 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Tipos principais de compoñentes de matrices na fabricación moderna

RESUMO
Na fabricación, o termo "troquel" refírese a dúas ideas relacionadas. En primeiro lugar, os compoñentes de troquel son as pezas individuais dunha ferramenta—como placas de troquel, pernos guía e punzones—que traballan xuntas nunha prensa. En segundo lugar, os troqueis clasifícanse en diferentes tipos segundo a súa función e complexidade, como troqueis simples, compostos e progresivos, que determinan como cortan ou conforman a chapa metálica nun produto final.
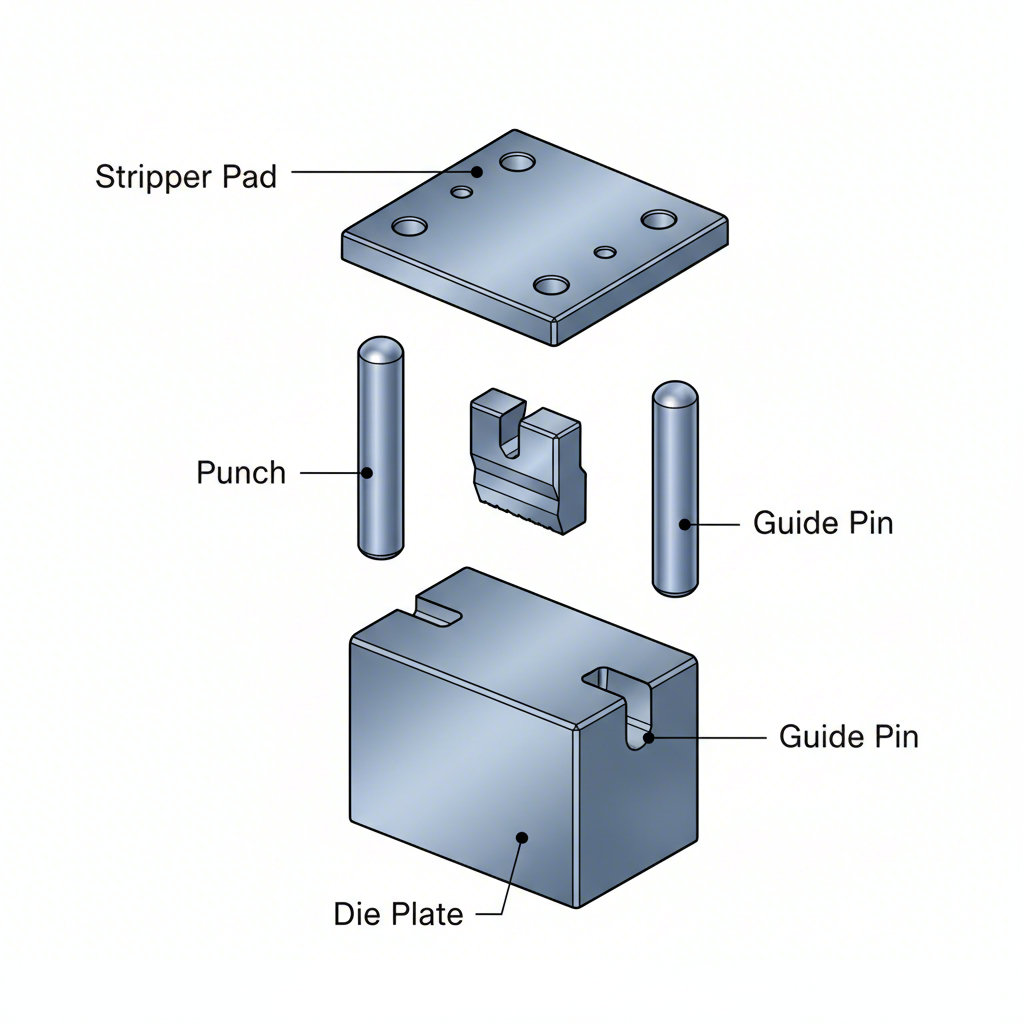
Os compoñentes fundamentais dun troquel de estampado
Un troquel de estampado é unha ferramenta de precisión empregada para cortar e dar forma á chapa metálica, e está formada por varios compoñentes esenciais que traballan de maneira conxunta. Na súa base atópanse as placas de troquel , tamén coñecidas como zapatos de troquel ou conxuntos de troquel. Estas placas grobas e planas sirven de base para montar todas as demais pezas de traballo do troquel. A súa planicidade e paralelismo son fundamentais para a precisión de toda a ferramenta. Os zapatos superior e inferior están aliñados con precisión mediante pernos guía e buxías , que garante que as dúas metades da punzón se xuntan perfectamente durante cada impacto, evitando desalineacións que poderían danar a ferramenta ou a peza que se está fabricando.
Os elementos activos da punzón son os punzóns e botóns (ou matriz da punzón). Os punzóns son os compoñentes que realizan o corte ou conformado; por exemplo, un punzón de perforación crea un furado, mentres que un punzón de embutición recorta o perfil exterior dunha peza. Estes punzóns mantéñense firmemente no seu lugar mediante retenedores . Cando un punzón penetra no material, entra nunha cavidade correspondente no bloque inferior da punzón, cortando o metal. Para evitar que o material se adhira ao punzón ao retiralo, un coxín expulsor con resorte mantiña a chapa prensada, permitindo que o punzón saia limpiamente.
Finalmente, todo o conxunto é accionado e controlado por varios outros compoñentes. Molas —que poden ser de mola, uretano ou resortes de gas nitróxeno—proporcionan a forza necesaria para os coxins de desbaste e os coxins de presión que suxeitan o metal durante as operacións de formado. Para troques que experimentan forzas significativas de lado a lado, bloques de talón e placas de talón engádense para absorber este empuxe e protexer os pernos guía contra a flexión. Segundo expertos en O Fabricante , estes compoñentes principais forman a columna vertebral de case todas as troques de punzonado, desde as máis sinxelas ata as máis complexas.
Guía completa sobre os principais tipos de troques
Alén dos seus compoñentes individuais, as troques clasifícanse en varios tipos segundo as operacións que realizan e a súa complexidade. A selección dun tipo de troque depende de factores como a complexidade da peza, o volume de produción e a eficiencia de custos. O máis fundamental é un Troquel liña (ou troquel simple), que realiza unha única operación, como curvar ou perforar, con cada golpe da prensa. Este método úsase frecuentemente para produción de baixo volume ou para crear pezas sinxelas, xa que require ferramentas menos complexas e costosas.
Para unha produción máis eficiente, os fabricantes recorren a deseños máis avanzados. Un Ferralla composta realiza múltiples operacións de corte nun só golpe da prensa nunha única estación. Por exemplo, pode punzonar un furado no centro dunha peza mentres simultaneamente embutí o seu contorno exterior, polo que é ideal para producir pezas planas como arandelas con alta precisión. En contraste, un Matriz progresiva dispón dunha serie de estacións, cada unha realizando unha operación diferente de forma secuencial. A chapa metálica, en forma de tira en rolo, introdúcese no troquel, e con cada golpe da prensa, a peza avanza á seguinte estación ata que está completa. Tal como indicou Coiro estándar , este método é excepcionalmente rápido e rentable para a produción en alto volume de pezas complexas.
Outra categoría importante é o Ferralla de transferencia , que é semellante a unha punzón progresivo pero manexa lapis separados individuais en vez dunha fenda continua. Os dedos ou brazos mecánicos transfiren a peza dunha estación á seguinte. Isto é útil para pezas grandes, como paneis automotrices, que non poden xestionarse facilmente nunha fenda. Para proxectos complexos, particularmente no sector automotriz, é fundamental colaborar cun fabricante especializado. Por exemplo, Shaoyi (Ningbo) Metal Technology Co., Ltd. destaca na creación de punzones de estampado personalizados, ofrecendo solucións de precisión para OEM e fornecedores de nivel 1 que requiren ferramentas avanzadas para a produción en masa.
| Tipo de Molde | Característica principal | Aplicación común | Complexidade/Costo Relativo |
|---|---|---|---|
| Punzón de Liña (Punzón Simple) | Realiza unha operación por cada golpe da prensa. | Producción de baixo volume, pezas sinxelas, operacións secundarias. | Baixos |
| Ferralla composta | Realiza múltiples operacións de corte nunha soa estación. | Arandelas, xuntas e outras pezas planas con alta precisión. | Medio |
| Matriz progresiva | Múltiples estacións realizan operacións secuenciais nunha fenda metálica. | Producción en alto volume de pezas complexas (por exemplo, conectores electrónicos). | Alto |
| Ferralla de transferencia | Transfere unha única peza entre múltiples estacións para operacións. | Pezas grandes como paneis de carrocería de automóbiles e carcacas de gran profundidade. | Moi Alto |
| Troquel combinado | Realiza tanto unha operación de corte como unha operación sen corte (formado/estirado) nun só movemento. | Peza que require un corte e un dobrado/formado, como pequenos soportes. | Media a Alta |
Explorando troques especializados para operacións de fabricación específicas
Máis alá das clasificacións xerais baseadas no fluxo de traballo, moitos troques reciben o nome da tarefa específica que realizan. Estes troques especializados, a miúdo de única operación, son cruciais para acadar características precisas nunha peza fabricada. Un Molde de recorte , por exemplo, está deseñado exclusivamente para cortar a forma exterior ou o perfil dunha peza dunha chapa metálica máis grande. A peza que se corta, coñecida como chapa en branco, convértese na peza de traballo para operacións posteriores. Este é a miúdo o primeiro paso nun proceso de fabricación, como cortar a forma plana dun panel de porta de coche antes de ser conformado.
En contraste, un Punzón de perforación úsase para crear furos, ranuras ou outras características internas dentro dunha peza sen afectar o seu contorno exterior. Ao contrario do punzonado, onde a peza recortada é a peza desexada, no perforado o material recortado (o xugo) descártase como refugo. As operacións de perforado poden realizarse cun troquel dedicado ou integrarse como unha estación dentro dun troquel progresivo máis grande. Tanto o punzonado como o perforado son operacións de corte fundamentais no estampado de metais, tal como se describe en varios recursos de fabricación, incluído A visión xeral de Wikipedia sobre a fabricación de troqueis .
Outros troqueis especializados centranse na conformación máis que no corte. Un Troquel de gofrado úsase para crear deseños salientes ou afondados en chapa metálica sen cambiar o seu grosor. Isto conséguese premendo o material entre un punzón e un troquel que teñen o patrón desexado, utilizado frecuentemente para logos, letras ou elementos decorativos. De xeito semellante, un Troquel de coining aplica unha presión extrema á peza, forzando o metal a fluír cara aos detalles intrincados da cavidade da troquel. Este proceso pode crear diferentes características en cada lado da peza e úsase para producir artigos que requiren un alto nivel de detalle, como moedas e medallas.
Preguntas frecuentes
1. Que é un compoñente de troquel?
Un compoñente de troquel é unha peza individual dun conxunto maior de troquel utilizado nunha prensa de punzonado. Estes compoñentes traballan xuntos para cortar ou conformar chapa metálica. Algunhos exemplos clave inclúen placas de troquel (a base), pernos e buxes de guía (para o aliñamento), punzones (que realizan o corte ou conformado) e coxins de expulsión (que retiran o material do punzón).
2. Cales son os diferentes tipos de materiais de troquel?
As matrices están feitas tipicamente de materiais moi duradeiros e resistentes ao desgaste. As máis comúns son os aceros para ferramentas, que son aliamentos especiais de ferro e carbono que poden endurecerse para conseguir resistencia e mantemento do filo. Para aplicacións de volume moi alto ou con moito desgaste, emprégase frecuentemente carburo de volframio nas seccións de corte e conformado debido á súa dureza excepcional. Outros materiais poden incluír aluminio para sapatos de matriz para reducir o peso, e bronce de aluminio para placas de desgaste e buxías para reducir a fricción.