 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

O aluminio anodizado óxidase? Por que a oxidación non é o verdadeiro risco
O aluminio anodizado óxidase?
Fai óxido do aluminio anodizado ? Non. O óxido é óxido de ferro, polo que se forma no ferro e no aceiro, non no aluminio. Se se pregunta se o aluminio anodizado óxidará, a resposta é aínda non. O que pode facer o aluminio, incluso despois da anodización, é corroerse, oxidarse, manchase ou desenvolver picaduras cando o ambiente é suficientemente agresivo.
O aluminio non produce o óxido vermello do ferro, pero aínda pode sufrir corrosión que afecte á súa aparencia e, nos casos máis duros, ao propio metal.
Esa diferenza é importante porque moitas persoas, ao ver zonas opacas, empolvadas ou residuos brancos, asumen que están a observar óxido de aluminio. En termos sinxelos, normalmente non é así. O aluminio compórtase de maneira distinta ao aceiro porque a súa superficie reacciona co oxíxeno dun xeito que, con frecuencia, axuda a protexelo.
Resposta clara á pregunta: ¿Óxidase o aluminio anodizado?
O aluminio fresco forma rapidamente unha fina e dura película de óxido cando se expón ao aire. As orientacións de Kloeckner Metals describen esta capa de óxido como a razón principal pola que o aluminio resiste a corrosión. Polo tanto, ¿é o aluminio resistente á corrosión? En xeral, si. Pero resistente á corrosión non é o mesmo que inmune á corrosión. Os sales, os contaminantes e os produtos químicos agresivos poden danar esa superficie protectora e provocar ataques localizados.
Ferruxe vs Corrosión vs Oxidación en linguaxe sinxela
- Ferruxa : óxido de ferro, o produto de descomposición castaño-avermellado que se observa no ferro e no acero.
- Corrosión : o proceso máis amplo de deterioro dun metal debido ao seu entorno.
- Oxidación : unha reacción co oxíxeno. No aluminio, isto crea rapidamente unha película protectora de óxido.
- Película pasiva de óxido : a fina capa de óxido de aluminio que protexe o metal subxacente ata que o entorno a destrúe.
É por iso que a pregunta «¿é o aluminio resistente á corrosión?» adoita recibir unha resposta afirmativa condicional. O aluminio protéxese de maneira natural, pero só dentro de certos límites.
Por que o residuo branco non é o mesmo que a ferruxe
A corrosión do aluminio adoita ter un aspecto esbrancuxado, gris, opaco ou pulverulento, en vez de escamoso e vermello. Reliance Foundry mostran que o óxido de aluminio tende a formar unha capa superficial dura, esbrancuxada ou pulverulenta, non ferruxe clásica. O residuo branco pode ser un sinal de oxidación superficial ou outro cambio superficial, e non é automaticamente un sinal de fallo estrutural.
A idea clave é sinxela: o aluminio protéxese a si mesmo co óxido, e a anodización basease nese mesmo comportamento dunha maneira máis controlada.

Que é o aluminio anodizado e como o protexe
Se a primeira pregunta é que é o aluminio anodizado, a resposta máis sinxela é esta: é aluminio cuxa superficie foi deliberadamente convertida nunha capa de óxido máis espesa e controlada mediante un proceso electroquímico. Este punto é importante porque o significado de aluminio anodizado non é simplemente «aluminio cun revestimento». É aluminio cunha superficie que foi transformada.
Que implica realmente o significado de aluminio anodizado
Orientacións de fabricación de SAF e Can Art describe a anodización como un proceso electroquímico que converte a superficie metálica nunha capa duradeira de óxido anódico. Noutras palabras, que significa anodizado? Significa que a propia superficie foi crecida a partir do metal base. É por iso que este aluminio anodizado se comporta de forma distinta das pezas pintadas ou recubertas con revestimento en pó.
A anodización non simplemente recobre o aluminio. Converte a superficie exterior nunha capa protectora de óxido que forma parte do propio metal.
Como a anodización do aluminio constrúe unha capa protetora
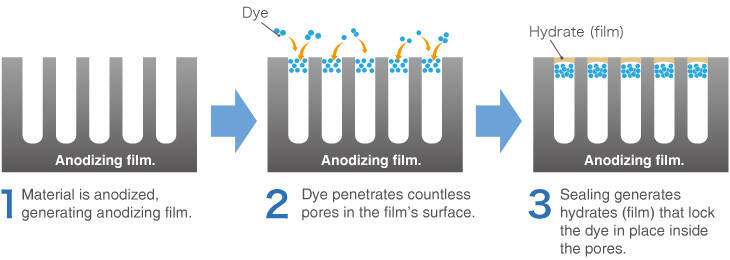
Para os lectores que preguntan que é o aluminio anodizado , o proceso resulta máis fácil de entender cando se desglosa en etapas:
- Limpar o aluminio . Elimínanse os aceites, a suxeira e os residuos da fábrica para que a superficie reaccione de maneira uniforme.
- Colocar no baño electrolítico . O aluminio convértese no ánodo do circuíto eléctrico.
- Aplicar a corrente actual o oxíxeno reacciona coa superficie e fai crecer óxido de aluminio cara fóra e cara dentro do metal.
- Crear unha estrutura porosa de óxido sAF observa que os recubrimentos anódicos conteñen moitos poros pequenos.
- Selar os poros o sellado hidrata e pecha eses poros, mellorando a resistencia química e axudando a que o acabado dure máis tempo.
Ese paso de sellado é fácil de pasar por alto, pero ten un efecto real. SAF advirte especificamente que a anodización mal sellada ten unha pobre resistencia química. Can Art tamén indica que as aproximacións á anodización poden variar, e esas diferenzas inflúen no desgaste e no rendemento fronte á corrosión. Polo tanto, a resposta a que é o aluminio anodizado non se refire só á aparência, senón tamén á calidade do proceso.
Por que o recubrimento de aluminio anodizado é distinto da pintura
An acabado de aluminio anodizado a miúdo chámaselle revestimento na fala cotiá, pero non actúa como a pintura ou o revestimento en pó. Os acabados orgánicos aséntanse sobre o metal. Poden descascarillarse, desprenderse ou esfoliarse se falla a adhesión. A anodización, pola contra, é integral ao substrato, razón pola cal SAF afirma que non pode desprenderse nin esfoliarse.
Esa diferenza obsérvase no uso real. Un rasguño na pintura pode deixar ao descuberto o metal nu baixo dunha película. Un rasguño no aluminio anodizado pode marcar ou atravesar localmente a capa convertida, pero o acabado circundante segue estando unido porque é a propia superficie do metal. O compromiso é que a protección aínda depende do grosor, do sellado e das condicións de servizo, especialmente cando entran en xogo bordos, abrasión, sal ou limpiadores agresivos.
Onde o aluminio anodizado aínda ten problemas
A durabilidade ao aire libre soa simple ata que entran en xogo o sal, a suxeira e a química. A anodización dá ao aluminio unha capa de óxido máis dura e máis grosa, polo que normalmente resiste ben o sol, a choiva e as condicións meteorolóxicas cotiás. Linetec indica que a anodización Clase I segundo a norma AAMA 611, cun grosor de 0,7 mil (18 micrómetros) ou superior, está destinada a produtos de construción para exterior e ofrece unha mellor resistencia química que a Clase II. Iso fai dela unha boa opción para servizos normais ao aire libre, pero non é unha garantía absoluta en todos os ambientes.
Onde o aluminio anodizado desempeña ben ao aire libre
Na exposición exterior ordinaria, o acabado retarda do aluminio ao dificultar que o ambiente chegue ao metal subxacente. Se vostede se pregunta corroerá o aluminio ao aire libre, a resposta sincera é sí, pode facelo, pero as pezas anodizadas ben especificadas resisten eficazmente a corrosión na maioría das condicións meteorolóxicas. As zonas secas do interior, os ambientes urbanos moderados e as superficies que se limpan con auga de chuvia son xeralmente moito menos esixentes ca as liñas de costa, as zonas de salpicadura ou a caída de contaminantes industriais pesados. Para moitas aplicacións, a anodización ofrece unha protección útil contra a corrosión do aluminio e o tipo de protección contra a corrosión do aluminio que os compradores esperan dun acabado de baixa manutención.
As recomendacións de manutención de Linetec tamén indican que as necesidades de limpeza aumentan nas zonas industriais pesadas, nas rexións costeiras brumosas e nos lugares abrigados onde os depósitos permanecen máis tempo. Isto é importante porque un acabado pode funcionar ben na cara exposta dunha peza, pero volverse máis vulnerable nas zonas onde a suxeira, a condensación ou os sales queden atrapadas.
Cando os cloretos e os limpiadores agresivos causan corrosión
É aquí onde aparecen os límites. Hidráulicos describe a corrosión por picaduras como o tipo máis común de corrosión no aluminio e afirma que é clásica en auga mariña e ambientes húmidos onde hai sal presente. As sales baseadas en cloretos e sulfatos son especialmente importantes, e as sales ácidas ou alcalinas poden aumentar a taxa de corrosión por picaduras. Linetec engade que incluso os acabados anodizados duradeiros poden danarse por ácidos fortes, materiais moi alcalinos, morteiro, ácido muriático e ferramentas moi abrasivas.
- Aire mariño, esprais de auga mariña e sales desoxidentes
- Locais húmidos e ricos en sal con ciclos repetidos de humidade e sequía
- Caída industrial e augas residuais contaminadas
- Morteiro, cemento salpicado, xeso e limpiadores para albañaría
- Limpiadores fortemente ácidos ou moi alcalinos
- Superficies aquecidas polo sol expostas a limpiadores reactivos
- Ranuras, bolsas ou formas que atrapan humidade
- Fricción abrasiva, raspaduras metálicas e desgaste superficial
Esas condicións non garanten o fallo, pero si aumentan a probabilidade dun ataque localizado. En moitos casos reais, o primeiro sinal é a aparición de pequenas picaduras, manchas ou unha superficie áspera, en vez dunha perda drástica de sección.
Por que a resistencia á corrosión do aluminio ten límites reais
Boa resistencia á corrosión do aluminio é real. Simplemente non é ilimitada. Hydro observa que as picaduras ao aire libre adoitan alcanzar só unha fracción menor do grosor do metal, polo que o problema é frecuentemente estético antes de converterse en estrutural. Aínda así, o ataque é local e aleatorio, o que fai máis difícil xulgar a corrosión só pola súa aparencia. Unha parte visible pode volverse inaceptable moito antes de debilitarse.
É por iso que as exposicións severas requiren eleccións conservadoras. Empregue a clase de acabado axeitada para o ambiente. Evite produtos químicos agresivos. Proxecte para facilitar o esgotamento en vez de crear trampas para a auga. Lave o sal e os residuos da construción antes de que se sequen. En termos sinxelos, o aluminio anodizado é aluminio resistente á corrosión en moitos entornos ao aire libre, pero non é resistente ao cloruro, á abrasión nin inmune a un mal mantemento. O punto feble é, con frecuencia, un lugar específico da peza, non toda a superficie, e iso fíxase incluso máis evidente cando aparecen raios, bordos cortados e furos taladrados.
Desgástase a aluminio anodizado despois de raios?
Unha superficie anodizada resistente non é invencible. A fricción repetida, o impacto, o corte ou a perforación poden danala localmente. O punto clave é que a área anodizada circundante xeralmente permanece intacta porque a capa crece a partir do propio aluminio, non se aplica como unha pintura. Polo tanto, un revestimento de aluminio anodizado non falla normalmente por descascaramento xeral, pero as zonas desgastadas poden deixar ao descuberto o metal nu e converterse en puntos febles locais.
Desgástase o aluminio anodizado ou mantén a súa protección?
En condicións normais de servizo, o acabado mantén a súa protección durante moito tempo. Baixo abrasión, non obstante, o acabado anodizado no aluminio pode ser rascado, afinado ou desgastado nos puntos de alto contacto, como as pistas de deslizamento, as zonas de suxeición, as manetas ou os asentos dos elementos de fixación. O Preguntas frecuentes sobre AAC indica que un recubrimento duro rascado ou aberto con ranuras ás veces pode repararse, pero se o metal base resultou afectado, o propio substrato debe repararse mecanicamente. Esta é a resposta práctica a desgástase o aluminio anodizado : non como unha pintura que se descasca, nin en todas partes ao mesmo tempo, pero si, pode producirse unha perforación local.
O que cambia un rascado nas superficies planas
Nunha cara plana ampla, unha marca lixeira pode ser principalmente estética. Se o rascado só modifica a cor ou o brillo, gran parte da barrera aínda está a cumprir a súa función. O risco cambia cando a marca atravesa o óxido e revela aluminio novo. Isto non significa que o dano se propague invisiblemente baixo o acabado, pero si que a protección se perdeu nese punto exacto. As recomendacións de mantemento de Light Metals Coloring aconsellan observar as áreas comprometidas en busca de picaduras, descoloración e textura áspera.
| Profundidade do raso | Síntomas visibles | Protección restante | Resposta recomendada |
|---|---|---|---|
| Rasguño superficial | Embotamento, lixeiro cambio de cor, tacto liso | A maioría da capa anodizada permanece intacta | Limpar, enxaguar e supervisar |
| Rasguño superficial | Liña fina, lixeira textura, sen metal brillante evidente | O acabado circundante segue protexendo; a barrera local pode estar reducida | Manter limpo e inspeccionar para detectar cambios |
| Rasguño ou escoriación que atravesa a capa protetora | Aluminio brillante, ranura áspera, marca que atrapa suco | Metal base exposto no punto danado | Valorar a reparación, especialmente ao aire libre ou preto do sal |
| Desgaste repetido ata atravesar | Marcas de fricción irregulares nos puntos de contacto, nas esquinas ou nas zonas de deslizamento | Perdida de protección onde a fricción continúa eliminando material | Reducir o contacto, illar os elementos de ferraxería e avaliar as opcións de reparación |
| Corte ou furo taladrado despois do acabado | Metal novo na beira, bordo afiado, superficie interior sen acabar | Sen protección anódica na nova superficie cortada | Desbarbar, protexer se é necesario e inspeccionar regularmente |
Por que as bordas cortadas e os furos taladrados requiren atención adicional
As bordas e as características mecanizadas compórtanse de forma distinta das superficies planas. Un extremo cortado con serra ou un furo taladrado no campo despois do acabado é aluminio descuberto nesa nova superficie. Por contra, os furos realizados antes da anodización poden recubrirse, e AAC indica que a anodización incluso modifica as dimensións porque o óxido crece parcialmente cara ao interior e parcialmente cara ao exterior. É por iso que a secuencia de fabricación resulta fundamental. As bordas afiadas, os extremos cortados e os bordos dos furos tamén soen sufrir desgaste localizado durante a manipulación e o montaxe, polo que a corrosión do aluminio anodizado é máis probable que aparezca primeiro neses puntos se se acumula humidade ou sales.
Para pezas de alto valor ou difíciles de retirar, AAC describe tamén a anodización con cepillo como un método portátil de reparación que pode restablecer a continuidade sobre unha área danada. Aínda así, non todas as marcas requiren reparación. O paso máis intelixente inicial é unha inspección minuciosa.
- Busque exposición metálica brillante en rascos, bordos e extremos cortados.
- Sinta a rugosidade, as covas ou as bordas salientes en vez dunha marca cosmética lisa.
- Comprobe as zonas de deslizamento, os asentos dos elementos de unión e os puntos de suxeición para detectar desgaste repetido.
- Inspeccione os furos taladrados e as bordas cortadas despois de calquera modificación no campo.
- Observe se a descoloración permanece estable ou continúa a estenderse desde o metal exposto.
Se unha marca permanece lisa e inalterada, pode ser principalmente estética. Se se volve áspera, profunda ou cova, o problema xa superou a mera aparência. É nese momento cando comeza a verdadeira avaliación: distinguir entre un desgaste superficial inofensivo e danos que indiquen perda activa de material.
Como distinguir o desgaste cosmético do dano real
Unha inspección minuciosa é importante porque non toda marca pálida significa que o metal estea sendo corroído activamente. As persoas que preguntan ¿oxida o aluminio? xeralmente están observando un embotamento, manchas ou descoloración, non ferruxa verdadeira. MetalTek indica que o aluminio non ferra porque non contén ferro, mentres que Auto Technology explica que a corrosión do aluminio adoita ter unha aparencia clara ou branca, en vez de laranxa-avermellada.
O aluminio anodizado manchado, empolvado ou opaco pode ter mala aparencia, pero aínda así non ferra como o aceiro.
Cambios estéticos que non significan ferruxe
Muitas manchas brancas ou nubladas son problemas superficiais ou oxidacións leves, non perda profunda de metal. Products Finishing indica que as manchas brancas no aluminio anodizado son frecuentes e non teñen sempre a mesma causa. Algúns defectos forman parte do revestimento anódico, mentres que outros simplemente están na superficie. A contaminación da auga de enxaguado, os cloretos, a química de proceso atrapada, as condicións de tintura, os residuos de sellado e a mancha provocada por fulles cáusticas poden deixar marcas pálidas que parecen peores do que realmente son.
É por iso que as buscas de aluminio ferruxento ou aluminio ferruxento reflicten con frecuencia unha confusión visual. Un panel opaco ou un residuo branco pode ser feo, pero non é automaticamente un sinal de fallo.
Sinais de corrosión real do aluminio
Os sinais de aviso cambian cando a superficie se volve áspera, fortemente localizada ou máis profunda co tempo. Auto Technology describe a corrosión por picaduras como pequenas cavidades profundas causadas por un ataque localizado de cloretos. A mesma fonte indica que a corrosión por fendas desenvólvese en espazos estreitos onde se acumulan humidade e contaminantes. Eses patróns merecen máis atención ca unha neblina uniforme ou unha mancha estable.
| Condición | O que o usuario pode observar | Causa Probable | Principalmente estético ou potencialmente estrutural |
|---|---|---|---|
| Atenuación xeral ou perda de brillo | Aparencia plana, desbotada ou lixeiramente empoeirada | Envellecemento normal ou oxidación lixeira da superficie | Principalmente estético |
| Puntos brancos ou residuos | Pechinchas pálidas, zonas nubladas ou manchas lixeiras | Problemas coa auga de enxaguado, cloretos, residuos de corantes ou selantes, químicos atrapados ou depósitos na superficie | A miúdo cosmético, pero inspeccione se é áspero ou se se espalla |
| Manchas de auga ou manchado lixeiro | Marcas irregulares con pouca ou ningunha variación na textura | Depósitos deixados na superficie despois da exposición ou secado | Principalmente estético |
| Feridas | Cavidades puntuais, sensación áspera, ataque localizado | Corrosión impulsada por cloretos | Potencialmente estrutural se se aprofunda |
| Ataque nas bordas ou danos en fendas | Perda notable de metal nas bordas, xuntas ou debaixo dos elementos de unión | Humidade e contaminantes atrapados en zonas estreitas | Potencialmente estrutural |
Cando os danos na superficie se converten nunha preocupación estrutural
Por iso, o aluminio é a prova de ferruxe ? Non no sentido absoluto. Non pode formar ferruxe de ferro, pero sí pode corroerse. O limiar práctico é sinxelo: a descoloración estable é xeralmente un problema estético, mentres que as picaduras en expansión, a rugosidade e o ataque profundo nas bordas ou furos indican perda activa de material. Se unha marca vai profundizando cada vez máis, atrapa residuos ou se espalla desde unha zona exposta, merece unha avaliación máis detallada.
Os leitores que buscan aluminio ferruxento normalmente están intentando tomar esa mesma decisión. Unha vez que poidas interpretar correctamente a superficie, as comparacións entre aluminio sen tratar, acabados anodizados, sistemas pintados, revestimentos en pó e aceiro inoxidable resultan moito máis útiles.
Aluminio anodizado fronte a aluminio e aceiro inoxidable
As pistas superficiais só revelan parte da historia. Cando os compradores comparan acabados, o que realmente queren saber é que material lles ofrece a mellor marxe antes de que as manchas, os riscos ou a exposición á sal se convertan en corrosión real. Iso fai que aluminio anodizado vs aluminio só unha parte da decisión. A visión global inclúe tamén aluminio pintado, aluminio recuberto con revestimento en pó e aceiro inoxidable.
Aluminio anodizado fronte a aluminio no servizo diario
No día a día comparación entre aluminio e anodizado , ambos os materiais conservan a vantaxe básica do aluminio: non forman ferruxa vermellos de ferro. O aluminio sen tratar xa se protexe cunha película natural de óxido, pero pode embotarse, manchárase ou picarse en condicións máis agresivas. A anodización reforza esa superficie dunha maneira controlada. Os datos de INCERTEC amosan que a anodización convencional pode elevar a dureza superficial de aproximadamente 38 a 44 HRC no aluminio sen anodizar ata uns 48 a 55 HRC, mentres que a anodización de capa dura pode acadar uns 60 a 70 HRC. En termos prácticos, iso normalmente significa unha mellor resistencia ao desgaste, unha mellor conservación da aparencia e un acabado metálico máis duradeiro.
Polo tanto, a verdadeira elección é sinxela. O aluminio sen tratar adoita ser a opción de base máis lixeira en custo. O aluminio anodizado engade unha superficie máis resistente e normalmente mantén a súa aparencia durante máis tempo en servizos ao aire libre ou de alto contacto.
Aluminio pintado e recuberto con pólvora comparado
A cor cambia a ecuación. Se desexa un acabado metálico, a anodización segue sendo unha opción sólida. Se desexa maior liberdade de cores, os sistemas pintados e recubertos con pólvora ascenden na lista. As recomendacións para exterior de MaidaTech sitúan tanto a anodización como o recubrimento en pólvora entre os acabados que axudan ao aluminio a resistir mellor no exterior, e cualifícaos ambos como excelentes en canto a durabilidade. A mesma fonte sitúa a anodización nun custo medio, cun acabado mate ou metálico, mentres que o recubrimento en pólvora ofrece un acabado coloreado a un custo baixo ou medio.
Dito isto, estes acabados non envellecen exactamente do mesmo xeito. A anodización forma parte da superficie de aluminio, polo que non se descasca como unha película aplicada. As pezas pintadas e recubertas con pólo dependen máis do estado da barrera engadida nas raias, choques e bordos. Se a uniformidade da aparencia e a coincidencia de cores son o máis importante, os recubrimentos aplicados poden resultar atractivos. Se o que importa máis é a aparencia metálica a longo prazo e a tolerancia ás raias, a anodización adoita parecer máis resistente na teoría.
Anodizado duro fronte a acero inoxidable para eleccións contra a corrosión
Anodizado duro fronte a acero inoxidable é unha compensación clásica. INCERTEC indica que o aluminio anodizado ten aproximadamente un tercio do peso do acero inoxidable. MaidaTech enumera densidades de arredor de 2,7 g/cm³ para o aluminio e de arredor de 8 g/cm³ para o acero inoxidable. Esa diferenza de peso é relevante nos produtos que se moven, se colgan, se envían ou que requiren unha instalación máis sinxela.
O diferenza entre aluminio e acero inoxidable non é só o peso, aínda que. O acero inoxidable normalmente ofrece maior resistencia ao volume e mellor resistencia ao impacto, mentres que o aluminio ofrece menor peso, manexabilidade máis doada e un comportamento moi bo fronte á corrosión en moitos entornos exteriores. O comportamento fronte á corrosión tamén depende do ambiente. O acero inoxidable é moi resistente, pero INCERTEC indica que os cloretos poden causar corrosión por picaduras e corrosión por fendas, e MaidaTech engade que algúns graos, como o 304, poden manchárense ou sufrir picaduras co tempo nas proximidades do sal, mentres que o 316 é a opción máis segura para exposición directa á auga do mar. En moitas aplicacións exteriores, aluminio fronte a acero inoxidable trátase menos de escoller un gañador universal e máis de escoller a debilidade que poidas controlar mellor.
| Material ou acabado | Comportamento ante a corrosión | Resposta a raios e bordos | Mantemento e aparencia | Posición relativa no custo | Mellor opción |
|---|---|---|---|---|---|
| Aluminio nu | Boa protección natural mediante óxido, pero máis exposto a manchas e picaduras en presenza de cloretos | Os raios expoñen directamente metal novo, aínda que a corrosión tende a permanecer localizada | Baixo mantemento, pero a aparencia pode embotarse máis rápido ao aire libre | Línea base máis baixa | Partes xerais ao aire libre onde o custo e o peso reducidos son os factores máis importantes |
| Aluminio anodizado | Mellor resistencia á corrosión superficial grazas a unha capa de óxido controlada | Mellor resistencia aos rascos e ao desgaste que o aluminio sen tratar, pero os danos profundos poden expoñer localmente o metal base | Boa conservación da aparencia metálica con limpeza rutineira | Medio | Produtos exteriores, pezas arquitectónicas, molduras e compoñentes de alto contacto |
| Aluminio pintado | A protección depende do estado do sistema de pintura aplicado | Os impactos, cortes e danos nas bordas son relevantes porque interrompen o acabado protector | Gran flexibilidade cromática, pero debe supervisarse o seu estado nas zonas onde a película está danada | Dependente do sistema | Proxectos que priorizan a cor e a coincidencia visual |
| Aluminio recuberto con pintura en pó | Acabado adecuado para exterior que axuda a protexer contra a oxidación e os raios UV | Duradeiro, pero as muescas e roturas nas bordas aínda requiren inspección | Excelente durabilidade con ampla variedade de cores | Baixa a media | Envolturas exteriores, paneis e pezas destinadas ao consumidor en cores |
| Aceiro inoxidable | Moi boa resistencia á corrosión, pero os cloretos poden seguir provocando manchas, picaduras ou ataque por crevaces dependendo da calidade | Xeralmente menos dependente do acabado ca o aluminio recuberto, aínda que as crevaces e a contaminación superficial seguen sendo importantes | Bo aspecto a longo prazo con limpeza, especialmente cando se elixe a calidade axeitada | Superior | Servizo de alta intensidade, estrutural ou con moito impacto |
A táboa deixa clara unha cousa: ningún acabado gaña todas as categorías. A mellor opción depende de se a súa prioridade é o peso, a aparencia metálica, a cor, a resistencia ao impacto ou a resistencia aos cloretos. Tamén depende dos detalles de montaxe, porque o acero inoxidable e o aluminio poden comportarse de forma moi distinta cando comparten humidade, elementos de unión e sal de estrada no mesmo produto.

Prevención da corrosión do acero inoxidable e do aluminio en servizo
Un bo rendemento do acabado pode verse anulado por condicións normais de servizo. As películas de sal, os restos de limpiador, a humidade atrapada e os elementos de unión de metais diferentes son, con frecuencia, o que transforman unha superficie anodizada duradeira nun problema local de corrosión. A parte alentadora é que a prevención adoita ser práctica.
Prácticas de limpeza que protexen os acabados anodizados
Linetec recomenda limpar o aluminio anodizado con solucións suaves de sabón e paños, esponxas ou escovas brandas, seguido dun enxaguado exhaustivo con auga limpa. A mesma orientación advirte contra o uso de limpiadores ácidos ou alcalinos fortes, a limpeza de superficies quentes aquecidas polo sol e a fricción abrasiva excesiva. Tamén indica que as zonas costeiras brumosas, as áreas industriais e os recesos abrigados acumulan máis sales e suxeira, polo que normalmente requiren unha limpeza máis frecuente.
- Identifique o acabado e limpe só cando a superficie estea fría.
- Enxague a suxeira, as sales e a lama soltas con auga limpa.
- Lave con sabón suave utilizando un paño, unha esponxa ou unha escova branda.
- Enxague minuciosamente para que non queden residuos do produto limpiador sobre o metal.
- Seque ou deixe secar ao aire a superficie, e despois inspeccione as bordas, os furos taladrados, os asentos dos elementos de unión e as áreas recesadas.
Se cae sobre a peza salpicadura de cemento, sal para derretir o xeo ou residuos de produtos químicos agresivos, elimíneos inmediatamente. É o tempo prolongado de contacto o que, con frecuencia, transforma un depósito menor nunha mancha ou nun ataque localizado.
Como comeza a corrosión do aceiro inoxidábel e do aluminio
Se te estás preguntando reacciona o aceiro inoxidábel co aluminio , ou reacciona o aluminio co aceiro inoxidábel , a resposta práctica é sí cando a humidade completa o circuíto. Professional BoatBuilder explica que a corrosión galvánica comeza cando o aluminio está en contacto eléctrico cun metal máis noble e está presente un electrolito, como auga salgada, auga doce, humidade, pulverización ou choiva. Nesa parella, o aceiro inoxidábel é máis noble, polo que o aluminio é o metal máis propenso a corroerse.
O reacción entre aceiro inoxidable e aluminio as persoas adoitan preocuparse non é normalmente o contacto seco e espectacular. Os problemas comezan onde o contacto metal-metal, a humidade e a contaminación atrapada actúan conxuntamente. É por iso que a corrosión do aceiro inoxidábel e do aluminio aparece frecuentemente primeiro arredor dos elementos de unión, as bridas, as bordos cortados e as fendas que acumulan suxeira. O mesmo artigo de Professional BoatBuilder tamén subliña que a auga estancada e pobre en osíxeno constitúe unha zona de risco tanto para o aceiro inoxidábel como para o aluminio, o que fai especialmente importante sellar e inspeccionar as xuntas húmidas.
Pasos de deseño sinxelos que reducen o risco galvánico
- Fai: illar os elementos de acero inoxidable do aluminio con arandelas de nilón, fundas plásticas, juntas de goma ou outros separadores non condutores, tal como describe Sinoextrud.
- Fai: aplicar completamente un sellante nos elementos de unión e nos furos dos parafusos para evitar que a auga se acumule baixo a unión.
- Fai: deseñar para facilitar o esgotamento e a circulación do aire en vez de crear trampas para a auga.
- Fai: inspeccionar regularmente as bordas fabricadas e os furos taladrados, pois estas características locais son máis propensas a deteriorarse durante o servizo.
- Non: supor que a anodización por si soa detén a corrosión do aluminio polo acero inoxidable se a unión permanece húmida.
- Non: deixar sal, restos de produtos de limpeza ou residuos da construción en superficies abrigadas.
- Non: confiar en revestimentos danados ou incompletos cando aínda existe contacto directo.
En termos sinxelos, corrosión galvánica de aluminio inoxidable trátase menos dos propios metais e máis da forma en que se limpa, sela, drena e illa o conxunto. Se se controlan eses detalles, entón corrosión galvánica de aluminio e acero inoxidable volvese moito menos probable. Ese tipo de fiabilidade no campo normalmente comeza moito antes, coa forma na que a peza foi especificada, mecanizada e acabada desde o principio.
Como especificar extrusións anodizadas que envellecen ben
A especificación é onde normalmente se gaña ou perde a historia da corrosión. Cando os compradores despois preguntan ¿oxida o aluminio anodizado? , a resposta adoita remontarse a decisións tomadas antes de comezar a produción. Para soportes, molduras, carcassas e raíles automotrices, aluminio anodizado rendirá óptimamente cando a elección da aleación, o deseño do perfil, os planos de mecanizado e os requisitos de inspección se traten como un sistema único.
Que especificar antes de pedir extrusións anodizadas
- Escolla unha aleación compatible coa anodización. PTSMAKE indica que as aleacións das series 5xxx e 6xxx xeralmente producen resultados anodizados máis nítidos e uniformes ca as aleacións das series 2xxx ou 7xxx.
- Indique unha chamada real de acabado. Se precisa un acabado estándar de aluminio anodizado claro anodizado claro , especifique MIL-A-8625 Tipo II, Clase 1 en vez de escribir simplemente «anodizado».
- Defina as expectativas respecto á preparación da superficie. PTSMAKE amosa que o tratamento previo afecta fortemente a aparencia final, polo que os acabados mate, brillante ou natural deben acordarse antes da liberación.
- Exixir comprobacións do grosor e do sellado. PTSMAKE trata a grosor e o sellado como métricas fundamentais de rendemento, e resalta a proba de correntes de Foucault como unha forma non destructiva de verificar o grosor da película.
- Estableza os estándares estéticos desde o principio. Para pezas críticas desde o punto de vista estético, incluíndo aluminio anodizado negro , pregunte como se manterá de forma consistente o grosor do revestimento, a preparación da superficie e o control do proceso. JM Aluminium vincula directamente eses factores coa calidade do acabado.
- Inspeccione con rexistros, non con suposicións. Se precisa saber como saber se o aluminio está anodizado nas pezas que chegan, solicite as especificacións do acabado, os datos das probas e os informes de inspección en vez de xulgar só polo cor.
Por que o control do proceso determina os resultados ante a corrosión
A anodización é sensible á aleación, ao tratamento previo, ao enreixado, ao control da cuba e ao sellado. PTSMAKE tamén agrupa os problemas comúns de acabado en defectos relacionados co proceso, relacionados co manexo e relacionados co material. Trátase dun lembrete útil de que unha deficiente resistencia á corrosión adoita ser un problema de variación do proceso moito antes de converterse nunha queixa no campo.
Elexir un socio de fabricación para pezas de aluminio automotrices
- Busque certificacións que coincidan co mercado final. Sinoextrud salienta as normas ISO 9001 e IATF 16949 como sinais importantes, sendo a IATF 16949 especialmente relevante para o traballo automotriz.
- Prefira fornecedores capaces de xestionar a extrusión, o mecanizado, o acabado e o control de calidade nun só fluxo de traballo, pois menos transferencias normalmente significan unha mellor trazabilidade do acabado.
- Pregunte sobre o apoio de enxeñaría, a capacidade de produción e a transparencia na comunicación, non só sobre o prezo por unidade.
- Para os lectores que avalían fornecedores automotrices personalizados, Shaoyi Metal Technology é un exemplo útil do que buscar: procesos certificados IATF 16949, soporte de enxeñaría, orzamentos rápidos e análise de deseño gratuíta.
Se despois as pezas anodizadas parecen «oxidarse», a causa principal é, con frecuencia, unha especificación deficiente ou un control deficiente do proceso, non a anodización en si.
Preguntas frecuentes sobre a oxidación e a corrosión do aluminio anodizado
1. O aluminio anodizado óxidase ou só se corroe?
O aluminio anodizado non produce ferruxa vermella porque a ferruxa require ferro. O que pode desenvolver é oxidación ou corrosión, que normalmente aparece como residuo branco, embotamento, manchas ou picaduras localizadas, en vez de escamas vermellosas e descamativas. A capa anodizada mellora a protección espesando a barreira de óxido natural, pero o sal, a humidade atrapada, a abrasión e os produtos químicos agresivos poden seguir atacando zonas expostas ou mal protexidas. Na práctica, a verdadeira preocupación é o comportamento corrosivo, non a ferruxa no sentido aplicado ao aceiro.
2. Por que o meu aluminio anodizado está poñéndose branco ou empoeirado?
Unha película branca ou nublada sobre aluminio anodizado está a miúdo ligada á oxidación superficial, aos depósitos minerais, aos residuos do sellado, á contaminación da auga de enxaguado ou aos residuos do limpiador, máis que á perda severa de metal. Moitas destas alteracións son principalmente estéticas, especialmente se a superficie permanece lisa e a mancha non se profundiza. Os sinais de aviso máis importantes son a aspereza, as pequenas picaduras puntuais ou os danos que continúan espallándose desde un bordo, unha peza de unión ou un rasguño. Unha limpeza suave e unha inspección detallada son mellor paso inicial que supoñer que cada mancha pálida significa un fallo.
3. Pode empregarse o aluminio anodizado ao aire libre ou preto do mar?
Sí, o aluminio anodizado úsase comunmente ao aire libre porque o seu acabado é duradeiro e resiste ben á luz solar e ás condicións meteorolóxicas. O aire mariño, os sales desoxidentes e os ambientes propensos a salpicaduras son máis exigentes porque os cloretos poden provocar picaduras, especialmente arredor das bordos cortados, unións e zonas recesadas que permanecen húmidas. Un enxaguado periódico, un bo drenaxe e a evitar produtos de limpeza agresivos poden alargar significativamente a vida útil. Para usos próximos ao sal, a calidade do acabado, o sellado e o deseño da peza son tan importantes como o material base.
4. Que ocorre se se raiou ou perforou o aluminio anodizado?
Unha raiadura superficial pode afectar só a aparencia, pero unha raiadura profunda, un bordo cortado ou un furo taladrado poden expoñer aluminio novo nesa localización exacta. A superficie anodizada circundante xeralmente permanece intacta porque a anodización forma parte do metal, non dunha película que se desprenda ao longo da peza. Aínda así, as zonas expostas poden converterse en puntos locais de corrosión se acumulan humidade, suxeiro ou sal. A mellor acción posterior é inspeccionar esas áreas en busca de asperezas, picaduras ou desgaste repetido, en vez de centrarse só na variación de cor.
5. Que debo preguntar a un fornecedor se necesito pezas de aluminio anodizado para uso automobilístico?
Pida información detallada sobre a elección da aleación, a especificación do acabado, as comprobacións de grosor, o control da estanquidade, a orde de mecanizado, a protección das bordos e os rexistros de inspección. Tamén é intelixente preferir fornecedores que xestionen a extrusión, o mecanizado, o acabado e o control de calidade nun só fluxo de traballo, xa que iso reduce as brechas na trazabilidade cando o rendemento do acabado é fundamental. Para programas automobilísticos, certificacións como a IATF 16949 son indicadores fortes de que o proceso está controlado. Un fornecedor como Shaoyi Metal Technology pode servir como referente útil ao comparar opcións, pois ofrece fabricación integrada, soporte de enxeñaría, cotizacións rápidas e análise de deseño gratuíta para extrusións personalizadas de aluminio.