 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Segredos dun Taller e Servizo CNC: O Que Ningún Lles Dí aos Compradores Novatos

Que inclúe realmente un taller e servizo CNC
Xa pasou algunha vez diante dunha instalación de fabricación e preguntouse que ocorre realmente no seu interior? Cando escoita «taller e servizo CNC», pode imaxinar filas de máquinas misteriosas que brunen constantemente, pero que significa isto realmente para alguén que necesita fabricar pezas?
Esta é a resposta directa: un taller CNC é unha instalación especializada que emprega máquinas controladas por ordenador para fabricar compoñentes de precisión a partir de materiais en bruto como metal , plástico ou compósitos. A parte do «servizo» vai moi aló de simplemente cortar material: abrangue todo, desde mecanizado personalizado e prototipado ata mantemento, reparación, calibración dos equipos e incluso formación de operarios.
Que fai diferente a un taller CNC da fabricación xeral
Imaxina unha instalación xeral de fabricación como un gran almacén: trata unha ampla gama de necesidades de produción. Un taller CNC, por outra parte, é máis como unha tenda especializada centrada totalmente na mecanización de precisión.
¿Cal é a diferenza fundamental? A tecnoloxía de control numérico por ordenador (CNC). Ao contrario da mecanización convencional, que require operación manual para cada corte, as máquinas CNC seguen instrucións programadas para automatizar as operacións de corte, taladrado, fresado e torneado. Segundo Kremin Inc. , esta automatización garante "calidade superior, repetibilidade e eficiencia de custos" que os procesos manuais simplemente non poden igualar.
As buscas de 'fabricación CNC preto de min' adoitan levar á xente a estas instalacións especializadas porque ofrecen algo que os fabricantes xerais normalmente non poden ofrecer: tolerancias medidas en micrómetros (é dicir, unha milésima de milímetro) e a capacidade de producir pezas idénticas repetidamente sen variación.
A explicación do espectro completo de servizos CNC
Cando está buscando talleres de fabricación preto de min, comprender a gama completa de servizos dispoñíbeis axúdalle a facer as preguntas adecuadas. As instalacións modernas de CNC normalmente ofrecen moito máis que usinaxe básica.
Servizos centrais de usinaxe:
- Fresado por CNC - Emprega ferramentas de corte rotatorias para eliminar material, ideal para formas complexas e superficies planas
- Usinaxe CNC/Traballo no torno - Fai xirar a peça contra as ferramentas de corte, perfecto para compoñentes cilíndricos
- Mecanizado multi-eixe - As máquinas de 5 eixos crean xeometrías moi complexas nun só montaxe, reducindo o tempo de produción
- Mecanizado por descarga eléctrica (EDM) - Crea formas intrincadas e detalles finos difíciles de obter co corte tradicional
Servizos de deseño e desenvolvemento:
- Soporte CAD/CAM - Recepción e procesamento de ficheiros de deseño xerados por ordenador
- Desenvolvemento de prototipos - Fabricación de pequenas cantidades para probas antes da produción completa
- Enxeñaría inversa - Reprodución de pezas existentes cando non están dispoñibles os deseños orixinais
- Axuda no deseño - Axuda na optimización das pezas para a fabricabilidade e a eficiencia de custos
Acabados e operacións secundarias:
- Acabado de superficie - Anodizado, galvanizado, pintado e recubrimento en pó
- Tratamento térmico - Alivio de tensións, endurecemento e recozido
- Inspección de calidade - Verificación e documentación mediante máquina de medición por coordenadas (CMM)
- Servizos de montaxe - Combinación de múltiples compoñentes en conxuntos acabados
Parece complexo? Pode ser — pero é precisamente por iso as talleres CNC reputados empregan profesionais cualificados, incluídos programadores CNC, torneiros-fresadores, especialistas en control de calidade e enxeñeiros que traducen os seus requisitos de proxecto en pezas acabadas. Como comprador novato, non precisa entender todos os detalles técnicos. Só necesita saber que un socio de servizo CNC de calidade o guiará durante todo o proceso e recomendará a mellor aproximación para a súa aplicación específica.

Normas técnicas e certificacións explicadas
Encontraches un Torno CNC preto de min que parece prometedor. O seu sitio web amosa insignias de certificación impresionantes: ISO 9001, AS9100D, IATF 16949. Pero que significan realmente estas siglas para o teu proxecto? E cando un taller indica tolerancias de ±0,001 polgadas, debes quedar impresionado ou preocupado?
Vamos a eliminar a xerga técnica e explicar o que estas especificacións significan realmente para as túas pezas.
Comprender as especificacións de tolerancia en termos sinxelos
Imaxina que necesitas un eixe que se axuste perfectamente dentro dun rodamiento. Se o eixe é demasiado grande, non entrará. Se é demasiado pequeno, moverase. A tolerancia define exactamente canta variación respecto da dimensión ideal é aceptable.
Así funciona a tolerancia na práctica:
- Tolerancias estándar (±0,005" ou ±0,127 mm) - Adecuadas para a maioría das pezas de uso xeral nas que o axuste exacto non é crítico. Por exemplo, soportes, carcassas ou compoñentes decorativos.
- Tolerancias de precisión (±0,001" a ±0,002" ou ±0,025 mm a ±0,05 mm) - Requírese cando as pezas deben encaixar con precisión. É común en montaxes mecánicas, engrenaxes e compoñentes funcionais.
- Tolerancias ultra-precisas (±0,0005" ou ±0,0127 mm e máis estreitas) - Reservadas para aplicacións aeroespaciais, dispositivos médicos e ópticos, onde as variacións microscópicas son relevantes.
Por que isto lle importa? As tolerancias máis estreitas requiren equipos máis sofisticados, velocidades de maquinado máis lentas e comprobacións de calidade adicionais, o que incrementa o custo. Un taller de mecanizado de confianza en Baton Rouge ou en calquera outro lugar debería axudarlle a determinar a tolerancia que realmente necesita, en vez de adoptar por defecto a máis estreita (e máis cara).
Cando fale de proxectos con talleres potenciais, fágalles esta sinxela pregunta: "Que tolerancia pode manter de forma consistente, e como a verifica?" As instalacións de calidade utilizan máquinas de medición por coordenadas (CMM) e controles estatísticos de procesos para verificar as dimensións, non só inspección visual.
Que significan realmente as certificacións industriais para o seu proxecto
As insignias de certificación non son só decoracións de marketing. Representan sistemas verificados para prevenir erros, rastrexar a calidade e mellorar continuamente os procesos. Pero cada certificación ten un propósito distinto.
Segundo Qimtek, a ISO 9001 é «probablemente o estándar de fabricación máis común» e «requir que as empresas adopten unha metodoloxía baseada en procesos, así como analicen forensemente calquera erro ao producirse.»
Isto é o que significa cada unha das principais certificacións en termos prácticos:
| Certificación | O que cubre | Industrias Atendidas | Requisitos Principais |
|---|---|---|---|
| ISO 9001 | Sistemas xerais de xestión da calidade | Todos os sectores: o estándar fundamental | Procesos documentados, análise de erros, sistemas de retroalimentación dos clientes, mellora continua |
| AS9100D | Xestión da Calidade Aeroespacial | Aeronáutica, espazo e compoñentes de defensa | Requisitos da ISO 9001 máis protocolos de seguridade, trazabilidade, auditorías periódicas e xestión de riscos |
| IATF 16949 | Xestión da Calidade Automotriz | Fabricantes da cadea de subministro automobilística | Requisitos da ISO 9001 máis prevención de defectos, controles SPC, documentación PPAP e análise FMEA |
| ISO 13485 | Xestión da calidade de dispositivos médicos | Dispositivos médicos e de atención sanitaria | Rastrexibilidade completa, controles de deseño, xestión de riscos, conformidade regulamentaria |
Un punto crucial que moitos compradores pasan por alto: IATF 16949 baséase en ISO 9001 introducindo requisitos específicos para o sector automobilístico. Como explica NSF, «non se pode obter a certificación IATF 16949 sen cumprir os estándares ISO 9001». Isto significa que un taller certificado en IATF xa demostrou competencia xeral en canto á calidade antes de incorporar os protocolos específicos para o sector automobilístico.
En concreto, para aplicacións automobilísticas, IATF 16949 require que os talleres empreguen ferramentas especializadas, entre as que se inclúen:
- Control Estatístico de Procesos (CEP) - Monitorización en tempo real dos procesos de mecanizado para detectar variacións antes de que se convertan en defectos
- Análise de Modos e Efectos de Fallo (FMEA) - Identificación sistemática do que podería saír mal e de como previlo
- Proceso de Aprobación de Pezas de Produción (PPAP) - Documentación que comprobe que o taller é capaz de producir de maneira consistente pezas que cumpran as súas especificacións
Entón, que significa isto cando está avaliando talleres? Se está adquirindo pezas para aplicacións automotrices, unha instalación certificada en IATF 16949 non é opcional: probablemente sexa un requisito do seu cliente. Para traballos aeroespaciais, a certificación AS9100D é igualmente esencial. Para aplicacións industriais xerais, a norma ISO 9001 ofrece garantías dunha xestión sistemática da calidade.
A conclusión: non se limite a buscar distintivos. Pregúntelle aos talleres potenciais como afecta a súa certificación ao seu proxecto específico — e preste atención áqueles que poden explicar os beneficios prácticos, en lugar de limitarse a repetir linguaxe promocional.
Elixir entre fresado CNC, torneado e servizos EDM
Xa comprende as tolerancias e as certificacións. Pero aquí ten a pregunta que confunde á maioría dos compradores novos: que proceso CNC debe solicitar realmente? A súa peza debe ser fresada ou torneada? Cando resulta adecuado o EDM? Elixir o proceso incorrecto non só supón un desperdicio de diñeiro: tamén pode dar lugar a pezas que non cumpran as súas especificacións.
A boa nova? Non necesitas un título en enxeñaría para tomar decisións intelixentes . Comprender uns poucos principios clave axudarache a formular as preguntas adecuadas e avaliar as recomendacións de calquera servizo de máquinas CNC próximo a ti.
Axustar o teu proxecto ao proceso CNC axeitado
Comeza examinando a xeometría da peza. Segundo a guía de comparación de mecanizado de RapidDirect, «Para pezas que son principalmente cilíndricas, o torneado CNC funcionará ben. As pezas complexas prismáticas que teñen contornos ou bolsas trátanse mellor mediante fresado CNC».
Aquí tes como funciona cada proceso principal e cando escollerlo:
Fresado CNC: Imaxina unha fresa xiratoria que se move sobre un bloque estacionario de material, eliminando capas para revelar a túa peza. A peza permanece fixa mentres a fresa se despraza ao longo de múltiples eixes (X, Y, Z — e ás veces máis).
- Mellor para: Superficies planas, bolsas, ranuras, características en ángulo, contornos complexos en 3D
- Pensa en: Carcasas, soportes, compoñentes de motor, placas personalizadas con múltiples características
- Vantaxes: Extremadamente versátil: manexa todo, desde furrado sinxelo ata formas escultóricas complexas
Torneado CNC: Imaxine a aproximación oposta. O material xira rapidamente mentres unha ferramenta de corte estacionaria modela a súa superficie. Isto crea pezas redondas e simétricas de forma eficiente.
- Mellor para: Peças cilíndricas, eixes, varillas, casquillos, compoñentes roscados
- Pensa en: Pernos, poleas, pistóns hidráulicos, fusos, calquera peza con simetría rotacional
- Vantaxes: Máis rápido e máis económico que o fresado para pezas redondas
EDM (mecanizado por descarga eléctrica): Este proceso utiliza centellas eléctricas para erosionar o material en vez de cortalo. A ausencia de contacto físico entre a ferramenta e a peça permite crear formas imposibles de obter co corte convencional.
- Mellor para: Materiais extremadamente duros, características internas complexas, esquinas agudas, paredes finas
- Pensa en: Cavidades para moldes de inxección, compoñentes aeroespaciais, implantes médicos, ferramentas de precisión
- Vantaxes: Maquina materiais endurecidos que destruirían as ferramentas de corte convencionais
Aquí ten unha comparación práctica para axudalo na toma de decisión:
| Proceso CNC | Mellores aplicacións | Tolerancias típicas | Compatibilidade de materiais | Limitacións |
|---|---|---|---|---|
| Fresado por CNC | Pezas prismáticas, contornos complexos, bolsas, ranuras, compoñentes con múltiples características | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Aluminio, acero, titánio, lata, plásticos, compósitos | Máis lento para pezas cilíndricas simples; o desgaste das ferramentas aumenta coa dureza dos metais |
| Torsión CNC | Pezas cilíndricas, eixes, varillas, compoñentes roscados, características simétricas | ±0,001" a ±0,003" (±0,025 mm a ±0,076 mm) | A maioría dos metais e plásticos; excelente para barras de material | Non pode producir características planas, angulares ou asimétricas sen operacións secundarias |
| MDE | Materiais tratados, cavidades intrincadas, esquinas internas agudas, pezas de paredes finas | ±0,0001" a ±0,001" (±0,0025 mm a ±0,025 mm) | Calquera material condutor, incluídos os aceros para ferramentas tratados e aliaxes exóticas | Proceso lento; custo máis elevado; só funciona en materiais condutores electricamente |
Cando os servizos especializados marcan a diferenza
Comprender cando cada proceso NON é apropiado ahorra tempo e prevén erros costosos. Aquí ten un desglose obxectivo:
Non escolla fresado cando:
- A súa peza é principalmente cilíndrica: o torneado será máis rápido e económico
- Necesita tolerancias extremadamente estreitas en características internas de materiais endurecidos: considere en troco o EDM
- O volume de produción é extremadamente alto e a xeometría da peza é sinxela: outros procesos poden ofrecer mellor relación custo-beneficio
Non escolla torneado cando:
- A súa peza ten superficies planas, bolsas ou características que non son simétricas respecto dun eixe central
- Necesita furos inclinados, ranuras laterais ou contornos complexos en 3D
- A xeometría da peza require acceso desde múltiples direccións
Non escolla EDM cando:
- O fresado ou torneado estándar pode acadar as súas tolerancias: o EDM é significativamente máis caro
- O seu material non é electricamente condutor (plásticos, cerámicas, a maioría de compósitos)
- O prazo de entrega é crítico: o EDM elimina material máis lentamente ca o corte convencional
Que pasa co fresado de 3 eixos fronte ao de 5 eixos? Segundo RapidDirect, a elección depende da complexidade da peza. As máquinas de 3 eixos moven a ferramenta de corte en tres direccións lineares, o que resulta adecuado para a maioría das pezas sinxelas con superficies accesibles. As máquinas de 5 eixos engaden dous movementos rotacionais, permitindo que a ferramenta se aproxime da peza desde practicamente calquera ángulo.
¿Cal é o impacto práctico? O fresado de cinco eixos reduce os montaxes, mellora os acabados superficiais en superficies contornadas e posibilita xeometrías imposibles de obter con equipos de tres eixos. Non obstante, RapidDirect apunta que o fresado de cinco eixos require "máquinas caras, software avanzado e persoal adequadamente formado", o que implica custos máis altos. Para pezas sinxelas, o fresado de tres eixos ofrece unha calidade equivalente a un custo inferior.
Ao avaliar calquera taller mecánico ou proveedor de servizos CNC en Baton Rouge, faga estas preguntas:
- "Basándose na xeometría da miña peza, ¿que proceso recomenda e por qué?"
- "¿Cales son as alternativas e como se comparan en canto a custo e prazo de entrega?"
- "¿Hai modificacións no deseño que facilitarían a fabricación desta peza?"
Un taller de calidade non só aceptará a súa encomenda, senón que tamén o axudará a comprender se o proceso solicitado se axusta verdadeiramente ás súas necesidades. Este enfoque colaborativo adquire aínda máis importancia ao seleccionar os materiais, o que supón o seu propio conxunto de compensacións a ter en conta.

Guía de selección de materiais para proxectos de CNC
Identificou o proceso CNC axeitado para a súa peza. Agora chega unha decisión que afecta directamente o rendemento, a durabilidade e o orzamento: ¿que material debe escoller? É aquí onde moitos compradores novos se senten abrumados — e onde un taller CNC de calidade se converte en inestimable.
A realidade é que a selección do material non trata de atopar a opción «mellor». Trátase de atopar a combinación axeitada para a súa aplicación específica. Un material perfecto para un proxecto podería ser completamente inadecuado para outro.
Propiedades dos materiais que realmente importan para a súa aplicación
Antes de profundar nos materiais específicos, considere o que a súa peza ten que facer realmente. Segundo Protolabs , o primeiro paso é «estabelecer prioridades nas súas necesidades. Comece cos requisitos imprescindibles e vaille baixando ata os desexables identificables.» Este proceso reduce normalmente as súas opcións a unha lista breve manexable.
Factores clave a avaliar inclúen:
- Cargas mecánicas - ¿Soportará a peza peso, resistirá impactos ou soportará ciclos repetidos de tensión?
- Ambiente de funcionamento - Extremos de temperatura, exposición á humidade, contacto con produtos químicos?
- Sensibilidade ao peso - É fundamental cada gramo, ou é irrelevante a masa?
- Requisitos de superficie - Acabado decorativo, resistencia ao desgaste ou superficies de contacto funcional?
- Volume de Producción - Cantidades para prototipos ou produción en volumes elevados?
Unha vez establecidas estas prioridades, examinemos como se comportan os materiais máis comúns nas distintas categorías de aplicación.
Aplicacións estruturais e de alta carga:
- Acero ao carbono - Excelente relación resistencia-custo; ideal para soportes, estruturas e compoñentes portantes onde non hai risco de corrosión
- Aceiro Inoxidable (304, 316) - Combina resistencia coa resistencia á corrosión; preferido para pezas estruturais expostas á humidade ou a produtos químicos
- Aluminio 7075 - Segundo Weerg, esta é «unha das aleacións máis resistentes, empregada na industria aeroespacial, militar e no automobilismo de competición», ofrecendo unha resistencia próxima á do acero cun terzo aproximadamente do seu peso
Aplicacións lixeiras e de alto rendemento:
- Aluminio 6061 - A aleación de traballo duro; Weerg descríbea como "muito versátil, boa resistencia mecánica, excelente usinabilidade", adecuada para moitos sectores
- Aluminio 5052 - Resistencia á corrosión superior para ambientes mariños e tanques de combustible
- Ligas de titanio - Rendemento óptimo de resistencia específica para aeroespacial e implantes médicos; custo significativamente máis elevado
Aplicacións en ambientes corrosivos:
- Aco inoxidable 316/316L - Weerg indica que estes ofrecen "excelente resistencia á corrosión, ideais para ambientes agresivos ou aplicacións alimentarias/químicas"
- Aluminio (xeral) - Naturalmente resistente á corrosión grazas a unha capa protectora de óxido que se forma na súa superficie
- Latón - Excelente para ferraxaría mariña e compoñentes decorativos; antimicrobiano natural
Aplicacións a Altas Temperaturas:
- Aco inoxidable (grados de alto contido en níquel) - Manteñen a súa resistencia a temperaturas elevadas
- PEEK (Poliéter éter cetona) - Protolabs identifícaa como unha opción popular para aplicacións plásticas de alta temperatura; resiste á exposición continua a 480 °F (250 °C)
- Ultem - Outro termoplástico de alto rendemento adecuado para entornos térmicos exigentes
Aplicacións estéticas e de baixa tensión:
- Aluminio (anodizado) - Acepta excepcionalmente ben os acabados en cor; é lixeiro e ten unha aparencia profesional
- Acetal (Delrin) - Plástico liso e de baixo rozamento, ideal para compoñentes visibles e mecanismos
- ABS - Plástico económico para carcacas, tapas e compoñentes non estruturais
Compromisos entre custo e rendemento na selección de materiais
A decisión entre aluminio e acero para usinar ilustra perfectamente como funcionan os compromisos na práctica.
Considere primeiro o peso. Segundo a análise de Weerg, o aluminio é «aproximadamente tres veces máis lixeiro que o acero». Esta diferenza é crucial en sectores nos que o peso afecta directamente ao rendemento: eficiencia de combustible na industria aeroespacial, aceleración no sector automobilístico, ergonomía no equipamento portátil.
Pero o acero ofrece xeralmente unha resistencia mecánica absoluta maior. Weerg explica a distinción práctica: o aluminio ten «menor resistencia que o acero, pero unha excelente relación resistencia-peso». Tradución? O acero soporta cargas máis pesadas nun mesmo tamaño físico, mentres que o aluminio soporta cargas equivalentes con menos peso, pero cunhas dimensións maiores.
A maquinabilidade afecta significativamente o custo. O aluminio máquinas máis rápido con menos desgaste das ferramentas, o que significa tarifas de taller máis baixas e tempos de entrega máis curtos. O acero require ferramentas máis resistentes, velocidades máis lentas e, a miúdo, refrigerante, o que aumenta o custo por peza. Non obstante, o prezo máis baixo do material bruto do acero ás veces compensa estes sobrecustos de maquinado para pezas máis sinxelas.
Para os plásticos, os compromisos cambian. O ABS e o acetal ofrecen solucións económicas para prototipos e aplicacións de baixa tensión. O PEEK ofrece un rendemento excepccional pero é considerablemente máis caro, polo que só resulta xustificable cando a resistencia á temperatura, a compatibilidade química ou as propiedades mecánicas o requiren realmente.
Protolabs recomenda empregar a mesma resina para prototipos mecanizados que para a produción por inxección, para asegurar que os prototipos "poidan ser probados e teñan un comportamento semellante ao das pezas de produción."
Opcións de acabado superficial e cando son importantes
Acabado superficial — medido en valores Ra (rugosidade media) — a miúdo pasa desapercibido ata que causa problemas. Isto é o que significan, na práctica, os diferentes niveis de acabado:
- Ra 3,2 μm (125 μin) — Maquinado estándar - Marcas visibles da ferramenta; aceptable para superficies non en contacto, características internas e pezas que se pintarán
- Ra 1,6 μm (63 μin) — Maquinado fino - Aparencia máis lisa; adecuado para a maioría de conxuntos mecánicos e compoñentes visibles
- Ra 0,8 μm (32 μin) — Rectificado de precisión - Requírese para superficies de estanquidade, munóns de rodamientos e axustes de deslizamento de precisión
- Ra 0,4 μm (16 μin) e máis fino - Acabados pulidos para aplicacións ópticas, dispositivos médicos e instrumentos de alta precisión
Os tratamentos secundarios amplían as opcións aínda máis. Protolabs indica que, para as aleacións de aluminio, "a anodización sería preferible para a durabilidade, mentres que a cromatización é unha mellor opción se a prioridade é a estética." A anodización crea unha capa dura de óxido que resiste os rascados e acepta corantes. A conversión cromática ofrece protección contra a corrosión cunha aparencia distintiva.
Ao especificar acabados, lembre: os requisitos máis rigorosos incrementan o custo. Pregúntese se a aplicación realmente require ese acabado Ra 0,8 μm ou se un acabado Ra 1,6 μm ofrece un rendemento funcional equivalente. Un taller de fresado CNC con experiencia axudaralle a identificar onde os acabados rigorosos aportan valor e onde simplemente incrementan os custos.
Unha vez clarificadas as decisións sobre material e acabado, pode preguntarse como se compara o fresado CNC con outros métodos de fabricación. Esa comparación revela cando a maquinaria de precisión ofrece o mellor valor e cando resulta máis lóxico optar por alternativas.
Mecanizado CNC fronte á impresión 3D, o moldeado por inxección e a fundición
Xa escolleu o seu material e comprende os procesos de mecanizado CNC. Pero aquí hai unha pregunta que merece facerse antes de comprometerse: ¿é realmente o mecanizado CNC o método de fabricación axeitado para o seu proxecto? Ás veces a resposta é sí. Ás veces é, de feito, non.
A maioría das talleres de mecanizado CNC non lle dirán cando as alternativas son máis adecuadas — ao fin e ao cabo, o seu negocio é o mecanizado. Pero comprender estas compensacións axúdalle a tomar decisións máis intelixentes e a evitar erros caros. Examinemos con total honestidade como se compara o mecanizado CNC coa impresión 3D, o moldeado por inxección e a fundición.
Cando o fresado CNC supera as alternativas
O mecanizado CNC manteu a súa posición dominante na fabricación de precisión por boas razóns. Segundo Northeast Precision CNC, «O mecanizado CNC ofrece unha precisión superior e tolerancias estreitas, a miúdo dentro de micrómetros. Isto faino ideal para producir pezas que requiren alta precisión, como compoñentes de motor ou implantes médicos.»
Aquí é onde a mecanización CNC supera verdadeiramente ás alternativas:
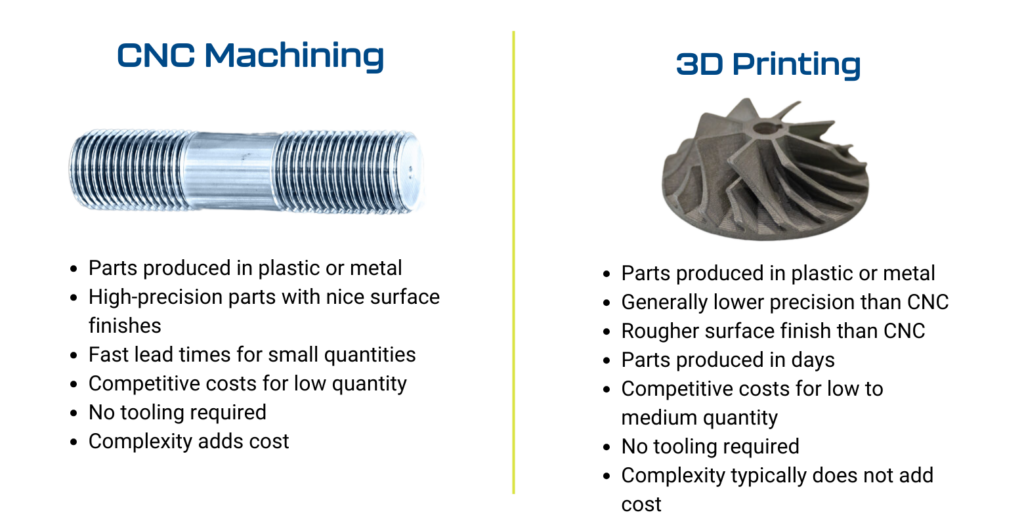
Precisión e control de tolerancias: Cando a súa aplicación require dimensións exactas, a mecanización CNC ofrécenas. Segundo The Steel Printers , a mecanización CNC é "capaz de acadar unha tolerancia de ±0,001 mm, o que é considerablemente mellor ca a fundición e a impresión 3D en metal." Nin a impresión 3D nin a fundición alcanzan este nivel de precisión dimensional sen operacións secundarias de mecanizado.
Versatilidade de materiais: As máquinas CNC poden traballar con practicamente calquera material mecanizable: metais, plásticos, madeira e compósitos. Northeast Precision CNC indica que "as máquinas CNC poden traballar cunha ampla variedade de materiais, incluídos os metais (aluminio, acero, titánio), plásticos e incluso madeira." O moldeado por inxección limita principalmente aos plásticos, mentres que a impresión 3D ofrece un leque de materiais en expansión, pero aínda restrinxido.
Entrega rápida de prototipos e pequenos lotes: ¿Necesita pezas rapidamente? O mecanizado CNC non require o desenvolvemento de ferramentas. The Steel Printers explica que "a impresión 3D en metal é o método máis rápido" para pequenos lotes, pero o CNC segue moi de cerca — e con frecuencia gaña cando se teñen en conta os requisitos de acabado posterior. Northeast Precision engade que "unha vez preparado o modelo CAD — e xerado o código G — a máquina pode comezar a cortar case de inmediato."
Flexibilidade de deseño sen investimento en ferramentas: Realizar cambios é sinxelo. Se é necesario axustar as dimensións, o operario pode modificar directamente o código G. Compare isto co moldeado por inxección, onde Northeast Precision apunta que "se hai algún cambio na peza desexada, debe modificarse o molde, o que contribúe ademais a prazos de entrega máis longos."
Calidade do acabado superficial: As superficies mecanizadas normalmente requiren menos procesamento posterior que as pezas fundidas ou impresas. The Steel Printers observa que «a peza mecanizada final normalmente só necesita un tratamento térmico posterior», mentres que as pezas fundidas e impresas en 3D frecuentemente necesitan mecanizado para acadar os acabados requiridos.
Situacións nas que outros métodos resultan máis adecuados
Aquí está a verdade: a mecanización CNC non é sempre a mellor opción. Recoñecer estas situacións aforra diñeiro e frustración.
Cando gaña a impresión 3D:
- Xeometrías extremadamente complexas - The Steel Printers apunta que «a impresión 3D en metal tamén pode producir estruturas lixeiras e perfís de cavidades internas que serían imposibles de fabricar mediante mecanización CNC». Pense, por exemplo, en estruturas de celosía, canais de refrigeración internos ou formas orgánicas.
- Pezas únicas altamente personalizadas - Cando cada unidade é distinta, a impresión 3D elimina o tempo de preparación entre variacións.
- Preocupacións sobre a eficiencia no uso dos materiais - O mecanizado CNC é subtrativo, o que significa que se corta material e, con frecuencia, este se desperdicia. The Steel Printers apunta que «a impresión 3D en metal só utiliza a cantidade de material necesaria para crear unha peza, e calquera exceso pode xeralmente reciclarse.»
Cando a inxección por moldeado resulta vantaxosa:
- Producción plástica en volumes altos - Se precisa millares ou millóns de pezas plásticas idénticas, a economía por unidade do moldeado por inxección vólvese imbatible. O molde caro amortízase co volume de produción.
- Xeometrías plásticas complexas cunha calidade constante - Unha vez perfeccionado o molde, cada peza sae idéntica.
- Caracterísitcas integradas - Enganches rápidos, bisagras flexibles e montaxes complexas nunha soa peza moldeada.
Cando a fundición resulta vantaxosa:
- Pezas metálicas grandes - The Steel Printers explica que «cando se fabrican pezas grandes, a fundición sería o método a escoller. En xeral, os métodos tradicionais de fabricación son moito máis adecuados para producir pezas de maior tamaño.»
- Volumes de produción moi altos - A miles de unidades, as economías de escala da fundición dominan. The Steel Printers observa que «cando a cantidade de pezas aumenta, o custo fixo da produción dun molde de fundición... pode repartirse entre moitas pezas».
- Pezas nas que o material pode fluír facilmente - Xeometrías máis sinxelas sen características internas intrincadas.
Comparación de métodos de fabricación personalizados
Esta táboa completa axúdalle a avaliar qué método se adapta mellor ás necesidades específicas do seu proxecto:
| Factor | Mecánica CNC | impresión 3D (Metal) | Moldado por inxección | Casting |
|---|---|---|---|---|
| Custo para 1–10 unidades | Moderado — non se require ferramenta | Moderado a alto — prezo por unidade | Moi alto — o custo do molde é o dominante | Alto — requírese patrón e molde |
| Custo a 100 unidades | Moderado – amortización da configuración | Alto – escalamiento lineal | Moderado – repartición do custo do molde | Moderado – volvéndose competitivo |
| Custo para 1.000+ unidades | Máis alto por unidade que as alternativas | O máis alto – non escala ben | O máis baixo para plásticos | O máis baixo para metais |
| Capacidade de precisión | Excelente (posible ±0,001 mm) | Bo (normalmente ±0,1–0,2 mm) | Bo (±0,05–0,1 mm típico) | Moderado (a miúdo require mecanizado) |
| Opcións de Material | Máis amplo: metais, plásticos, compósitos | En expansión, pero limitado a metais/polímeros | Principalmente termoplásticos | A maioría dos metais fundíbeis |
| Tempo de entrega (primeira peza) | Días a 1-2 semanas | Días a 1 semana | Semanas a meses (creación do molde) | Semanas (patrón e molde) |
| Flexibilidade para cambios de deseño | Excelente: modifique o ficheiro CAD | Excelente: modifique o ficheiro CAD | Pobre – require modificación do molde | Pobre – require un novo patrón |
| Complexidade xeométrica | Limitado polo acceso á ferramenta | Excelente – posibles características internas | Bo con deseño adecuado do molde | Moderado – limitacións de fluxo |
| Rango de tamaño de peza | Pequeno a grande | Limitado polo volume de construción da impresora | Pequeno a medio, típico | Pequeno a moi grande |
Facer a elección correcta para o seu proxecto
The Steel Printers resume ben o marco de decisión: «A relación directa entre complexidade e cantidade» determina o seu método óptimo. A continuación, ofrecemos unha orientación simplificada baseada na súa análise:
- Unidades individuais ata decenas de pezas: impresión 3D ou fresado CNC, segundo a complexidade da xeometría
- Decenas ata centos de pezas: Fresado CNC, pasando posiblemente á fundición para xeometrías máis sinxelas
- Centos ata millares: Fundición para metais, moldeado por inxección para plásticos
- Millares e máis: A fundición ou o moldeado por inxección gañan case sempre en termos económicos
Como conclúen The Steel Printers: «Non hai ningún método que sempre resulte superior ao outro. Para avanzar no futuro, a idea é que as técnicas tradicionais de fabricación e a impresión 3D en metal se complementen mutuamente, cubrindo os baleiros onde a outra falla.»
A perspectiva máis valiosa? Non supoña que a fresadora CNC é automaticamente a mellor opción só porque é a máis coñecida. Avalie de forma obxectiva as súas necesidades de cantidade, os requisitos de precisión, as especificacións do material e o cronograma. Un taller fiable de fresado CNC diralle, de feito, cando existen alternativas máis adecuadas para o seu proxecto: esa honestidade constrúe o tipo de parcería que ofrece valor en múltiples proxectos.
Unha vez seleccionado o método de fabricación, a seguinte decisión implica escoller entre talleres mecánicos locais e servizos en liña: cada un ofrece vantaxes distintas, dependendo da escala do seu proxecto e das súas necesidades de apoio.
Atopar o taller de fresado CNC axeitado para a escala do seu proxecto
Determinaches que a fresadora CNC se adapta ao teu proxecto. Agora chega unha decisión que, sorprendentemente, poucos guías abordan con honestidade: ¿deberías traballar cun taller mecánico local preto de ti ou usar unha plataforma en liña de servizos de fresado CNC? A resposta non é sinxela — e equivocarte pode significar pagar prezos premium por comodidade que non necesitas ou renunciar a un apoio crítico para o teu éxito.
Ambas as aproximacións teñen forzas reais. Comprender cando cada unha destaca axúdache a adaptar os requisitos do teu proxecto ao tipo adecuado de parceiro.
Talleres mecánicos locais vs. Servizos de fresado CNC en liña
As diferenzas máis significativas entre estas opcións radican no modo no que comunicas, no progreso dos pedidos e no tipo de apoio que recibes. Segundo XTJ Precision Manufacturing cando escollides servizos tradicionais de mecanizado CNC, traballas cunha fábrica... Con frecuencia falas co equipo da fábrica sobre as túas necesidades e materiais. As plataformas en liña, pola contra, "permiten pedir pezas mediante un sitio web" con cotizacións automatizadas e interacción directa mínima.
Isto é o que cada enfoque ofrece realmente:
Vantaxes dos talleres mecánicos locais:
- Comunicación directa con mecanicistas e enxeñeiros - Podes debater requisitos complexos cara a cara, formular preguntas e obter esclarecementos inmediatos sobre detalles técnicos
- Consultoría e experiencia en deseño - XTJ indica que os talleres tradicionais "ofrecen axuda experta en deseño. Podes recibir consellos para mellorar a túa peza e ahorrar cartos"
- Creación de relacións - Traballar directamente cunha instalación xera confianza e comprensión que benefician proxectos futuros
- PREZOS TRANSPARENTES - "Pagas á fábrica, polo que evitas custos adicionais derivados de intermediarios", evitando as tarifas das plataformas que poden engadir entre o 10 % e o 20 % aos custos do proxecto
- Consistencia na Calidade - Os talleres locais "controlan cada paso na súa propia fábrica" con supervisión directa de cada operación
- Servizo e soporte continuos - ¿Necesita mantemento, reparación ou calibración do seu equipo? As instalacións locais adoitan ofrecer estes servizos xunto coa fabricación
Vantaxes dos servizos en liña de fresado CNC:
- Cotización instantánea - Suba o seu ficheiro CAD e reciba o prezo inmediatamente sen ter que esperar estimacións manuais
- Amplas redes de fornecedores - O acceso a múltiples talleres de maquinaria certificados a través dunha única plataforma amplía as súas opcións
- Xestión de pedidos cómoda - Seguimento de pedidos, xestión de proxectos e tratamento da documentación mediante interfaces web
- Opcións flexibles de entrega - Escolla entre envío estándar, acelerado ou económico en función da urxencia e do orzamento
- accesibilidade 24/7 - Envíe pedidos en calquera momento sen ter que coordinar horarios nin fusos horarios
- Iteración rápida do deseño - XTJ observa que as plataformas en liña «permiten subir novos deseños e cambiar pedidos de forma rápida. Pode probar ideas e obter pezas con rapidez»
Pero isto é o que normalmente se pasa por alto: as plataformas en liña utilizan redes de fornecedores, o que pode introducir variabilidade. XTJ explica que «a calidade pode variar segundo o fornecedor. As plataformas en liña poden presentar un risco maior de erros ou de atrasos nas pezas, pois recorren a moitos talleres». Cando precisa resultados idénticos en varias pedidos, esa consistencia é fundamental.
Adecuación do tipo de taller á súa escala de produción
O seu volume de produción inflúe de maneira significativa na opción máis adecuada. A fresadora CNC de pequenos lotes ten requirimentos distintos da produción CNC de gran volume, polo que o tipo de socio axeitado varía en consecuencia.
Para prototipos e pequenos lotes (1-50 pezas):
Ambas opcións funcionan aquí, pero as prioridades son distintas. Se o seu prototipo require iteración e comentarios sobre o deseño, os talleres locais sobresalen. RapidDirect apunta que os talleres de fresado CNC poden "cambiar rapidamente os seus deseños con custos e tempos mínimos para optimizar a calidade da produción." Esa afinación colaborativa prodúcese de forma máis natural cando se traballa directamente cos enxeñeiros.
As plataformas en liña destacan cando ten deseños definitivos e precisa unha entrega rápida sen consultas extensas. Para pezas sinxelas nas que a xeometría xa está comprobada, subir os ficheiros e recibir as pezas en poucos días ofrece unha clara eficiencia.
Para series de produción medias (50-500 pezas):
Este rango adoita favorecer aos talleres mecánicos locais ou ás relacións directas coas fábricas. Segundo a comparación de XTJ, "Se quere o prezo máis baixo para traballos grandes e necesita pezas exactas, escolla un servizo directo de fresado CNC." As comisións das plataformas volvénselle máis significativas á medida que aumenta a cantidade, e a capacidade de negociar directamente os prezos cos fabricantes ofrece vantaxes de custo.
Ademais, as series medias benefícanse da coherencia que provén da produción dunha única fonte. Todas as pezas proceden das mesmas máquinas, os mesmos operarios e as mesmas comprobacións de calidade.
Para produción en gran volume (500+ pezas):
A escala, as relacións directas volvense esenciais. RapidDirect subliña que, ao avaliar talleres, se debe considerar «a capacidade e a posibilidade de ampliación do taller de fresado CNC: qué volumes pode entregar o taller nun prazo determinado?». O traballo en gran volume require talleres con capacidade adecuada de máquinas, programación eficiente e sistemas robustos de control de calidade.
As plataformas en liña poden ter dificultades neste aspecto porque distribúen o traballo entre múltiples fornecedores, o que pode xerar inconsistencias. As parcerías directas permiten un planificación da produción dedicada, negociacións de prezos por volume e loxística simplificada.
Expectativas de prazo de entrega e tempo de resposta realista
Comprender cronogramas realistas evita frustracións e axuda a planificar de forma eficaz. Isto é o que realmente se pode esperar:
Cronogramas de talleres mecánicos locais:
- Pedidos urgentes: 1-3 días para pezas sinxelas con capacidade dispoñíbel
- Prototipos estándar: 3-7 días laborables
- Pezas complexas ou de precisión: 1-2 semanas
- Produción: 2-4 semanas, dependendo da cantidade e da complexidade
XTJ indica que as instalacións tradicionais de CNC «poden fabricar pezas en 3 a 7 días. Vostede fala directamente coa fábrica, polo que pode solicitar pedidos acelerados.» Esa comunicación directa permite flexibilidade cando os prazos son críticos.
Cronogramas das plataformas en liña:
- Servizo acelerado: 3-5 días hábiles (prezo premium)
- Entrega estándar: 2-3 semanas, normalmente
- Opcións económicas: 3-4 semanas
A análise de XTJ indica que «a maioría dos traballos leva uns tres semanas, pero podes pagar máis por un traballo máis rápido». O compromiso é directo: a velocidade ten un custo adicional nas plataformas, mentres que os talleres locais poden ofrecer unha entrega estándar máis rápida mediante a programación directa.
O factor servizo: máis aló da simple fabricación de pezas
Unha vantaxe que ofrecen os talleres mecánicos locais e que as plataformas en liña non poden igualar: relacións de servizo integrais. Cando necesitas mantemento de equipos, reparacións ou soporte técnico máis aló da fabricación de pezas, as instalacións locais proporcionan valor continuo.
Segundo Wisconsin Metal Tech, unhas boas relacións co cliente significan «implicámonos activamente cos nosos clientes para comprender as súas necesidades específicas. Xa se trate dun requisito concreto de material, de tolerancias estreitas ou de restricións de deseño, adaptamos os nosos servizos de fresado CNC en consecuencia.»
Esta aproximación colaborativa esténdese á resolución de problemas. Wisconsin Metal Tech salienta que «surgiron desafíos, pero a nosa aproximación colaborativa garante que atopemos solucións xuntos». Cando ocorren problemas —e na fabricación, ocasionalmente ocorren— ter un socio que comprende as súas aplicacións e pode responder rapidamente fai unha diferenza significativa.
Para relacións continuadas que impliquen pedidos repetidos, evolución do deseño ou ampliación da produción, as parcerías locais adoitan ofrecer máis valor. Para proxectos únicos con especificacións claras e sen seguimento previsto, as plataformas en liña ofrecen transaccións eficientes.
A elección axeitada non se trata de cal das opcións é universalmente mellor, senón de cal aproximación se axusta mellor ás necesidades específicas do seu proxecto, ao prazo e ás necesidades de relación.
Unha vez seleccionado o tipo de taller, comprender como funciona a fixación de prezos axuda a avaliar de forma efectiva as cotizacións e evitar custos inesperados —o que nos leva aos factores que realmente determinan o prezo dos servizos de CNC.
Comprender os prezos dos servizos de CNC e os factores que os afectan
Xa recibiu algúnha cita para mecanizado CNC e preguntouse por que esa pequena peza custa tanto? Ou por que dous proxectos aparentemente semellantes tiveron prezos tan diferentes? Non está so. Os prezos dos servizos de mecanizado adoitan resultar opacos para os compradores novos, e esa incerteza xera fricción incluso antes de que os proxectos comecen.
Esta é a realidade: os custos do mecanizado CNC non son arbitrarios. Seguen patróns predecibles baseados en factores específicos. Comprender estes factores transforma o cliente dun receptor pasivo de citas nun cliente informado capaz de tomar decisións intelixentes e, posiblemente, reducir os custos antes de presentar a súa primeira solicitude de cita (RFQ).
Factores clave que determinan os custos do mecanizado CNC
Segundo a análise de custos de Komacut, varios elementos interconectados determinan o que pagará polas pezas mecanizadas. Analicémoslos segundo a súa influencia típica.
Tipo e uso do material:
A súa elección de material afecta o custo de múltiples maneiras, ademais do prezo só dos materiais en bruto. Komacut explica que «materiais como o aceiro inoxidable e o titano, que son máis duros e resistentes, requiren máis tempo e ferramentas especializadas, aumentando así os custos». Por outra banda, «os materiais máis brandos, como o aluminio, son máis fáceis de mecanizar, o que pode reducir tanto o tempo de mecanizado como o desgaste das ferramentas».
- Custo do Material Bruto - O titano é moito máis caro por quilo que o aluminio ou o aceiro doce
- Capacidades de mecanizado - Os materiais máis duros requiren velocidades de corte máis lentas, o que aumenta o tempo de máquina
- Desgaste das ferramentas - Os materiais abrasivos ou resistentes desgastan as ferramentas de corte máis rapidamente, engadindo custos de substitución
- Manuseo especial - Algúns materiais requiren refrigerantes específicos, avances ou axustes da máquina
Tempo de mecanizado:
O tempo de máquina impulsa directamente os custos de manodobra e equipamento. Komacut identifica dous factores principais de tempo: «o grosor dos materiais empregados e a complexidade do deseño da peza». Os materiais máis grósos requiren múltiples pasadas para acadar a profundidade desexada. As xeometrías complexas demandan velocidades máis lentas para lograr precisión e cambios frecuentes de ferramenta.
Complexidade da peza e características do deseño:
Segundo a guía de redución de custos de Fictiv, determinados elementos de deseño teñen un impacto significativo no prezo:
- Tolerancias - «Tolerancias máis estreitas = maior custo.» Alcanzar ±0,001" require un mecanizado máis coidadoso que as tolerancias estándar
- Tamaño e profundidade dos furos - «Os furos profundos e estreitos son lentos de mecanizar con precisión e están propensos a rotura da ferramenta»
- Raios internos - «Canto menor sexa o radio, menor será a fresa de extremo necesaria... e máis lento terá que ser o mecanizado»
- Profundidade de corte - Os bolsos extra profundos requiren un tempo de mecanizado máis prolongado e poden necesitar ferramentas especiais
- Grosor da parede - As paredes finas requiren unha atención adicional para evitar vibracións e deformacións
- Subcortes - Características como as ranuras para aneis O requiren ferramentas especializadas que incrementan os custos
Tempo de configuración e procesamento:
Antes de comezar o corte, prodúcese unha preparación considerable. Komacut indica que «configurar unha máquina CNC é particularmente intensiva en man de obra e cara, xa que implica a instalación das ferramentas e dispositivos adecuados, a preparación do material e o axuste dos parámetros da máquina». Este custo de enxeñaría non recorrente (NRE) inclúe:
- Programación CAM - Creación das trayectorias de ferramenta e as instrucións en código G
- Configuración do dispositivo - Asegurar correctamente a peza de traballo para cada operación
- Instalación da ferramenta - Carga e calibración das ferramentas de corte
- Inspección do Primeiro Artigo - Verificación de que a primeira peza cumpra as especificacións
Tipo de máquina e capacidades:
Distintos equipos teñen distintas tarifas horarias. A análise de Komacut mostra que as fresadoras de 5 eixos son máis caras por hora que as de 3 eixos debido á súa «alta tecnoloxía, software avanzado e persoal especializado». O torneado CNC é «xeralmente máis rápido e máis económico que a fresaxe para producir formas redondas».
Cantidade e tamaño do lote:
O volume afecta dramaticamente o prezo por unidade. Komacut explica que "cantidades maiores distribúen os custos fixos de configuración... entre máis unidades, reducindo así o custo por peza." Ademais, "as compras en grosa de materiais tamén adoitan obter descontos." A relación é clara: pedir 100 pezas ten un custo menor por unidade que pedir 10.
Como obter orzamentos precisos para o seu proxecto
Obter orzamentos útiles require fornecer toda a información necesaria desde o principio. Segundo a guía de orzamentos de LongSheng, a avaliación dos orzamentos implica "unha consideración exhaustiva dunha variedade de factores clave", incluídos "os custos dos materiais, os custos de man de obra, as taxas de uso dos equipos e os posibles custos de procesamento posterior."
Para recibir orzamentos precisos e comparables:
- Fornecer ficheiros CAD completos - Modelos 3D (STEP, IGES) xunto con debuxos 2D con cotas e tolerancias
- Especificar claramente o material - Incluír grao, temple e calquera requisito de certificación
- Definir con precisión as tolerancias - Indicar as dimensións críticas fronte ás tolerancias xerais
- Especificar os requisitos de cantidade - Incluír tanto as necesidades inmediatas como os volumes potenciais futuros
- Describir os requisitos de acabado superficial - Especificar os valores Ra ou as operacións de acabado necesarias
- Identificar as operacións secundarias - Tratamento térmico, chapado, anodizado, requisitos de montaxe
Erros comúns que aumentan os custos de fresado CNC
Muitos factores que afectan o custo están baixo o seu control. Fictiv identifica varios erros evitables que inflan innecesariamente os prezos:
Especificar con exceso as tolerancias: Solicitar unha tolerancia de ±0,001" en todas as dimensións cando só algunhas características a requiren realmente aumenta drasticamente o custo. Fictiv recomenda comezar coa "clase de tolerancia media ISO 2768" como "un estándar razoable para fins de prototipado" e apertar as tolerancias só onde sexa funcionalmente necesario.
Ignorar a complexidade do montaxe: Os deseños que requiren múltiples montaxes son máis caros. Fictiv suxire considerar se pode "dividir o deseño en varios compoñentes que se poidan fresar facilmente e montar despois" ou "simplificar os deseños permitindo que todo o fresado se faga nunha soa cara."
Escoller materiais caros innecesariamente: Fictiv aconsella: "simplemente escolla o material máis barato posible que aínda cumpra os seus requisitos de deseño. Se está facendo prototipado funcional, intente manterse nas opcións máis económicas, como o ABS ou o aluminio mecanizado por CNC."
Pedir unidades individuais: Os custos NRE dominan as ordes dunha soa peza. Fictiv recomenda "fabricar máis dunha unidade de cada peza, para que o custo por unidade sexa menor, pero non tantas que estea fabricando pezas innecesarias."
Deseñar características que requiren dispositivos de suxeición especiais: As pezas con xeometría complexa poden necesitar mordazas suaves personalizadas ou barras senoidais para o seu posicionamento. Fictiv suxire reducir "a complexidade xeométrica sempre que sexa posible" ou dividir "o compoñente en pezas máis simples que despois se poidan ensamblar."
Lembre os tres principais factores de custo de Fictiv que deben minimizarse: "Custos de material, incluído o tamaño do stock e o valor do material; Configuracións de suxeición, tanto no número como na súa complexidade; Tempo de mecanizado, eliminando características e xeometrías complexas das pezas sempre que sexa posible."
Armado con este coñecemento sobre os prezos, podes avaliar as ofertas de forma significativa, identificar oportunidades para a optimización dos custos e construír relacións produtivas cos socios de mecanizado.
Selección dun socio fiable de mecanizado CNC
Xa percorrestes as tolerancias, certificacións, materiais e factores de prezo. Agora chega a decisión que conxunta todo: como escoller un taller CNC que entregue de forma constante e creza xunto cos teus requisitos. Un socio inadecuado significa prazos non cumpridos, problemas de calidade e orzamentos desperdiciados. O adecuado convértese nunha vantaxe competitiva.
Aquí tes como avaliar posibles socios de mecanizado empregando o coñecemento que adquiriches ao longo desta guía.
Que buscar nun socio de servizos CNC
Inicia a túa avaliación con estes criterios esenciais —cada un deles está directamente relacionado cos estándares técnicos e capacidades que discutimos:
- Certificacións relevantes para o seu sector - Lembra a nosa desglosación das certificacións? Compare as credenciais da oficina coa súa aplicación. Para servizos de fresado CNC de precisión automotriz, a certificación IATF 16949 é imprescindible. Instalacións como Shaoyi Metal Technology demostran este estándar xunto coa implementación do Control Estatístico de Procesos (SPC) — exactamente os sistemas de calidade que prevén os defectos, en vez de limitarse a detectalos.
- Escalabilidade desde o prototipo ata a produción - Pode a oficina satisfacer as súas necesidades actuais E crecer xunto con vostede? Busque socios que ofrezan prototipaxes rápidas e produción en masa baixo un mesmo teito. Isto elimina a transición problemática entre fornecedores de prototipos e instalacións de produción, que frecuentemente introduce variacións na calidade.
- Capacidades de prazo de entrega - Pregunte especificamente sobre o tempo de resposta. Algúns centros certificados entregan compoñentes de alta tolerancia cun prazo de entrega tan rápido como un día hábil para requisitos urxentes. Esa capacidade de resposta é fundamental cando os cronogramas de produción son apertados.
- Transparencia sobre equipos e capacidade - Segundo Lista de comprobación de enxeñaría de precisión de QTime , comprender a "capacidade e opción de escalabilidade" dun taller axúdalle a avaliar se pode "entregar nun prazo específico." Solicite listas de equipos e a utilización actual da capacidade.
- Procesos de verificación da calidade - Como proban que as pezas cumpren as especificacións? A inspección con máquinas de medición por coordenadas (CMM), os informes de primeira peza e os datos documentados de control estatístico de procesos (SPC) indican unha xestión sistemática da calidade, en lugar dunha fabricación baseada na esperanza.
- Disposición para a consulta técnica - Axuda o taller a optimizar os seus deseños, ou simplemente fai unha oferta do que vostede presenta? Os socios que suxiren melloras demostran experiencia que beneficia os seus proxectos a longo prazo.
Avaliación das capacidades para aplicacións automotrices e de alta precisión
As aplicacións automotrices e de alta precisión requiren unha análise máis rigorosa. As consecuencias son maiores, tanto a nivel financeiro como no que respecta ás implicacións para a seguridade.
Ao avaliar talleres para estas aplicacións exigentes, verifique:
- Capacidade para elaborar documentación PPAP - Poden fornecer a documentación do Proceso de Aprobación de Pezas de Producción que os seus clientes do sector automobilístico requiren?
- Implementación de FMEA - Realizan a análise proactiva de modos de fallo e efectos, ou esperan a que aparezan problemas?
- Sistemas de Trazabilidade - Poden rastrexar cada peza ata os lotes específicos de material, máquinas e operarios?
- Experiencia cos seus tipos de compoñentes - Un taller especializado en conxuntos de chasis pode non ser o ideal para carcacas electrónicas. Pida estudos de caso relevantes.
O proceso de avaliación remata, en última instancia, na confianza respaldada por probas. As certificacións ofrecen unha garantía mínima. Pero combinar eses títulos coas capacidades demostradas —como a capacidade de traballar con casquillos metálicos complexos ou con compoñentes automobilísticos intrincados cunha precisión constante— distingue aos socios fiables de mecanizado dos talleres que simplemente posúen o equipamento axeitado.
A mellor relación cun taller de CNC non é transaccional, senón unha parcería na que o seu éxito impulsa o seu éxito. Busque talleres que lle fagan preguntas sobre a súa aplicación, que suxeran melloras nos seus deseños e que demostren un interese auténtico en resolver os seus retos de fabricación.
Armado co coñecemento deste guía, xa non é un comprador novato que entra nun territorio descoñecido. Comprende o que abarcan os servizos de CNC, como avaliar as certificacións, cando se aplican distintos procesos e qué determina os prezos. Utilice ese coñecemento para formular preguntas informadas, comparar orzamentos de forma significativa e construír relacións con talleres que ofrezan a precisión, a fiabilidade e o servizo que os seus proxectos merecen.
Preguntas frecuentes sobre talleres e servizos de CNC
1. Que fai un taller de CNC?
Un taller de máquinas CNC emprega máquinas controladas por ordenador para fabricar compoñentes de precisión a partir de materias primas como metal, plástico ou compósitos. Os servizos van máis aló do corte básico e inclúen mecanizado personalizado, prototipado, mantemento de equipos, reparación, calibración e formación de operarios. Os talleres CNC empregan programadores cualificados, mecánicos e especialistas en control de calidade que traducen os requisitos do proxecto en pezas acabadas con tolerancias medidas en micrómetros.
2. Que é un servizo CNC?
O servizo CNC abarca todo o espectro de operacións de mecanizado por control numérico por ordenador, incluídos o fresado CNC, o torneado, o mecanizado multieixe e a erosión por descarga eléctrica (EDM). Ademais da fabricación, inclúe apoyo no deseño, como o procesamento CAD/CAM, a enxeñaría inversa e a optimización do deseño. Os servizos secundarios abranguen o acabado superficial, como a anodización e a electrodeposición, o tratamento térmico, a inspección de calidade mediante verificación con máquinas de medición por coordenadas (CMM) e os servizos de montaxe.
3. Como elixir entre fresado CNC, torneado e EDM?
Escolla en función da xeometría da peza: o fresado CNC é adecuado para superficies planas, bolsos e contornos complexos en 3D usando ferramentas de corte rotatorias. O torneado CNC é máis rápido e máis económico para pezas cilíndricas como eixes e casquillos, onde a peza xira. A usinaxe por descarga eléctrica (EDM) utiliza centellas eléctricas para mecanizar materiais extremadamente duros e crear características internas intrincadas que resultan imposibles de obter con métodos de corte convencionais, pero é máis cara e só funciona con materiais condutores.
4. Que certificacións debo buscar nun taller de CNC?
A norma ISO 9001 proporciona unha xestión da calidade fundamental para todos os sectores. Para aplicacións aeroespaciais, a certificación AS9100D é esencial. Os proxectos do sector automobilístico requiren a norma IATF 16949, que se basea na ISO 9001 e engade o control estatístico de procesos (SPC), a análise FMEA e a documentación PPAP. A fabricación de dispositivos médicos require a norma ISO 13485. Adecue a certificación ás necesidades do seu sector, en vez de limitarse a contar insignias.
5. Debería usar un taller mecánico local ou un servizo de CNC en liña?
As tendas locais ofrecen comunicación directa cos torneiros, experiencia en consultoría de deseño, prezos transparentes sen comisións de plataformas e soporte continuo de servizo para mantemento e reparacións. As plataformas en liña proporcionan presupostos instantáneos, accesibilidade 24/7 e redes amplas de fornecedores. Para proxectos complexos que requiren iteracións, as colaboracións locais sobresalen. Para pezas sinxelas con deseños xa finalizados, as plataformas en liña ofrecen transaccións eficientes. A produción en gran volume tende normalmente cara relacións directas coas fábricas.