacto inicial ata a entrega final.
Desde a solicitude de orzamento ata as pezas acabadas
O proceso de fabricación segue unha secuencia lóxica, aínda que os prazos varían segundo a complexidade, o volume e os seus requisitos específicos. De acordo con H&S Manufacturing , a fabricación personalizada de chapa metálica abarca varias etapas distintas de produción. Isto é o que pode esperar:
-
Envío de ficheiros e contacto inicial
O seu proxecto comeza cando envía os ficheiros de deseño ao fabricante escollido. A maioría das empresas que ofrecen servizos de corte de chapa metálica aceptan formatos CAD estándar, incluídos os ficheiros DXF, STEP e IGES. Algúns servizos de fabricación rápida—como os ofrecidos por Approved Sheet Metal—proporcionan sistemas interactivos de presuposto nos que vostede carga os ficheiros e recibe o orzamento en poucas horas. Inclúa neste momento calquera nota especial sobre tolerancias, cantidades ou requisitos de acabado. -
Revisión do deseño e enxeñaría
Durante esta fase, os fabricantes analizan o seu deseño para avaliar a súa posibilidade de fabricación. H&S Manufacturing indica que isto pode incluír a creación de prototipos e a realización de estudos de viabilidade para determinar os materiais e procesos adecuados. Os equipos experimentados de empresas especializadas en corte personalizado de metais identificarán problemas potenciais: características que poden non cortarse limpiamente, raios de dobrado que poderían provocar fisuras ou tolerancias que requiran enfoques alternativos. Esta revisión colaborativa aforra tempo e diñeiro máis adiante. -
Presuposto e aprobación
Recibirá unha cita detallada que abarca os custos dos materiais, as operacións de corte, os procesos secundarios e a entrega. Algúns fabricantes de chapa metálica por corte láser ofrecen citas o mesmo día para proxectos sinxelos, mentres que os conxuntos complexos poden require varios días de revisión técnica. Unha vez que apruebe a cita e confirme as cantidades, o seu pedido entra na cola de produción. -
Adquisición e preparación dos materiais
O seu fabricante adquire o material especificado ou retíralo do inventario existente. Segundo H&S Manufacturing, os fabricantes de calidade inspeccionan os materiais en bruto en busca de defectos antes do procesamento. A chapa metálica córtase a tamaños apropiados mediante tesoiras ou equipos láser antes de comezar a operación principal de corte. -
Operación principal de corte
É aquí onde as súas pezas toman forma. Os ficheiros CAD tradúcense en instrucións de máquina que guían os láseres, xatos de auga ou antorchas de plasma por traxectorias de corte precisas. O equipo moderno opera con mínima intervención humana, aínda que operadores cualificados supervisan a calidade durante todo o proceso. Dependendo da capacidade da empresa de corte de chapa metálica e da prioridade do seu pedido, esta etapa pode levar horas para traballos sinxelos ou días para producións complexas. -
Operacións Secundarias
O corte é a miúdo só o comezo. Moitas pezas requiren procesamento adicional antes de estar completas: dobrado, soldadura, inserción de compoñentes ou montaxe. Exploraremos estas etapas cruciais en detalle máis abaixo. -
Acabado e Tratamento Superficial
Os tratamentos superficiais melloran tanto a aparencia como o rendemento. As opcións van desde simple desbarbado ata recubrimento en pó, chapado ou anodizado. O fabricante aplica os acabados especificados segundo os seus requisitos. -
Inspección de calidade
Antes do envío, as pezas pasan por verificación dimensional e inspección visual. Os fabricantes con certificacións ISO 9001 ou similares seguen protocolos de inspección documentados empregando equipos de medición de precisión. -
Embalaxe e envío
As pezas empaquetáronse para previr danos durante o transporte. Servizos exprés de empresas como Approved Sheet Metal poden entregar pezas planas cortadas a láser tan rápido como no día seguinte: faga o pedido antes das 10:00 e recibirá as pezas antes das 10:00 do día seguinte.
Que ocorre despois do corte
A operación de corte produce perfís planos, pero a maioría das pezas funcionais requiren procesamento adicional. Comprender estes servizos secundarios axúdalle a avaliar se un fabricante pode realmente entregar pezas acabadas ou só pezas cortadas que necesiten máis traballo noutro lugar.
Dobrado e conformado CNC
As pezas cortadas planas adoitan necesitar unha forma tridimensional. As prensas dobra-doras CNC empregan ferramentas de precisión para crear dobras exactas en ángulos e lugares especificados. Segundo H&S Manufacturing, o proceso de conformado utiliza prensas hidráulicas e prensas dobra-doras de control numérico por ordenador para obter resultados precisos. As operacións máis comúns inclúen dobras en V, canais en forma de U, formas de caixa e xeometrías complexas con múltiples dobras. Poden acadarse tolerancias de ±0,005 polgadas en pezas deseñadas adequadamente.
Desburrado e tratamento de bordos
As operacións de corte deixan distintos graos de rugosidade nos bordos dependendo do método empregado. O corte por láser produce normalmente bordos relativamente limpos, mentres que o corte por plasma e o corte mecánico poden deixar rebabas máis significativas. O desburrado elimina os bordos afiados que poderían causar lesións ao manipular as pezas ou interferir na súa montaxe. Os métodos van desde o esmerilado manual ata o bruñido automatizado e o acabado vibratorio.
Soldadura e unión
Cando o seu deseño require varias pezas unidas, a soldadura crea enlaces permanentes. H&S Manufacturing describe como os soldadores fusionan partes aplicando calor e presión, coas superficies metálicas quentadas que se unen e enfrían para formar xuntas fortes. A soldadura MIG, TIG e por puntos adapta-se a diferentes aplicacións e combinacións de materiais. O remachado proporciona un método alternativo de suxeición mecánica para certos conxuntos.
Opcións de Acabado de Superficie
Os tratamentos de acabado protexen as pezas e melloran a súa estética. As opcións máis comúns inclúen:
- Revestimento en po: Un proceso de aplicación electrostática seca que produce acabados duradeiros e atractivos en practicamente calquera cor
- Pintura: Revestimentos base auga ou solvente pulverizados en unha ou máis capas para proteción contra a corrosión e aspecto visual
- Revestimento: Procesos de galvanizado ou sen electrodeposición que aplican capas finas de metal para mellorar a dureza, resistencia á corrosión ou condutividade
- Anodizado: Un proceso electroquímico que crea capas protectoras de óxido en pezas de aluminio
Instalación e Montaxe de Hardware
Muitos fabricantes ofrecen servizos llave en man, incluída a inserción de fixadores PEM, as fresas roscadas e a montaxe de compoñentes. Isto consolida a súa cadea de suministro: en vez de xestionar por separado fornecedores de corte, acabado e montaxe, unha única empresa especializada en corte de metais personalizado encárgase do paquete completo.
Traballar cun fabricante que ofrece servizos secundarios integrais simplifica a súa cadea de suministro e reduce a carga de coordinación para o seu equipo.
Comprender este fluxo de traballo completo axúdalle a establecer expectativas realistas sobre os prazos e a preparar proxectos que avancen de forma eficiente a través da produción. Pero antes de presentar esa primeira solicitude de orzamento, asegúrese de que os seus ficheiros de deseño e especificacións están adecuadamente preparados —o que nos leva ás mellor prácticas na preparación de proxectos.
Preparando o seu proxecto para servizos de corte de metais
Atopaches a tecnoloxía de corte adecuada, identificaches o voso material e entendes o fluxo de traballo de fabricación. Pero aquí é onde moitos proxectos se estancan: ficheiros de deseño incompletos ou incorrectamente formatados. As empresas personalizadas de chapa cortada reciben centos de solicitudes de orzamento, e as que teñen documentación completa e precisa pasan ao principio da cola, mentres que outras son devoltas para aclaracións.
Dedicar tempo a preparar axeitadamente o voso proxecto aforra días (ás veces semanas) de comunicacións de ida e volta. Sexa que esteades a traballar con unha empresa personalizada de corte de metal CNC para compoñentes de precisión ou cun fabricante de alto volume para producións en serie, estes pasos de preparación aplícanse universalmente.
Preparando os teus ficheiros de deseño
Os vosos ficheiros CAD son os planos que dirixen todo o proceso de fabricación. Segundo RapidDirect, os ficheiros CAD conteñen os detalles necesarios sobre as características, dimensións e xeometría dunha peza; son a estrutura base para o proceso de mecanizado CNC.
A maioría das empresas de chapa metálica personalizada aceptan varios formatos de ficheiro estándar, aínda que as preferencias varían. Aquí están os formatos que deberías ter preparados:
- STEP (.STP): O estándar ouro para modelos 3D. Os ficheiros STEP ofrecen unha excelente conservación da xeometría e funcionan en prácticamente todos os sistemas CAD e CAM. Se vas presentar un só formato, que sexa este.
- DXF (.dxf): Ideal para operacións de corte 2D. Os ficheiros DXF definen patróns planos con claridade e son universalmente aceptados para cortes con láser, por auga a presión e por plasma.
- IGES (.igs): Un formato máis antigo pero aínda amplamente utilizado, especialmente para modelos de superficie e sistemas antigos. IGES manexa ben os debuxos en arames (wireframes) e 2D.
- Formatos nativos de CAD (.SLDPRT, .PRT, X_T): Os ficheiros de SolidWorks, Siemens NX e Parasolid manteñen o historial completo do deseño e os datos paramétricos, o que resulta útil cando a túa empresa de corte personalizado de chapa metálica utiliza software compatible.
RapidDirect observa que os ficheiros STP e X_T son coñecidos polas súas precisas capacidades de modelado sólido, o que é esencial para manter a exactitude dimensional durante a xeración da traxectoria da ferramenta. Cando teña dúbidas, exporte o seu deseño como un ficheiro STEP xunto co seu formato nativo para asegurar a compatibilidade.
Lista de verificación para a preparación de ficheiros
Antes de enviar esa solicitude de orzamento, verifique estes detalles críticos:
- Confirme as unidades: As unidades non coincidentes (polgadas frente a milímetros) provocan que as pezas cheguen cunha escala incorrecta. Comprobe dúas veces a configuración da súa exportación.
- Inclúa os patróns planos: Para pezas dobradas, proporcione o deseño do patrón plano ademais do modelo 3D.
- Separe as pezas en ficheiros individuais: Os conxuntos con múltiples pezas deben descompoñerse en ficheiros de compoñentes independentes para unha valoración clara.
- Elimine a xeometría duplicada: As liñas superpostas confunden as máquinas de corte e poden provocar cortes duplicados.
- Peche todos os contornos: As rutas abertas ou ocos na xeorrexía impiden un corte axeitado—asegúrese de que todas as formas estean completamente pechadas.
Detalles de especificacións que importan
Os ficheiros soños non conteñen toda a historia. segundo LTJ Industrial , a documentación clara é fundamental para obter un orzamento preciso de fabricación—debuxos detallados, especificacións precisas e ficheiros CAD completos reducen malentendidos e custos inesperados.
Ao contactar empresas personalizadas de corte de metal CNC, proporcione estas especificacións desde o inicio:
- Tipo e grao do material: Especifique con exactitude—"acerio inoxidable 304" en vez de só "inoxidable". Inclúa designacións de aleacións, condicións de temple e certificacións requiridas.
- Espesor do material: Indique o grosor exacto en calibre ou decimal (por exemplo, "0,125 polgadas" ou "calibre 11").
- Cantidade requirida: Inclúa cantidades de prototipos, producións iniciais e volumes anuais estimados se for aplicable.
- Requisitos de tolerancia: De acordo co SendCutSend , as tolerancias de corte son normalmente ±0,005" para a maioría dos materiais—se precisa especificacións máis estritas, indíquenas expresamente.
- Requisitos de acabado superficial: Especifique se necesita recubrimento en pó, anodizado, chapado ou valores específicos de rugosidade superficial.
- Operacións Secundarias: Listar os requisitos de dobrado, roscado, avellanado, inserción de ferraxería ou montaxe.
- Cronograma de entrega: Os pedidos acelerados requiren aviso previo: inclúa a data de entrega desexada.
Erros comúns que atrasan os proxectos
Incluso os enxeñeiros experimentados cometen estes erros. Evítanos e o seu proxecto avanzará máis rápido:
- Especificacións ausentes dos furos: Se os furos necesitan rosca ou avellanado, indique o tamaño e o tipo. SendCutSend recomenda usar táboas de roscado para debuxar furos do tamaño correcto durante o proceso de deseño.
- Características demasiado próximas aos bordos: SendCutSend recomenda manter os furos a unha distancia mínima de 1X o seu diámetro respecto dun bordo e as ranuras a unha distancia mínima de 1,5X a súa anchura respecto dos bordos ou doutras características cortadas. O incumprimento destas directrices debilita as pezas e pode facer que non sexan cortables.
- Ponte insuficiente: A distancia entre características cortadas non debe ser inferior ao 50 % do grosor do material; preferiblemente, de 1X a 1,5X o grosor para garantir a resistencia.
- Omisión da información sobre dobras: Para as pezas conformadas, especifique a dirección do dobrado, o radio de dobrado e a secuencia de dobrado se é crítico.
- Esquecendo os descontos por cantidade: Se posiblemente poida pedir cantidades maiores máis adiante, solicite agora prezos escalonados. Os custos de preparación repartidos entre máis unidades reducen dramaticamente o prezo por peza.
Planificar con antelación e coñecer as tolerancias de corte para o material escollido acelerará o proceso de deseño e garantirá que as súas pezas estean listas para actuar tan pronto como saian da caixa.
Investir trinta minutos na preparación adecuada do proxecto pode salvar días de retrasos. Con ficheiros completos e especificacións claras á man, está listo para avaliar posibles socios de fabricación —o que require comprender que é o que separa as empresas excepcionais de corte personalizado de chapa metálica das mediocres.

Como escoller a empresa axeitada de corte de metais
Os teus ficheiros de deseño están listos, as especificacións están documentadas e comprendes o fluxo de traballo de fabricación. Agora chega unha decisión que afecta todo, desde a calidade das pezas ata a fiabilidade da entrega: ¿que socio de fabricación merece o teu negocio? Con miles de buscas diarias de empresas de corte de metal preto de min, as opcións poden resultar abrumadoras.
Elixir o socio incorrecto leva a incumprimento de prazos, pezas rexeitadas e problemas na cadea de suministro. Elixir o correcto? Ganas un aliado de fabricación que anticipa problemas, suxire melloras e entrega de forma consistente. Analicemos os criterios que distinguen aos fabricantes excepcionais do resto.
Adequar as capacidades da empresa ás túas necesidades
Non todos os fabricantes se axustan a cada proxecto. De acordo con MarcTech Industries , antes de seleccionar unha empresa de fabricación de metais, é fundamental comprender claramente as túas necesidades específicas, incluídos o tipo de produto, cantidade, requisitos de personalización, cronograma e restricións orzamentarias.
Comece a súa avaliación con estas preguntas fundamentais:
- O seu equipo cumpre os seus requisitos? Unha busca de empresas de corte láser de metal preto de min pode devolver ducias de resultados, pero non todos os láseres son iguais. Verifique se teñen niveis de potencia adecuados para o grosor do seu material e para a tecnoloxía específica de corte que require o seu proxecto.
- Poden xestionar o seu volume? Algunhas talleres destacan nos prototipos e nas series curtas, mentres que outras están optimizadas para cantidades de produción. Unha discrepancia nas expectativas de volume xera friccións por ambos os lados.
- Ofrecen os servizos secundarios necesarios? Se as súas pezas requiren dobrado, soldadura, acabado ou montaxe, traballar cun fornecedor de fonte única simplifica a súa cadea de suministro e reduce a sobrecarga de coordinación.
- Cal é a súa experiencia no sector? MarcTech fai énfase na procura de proveedores con experiencia substancial no seu sector ou aplicación específicos. Un fabricante experimentado en compoñentes aeroespaciais entende requisitos diferentes dos dun fabricante centrado no traballo metálico arquitectónico.
Ao buscar unha empresa de corte láser de metais preto de min ou unha empresa de corte de chapa metálica preto de min, non considere só a distancia. Un fabricante situado a 200 millas de distancia, pero con capacidades idóneas, supera frecuentemente a un taller local que se ve forzado a saír dos seus límites de experiencia.
Certificacións de calidade que importan
As certificacións ofrecen probas obxectivas de que un fabricante implantou controles de calidade sistemáticos. Aínda que non todos os proxectos requiren proveedores certificados, comprender o significado destas acreditacións axuda a avaliar adecuadamente os servizos das principais empresas de corte de metais.
ISO 9001 representa o estándar básico de xestión da calidade. Confirma que a empresa dispón de procesos documentados, leva a cabo auditorías internas e mantén rexistros de calidade. A maioría dos fabricantes profesionais posúen esta certificación.
IATF 16949 basease na ISO 9001 con requisitos específicos para o sector automobilístico. Se está adquirindo compoñentes para vehículos, esta certificación indica que o fabricante comprende a planificación avanzada da calidade do produto (APQP), os procesos de aprobación de compoñentes de produción (PPAP) e a documentación rigorosa que demandan os fabricantes de equipos orixinais (OEM) do sector automobilístico.
AS9100 aborda os requisitos do sector aeroespacial e da defensa, engadindo controles para a trazabilidade, a xestión de configuración e os requisitos de transmisión aos fornecedores que imponen os principais contratistas aeroespaciais.
ISO 13485 aplícase á fabricación de dispositivos médicos, abarcando controles de deseño, xestión de riscos e requisitos de esterilidade específicos para aplicacións sanitarias.
Segundo KAL Manufacturing, os fabricantes por conta terceira de renome mantén sistemas formais de trazabilidade, documentación de inspección e certificacións (como as normas ISO, AS9100 ou o cumprimento dos requisitos ITAR) que proporcionan a garantía de calidade necesaria nos entornos de produción.
Talleres de traballo frente a fabricantes por conta terceira: comprender a diferenza
A súa elección entre un taller tradicional e un socio de fabricación por contrato afecta ao prezo, á capacidade de resposta e ao potencial de relación a longo prazo.
Talleres de traballo normalmente centranse na produción de pequenas series ou pezas únicas. KAL Manufacturing explica que estes talleres aceptan encargos mediante orzamentos individuais, tratando unha gran variedade de pezas sen moita continuidade entre os diferentes traballos. Están deseñados para a flexibilidade, non para a repetición.
Se precisa un único prototipo ou unha pequena cantidade de soportes personalizados, un taller de traballo pode ser rentable e rápido. Con todo, pode que non estea estruturado para liberacións programadas, seguimento do control de calidade ou programas de inventario que requiren os entornos de produción máis grandes.
Fabricantes por contrato están deseñados para produción reproducible e relacións a longo prazo. Ofrecen sistemas máis robustos para programación, garantía de calidade, manexo de materiais e documentación. Segundo KAL Manufacturing, un fabricante por contrato non é só un fornecedor — é un socio de produción que traballa co teu equipo para satisfacer a demanda prevista, xestionar revisións de pezas e axustar os cronogramas de entrega ás túas operacións.
Características clave a considerar:
- Talleres por encomenda: Cotización rápida, capacidade flexible para traballos variables, cantidades mínimas de pedido, relacións baseadas en proxectos
- Fabricantes por contrato: Producción programada, previsións e programas de inventario, sistemas de calidade documentados, integración na cadea de suministro
Comparación de factores de selección
Utiliza esta comparación para avaliar posibles socios de fabricación segundo os requisitos do teu proxecto:
| Factor de selección | Taller tradicional por encomenda | Servizo de fabricación en liña | Fabricante por contrato |
|---|---|---|---|
| Certificacións típicas | ISO 9001 común; varía segundo o sector | ISO 9001 típica; limitada especificidade sectorial | ISO 9001, AS9100, IATF 16949, ITAR, segundo proceda |
| Tiempos de entrega | Variable; depende da carga de traballo actual | Rápido (moitas veces de 1 a 5 días para cortes estándar) | Lanzamentos programados; ventás de entrega consistentes |
| Flexibilidade no tamaño do pedido | Excelente para prototipos e series pequenas | Óptimo para pezas únicas até lotes medios | Optimizado para volumes de produción repetitivos |
| Ámbito do Servizo | Cortes máis operacións secundarias selectas | Centrado nos cortes; servizos secundarios limitados | Fabricación completa, acabado, montaxe e empaquetado |
| Asistencia en ingenería | Informal; depende da relación | Retroalimentación automatizada de DFM | Colaboración de enxeñaría dedicada |
| O mellor para | Pezas únicas personalizadas, prototipos urxentes | Cortes estándar, necesidades de entrega rápida | Programas de produción, conxuntos complexos |
Consideracións xeográficas e loxísticas
A localización importa, pero quizais non do xeito que esperarías. Aínda que buscar unha empresa de corte de metais preto de min ten sentido para certas aplicacións, a xeografía debe valorarse en relación coas capacidades e o custo total.
Cando a proximidade é o máis importante:
- Pezas pesadas ou voluminosas nas que os custos de transporte dominan
- Iteracións rápidas de prototipos que requiren recollidas o mesmo día
- Proxectos que se benefician da colaboración presencial e das visitas ás instalacións
- Requisitos de entrega xusto-a-tempo con pouco ou ningún margen de tempo de antelación
Cando as capacidades superan á localización:
- Procesos especializados dispoñibles só por expertos rexionais
- Certificacións específicas do sector que non teñen as opcións locais
- Produción en volume na que os aforros por peza compensan o transporte
- Operacións secundarias complexas que requiren capacidades integradas
O mellor enfoque adoita implicar o desenvolvemento de relacións tanto con provedores locais como rexionais. As empresas locais de corte de metal próximas a min xestionan prototipos de urxencia e series curtas, mentres que os socios especializados se encargan dos volumes de produción e requisitos complexos.
A diferenza entre un taller por encargos e un fabricante por contrato radica nos sistemas e na escala. Os talleres por encargos satisfán unha necesidade transaccional. Os fabricantes por contrato apoian un proceso.
A selección do seu socio de fabricación afecta directamente ao éxito do proxecto. Tómese tempo para avaliar as capacidades, verificar as certificacións e comprender se o modelo de negocio dun provedor potencial se axusta ás súas necesidades. Unha vez identificado o socio axeitado, estará en condicións de explorar como diferentes industrias aproveitan estes servizos para aplicacións especializadas.
Aplicacións industriais para servizos de corte de metal
Xa se preguntou por que o soporte que suxeita a suspensión do seu coche ten un aspecto distinto da carcasa que protexe un marcapasos? Ambos comezan como láminas metálicas planas procesadas por especialistas en fabricación, pero o percorrido desde o material bruto ata o compoñente final varía dramaticamente segundo os requisitos do sector. Os servizos de corte de metal para empresas da construción seguen regras distintas das que aplican os fornecedores das principais empresas aeroespaciais ou dos fabricantes de dispositivos médicos.
Comprender como diferentes sectores aproveitan estes servizos de fabricación axuda a comunicar eficazmente os requisitos e a seleccionar socios con experiencia relevante. Exploraremos as aplicacións especializadas e as demandas únicas en sectores principais.
Aplicacións na fabricación automotriz
O sector automobilístico representa un dos maiores mercados para o corte preciso de metais. Desde compoñentes estruturais do chasis ata pezas decorativas de acabado, os vehículos conteñen centos de pezas metálicas fabricadas, cada unha con requisitos específicos de rendemento.
Segundo Pans Technology, a mecanización de precisión converteuse nun factor decisivo no mundo do automóbil, permitindo aos fabricantes crear pezas lixeiras que melloran a eficiencia do combustible e reducen as emisións. Co cambio da industria cara aos vehículos eléctricos, os compoñentes lixeiros converteronse en algo aínda máis crítico: a investigación de McKinsey indica que reducir o peso do vehículo só un 10% pode aumentar o alcance do VE aproximadamente un 15%.
As aplicacións automotrices típicas inclúen:
- Chasis e Compónentes Estruturais: Raís de chasis, membros transversais e soportes de reforzo que requiren altas relacións de resistencia-peso
- Brazaletes e soportes da suspensión: Pezas cortadas con precisión que deben soportar ciclos repetidos de tensión sen fallo por fatiga
- Paneis da carrocería e soportes estruturais: Compoñentes nos que a precisión dimensional afecta ao axuste, acabado e desempeño en caso de choque
- Compoñentes interiores: Estruturas de asentos, soportes do tablier e pezas decorativas que requiren acabados estéticos xunto cun desempeño funcional
- Pezas da transmisión e do grupo motopropulsor: Compoñentes mecanizados con precisión que requiren tolerancias estreitas para un funcionamento axeitado
Os fornecedores do sector automobilístico requiren normalmente a certificación IATF 16949, que demostra o cumprimento dos estándares específicos de xestión da calidade para o sector automobilístico. As empresas especializadas en troquelado de metais e os especialistas en corte por láser que prestan servizos a este sector deben manter procesos rigorosos de aprobación de pezas de produción (PPAP) e documentación de planificación avanzada da calidade de produtos (APQP).
Requisitos Aeroespaciais e de Defensa
Cando a vida das persoas depende da fiabilidade dos compoñentes a 35 000 pés, desaparece toda tolerancia ao erro. As aplicacións aeroespaciais demandan a máxima precisión e as certificacións de materiais máis estritas de todos os sectores manufactureiros.
Pans Technology informa de que o mercado global de materiais leves para a industria aeroespacial estímase que alcanzará aproximadamente os 20 700 millóns de dólares estadounidenses en 2024, un indicador claro de ata que punto este sector impulsa agresivamente as técnicas avanzadas de fabricación. O mecanizado de precisión crea estruturas lixeiras pero excepcionalmente resistentes que cumpren rigorosos estándares de seguridade sen comprometer o rendemento.
As aplicacións aeroespaciais do corte de metais inclúen:
- Compoñentes estruturais do fuseliño: Costelas, longarinas e paneis de revestimento de ligas de aluminio e titanio
- Compónentes do Motor: Superaligas de níquel resistentes ao calor que requiren técnicas especializadas de corte
- Pezas do tren de aterraxe: Compónentes de acero de alta resistencia con requisitos extremos de resistencia á fatiga
- Recipiente de Aviiónica: Carcasas de precisión con propiedades de blindaxe electromagnética
- Compóñentes de satélites e naves espaciais: Materiais exóticos con tolerancia cero á contaminación
A certificación AS9100 é esencialmente obrigatoria para os fornecedores aeroespaciais. A trazabilidade dos materiais desde a certificación da fundición ata a peza final é ineludible: cada compoñente debe poder rastrexarse ata o seu orixe por motivos de investigación de seguridade.
Fabricación de Dispositivos Médicos
As aplicacións médicas combinan requisitos de precisión con preocupacións sobre a biocompatibilidade e supervisión reguladora cuxa complexidade rivaliza co sector aeroespacial. As empresas de corte de metais por troquel e os fabricantes de precisión que sirven ao sector sanitario deben comprender tanto o contexto de fabricación como o regulador.
As aplicacións comúns en dispositivos médicos inclúen:
- Instrumentos cirúrxicos: Ferramentas de acero inoxidable e titánio cortadas con precisión, que requiren bordos sen rebabas e compatibilidade coa esterilización
- Componentes de implantes: Materiais biocompatibles cun acabado superficial medido en microinches
- Envolturas para equipos diagnósticos: Carcasas para sistemas de imaxe, monitores de pacientes e instrumentos de laboratorio
- Componentes protésicos: Pezas de titánio e aleacións especiais adaptadas personalmente, frecuentemente producidas en cantidades dunha unidade
- Dispositivos dentais: Componentes de precisión en pequena escala fabricados con aleacións resistentes á corrosión
A certificación ISO 13485 demostra o cumprimento dos requisitos de xestión da calidade para dispositivos médicos. Moitas aplicacións requiren entornos de fabricación en sala limpa e procesos de limpeza validados antes de que as pezas cheguen á montaxe.
Fabricación de Construción e Arquitectónica
Os servizos de corte de metal para empresas de construción operan no extremo oposto do espectro de precisión ca os dispositivos médicos, pero iso non significa que desaparezcan os estándares de calidade. Os compoñentes estruturais deben cumprir cos códigos de construción, mentres que os elementos arquitectónicos equilibran a estética coa durabilidade.
As aplicacións do sector da construción inclúen:
- Compoñentes estruturais de aceiro: Vigas, placas e ferraxes de unión para edificios comerciais e industriais
- Paneis arquitectónicos: Fachadas decorativas, parasoles e elementos do envolvente do edificio
- Compoñentes de CAVT: Condutos, soportes e suxeicións para equipos
- Barandás e barreiras: Compoñentes críticos para a seguridade que cumpren os requisitos de accesibilidade e os códigos de construción
- Traballo en metal personalizado: Sinalización, instalacións artísticas e elementos coa marca
As empresas de arte en metal corte con láser e as empresas de deseño en metal corte con láser adoitan servir ao segmento arquitectónico, producindo paneis decorativos, pantallas e elementos escultóricos nos que o impacto visual é tan importante como a integridade estrutural.
Produtos de consumo e electrónica
Desde carcaxes para smartphones ata electrodomésticos, os produtos de consumo requiren fabricación rentable cunha calidade estética consistente. As empresas de corte de metal que sirven a este sector equilibran a precisión coas necesidades de volume de produción.
As aplicacións típicas para produtos de consumo inclúen:
- Recintos electrónicos: Carcaxes protexidas contra interferencias electromagnéticas (EMI) para ordenadores, servidores e equipos de telecomunicacións
- Compoñentes de Electrodomésticos: Paneis, soportes e elementos estruturais para produtos domésticos
- Artigos deportivos: Estruturas para bicicletas, equipamento de fitness e material para exterior
- Compoñentes de mobiliario: Estruturas metálicas, ferraxes e elementos decorativos
- Elementos de exposición ao público: Soportes de exhibición, sistemas de estanterías e equipamento de punto de venda
Requisitos de precisión específicos do sector
Os requisitos de tolerancia varían drasticamente segundo o sector. Segundo Xometry, as tolerancias definen os límites permisibles de variación nunha dimensión física, garantindo que as características se fabrican dentro dos límites aceptables para a súa aplicación prevista.
As tolerancias estándar ISO 2768 son perfectas para moitas aplicacións na construción e no consumo. Con todo, os compoñentes aeroespaciais e médicos requiren frecuentemente especificacións da norma ISO 286, cuxos límites de tolerancia mídense en micrómetros e non en milesimas de polegada.
| Sector Industrial | Tolerancias típicas | Certificacións habituais | Consideracións especiais |
|---|---|---|---|
| Automovilístico | ±0,005" a ±0,010" estándar; máis estreitas para axustes críticos | IATF 16949, ISO 9001 | Documentación PPAP, trazabilidade dos materiais |
| Aeroespacial | ±0,001" a ±0,005" é común; submicrónica para compoñentes críticos | AS9100, Nadcap | Trazabilidade completa dos materiais, certificacións de procesos especiais |
| Dispositivos médicos | ±0,0005" a ±0,005" típico | ISO 13485, rexistro na FDA | Bioxocompatibilidade, requisitos de sala limpa, validación |
| Construción | ±0,030" a ±0,125" común | ISO 9001, certificacións AWS | Cumprimento do código, galvanizado, resistencia ás intempéries |
| Electrónica de consumo | ±0,005" a ±0,015" típico | ISO 9001 | Normas de acabado estético, apantallamento EMI |
Os requisitos de certificación de materiais tamén varían segundo o sector. As aplicacións de construcción poderían aceptar informes normais de proba de laminación, mentres que os compoñentes aeroespaciais requiren análise química completa e verificación das propiedades mecánicas para cada lote de material. Os implantes médicos requiren probas de biocompatibilidade que poden engadir meses aos prazos de cualificación do material.
Comprender estas requirimentos específicos do sector axuda a avaliar se un socio potencial de fabricación ten verdadeiramente experiencia relevante ou está alargando os seus coñecementos máis aló do seu dominio. Un taller que sobresaia no traballo metálico arquitectónico pode ter dificultades cos requisitos documentais aeroespaciais, mentres que un fabricante preciso de dispositivos médicos podería non ser competitivo en custos para produtos de consumo de alto volume.
Unha vez clarificadas as aplicacións e os requisitos do sector, a seguinte consideración crítica consiste en comprender exactamente que normas de precisión e calidade se deben esperar dos socios profesionais de fabricación.
Normas de Calidade e Expectativas de Precisión
Xa escolleu ao seu socio de fabricación e enviou os seus ficheiros de deseño—pero como pode saber que as pezas acabadas realmente cumprirán os seus requisitos? Comprender as tolerancias de precisión e os procesos de aseguramento da calidade distingue os proxectos exitosos dos ciclos frustrantes de retraballo. As empresas profesionais de corte láser de metais xogan a súa reputación na entrega constante de pezas que coincidan coas especificacións.
Vamos desmitificar o que realmente significa precisión na fabricación de metais e como comunicar de forma eficaz as súas expectativas de calidade.
Comprensión da Precisión e das Tolerancias
A tolerancia define o canto pode variar unha dimensión do seu valor nominal e aínda así ser aceptable. Segundo Xometry, as tolerancias definen os límites permitidos de variación nunha dimensión física, asegurando que as características se produzan dentro dos límites aceptables para a súa aplicación prevista.
Diferentes tecnoloxías de corte ofrecen distintos niveis de precisión. Saber o que se pode esperar evita demandas irreais e axúdalle a especificar tolerancias máis estreitas só onde realmente importan.
Os láseres de fibra acadan tolerancias que van desde ±0,001 ata ±0,003 polegadas, converténdose na opción preferida para proxectos exigentes de fabricación de metales onde a precisión é fundamental.
Isto é o que pode esperar realisticamente de cada método de corte:
- Láser de fibra: De acordo co A-Laser , os láseres de fibra entregan consistentemente tolerancias estreitas que van desde ±0,001" ata ±0,003" —o estándar ouro para traballos precisos en chapa metálica.
- Láser CO2: Adiante tipicamente tolerancias de ±0,002" a ±0,005", respeitables para a maioría das aplicacións, aínda que lixeiramente menos precisas ca os sistemas de fibra.
- Laser UV: Alcanza tolerancias sorprendentemente estreitas de ata ±0,0001" para aplicacións de micro-usinaxe que requiren precisión submicrométrica.
- Chorro de auga: Xeralmente ofrece tolerancias de ±0,003" a ±0,010", dependendo da grosor do material e da velocidade de corte.
- Plasma: Produz tolerancias máis amplas de arredor de ±0,020"—aceptables para aplicacións estruturais, pero inadecuadas para axustes de precisión.
Ao traballar cunha empresa especializada en corte láser personalizado de metais, teña en conta que tolerancias máis estreitas incrementan o custo. Especificar ±0,001" cando ±0,010" funcionaría perfectamente supón un desperdicio de diñeiro e pode alargar os prazos de entrega. Aplique os requisitos de precisión de forma estratéxica, só nas características críticas.
Garantía de calidade no corte de metais
O equipamento de precisión non significa nada sen controles de calidade sistemáticos. Segundo Fox Valley Metal-Tech , un obxectivo máis ambicioso ca o simple control de calidade é ofrecer garantía de calidade: un nivel superior de xestión proactiva —en vez de reactiva— do produto que ten lugar ao longo de todo o proceso de produción.
A empresa de servizos profesionais de corte láser de metal implementa múltiples puntos de inspección:
Verificación do material
A calidade comeza antes de que empreza o corte. Os fabricantes reputados comparan os materiais entrantes cos pedidos de compra, verifican os Certificados de Conformidade (CoC) e inspeccionan en busca de danos ou contaminación. Os materiais poden ser rexeitados en áreas de cuarentena ata que cheguen os documentos de certificación e se confirmen as especificacións.
Calibración do equipo
As pezas precisas requiren equipo calibrado. Fox Valley Metal-Tech explica que calquera equipo de medición utilizado para verificar as dimensións do produto debe ser calibrado con frecuencias especificadas segundo a certificación ISO 9001:2015. Isto inclúe a verificación diaria de péndulas e micrómetros fronte a estándares de referencia fixos, inspeccións de calibración por terceiros semanais e unha calibración anual exhaustiva dos equipos CNC.
Inspección en proceso
A verificación dimensional prodúcese ao longo de toda a produción, non só ao final. As tolerancias comúns para soldaduras de precisión e pezas mecanizadas oscilan entre .005" – .030", e verifícanse mediante paquímetros, micrómetros, galgas de altura e máquinas de medición por coordenadas (CMM).
Ensaios non destrutivos
Cando as especificacións o requiren, unha empresa especializada en corte láser de chapa metálica pode realizar ou organizar ensaios especializados, como inspección visual de soldaduras, ensaio de presión ou estanqueidade, ensaio con penetrante corante para detectar fisuras superficiais, ensaio por partículas magnéticas para materiais ferromagnéticos e ensaio ultrasónico para detectar defectos internos.
Comunicar eficazmente os seus requisitos
Unha comunicación clara prevén controversias sobre a calidade. Aquí ten como especificar os seus requisitos:
- Facer referencia a normas recoñecidas: Indicar a norma ISO 2768 para tolerancias xerais ou a ISO 286 para axustes críticos, en vez de crear especificacións propias.
- Indicar as dimensións críticas: Marcar expresamente nas súas planos as características que requiran tolerancias máis estrictas que as estándar.
- Especifique os requisitos de inspección: Se necesita informes de inspección do primeiro artigo (FAIR), datos de CMM ou informes dimensionais, indíqueo desde o principio.
- Defina o acabado superficial: Especifique a calidade aceptable das arestas, os límites de rebabas e os valores de rugosidade superficial onde a aparencia sexa importante.
A selección da tolerancia apropiada é unha decisión crítica no proceso de deseño e fabricación, xa que afecta á funcionalidade, axuste, custo e posibilidade de fabricación da peza.
Comprender estes estándares de calidade permítelle avaliar de forma eficaz aos socios de fabricación e establecer expectativas realistas para os seus proxectos. Unha vez definidos os requisitos de calidade, está preparado para dar o paso final: colaborar co fabricante axeitado para levar os seus deseños á realidade.
Colaboración con empresas de corte de metais para o seu próximo proxecto
Recorrestes as tecnoloxías de corte, as consideracións sobre materiais, os fluxos de traballo de fabricación e os estándares de calidade. Agora é o momento de sintetizar todo isto nun marco práctico que podes aplicar inmediatamente. Achar a empresa axeitada que corte metais non é cuestión de sorte, senón dunha avaliación sistemática baseada nas túas necesidades específicas.
Sexa que esteas buscando un único prototipo ou establecendo unha parcería de produción a longo prazo, o marco para tomar decisións mantense constante. Resumamos o teu aprendido en pasos accionables que permitan facer avanzar o teu proxecto.
Lista de verificación do teu socio de corte de metais
Antes de contactar con calquera fabricante, revisa esta lista de verificación completa. Segundo TMCO, seleccionar ao socio de fabricación axeitado vai máis alá de comparar orzamentos: trátase de atopar un equipo no que poidas confiar para levar a cabo a túa visión con precisión, eficiencia e consistencia.
Verificación da tecnoloxía e das capacidades
- Confirma que utilizan equipos de corte axeitados (láser, chorro de auga, plasma) para os teus requisitos de material e espesor
- Verifica as capacidades de operacións secundarias—dobre, soldadura, acabado—se as túas pezas requiren procesos ademais do corte
- Avalía a súa capacidade para xestionar os teus requisitos de volume, desde prototipos ata produción en serie
- Avalía a dispoñibilidade de soporte de enxeñaría para optimización de deseño e comentarios sobre DFM
Requisitos de Calidade e Certificación
- Verifica a certificación ISO 9001 como indicador mínimo de calidade
- Confirma certificacións específicas do sector (IATF 16949 para automoción, AS9100 para aeroespacial, ISO 13485 para médico) cando sexa aplicable
- Solicita información sobre equipos de inspección e capacidades de documentación de calidade
- Pregunta sobre os sistemas de trazabilidade de materiais e documentación de certificación
Elementos Esenciais de Preparación do Proxecto
- Prepare os ficheiros de deseño en formatos aceptados (STEP, DXF, IGES) con contornos pechados e unidades correctas
- Documente as especificacións de material incluíndo grao, grosor e calquera certificación requirida
- Identifique as tolerancias críticas e indíqueas explicitamente—non especifique en exceso cando as tolerancias estándar sexan suficientes
- Enumere todas as operacións secundarias, requisitos de acabado e necesidades de inserción de ferraxes
- Estableza expectativas realistas de cronograma en función da complexidade e o volume
Factores de Avaliación da Parcería
- Avalíe a resposta na comunicación durante o proceso de orzamento—isto predí a calidade da relación continua
- Valore se fan preguntas clarificadoras sobre a súa aplicación, o que indica compromiso real
- Considere a proximidade xeográfica para pezas sensibles ao transporte ou necesidades de iteración rápida
- Revise as referencias de clientes e a experiencia no sector relevante para o seu ámbito
Dando o seguinte paso
Cuncluída a súa lista de verificación, está listo para interactuar eficazmente con posibles socios. Segundo UPTIVE Advanced Manufacturing , a empresa de fabricación axeitada entregará pezas precisas, reducirá os prazos de entrega e ofrecerá solucións personalizadas para cada etapa do desenvolvemento do seu produto.
Este é o seu plan de acción para avanzar:
Para Proxectos de Prototipo e Desenvolvemento
Cando a velocidade e a iteración son máis importantes, priorice os fabricantes que ofrezan resposta rápida e colaboración en enxeñaría. As empresas de corte láser personalizado de metais con sistemas de orzamento instantáneo poden acelerar significativamente o seu ciclo de desenvolvemento. Busque socios que ofreza soporte integral en DFM e que poidan identificar posibles problemas de fabricación antes de comezar o corte.
Para Programas de Producción
A produción a longo prazo require criterios de avaliación diferentes. As empresas fabricantes de metais para fabricantes de equipos orixinais (OEM) e os fabricantes por conta terceira que ofrecen entregas programadas, programas de inventario e documentación consistente da calidade convértense en socios esenciais. Unha empresa de corte de metais CNC con sólidos sistemas de calidade prevén as interrupcións da cadea de suministro que desvían os cronogramas de produción.
Considere fabricantes como Shaoyi (Ningbo) Tecnoloxía do metal , o que exemplifica os estándares de calidade certificados IATF 16949 tratados ao longo desta guía. A súa combinación de prototipado rápido en 5 días, apoio integral en DFM (Diseño para Fabricación) e resposta en orzamentos en 12 horas demostra como as principais empresas OEM de corte de metais CNC aceleran as cadeas de suministro automobilísticas para compoñentes de chasis, suspensión e estruturais — desde o concepto inicial ata a produción masiva automatizada.
Construír relacións a longo prazo
As mellores parcerías de fabricación van máis aló das citas puramente transaccionais. TMCO subliña que escoller un parceiro non se trata só do proxecto actual, senón de construír unha relación a longo prazo baseada na confianza, no rendemento e en obxectivos compartidos. Unha empresa fiable de corte de metal CNC convértese nunha extensión do seu equipo de enxeñaría, suxerindo melloras e antecipando desafíos antes de que afecten ao seu cronograma.
Un parceiro de fabricación llave en man (turnkey) xestiona o seu proxecto dende o concepto ata a finalización, eliminando as ineficiencias derivadas da coordinación de múltiples fornecedores e mantendo, ao mesmo tempo, unha visibilidade completa durante toda a produción.
Agora entende como funcionan as diferentes tecnoloxías de corte, que métodos se adaptan a materiais específicos e que estándares de calidade esperar dos fabricantes profesionais. Sabe como preparar os seus proxectos para ter éxito e avaliar sistematicamente aos socios potenciais. O camiño desde a solicitude de orzamento ata as pezas rematadas está claro: o seu próximo proxecto comeza cun único contacto cun socio cualificado de fabricación que cumpra cos seus requisitos.
Preguntas frecuentes sobre empresas de corte de metais
1. Canto custa o corte de metal?
Os custos de corte de metais varían segundo o tipo de material, grosor, método de corte e complexidade. O corte por láser adoita oscilar entre 0,50 $ e 2 $ por polegada linear en chapa metálica. As tarifas por hora sitúanse xeralmente entre 20 $ e 30 $. O corte por plasma ofrece custos máis baixos por pé para materiais grosos, mentres que o corte por axet de auga ten prezos superiores debido ás súas velocidades máis lentas. Os descontos por volume reducen considerablemente o custo por peza en producións en serie, e as operacións secundarias como dobrado e acabado engaden ao custo total.
2. Fará unha ferretería o corte de metal por vostede?
As ferreterías ofrecen servizos limitados de corte de metais, normalmente restrinxidos ao corte de tubos e ao corte básico por cizallamento de materiais finos. Para a fabricación precisa de chapa metálica, formas personalizadas ou materiais máis gruesos, é necesario recorrer a empresas profesionais de corte de metais equipadas con sistemas a láser, por chorro de auga ou por plasma. Estes fabricantes traballan con ficheiros CAD, mantén tolerancias estritas e ofrecen operacións secundarias que as ferreterías non poden proporcionar.
3. Como obter unha peza de metal cortada?
Para obter o corte profesional de metais, prepare os seus ficheiros de deseño en formato DXF ou STEP, especifique o tipo e o grosor do material e póñase en contacto cunha empresa de corte de metais para solicitar unha oferta. A maioría dos fabricantes aceptan envíos de ficheiros en liña e fornecen ofertas no prazo de 12–24 horas. Inclúa os requisitos de tolerancia, a cantidade necesaria e calquera operación secundaria, como dobrado ou acabado. Para cortes sinxelos, algúns servizos de fabricación en liña ofrecen prezos instantáneos con entrega en tan só uns poucos días.
4. Cal é a diferenza entre o corte láser e o corte por plasma?
O corte por láser utiliza un feixe de luz enfocado que alcanza tolerancias de ±0,005 polgadas, ideal para materiais finos a medios que requiren precisión e bordos limpos. O corte por plasma utiliza gas ionizado sobreaquecido, procesando metais condutores grosos 3-4 veces máis rápido que outros métodos pero con tolerancias máis amplas ao redor de ±0,020 polgadas. Escolla o corte por láser para deseños intricados e axustes precisos; seleccione o corte por plasma para aceiros estruturais grosos onde a velocidade e o custo son máis importantes que a calidade do borde.
5. Que certificacións debo buscar nunha empresa de corte de metais?
A certificación ISO 9001 indica sistemas de xestión da calidade básicos. Para aplicacións automotrices, a certificación IATF 16949 demostra o cumprimento dos requisitos específicos do sector automoción, incluída a documentación PPAP. Os fornecedores aeroespaciais necesitan a certificación AS9100, mentres que os fabricantes de dispositivos médicos requiren a ISO 13485. Estas certificacións verifican que a empresa mantén procesos documentados, equipos calibrados e controles sistemáticos da calidade esenciais para industrias reguladas.