 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Embossing vs Debossing en Pezas Automotrices: A Guía Enxeñaría
RESUMO: A diferenza fundamental para enxeñeiros do automóbil
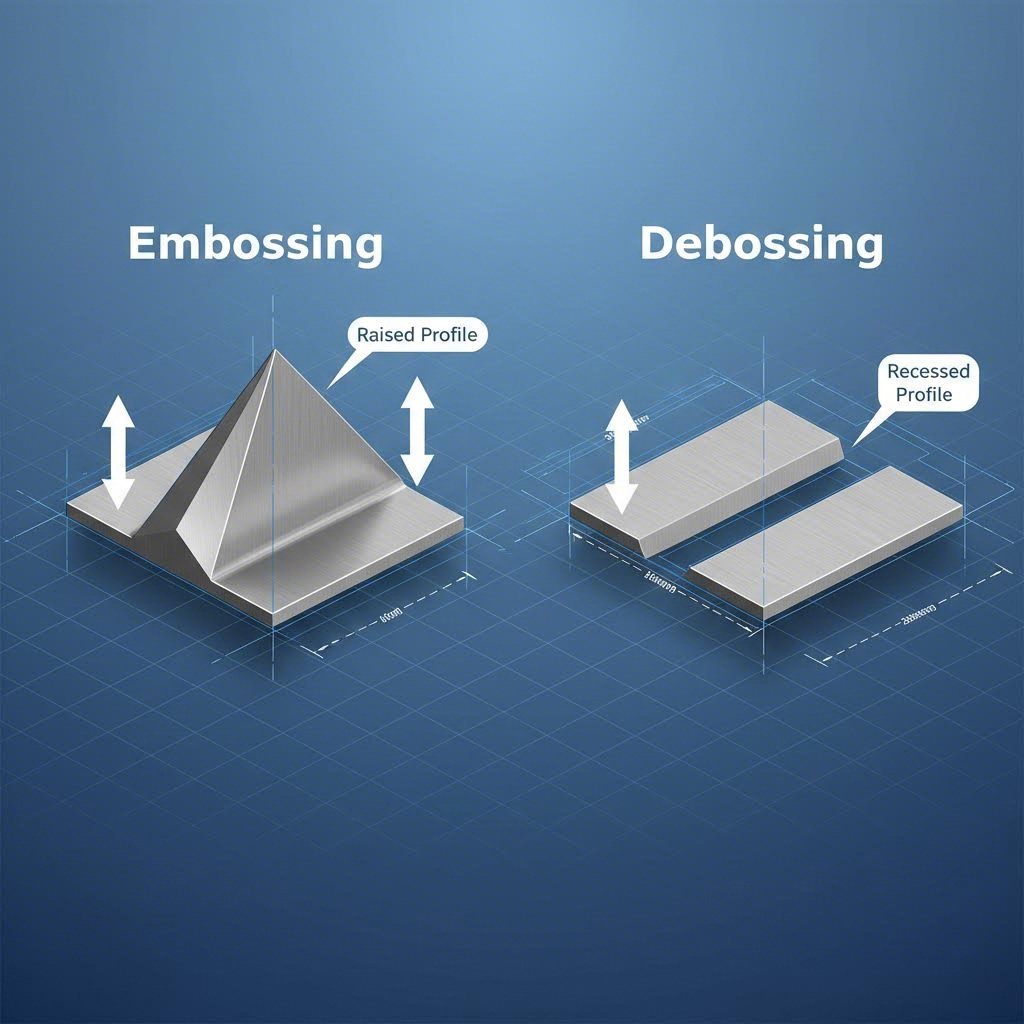
A distinción principal entre estampado e rebaixado reside na dirección do fluxo de material e na súa interacción subseguinte cos acabados automotrices. Estampado usa matrices macho e femia coincidentes para premer o material cara arriba , creando caracteres en relevo que seguen sendo lexíbeis incluso despois dunha pintura espesa, recubrimento en pó ou acumulación de suxeira. Isto converte este método no estándar para etiquetas estáticas de chasis e compoñentes de seguridade.
Polo contrario, rebaixado (moitas veces referido tecnicamente como estampado por impresión ou riscado en contextos automotrices) empuxa o material cara abaixo no substrato. Aínda que isto protexe a marca contra a abrasión superficial, é propenso a encherse de pintura ou graxa, o que reduce a lexibilidade. Con todo, o debossado—específicamente mediante peening por puntos ou riscado—é o estándar da industria para datos variables como números de identificación de vehículo (VIN) únicos porque non require conxuntos costosos de matrices fixas para cada cambio de carácter.
A mecánica da desviación do metal
Comprender a física por detrás destas marcas é fundamental para escoller a ferramenta adecuada. Na fabricación de automóbiles, a elección entre realce e rebaixe dita o espazo libre da punzón, a tonelaxe da prensa e as propiedades de fluxo do material.
Configuracións de punzón: macho fronte a femia
Estampado é un proceso con dúas punzóns. Requírese un xogo apareado: unha punzón macho (con elementos salientes) na parte inferior e unha punzón femia (con elementos afundidos) na parte superior. Cando a prensa realiza o ciclo, a chapa metálica ou o plástico forzanse entre ambas, estirando o material cara arriba. Isto require un aliñamento preciso; se o espazo entre as punzóns é excesivamente estreito, o material cizallará ou rachará; se é excesivamente ancho, pérdese definición.
Rebaixado , na súa forma industrial máis pura, tamén utiliza un xogo de punzóns macho/femia pero á inversa—empuxando a imaxe cara abaixo. Con todo, na maioría das liñas de estampado automotriz de alta velocidade, o que adoita chamarse "rebaixe" é en realidade Estampado de impresión . Isto utiliza unha punzón macho endurecida única para golpear a superficie contra unha bigornia plana. A diferenza principal está na parte traseira da peza: unha peza verdadeiramente debasada ten un reverso elevado (negativo), mentres que unha peza estampada por impresión mantense plana na parte traseira.
Fluxo de Material e Tensión
O gofrado somete o material a unha tensión de tracción considerable ao estirarse para adaptarse á altura elevada. Para aluminio automotriz (como as series 5000 ou 6000) ou acero de alta resistencia, os enxeñeiros deben calcular o porcentaxe máximo de alongamento para evitar microfendas. O debasado comprime o material, endurecendo por deformación a área localizada. Esta compresión pode realmente reforzar a peza no punto da marca, mentres que o gofrado pode crear concentracións de tensión se non ten os radios adecuados.
Marcado Funcional: Chasis, Motor e Pezas Metálicas
Para compoñentes do interior do capó e do baixo do vehículo, a batalla non trata sobre a aparencia—trátase de rastreabilidade durante o procesamento . Compónentes como escudos térmicos, paredes cortafogos e bloques do motor enfóntanse a ambientes de postprocesado hostís que determinan o método de marcase.
Lectura a través de pinturas e recubrimentos
O realce é claramente o mellor para pezas recubertas. Na montaxe automotriz, as pezas do chasis adoitan recibir un recubrimento eletrostático, imprimación e pintura despois do marcado. Se unha peza está enbaixada (indentada), a pintura flúe cara aos rebaxes, enchéndoos e facendo ilexibles os caracteres. Os caracteres en relieve, que sobresaen da superficie, permiten que a pintura flúa fora polos picos. A marca mantense nítida e lexible incluso baixo grosas capas de recubrimento protexente.
Por iso adoita verse datos estáticos—como códigos de modelo ou denominacións de plataforma nas paredes cortafogos—realzados directamente na chapa metálica. Isto garante que os datos sobrevivan á sección de pintura e a 20 anos de suxeira estradeira.
O reto dos datos variables: VINs
Aínda que o repuxado é mellor para a lexibilidade, ten un fallo fatal: o custo. O repuxado require un conxunto de matrices fixas. Para repuxar un VIN único de 17 díxitos en cada automóbil que sae da liña, necesitarías unha cabezadora numeradora rotativa complexa, lenta e cara.
Polo tanto, rebaixado (mediante peening por puntos ou raiado) é o estándar para a identificación única de vehículos. As máquinas de raiado usan un estilete de diamante ou carburo para "escribir" o VIN na estrutura metálica. Aínda que estas marcas están afundidas, aplícanse abondo fondo para sobrevivir aos revestimentos electrostáticos estándar, ou aplícanse despois pintura (require enmascaramento). Este método permite unha variabilidade infinita sen cambiar as ferramentas, unha necesidade para a produción masiva moderna.

Aplicacións estéticas: acabados interiores e marca
No interior da cabina, a intención do busca muda da durabilidade á "calidade percibida". Os deseñadores usan estas técnicas para comunicar luxo e resposta táctil.
Couro e superficies de tacto suave
Para os asentos de coiro, volantes e acabados do tablier, rebaixado (coñecido frecuentemente como estampado en quente neste contexto) crea un aspecto premium e discreto. Ao premer un troquel quente contra o coiro, as fibras comprímen-se e escurecen, creando unha depresión permanente e elegante. Prefírese ao repuxado para logos porque as áreas elevadas de coiro son propensas á abrasión e o desgaste provocado polo movemento dos pasaxeiros ao entrar e saír do vehículo.
Controis Tácteis e Comandos
Estampado domina o deseño dos comandos e botóns. Un icono en relevo nun interruptor de xanela ou dun botón de radio proporciona retroalimentación háptica crucial, permitindo ao condutor identificar o control sen apartar a vista da estrada. Nos modernos procesos de "Etiquetado por Moldurado" (IML) para interiores de plástico, o repuxado úsase para dar textura 3D a superficies táctiles que doutro modo serían planas, combinando o aspecto elegante dunha pantalla táctil coa seguridade física dun botón mecánico.
Factores Clave de Comparación (Matriz de Decisión)
Ao seleccionar unha tecnoloxía de marcas para un novo compoñente automotriz, use esta matriz para avaliar os compromisos entre custo, durabilidade e restricións de fabricación.
| Característica | Relevo (en saliente) | Entalladura / Estampado (en rebaxe) |
|---|---|---|
| Lectura coa pintura | Excelente (A pintura escorrega das crestas) | Pobre (A pintura enche os rebaxes) |
| Custo de ferramentas | Alto (Require troques macho/mello coincidentes) | Medio/Baixo (Troque único ou punzón) |
| Datos variables (VIN) | Difíciles (Numeración lenta, cabezas complexas) | Excelente (Programable por puntos con punzón/rasgado) |
| Resistente a abrasión | Baixos (A superficie elevada absorbe o desgaste) | Alto (A marca está protexida baixo a superficie) |
| Tempo de ciclo | Rápido (Golpe único con prensa) | Rápido a lento (A estampación é rápida; o rasgado é máis lento) |
Para os fabricantes que buscan cubrir a brecha entre estas decisións de prototipado e a produción en masa, Shaoyi Metal Technology ofrece solucións integrais de estampación. As súas capacidades, que van desde prototipado rápido ata prensas de 600 toneladas, permiten a integración sinxela de fluxos de traballo tanto de realce como de gravado complexo. Sexa que necesite 50 prototipos para validar un deseño ou millóns de brazos de control en produción masiva, a súa precisión certificada segundo IATF 16949 garante que os seus estándares de marcas cumpran os requisitos globais dos OEM. Pode verificar a súa gama completa de enxeñaría en Shaoyi Metal Technology Stamping Solutions .
Recomendación resumida por tipo de peza
Para finalizar a súa estratexia de fabricación, categorice as pezas segundo a súa exposición e necesidades de datos:
- Escolla o repuxado se: A peza vai ser pintada, recuberta con pó ou exposta a graxa abundante (por exemplo, placas de chasis, muros contrafogos, cárteres). Os caracteres en relevo aseguran que a información non se perda baixo capas de revestimento.
- Escolla o gravado/estampado se: A peza require números de serie únicos (VINs), ou se a superficie estará suxeita a fricción intensa (por exemplo, paneis do chan, superficies de acoplamento). A marca engravada está protexida contra raiaduras.
- Escolla o estampado térmico (gravado) se: Está deseñando pezas estéticas interiores como coiro ou vinilo. Proporciona un acabado de alta calidade que resiste ao desgaste provocado polo contacto dos ocupantes.
Reflexións finais: Escoller a impresión axeitada
En última instancia, a decisión entre estampado en relieve e engravado no sector do automóbil rara vez é unha cuestión de preferencia — é un cálculo de enxeñaría determinado polo ciclo de vida da peza. Unha marca en relieve sobrevive ao cabine de pintura; unha marca engravada sobrevive á fricción da liña de montaxe. Ao axustar o método de marcasión á exposición ambiental da compoñente e á variabilidade dos datos, garántese a trazabilidade desde o taller de prensas ata o desguace. A elección correcta evita retiros custosos debido a datos de seguridade ilexibles e mellora a calidade percibida do interior do vehículo.
Preguntas frecuentes
1. É mellor o estampado en relieve ou o engravado para pintar pezas automotrices?
O estampado en relieve é significativamente mellor para pezas pintadas. Como os caracteres están en relevo, a pintura tende a afastarse das crestas, mantendo as bordas nítidas e lexibles. No caso do engravado, a pintura acúmula-se nas concavidades, o que a miúdo as enche por completo e oculta a marca, especialmente con revestimentos automotrices grosos como o e-coat ou o antiferrugento.
2. Por que os números de VIN adoitan estar en relieve ou gravados?
Os VIN requiren datos únicos e variables para cada vehículo. O realce require un conxunto de troqueis fixos para cada carácter, o que é mecanicamente complexo e caro de cambiar en cada ciclo. O debossing (especificamente por puntos ou raiado) utiliza un estilete programábel que pode cambiar os caracteres instantaneamente mediante software, converténdoo na única opción viable para a serialización en alta produción.
3. Que proceso é máis caro para pezas metálicas?
O embutido é xeralmente máis caro en termos de ferramentas porque require un conxunto coincidente de troqueis macho e femia creados cun afastamento preciso. A estampación por impresión (unha forma de debossing) normalmente require só un troquel macho e unha bigorna plana, reducindo os custos iniciais de ferramentas. Non obstante, para datos variables, as máquinas de raiado programábeis eliminan por completo os custos de troqueis consumíbeis.