 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Pezas CNC descifradas: desde compoñentes de máquinas ata produtos mecanizados personalizados
O que realmente significa «pezas CNC» e por que é importante
Cando busca «pezas CNC», pode atoparse abrumado por resultados que parecen apuntar en direccións completamente distintas. Está buscando un eixe de substitución para a súa fresadora ou necesita soportes de aluminio mecanizados con precisión para o seu próximo proxecto? Esta confusión existe porque o termo abarca dúas categorías totalmente diferentes coas que os compradores, técnicos e enxeñeiros se atopan diariamente.
Componentes da máquina fronte a produtos mecanizados
Comprender esta distinción fundamental pode aforrarlle horas de frustración e, posiblemente, erros custosos. A expresión «pezas CNC» refírese tanto aos compoñentes internos que constitúen a propia máquina CNC como aos produtos acabados que estas máquinas crean. Imaxine buscar pezas automobilísticas sen saber se precisa algo debaixo do capó ou un panel de carrocería fabricado á medida —ese é o reto ao que moitos se enfrontan ao navegar por esta terminoloxía.
Para os compradores que buscan compoñentes de substitución, esta claridade determina se está contactando cun fornecedor de ferramentas de máquina como CNC Router Parts LLC ou se está contactando cun servizo de mecanizado personalizado. Os técnicos que realizan mantemento deben comprender as pezas dunha máquina CNC para diagnosticar con precisión os problemas, mentres que os enxeñeiros que deseñan produtos requiren compoñentes mecanizados con tolerancias específicas e propiedades materiais concretas.
Comprensión da división na terminoloxía das pezas CNC
Para axudarlle a identificar rapidamente cal categoría se aplica á súa situación, considere esta desglosación:
| Categoría | Definición | Exemplos | Quen precisa disto |
|---|---|---|---|
| Componentes de máquinas CNC | Pezas internas que constitúen a propia máquina CNC | Fusos, tornillos de bolas, guías lineares, motores de paso, controladores | Propietarios de máquinas, técnicos de mantemento, construtores de máquinas |
| Productos fresados cnc | Pezas personalizadas fabricadas mediante equipos CNC | Soportes de aluminio, eixos de aceiro, carcaxas de plástico, xuntas de lata | Deseñadores de produtos, fabricantes, especialistas en adquisicións |
A lo largo desta guía, atopará información detallada sobre ambas categorías de compoñentes CNC. Sexa que está resolvendo problemas dunha peza CNC desgastada na súa fábrica ou especificando compoñentes mecanizados á medida para unha aplicación aeroespacial, as seccións seguintes proporcionaránlle os coñecementos prácticos necesarios para tomar decisións informadas.
Componentes esenciais de cada máquina CNC
Xa se preguntou o que realmente ocorre debaixo das coberturas dunha máquina CNC? Aínda que a maioría das guías simplemente enumeran os nomes dos compoñentes, comprender como funcionan estas pezas da máquina CNC —e como traballan xuntas— transforma ao usuario pasivo nun profesional capaz de diagnosticar problemas, optimizar o rendemento e tomar decisións de compra máis intelixentes. Analicemos as catro principais categorías de compoñentes que forman o corazón de cada sistema CNC.
Compoñentes mecánicos que permiten o movemento preciso
Os sistemas mecánicos dunha máquina CNC traducir ordes dixitais en movemento físico con notable precisión. Estes compoñentes dunha máquina CNC son responsables do posicionamento de ferramentas e pezas de traballo dentro de micrones das súas localizacións deseñadas.
- Eixes: O corazón rotativo de calquera máquina CNC, os fendóns manteñen e impulsan as ferramentas de corte a velocidades que van desde unhas poucas centos a decenas de miles de RPM. Os fuseos de alta velocidade xeran a potencia de corte necesaria para eliminar o material de forma eficiente mantendo a calidade do acabado da superficie.
- Tornillos de bolas: Estes eixos roscados de precisión converten o movemento rotatorio dos motores en movemento lineal. Segundo as especificacións da industria, os parafusos de bolas poden lograr unha alimentación de alta velocidade con excelente eficiencia de movemento e mínima xeración de calor. Os seus rodamentos de bolas recirculadores eliminan practicamente a reacción, permitindo unha precisión de posicionamento que os mecanismos de deslizamento simplemente non poden igualar.
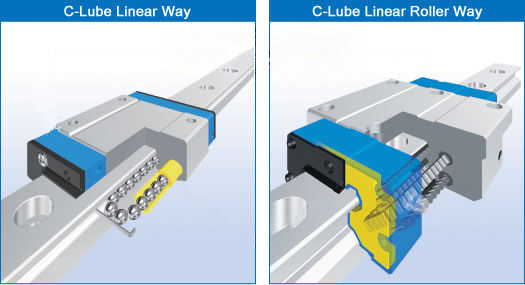
- Guías lineares (carril): Tamén chamados raíles deslizantes ou deslizadores lineares, estes compoñentes soportan e guían os eixos móviles ao longo das súas trayectorias de desprazamento. Os guías lineares modernos utilizan fricción por rodamiento en vez de fricción por deslizamento, reducindo o coeficiente de fricción a aproximadamente 1/50 do valor dos guías tradicionais por deslizamento. Esta redución drástica permite un movemento máis suave, un menor consumo de enerxía e unha maior duración dos compoñentes.
- Cojinetes e casquillos: Apoiando cada compoñente rotativo e deslizante, os rodamientos de precisión minimizan a fricción mentres mantén tolerancias estreitas baixo cargas elevadas e altas velocidades.
Para aficcionados e construtores de bricolaxe que adquiren estes compoñentes mecánicos, proveedores como a OpenBuilds Part Store ofrecen solucións modulares que simplifican a construción de máquinas personalizadas, mantendo ao mesmo tempo normas profesionais de calidade.
Sistemas Eléctricos que Alimentan as Operacións CNC
Parece complexo? Pense nos compoñentes eléctricos como os músculos e o sistema nervioso da súa máquina CNC: fornecen a enerxía e a retroalimentación necesarias para un movemento preciso e coordinado.
- Motores servo: Ao contrario dos motores simples que simplemente xiran, os motores servo operan dentro de sistemas en bucle pechado que monitorizan e axustan continuamente a súa posición. Un motor servo combínase cun controlador e un dispositivo de realimentación nun sistema en bucle pechado, o que permite correccións en tempo real que mantén a precisión de posicionamento incluso baixo cargas variables.
- Motores de paso: Estes motores móvense en pasos angulares discretos, o que os fai ideais para aplicacións que requiren posicionamento preciso sen a complexidade da realimentación do codificador. É común atopalos en fresadoras CNC máis pequenas e impresoras 3D.
- Unidades de accionamento CNC: A unidade de accionamento CNC amplifica as señais de control para alimentar adequadamente os motores. As unidades modernas empregan a modulación por largura de pulso (PWM) para regular a velocidade e o par dos motores cunha eficiencia excesiva. As ondas PWM transmiten as señais de modulación aos motores, onde pulsos máis longos en estado ON fornecen máis voltaxe e aceleran a rotación.
- Sensores e codificadores: Os codificadores de posición, os finais de curso e os sensores de proximidade fornecen o bucle de realimentación esencial para un mecanizado preciso. Estes dispositivos informan continuamente ao sistema de control sobre as posicións dos eixos, a presenza da ferramenta e as condicións de seguridade.
- Fontes de alimentación: Unha alimentación estable e limpa evita que o ruído eléctrico afecte á precisión de posicionamento. As fontes de alimentación de calidade tamén protexen os compoñentes electrónicos sensibles contra picos e fluctuacións de voltaxe.
Arquitectura de control e integración de software
O sistema de control actúa como o cerebro que coordina todas as funcións da máquina. Cando cargas un programa en código G, estes compoñentes interpretan as ordes e coordinan a sinfonía de movementos que produce a peza final.
- Controladores CNC: Estes ordenadores especializados procesan os programas de mecanizado e xeran ordes de movemento coordinadas para cada eixe. Os controladores empregan algoritmos PID (proporcional, integral e derivativo) minimizar continuamente a diferenza entre as posicións ordeadas e as posicións reais—asegurando que os cortes se realicen exactamente onde se pretende.
- Interfaz Home-Máquina (HMI): As pantallas táctiles, os teclados e os paneis de visualización permiten aos operarios cargar programas, axustar parámetros e supervisar o estado da máquina en tempo real.
- Interfaces de software: O software CAM xera as trayectorias das ferramentas, mentres que os postprocesadores traducen estas en código específico para a máquina. Os accesorios modernos de CNC inclúen con frecuencia conectividade en rede para a supervisión remota e a transferencia de programas.
- Tarxetas de control de movemento: Nos sistemas baseados en PC, o hardware especializado de control de movemento encárgase dos cálculos en tempo real necesarios para un movemento suave e coordinado en varios eixos.
A verdadeira precisión dunha máquina CNC non procede dun único compoñente, senón da forma na que os sistemas mecánicos, eléctricos e de control se comunican de maneira perfecta e compensan as variacións uns dos outros.
Estes tres sistemas non funcionan de forma illada. Cando un motor servo move un eixe, a guía linear garante un desprazamento suave, o fuso de bolas converte a rotación en movemento lineal, o codificador confirma a posición e o controlador axusta a señal de accionamento—todo isto ocorre miles de veces por segundo. Esta aproximación integrada explica por que a calidade é fundamental en cada categoría de compoñentes: un eslabón feble en calquera punto da cadea compromete o rendemento do sistema completo.
Coa base establecida, pódese preguntar qué materiais se empregan na fabricación destes compoñentes críticos—e por que esas eleccións afectan directamente o tempo durante o cal a súa máquina manteña a súa precisión.
Materiais que fan fiables os compoñentes CNC
Xa se preguntou por que un eixe pode xirar a 20.000 rpm durante anos sen fallar, ou por que as guías lineares mantén unha precisión ao nivel de micrómetros a pesar da fricción constante? A resposta atópase nos materiais cuidadosamente seleccionados: cada un escollido polas súas propiedades específicas, que se axustan ás demandas da súa aplicación. Comprender estas eleccións de materiais axúdalle a avaliala calidade dos compoñentes , prever a vida útil e tomar decisións máis intelixentes sobre a substitución de pezas das súas máquinas CNC.
Por que a selección de materiais determina a vida útil dos compoñentes
Cada compoñente CNC enfróntase a unha combinación única de esforzos: cargas mecánicas, fricción, xeración de calor e exposición ao medio ambiente. Os materiais empregados na fabricación deben abordar todos estes retos simultaneamente, mantendo ao mesmo tempo a estabilidade dimensional durante millares de horas de funcionamento.
Considere o que ocorre no interior dun rodamiento de eixe durante a mecanizado a alta velocidade. As pistas do rodamiento experimentan:
- Esforzo cíclico: Cargas e descargas repetidas ao rodar as bolas sobre as superficies millóns de veces
- Calor por fricción: Temperaturas que poden superar os 150 °C durante operacións de corte intensas
- Exposición a contaminantes: Neblina de refrigerante, virutas metálicas e partículas en suspensión que buscan entrar
- Exixencias de precisión: Tolerancias medidas en micrómetros que deben manterse estables a pesar da dilatación térmica
É por iso que os rodamientos de fuso empregan aleacións especiais de aceiro cromado como o AISI 52100. Segundo os principios da ciencia dos materiais, este aceiro alcanza unha dureza excecional (60-64 HRC despois do tratamento térmico) mantendo ao mesmo tempo suficiente tenacidade para resistir a fisuración por fatiga. O contido en cromo —aproximadamente 1,5 %— proporciona unha resistencia á corrosión moderada e mellora a templeabilidade en toda a sección transversal do rodamiento.
Os furos de bolas enfrentan desafíos semellantes, pero cun xiro adicional: deben converter o movemento rotatorio en movemento lineal con prácticamente ningún xogo. Os fabricantes normalmente empregan aceros aliados temperados para o eixe do furo e a porca, frecuentemente con tratamentos superficiais como a temperación por indución ou a nitruración. Estes procesos crean unha capa exterior dura (que resiste o desgaste) sobre un núcleo resistente (que resiste as cargas de choque): o mellor dos dous mundos para compoñentes de movemento de precisión.
Acero temperado fronte a aluminio na construción de CNC
Pasee por calquera taller mecánico e notará que as máquinas CNC empregan amplamente tanto o acero como o aluminio, pero en lugares moi distintos. Isto non é arbitrario; reflicte compensacións fundamentais entre resistencia, peso, propiedades térmicas e custo.
Onde domina o acero temperado:
- Rails de guía lineal: Estas pezas especiais utilzan acero cementado (normalmente con dureza superficial de 58-62 HRC) porque deben resistir o desgaste provocado polos elementos rodantes, mantendo ao mesmo tempo a planicidade e a rectitude dentro de micrómetros. Os materiais máis brandos desenvolverían rapidamente ranuras, destruíndo a precisión de posicionamento.
- Eixes de fuso: Os aceros para ferramentas de alto contido en carbono soportan as forzas de flexión derivadas das cargas de corte, mantendo ao mesmo tempo a concentricidade a velocidades de rotación extremas.
- Conxuntos de fuso de bolas: A combinación de altas tensións de contacto e movemento constante require materiais cunha resistencia á fatiga excepccional — algo que só poden proporcionar as aleacións de acero de calidade.
Onde o aluminio sobresaí:
- Estruturas e bastidores de máquinas: Excelente resistencia do aluminio relación Forza-Peso reduce a masa móbil, permitindo unha aceleración e desaceleración máis rápidas sen comprometer a rigidez.
- Sistemas de pórtico: Un menor peso significa que os motores poden acadar velocidades máis altas con menos consumo de enerxía e menor desgaste dos compoñentes de transmisión.
- Disipadores de calor e soportes de motor: A condutividade térmica do aluminio (aproximadamente cinco veces maior ca a do aceiro) disipa eficientemente o calor dos motores e transmisións.
Algunhos fabricantes de compoñentes CNC tamén incorporan aleacións de lata e bronce en aplicacións específicas. Atopará casquillos de lata en máquinas antigas ou especializadas, onde as súas propiedades autorlubricantes e a súa resistencia á corrosión superan a necesidade dunha dureza extrema. As aleacións de bronce, particularmente o bronce fosforoso, úsanse en fuso-sin fin para axustes manuais, onde un coeficiente de fricción máis baixo reduce o esforzo do operario.
Os polímeros e os plásticos de enxeñaría crearon as súas propias níches no deseño moderno de CNC. O acetal (POM/Delrin) úsase en porcas antiretroceso para aplicacións de baixa carga, ofrecendo unha excelente estabilidade dimensional e fricción reducida a un custo moi inferior ao do aceiro. Os materiais baseados en PTFE empreganse como superficies de rodamiento e selos cando a resistencia química e a fricción extremadamente baixa son máis importantes que a capacidade de carga.
O material axeitado nunha aplicación inadecuada falla rapidamente, pero o material axeitado nunha aplicación adecuada pode durar máis ca propia máquina.
Ao avaliar pezas de substitución ou actualizar a súa máquina, considere como as eleccións de material afectan o rendemento a longo prazo. Unha guía linear máis barata fabricada con acero insuficientemente tratado pode supor un aforro inicial, pero o desgaste acelerado sairá moito máis caro en perda de precisión e substitucións frecuentes. Comprender estes fundamentos dos materiais transforma o seu papel de mero comprador de pezas nun investidor en rendemento duradeiro—o que leva naturalmente ao recoñecemento de como a calidade dos compoñentes afecta directamente as pezas que maquina.
Como afecta a calidade dos compoñentes da máquina ao seu resultado
Imaxine que está maquinando un lote de eixes de precisión e descobre que todos eles miden 0,05 mm por encima do tamaño especificado nun eixe. Comproba o seu código G: é correcto. As súas ferramentas parecen estar en bo estado. A súa suxeición de pezas é sólida. Entón, de onde provén o erro? A resposta atópase, con frecuencia, á vista de todos: as pezas de mecanizado CNC no interior da súa máquina degradáronse o suficiente como para levar o seu resultado fóra das tolerancias aceptables.
A relación entre o estado dos compoñentes internos e a calidade da peza acabada non é só teórica: é mensurable, previsible e absolutamente crítica para calquera persoa que produza produtos de mecanizado CNC que exixan precisión constante.
Como o desgaste dos compoñentes se traduce en defectos nas pezas
Cada compoñente mecánico da súa máquina CNC experimenta un desgaste progresivo. O que fai isto tan difícil é que o desgaste non se anuncia de forma espectacular: aparece lentamente, a miúdo enmascarado pola compensación automática ou os axustes do operador, ata que, de súpeto, as súas pezas non pasan a inspección.
Deterioración do fuso de bolas e erros de posicionamento
Cando os fusos de bolas se desgastan, as bolas recirculantes xa non entran en contacto consistente coas roscas do fuso. Isto xera xogo — unha pequena zona morta na que o motor xira pero o eixe non se move. Nas pezas de torno CNC, o xogo maniféstase como:
- Variacións dimensionais entre características mecanizadas en direccións opostas
- Interpolación circular que produce formas lixeiramente ovais en vez de círculos perfectos
- Pasos de rosca que varían lixeiramente ao longo da lonxitude da peça de traballo
- Posicións do ombro que se desvían dependendo da dirección de aproximación
Un fuso de bolas cun xogo de tan só 0,02 mm pode parecer insignificante, pero cando se mecanizan pezas con tolerancias de ±0,01 mm, ese xogo consome todo o seu orzamento de erro antes mesmo de ter en conta outras variables.
Problemas de desaxuste do eixe principal e de acabado superficial
O desaxuste do eixe principal —a cantidade pola que un eixe principal en rotación se desvía da súa concéntrica perfecta— transfrase directamente á súa peça de traballo. Cando sostén unha ferramenta de corte, o desaxuste fai que a ferramenta trace un círculo lixeiramente maior que o seu diámetro nominal. Pero o verdadeiro dano manifestase no acabado superficial.
Un eixo con un desviación de 0,01 mm fai que cada aresta de corte se comporte como unha ferramenta lixeiramente distinta. Unha aresta corta máis profundamente, a seguinte máis superficialmente, creando un patrón característico de ondulación nas superficies mecanizadas. En materiais reflectantes como o aluminio, esta ondulación é visible a simple vista. Nas superficies de estanquidade de precisión, pode provocar fallos funcionais.
Calidade e repetibilidade do sistema de accionamento
O seu sistema de accionamento —motores, codificadores e amplificadores traballando en conxunto— determina coa mesma consistencia coa que a máquina volve á mesma posición. Os accionamentos de baixa calidade ou os compoñentes degradados introducen:
- Ondulacións de velocidade que causan variacións no acabado superficial durante o contorneado
- Erros de seguimento que se acumulan durante cambios rápidos de dirección
- Deriva térmica á medida que os motores se quentan durante operacións prolongadas
- Aceleración inconsistente que afecta aos ángulos de penetración da ferramenta
A cadea de precisión desde a máquina até a peza
Aquí está o que moitos operadores non se dan conta: erros de múltiples compoñentes non simplemente media outthe stack. Este concepto, chamado tolerance stacking, explica por que unha máquina con varias condicións de compoñentes "aceptables" aínda pode producir pezas inaceptables.
Cando a reacción de contra-escrutamento de esferas, o desgaste da guía lineal, o desgaste do fuso e os erros de resolución do codificador combínanse, a incerteza total de posicionamento pode exceder a suma das especificacións individuais, converténdose en compoñentes marginalmente aceptables en rend
Considere unha operación típica de fresado onde ten que colocar un burato dentro de 0,025 mm da súa posición nominal:
| Fonte de erro | Contribución típica | Efecto acumulativo |
|---|---|---|
| Reacción de contraataque da parafuso de esfera do eixo X | ±0,008 mm | 0.008mm |
| Reacción de contraataque da parafuso de esfera do eixo Y | ± 0,006 mm | 0,014 mm |
| Dirección da guía lineal | ±0.005mm | 0,019 mm |
| Desviación do eixe na punta da fresa | ±0,008 mm | 0,027 mm |
Neste escenario, aínda que cada compoñente se atope dentro dos límites típicos de desgaste, o efecto combinado supera o seu requisito de tolerancia de 0,025 mm. É por iso que os fabricantes de produtos críticos de mecanizado CNC mantén umbrais estritos sobre o estado dos compoñentes, non só normas mínimas aceptables.
Por que os compoñentes de calidade se amortizan por si mesmos
Investir en compoñentes de grao premium non se trata de perseguir especificacións no papel. Trátase de manter tolerancias máis estreitas durante intervalos máis longos de servizo, o que se traduce directamente en:
- Menos pezas rexeitadas e menores taxas de desperdicio
- Intervalos máis longos entre calibración e axuste
- Aprobacións máis consistentes da primeira peza en novos traballos
- Menor tempo de inspección, xa que as pezas caen de forma consistente dentro da tolerancia
- Tempo de funcionamento estendido da máquina entre paradas para mantemento
A cadea de precisión que conecta os compoñentes internos da súa máquina coa calidade da peza final só é tan forte como o seu eslabón máis feble. Comprender esta relación permitelle priorizar as inversións en mantemento, diagnosticar os problemas de calidade na súa orixe e tomar decisións informadas sobre cando a substitución dun compoñente resulta máis económica ca seguir axustándoo e compensándoo.
Recoñecer estas conexións coa calidade xera naturalmente a seguinte pregunta: cómo saber cando determinados compoñentes se deterioraron o suficiente como para requirir a súa substitución?
Recoñecer cando é necesario substituír pezas de CNC
Observou que as súas pezas non están a medir ben ultimamente. Ou talvez hai un novo son que procede do eixe e que non estaba alí o mes pasado. Como sabe cando é o momento de pedir pezas de substitución para CNC en vez de simplemente axustar o seu programa ou apertar un parafuso? Saber distinguir entre o funcionamento normal e a falla inminente pode salvarllo de costosas paradas de emerxencia — e evitar que as pezas descartadas reduzan os seus márxenes.
O problema é que as pezas de reposto para CNC raramente fallan de forma catastrófica sen avisar. En troques, degradanse gradualmente, a miúdo enmascaradas por algoritmos de compensación ou axustes realizados polo operador. Cando a falla se volve evidente, probablemente xa levou semanas fabricando pezas con calidade limitada. Examinemos as señais de aviso que os técnicos experimentados utilizan para detectar os problemas de maneira temprana.
Señais visuais de falla dos compoñentes
Os seus ollos son ferramentas diagnósticas moi potentes cando se sabe o que buscar. Moitas pezas para máquinas CNC revelan o seu estado mediante cambios visibles que preceden á falla funcional.
Tornillos de bolas e guías lineares:
- Descoloración ou escurecemento: Os cambios de cor inducidos polo calor nos eixos dos tornillos de bolas indican a degradación do lubrificante ou fricción excesiva, ambos precursores dun desgaste acelerado
- Pistas de desgaste visibles: Caminos brillantes e pulidos nas raíles das guías lineares onde se desprazan as carreteras suxiren danos por contaminación ou lubrificación inadecuada
- Pitting ou descamación: Pequenos cráteres ou descamación nas roscas dos tornillos de bolas indican que comezou a falla por fatiga—é urxente substituílos
- Ferruxe ou corrosión: Incluso unha leve oxidación superficial nas superficies de precisión indica que fallou a película protetora do lubrificante
Fusos e rodamientos:
- Fuga de lubrificante: O escape de graxa ou aceite das empaquetaduras dos fusos indica unha degradación das empaquetaduras e unha posible entrada de contaminantes
- Marcas de queimadura nos portaferramentas: A descoloración nas zonas onde se asentan as ferramentas suxire un exceso de desaxuste que xera calor por fricción
- Partículas metálicas no refrigerante: As lamiñas brillantes no seu depósito de refrigerante adoitan proceder do desgaste dos rodamientos do fuso
Compoñentes eléctricos:
- Olor a queimado ou descoloración: As áreas escurecidas nas carcasas dos motores ou nas unidades de accionamento indican episodios de sobrecalentamento
- Aillamento dos cables desfreado ou rachado: Especialmente en portacables onde a flexión repetida provoca fatiga
- Conexións corroídas: Depósitos verdes ou brancos nos terminais eléctricos aumentan a resistencia e causan fallos intermitentes
Síntomas de rendemento que indican o momento de substitución
Cando as pezas de reposto CNC comezan a fallar, a máquina indícanolo mediante o seu comportamento—se está atento. Estes síntomas de rendemento adoitan aparecer antes de que os sinais visuais se volvan evidentes.
Indicadores de desvío dimensional:
- Pezas que miden consistentemente por encima ou por debaixo do tamaño especificado nunha dirección de eixe
- Características circulares que producen formas ovais durante a inspección
- Erros de posición que varían segundo a dirección de aproximación (síntoma clásico de xogo)
- Dimensións que varían ao longo dunha serie de produción á medida que a máquina se aquece
- Precisión na primeira parte que se deteriora ao final do turno
Deterioro do acabado superficial:
- Patróns de ondulación que aparecen en superficies previamente lisas
- Marcas de vibración a pesar de usar velocidades e avances probados
- Calidade de acabado inconsistente entre operacións idénticas
- Marcas visibles da ferramenta nas pasadas que deberían ser de acabado
Sinais auditivos de alerta:
Os operarios experimentados desenvolven un oído para as súas máquinas. Cando os sons cambian, algo cambiou mecanicamente:
- Rugido ou raspado: Contacto metal contra metal onde debería haber movemento liso — normalmente indica guías lineares contaminadas ou secas
- Clics ou estalidos: Particularmente durante as inversións de dirección, suxire desgaste da porca do fuso de bolas ou conexións mecánicas floxas
- Zumbido agudo: Ruído do rodamiento que aumenta coa velocidade do eixe indica desgaste do rodamiento ou precarga incorrecta
- Zumbido ou ruxido: Ruídos de vibración de baixa frecuencia procedentes de motores ou caixas de cambios indican deterioración do rodamiento
- Chillido intermitente: A miúdo está relacionado con problemas de tensión da correa ou desgaste dos rodamientos das poleas nas fresas accionadas por correa
Estratexias de substitución preventiva fronte a reactiva
Comprender estes síntomas leva a unha decisión crítica: ¿substitúe as pezas para máquinas CNC de forma programada ou espera ata que os síntomas exixan acción?
Substitución reactiva agarda a indicadores claros de fallo antes de pedir pezas. Esta aproximación minimiza os custos de inventario de pezas, pero implica o risco de paradas non planificadas. Funciona razoablemente ben para compoñentes non críticos ou máquinas cunha capacidade de reserva.
Substituto preventivo os cambios de compoñentes baseados nas horas de funcionamento, ciclos ou tempo de calendarioindependentemente da condición aparente. Esta estratexia é axeitada para ambientes de produción onde os custos de tempo de inactividade superan moito os custos dos compoñentes. Os rodamentos de fuso críticos, por exemplo, poderían ser substituídos cada 8.000 horas de funcionamento, aínda que aínda funcionen de forma aceptable.
Un enfoque híbrido é moitas veces o máis práctico: controlar indicadores clave, establecer medicións de referencia cando os compoñentes son novos e substituír cando a degradación alcanza limiares predeterminadospero antes de que a falla sexa inminente.
A lubricación adecuada prolonga dramaticamente o intervalo entre as substitucións. O uso de lubricantes de calidade como a graxa Mobil SHC 220 para guias lineais e parafusos de bolas mantén a película protectora que impide o contacto de metal a metal. Moitas tendas estandarizan en SHC 220 ou graxas sintéticas equivalentes porque a súa estabilidade térmica e longa vida útil xustifican o premio sobre os lubricantes convencionais.
O mellor momento para pedir pezas de reposición é cando se notan os síntomas, non cando xa non se poden ignorar.
Construír un pequeno inventario de pezas de repuesto cnc críticas rodamentos de fuso, porros de parafusos e cintos de conduciónasegura que cando aparecen síntomas, podes programar a substitución na túa conveniencia en vez de correr durante unha emerxencia.
Unha vez identificados os compoñentes que necesitan ser substituídos, o seguinte reto é atopar pezas compatibles, especialmente cando a máquina usa unha mestura de compoñentes estandarizados e propietarios.
Comprender a compatibilidade das pezas CNC entre máquinas
Entón xa identificou un fuso de bolas desgastado ou un motor de accionamento en fallo—agora chega a parte máis complicada. Pode simplemente pedir unha peza de substitución a calquera fornecedor, ou está obrigado a comprala ao fabricante orixinal da súa máquina? A resposta depende de se as pezas das súas máquinas CNC seguen normas industriais ou utilizan deseños propietarios. Comprender esta distinción pode axudarlle a aforrar unha cantidade significativa de diñeiro e tempo de entrega cando busque pezas de substitución.
Componentes normalizados que funcionan en todas as marcas
Boas novas en primeiro lugar: moitos compoñentes críticos de CNC seguen normas internacionais que garanten a compatibilidade entre marcas. Estas pezas normalizadas para aplicacións en máquinas CNC ofrecenlle flexibilidade na adquisición e, con frecuencia, permiten acceder a opcións de mercado secundario de maior calidade.
Os compoñentes normalizados máis comúns inclúen:
- Guías e carrís lineares: A maioría dos fabricantes adhírense aos estándares dimensionais ISO para anchos de raíles, patróns de montaxe de carros e especificacións de altura. Unha guía linear de 20 mm de ancho dun fabricante normalmente é intercambiable co modelo equivalente doutro fabricante.
- Tornillos de bolas: O diámetro, o paso e as dimensións de montaxe adoitan seguir os estándares DIN ou JIS. Con todo, as especificacións de precarga e os sistemas de retorno das bolas poden variar entre fabricantes.
- Motores de paso e servo: Os tamaños de armazón NEMA (NEMA 17, NEMA 23, NEMA 34) normalizan os patróns de furos de montaxe e as dimensións do eixe. Os equivalentes métricos seguen os estándares IEC.
- Interfaces de ferramentas de fuso: Os sistemas de conicidade BT, CAT, HSK e outros seguen especificacións internacionais estritas, o que permite que os portaferramentas funcionen en distintas marcas de máquinas usando o mesmo tipo de conicidade.
- Conectores eléctricos: Moitos accionamentos e controladores utilizan tipos de conectores estándar e protocolos de comunicación como RS-485, EtherCAT ou Modbus.
Ao mercar pezas CNC estandarizadas, concéntrese en coincidir coas especificacións críticas: clasificacións de carga, graos de precisión e clases de precarga. Un fuso de bolas de precisión C3 da marca A debe funcionar de maneira equivalente a un fuso C3 da marca B — o sistema de clasificación existe precisamente para garantir esta intercambialidade.
Navegar polos desafíos das pezas propietarias
Aquí é onde a adquisición se complica. Moitos fabricantes de máquinas utilizan deliberadamente compoñentes propietarios para manter o control sobre o seu fluxo de ingresos por servizos — ou simplemente porque os seus deseños requiren especificacións non estándar.
Os compoñentes comunmente propietarios inclúen:
- Controladores CNC e paneis HMI: A integración do software e o hardware normalmente lle impón a permanencia no ecosistema do fabricante orixinal
- Cartuchos de fuso: As disposicións personalizadas de rodamientos, os canais de refrigeración e a integración de sensores requiren frecuentemente substitucións específicas do fabricante orixinal
- Motores servo personalizados: As máquinas deseñadas para intervalos de rendemento específicos poden empregar motores con bobinados, codificadores ou configuracións de montaxe non estándar
- Amplificadores de accionamento especializados: En particular, nas máquinas máis antigas cuxa arquitectura de control precede aos actuais estándares de comunicación
Antes de pedir calquera substitución, documente estas especificacións críticas:
- Requisitos eléctricos: Tensión, valores nominais de corrente, configuración de fases e disposición dos contactos do conector
- Dimensións físicas: Patróns de furos de montaxe, tamaños do eixe e restricións do volume ocupado
- Protocolos de interface: Estándares de comunicación, tipos de codificador e formatos de sinal de realimentación
- Especificacións de rendemento: Valores nominais de velocidade, curvas de par, clases de precisión e límites térmicos
Ao comparar as opcións de substitución, valore estes factores con coidado:
| Consideración | Partes de fabricación original | Pezas de Reposto |
|---|---|---|
| Garantía de calidade | Compatibilidade garantida; probada para o seu modelo específico de máquina | Varía moito; os compoñentes de mercado secundario de alta calidade poden igualar ou superar a calidade do fabricante orixinal (OEM) |
| Cobertura de Garantía | Xeralmente de 12 a 24 meses; pode incluír soporte para a instalación | A miúdo de 6 a 12 meses; limitado exclusivamente á falla do compoñente |
| Custo | Prezos premium (a miúdo un 30-100 % máis altos que os compoñentes de mercado secundario) | Posíbeis aforros significativos en compoñentes estandarizados |
| Prazo de entrega | Pode levar semanas ou meses para modelos menos comúns | Disponibilidade máis rápida, a miúdo mediante múltiplos canais de distribución |
| Apoio técnico | Soporte completo para a aplicación por parte do fabricante | Limitado ás especificacións; a integración é responsabilidade do usuario |
| Impacto na garantía da máquina | Manteña o estado orixinal da garantía | Pode anular a garantía nas máquinas máis novas; verifique antes de instalar |
¿Unha aproximación práctica? Utilice pezas orixinais (OEM) para compoñentes propietarios, críticos para a seguridade ou sensibles á garantía. Escolle fontes de posventa de calidade para pezas estandarizadas de CNC, como guías lineares, fuso de bolas e motores de estrutura estándar, sempre que as especificacións coincidan claramente e as aforradas xustifiquen o esforzo adicional de integración.
Unha vez comprendidas as consideracións sobre compatibilidade, está preparado para explorar o outro lado da ecuación das pezas de CNC: os compoñentes de precisión personalizados que estas máquinas fabrican para aplicacións exigentes en innumerables sectores industriais.

Pezas mecanizadas personalizadas mediante CNC para aplicacións de precisión
Agora que exploramos os compoñentes internos que fan funcionar as máquinas CNC, cambiemos por completo de perspectiva. Que pasa cos produtos que estas máquinas crean realmente? As pezas CNC personalizadas representan o lado de saída da tecnoloxía CNC: compoñentes de precisión fabricados segundo especificacións exactas para aplicacións nas que «case suficiente» simplemente non é bo o bastante.
Sexa que está desenvolvendo un prototipo para un novo produto ou aumentando a produción ata alcanzar a escala completa, comprender como o fresado CNC transforma os materiais en bruto en compoñentes acabados axúdalle a comunicarse de maneira eficaz cos fornecedores e a tomar decisións informadas sobre a adquisición.
Industrias que dependen de compoñentes CNC personalizados
O mecanizado CNC converteuse na columna vertebral da fabricación de precisión en practicamente todos os sectores industriais. Segundo expertos en fabricación, o mecanizado CNC úsase amplamente en industrias como a aeroespacial, a automobilística, a médica, a robótica e a fabricación de equipos industriais debido á súa capacidade para crear xeometrías complexas con tolerancias estreitas. Pero que compoñentes específicos demanda cada sector?
Aeronáutica e Defensa:
- Paletas de turbina e compoñentes de motor que requiren mecanizado de aliaxes exóticas
- Soportes e ferraxes estruturais cunhas estritas requirimentos de relación peso-resistencia
- Colectores hidráulicos con pasaxes internos complexos
- Carcasas de precisión para sistemas aviónicos e de guiado
Automoción:
- Bloques de motor, cabezas de cilindro e caixas de transmisión
- Compoñentes de suspensión que requiren unha precisión dimensional constante
- Pezas do sistema de freos nas que as tolerancias de seguridade son intransixentes
- Pezas personalizadas de alto rendemento para aplicacións de competición e de mercado secundario
Dispositivos médicos:
- Instrumentos cirúrxicos que requiren materiais biocompatibles e acabados especulares
- Implantes ortopédicos mecanizados a partir de titán e aleacións de grao médico
- Carcasas de equipos de diagnóstico con características precisas para o montaxe de sensores
- Componentes protésicos personalizados segundo as xeometrías específicas de cada paciente
Robótica e Automatización:
- Carcasas de actuadores e componentes articulares
- Placas de montaxe personalizadas e estruturas de soporte
- Componentes de caixas de cambios de precisión e acoplamentos de eixes
- Ferramentas de extremidade e mecanismos de prensado
Para aficionados e fabricantes, os componentes CNC de bricolaxe abriron as portas á fabricación personalizada que anteriormente só estaba ao alcance dos fabricantes industriais. Desde estruturas personalizadas para drones até placas para teclados mecánicos, as pezas cortadas mediante CNC permiten aos individuos levar os seus deseños á realidade física cunha precisión de grao profesional.
Desde o prototipo ata as pezas listas para produción
Que fai que a mecanización CNC sexa ideal para compoñentes de precisión? O percorrido desde o concepto ata a peza final revela por que esta tecnoloxía domina cando a exactitude é fundamental.
O fluxo de traballo das pezas CNC personalizadas:
1. Deseño e enxeñaría
Toda peza CNC personalizada comeza como un modelo CAD — unha representación dixital que define todas as dimensións, tolerancias e requisitos de acabado superficial. Os enxeñeiros especifican as características críticas, as indicacións de material e as tolerancias xeométricas que debe cumprir a peza final.
2. Programación CAM
O software CAM traduce o seu deseño en trayectorias de ferramenta — os movementos precisos que seguirá a ferramenta de corte. Os programadores seleccionan estratexias de corte, avances, velocidades e secuencias de ferramentas optimizadas para o seu material e xeometría específicos.
3. Selección do material
Escoller o material axeitado equilibra os requisitos de rendemento coa maquinabilidade e o custo. As opcións máis comúns inclúen:
- Alixados de aluminio (6061, 7075): Excelente maquinabilidade, boa relación resistencia-peso e resistencia á corrosión
- Acos inoxidables (303, 304, 316): Resistencia á corrosión para ambientes agresivos, con maquinabilidade variable
- Acos ao carbono (1018, 4140): Resistencia rentable, tratábel termicamente para obter dureza
- Aliaxes de titanio: Relación excepcional entre resistencia e peso, biocompatibilidade, difícil de maquinar
- Plásticos de enxeñaría (Delrin, PEEK, Nylon): Lixeiro, resistente a produtos químicos e illante electricamente
4. Operacións de mecanizado
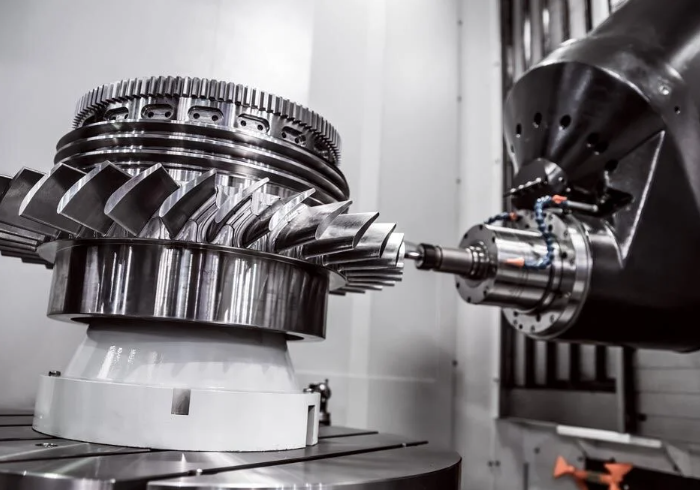
O proceso real de corte elimina material cunha precisión extraordinaria. O mecanizado CNC automatiza os procesos de corte, taladrado, fresado e torneado, garantindo a precisión e a consistencia en todas as pezas producidas. As máquinas de múltiples eixos poden aproximar as pezas desde practicamente calquera ángulo, creando características que serían imposibles de obter con métodos manuais.
5. Verificación da calidade
As pezas cortadas mediante CNC sométense a inspección utilizando máquinas de medición por coordenadas (MMC), comparadores ópticos ou calibradores de precisión. As dimensións críticas rexístranse e compáranse coas especificacións antes do envío das pezas.
O verdadeiro valor do mecanizado CNC emerxe cando se necesitan pezas idénticas: xa sexan dous prototipos ou dúas mil unidades de produción, cada unha coincide co modelo dixital dentro das tolerancias especificadas.
Esta repetibilidade explica por que as industrias con tolerancia cero á variación—dispositivos médicos, aeroespacial, automoción—dependen tanto da tecnoloxía CNC. Un instrumento cirúrxico debe funcionar de xeito idéntico xa sexa a primeira peza mecanizada ou a décima milésima.
Para aplicacións exigentes, en particular compoñentes automotrices nas que a seguridade e a fiabilidade son fundamentais, escoller o socio de fabricación axeitado resulta tan importante como o deseño en si. Os fornecedores certificados con sistemas de calidade robustos garanten que as súas pezas CNC personalizadas cumpran consistentemente as especificacións—a un tema que merece ser explorado ao pasar da comprensión da tecnoloxía á obtención real de compoñentes para os seus proxectos.
Escoller fornecedores fiables de pezas CNC
Deseñou o seu compoñente, seleccionou o seu material e estableceu as súas tolerancias. Agora chega unha decisión que pode facer ou desfacer o seu proxecto: en cal fornecedor de pezas de mecanizado CNC confía para a produción? A diferenza entre fornecedores non sempre é evidente nunha folla de presupostos. As certificacións de calidade, os controles de proceso e as capacidades de entrega distínguen aos fabricantes que entregan de forma consistente daqueles que o deixan ás apuras para cumprir coas datas límite con pezas rexeitadas.
Sexa cal sexa a cantidade que estea adquirindo — prototipos ou unha relación de produción a longo prazo — comprender o que distingue aos mellores fornecedores de pezas mecanizadas CNC dos que son simplemente aceptables axudaralle a evitar erros costosos e a construír unha cadea de suministro fiable.
Certificacións que indican excelencia na fabricación
Considere as certificacións como o currículo dun fornecedor: demostran a súa competencia verificada en disciplinas específicas de fabricación. Aínda que existen moitas certificacións, algunhas teñen un peso particular nas aplicacións de CNC de precisión.
IATF 16949: O estándar de ouro da industria automobilística
Se está adquirindo compoñentes para aplicacións automobilísticas, a certificación IATF 16949 non é opcional: é esencial. Este estándar vai moi máis aló dunha xestión básica da calidade. Segundo requisitos de certificación do sector , a IATF 16949 detalla cinco ferramentas fundamentais que os fornecedores deben implantar para producir pezas en serie con defectos mínimos:
- APQP (Planificación Avanzada da Calidade do Produto): Unha aproximación estruturada ao desenvolvemento de procesos de produción estables que eliminan os riscos antes de comezar a produción
- FMEA (Análise dos Modos de Fallo e os seus Efectos): Identificación e mitigación sistemáticas dos posibles fallos no deseño e nos procesos
- SPC (Control Estatístico de Procesos): Vixilancia en tempo real dos parámetros críticos do proceso para detectar variacións antes de que provoquen defectos
- MSA (Análise do Sistema de Medición): Verificación de que o equipo e os métodos de inspección ofrecen medicións fiables e repetibles
- PPAP (Proceso de Aprobación de Pezas de Producción): Documentación que demostra que o fornecedor pode producir de maneira consistente pezas que cumpran as especificacións do cliente
Estas ferramentas integradas crean un ecosistema de calidade que prevén os defectos en vez de simplemente detectalos. Cando un fornecedor de pezas CNC ten a certificación IATF 16949, está traballando cunha organización que demostrou dominio dos sistemas de calidade propios do sector automobilístico.
ISO 9001: A base universal da calidade
Para aplicacións non automobilísticas, a certificación ISO 9001:2015 confirma que un fornecedor mantén procesos documentados de xestión da calidade. Aínda que é menos rigorosa ca a IATF 16949, esta certificación indica, de todos os xeitos, o compromiso coa calidade constante, a rastrexabilidade e a mellora continua.
Certificacións ambientais e enerxéticas
Cada vez máis, os equipos de adquisición avalían os fornecedores segundo as súas credenciais en materia de sustentabilidade. A certificación ambiental ISO 14001:2015 demostra a existencia de sistemas de xestión ambiental que abordan as emisións, a manipulación de materiais e a redución de residuos — factores que resultan relevantes para os informes corporativos sobre sustentabilidade e para as iniciativas de aprovisionamento responsable.
Avaliación das capacidades do fornecedor segundo as súas necesidades
As certificacións abren a porta, pero axustar as capacidades do fornecedor ás súas necesidades específicas determina o éxito do proxecto. A continuación, móstrase o que profesionais experimentados en adquisicións avalían ao seleccionar fornecedores de pezas para máquinas CNC.
Implementación do Control Estatístico de Procesos
Pregúntelle aos fornecedores potenciais como supervisan as dimensións críticas durante as series de produción. Os fabricantes centrados na calidade implementan o control estatístico de procesos (SPC) para rastrexar a capacidade do proceso en tempo real. Segundo as mellor prácticas na avaliación de fornecedores, os sistemas robustos de control de calidade deben incluír gráficos SPC para parámetros críticos, establecendo tanto límites de control de proceso como planes de reacción cando se producen variacións.
Un fornecedor que aplica o SPC detecta as desviacións antes de que xerar pezas fóra de tolerancia. Sen el, está confiando na inspección final para detectar problemas —despois de que xa se xerou o desperdicio.
Prazo de entrega e resposta
A capacidade de fabricación non significa nada se as pezas chegan demasiado tarde. Avalie os fornecedores tanto nos prazos de entrega estándar como na súa capacidade de acelerar os pedidos cando sexa necesario. Algúns fabricantes certificados mantén capacidade especificamente para pedidos de resposta rápida: prazos de entrega tan rápidos como un día laborable non son unha fantañía de mercadotecnia cando os fornecedores estruturan as súas operacións para a flexibilidade.
Por exemplo, Shaoyi Metal Technology mostra como os fornecedores certificados en IATF 16949 poden combinar sistemas de calidade con entregas rápidas, ofrecendo compoñentes de precisión automotriz cun prazo de entrega que apoia os requisitos da fabricación «xusto a tempo».
Avaliación do equipamento e da capacidade
Comprender o catálogo de equipos dun fornecedor revela as súas verdadeiras capacidades. Ao avaliar provedores de servizos CNC, examine a idade das máquinas, os planos de mantemento e a actualización tecnolóxica. Un departamento de pezas CNC que opere con equipamento obsoleto pode ter dificultades para cumprir tolerancias estreitas ou xeoemetrías complexas que as máquinas modernas manexan de maneira rutineira.
Utilice este marco de traballo ao comparar posibles socios para o fornecemento de pezas CNC:
| Criterios de avaliación | Que buscar | Bandeiras vermellas |
|---|---|---|
| Certificacións de Calidade | IATF 16949 para o sector automobilístico; ISO 9001 como mínimo para usinaxe xeral; datas actuais das certificacións | Certificacións caducadas; incapacidad para aportar documentación de auditorías |
| Controis de proceso | Implementación documentada de SPC; planos de control para dimensións críticas; procedementos de reacción | Dependencia exclusiva da inspección final; sen seguimento estatístico |
| Capacidades de inspección | Equipamento CMM; ferramentas de medición calibradas; procedementos de inspección documentados | Inspección visual únicamente; equipamento obsoleto ou non calibrado |
| Rendemento no prazo de entrega | Taxas de entrega puntual documentadas superiores ao 95 %; capacidade de acelerar entregas; comunicación clara | Compromisos de entrega imprecisos; historial de incumprimentos de prazos |
| Rastreabilidade de Material | Certificacións documentadas de materiais; seguimento por lote; inspección de materiais entrantes | Non se poden fornecer certificados de material; non hai sistema de trazabilidade |
| Expertise Técnico | Apoyo de enxeñaría para comentarios sobre DFM; programadores experimentados; coñecemento dos materiais | Interacción exclusivamente para cotizacións; non hai consultoría técnica dispoñible |
| Comunicación | Xestión de proxectos reactiva; notificación proactiva de problemas; documentación clara | Difícil de contactar; sorpresas o día da entrega |
Avaliación de pezas mostrais
Antes de comprometerse con volumes de produción, solicite pezas mostrais con informes completos de medición. A revisión das pezas mostrais xunto coa documentación de medición valida as afirmacións sobre as capacidades de precisión e demostra o rigor na inspección do fornecedor. Preste atención non só a se as dimensións caen dentro das tolerancias, senón tamén a que grao están centradas: un fornecedor que consistentemente alcanza os valores nominais indica un mellor control do proceso que outro cuxas medidas oscilan entre os límites de tolerancia.
A cotización máis barata raramente ofrece o custo total máis baixo: considere as taxas de rexeitamento, a fiabilidade na entrega e o custo oculto de xestionar fornecedores de rendimento deficiente.
Establecer relacións con socios fornecedores cualificados de pezas para fresado CNC require un esforzo inicial, pero rende beneficios mediante unha calidade constante, entregas fiables e unha redución dos custos de adquisición. Unha vez que establece estas parcerías, manter o equipo CNC que produce as súas propias pezas —ou comprender como os seus fornecedores mantén o seu— convértese na última peza do puzzle da fabricación de precisión.
Mantemento de pezas CNC para un rendemento a longo prazo
Investiu en compoñentes de calidade, adquiriu fornecedores fiables e comprende como funciona a súa máquina CNC. Pero aquí está a realidade: incluso os mellores suministros CNC e compoñentes de precisión deterióranse sen os coidados adecuados. A diferenza entre máquinas que ofrecen unha precisión constante durante décadas e aquelas que requiren reparacións frecuentes redúcese a un só factor: a disciplina no mantemento.
Considere o mantemento como a protección do seu investimento. Segundo unha investigación de Deloitte os fabricantes que implementan programas de mantemento preventivo adoitan observar unha redución do 25-30 % nos custos de mantemento, unha diminución do 70-75 % nas avarías e unha mellora do 35-45 % no tempo de funcionamento. Estes non son ganancias marginais: son resultados transformadores que afectan directamente ao seu beneficio neto.
Elaboración dun programa de mantemento preventivo
Un mantemento eficaz non se trata de inspeccións aleatorias, senón de rutinas estruturadas que detectan os problemas antes de que se agravem. Os seus accesorios para máquinas CNC e os compoñentes principais requiren atención en intervalos diferentes.
Tarefas diárias (10-15 minutos por máquina):
- Inspección visual para detectar virutas, restos e residuos de refrigerante nas superficies da máquina
- Comprobar o nivel e a concentración do refrigerante: as proporcións adecuadas prevén o crecemento bacteriano e garanten un refrigeración eficaz
- Verificar o funcionamento do sistema de lubrificación e os niveis de aceite nos depósitos
- Probar os paros de emerxencia e os bloqueos de seguridade
- Inspeccionar as cubertas das guías e os fuelles para detectar danos que poidan permitir a contaminación
Tarefas semanais:
- Limpar e inspeccionar as guías lineares para identificar patróns de desgaste ou zonas secas
- Comprobe a tensión e alineación da correa nas transmisións do eixe principal
- Examine as conexións eléctricas para detectar afrouxamento ou corrosión
- Limpar os inxectores de refrigerante para garantir un fluxo adecuado
- Verifique as lecturas de presión hidráulica e neumática
Tarefas mensuais:
- Probe a concentración do líquido refrigerante cun refractómetro—mantén entre o 5 % e o 10 % para un rendemento óptimo
- Substitúa os filtros de aire nos sistemas neumáticos e nas cubertas
- Comprobe o xogo (backlash) en cada eixe empregando software de diagnóstico
- Mida a desviación do eixe principal (spindle runout) cun indicador de reloxo
- Inspeccione e reabasteza a lubrificación en todos os puntos de engraxe
A lubrificación adecuada merece especial atención. Graxas sintéticas de alta calidade, como a Mobil Mobilith SHC 220, ofrecen unha protección superior para as guías lineares e os fuso-bola comparadas coas lubrificantes convencionais. A estabilidade térmica e a vida útil alongada da Mobilith SHC 220 xustifican o seu prezo superior: os compoñentes permanecen protexidos incluso durante operacións exigentes que xeran unha cantidade significativa de calor. Moitos talleres especializados en CNC adoptaron como estándar a graxa SHC 220 porque manteña a súa película protectora en condicións que provocarían a súa degradación se se empregaran lubrificantes de menor calidade.
Prácticas de calibración que manteñen a precisión
A calibración non é un evento único, é un compromiso continuo coa precisión. Como os expertos en mantemento observan , a calibración garante a exactitude durante as operacións e os controis regulares axudan a manter a precisión e evitar erros custosos.
A calibración anual debe incluír:
- Verificación da precisión xeométricacuadrados, paralelismo e rectitude de todos os eixos
- Comprobacións de precisión de posicionamento mediante interferometría láser ou probas de barra de esfera
- Inspección do rolamento do fuso para o desgaste, xogo ou cambios de precarga
- Misión da reacción de contraataque da parafuso de esfera en comparación coas especificacións de referencia
- Asegurar a compatibilidade dos parámetros da máquina e as configuracións de control
Documente cada resultado de calibración. Co tempo, estes datos revelan tendencias: por exemplo, un aumento gradual do xogo indica o desgaste do fuso de bolas moito antes de que provoque pezas rexeitadas. Detectar estes patróns cedo permite programar as substitucións durante as paradas planificadas, en vez de sufrir avarías de emerxencia.
Preferiría pasar 15 minutos diarios en tarefas de mantemento ou ter que facer fronte a unha parada de varios días e reparacións de emerxencia?
Lista de comprobación de accións de mantemento CNC:
- Estableza rutinas de mantemento diarias, semanais e mensuais para cada máquina
- Mantén existencias de suministros CNC críticos, incluídos lubrificantes, filtros e pezas de desgaste comúns
- Forme aos operadores para que recoñezan os primeiros sinais de aviso de desgaste dos compoñentes
- Implemente un sistema de documentación — rexistros en papel ou software CMMS — para rastrexar todas as actividades de mantemento
- Programe unha calibración profesional anual co equipamento de medición axeitado
- Estabeleza relacións con fornecedores certificados que poidan responder rapidamente cando se necesiten substitucións
A cadea de precisión que conecta o estado da súa máquina coa calidade da súa peza final é tan forte como a súa práctica de mantemento máis débil. Ao implementar estas rutinas, non só está previndo avarías, senón que tamén garante que cada peza que produce cumpra as especificacións, que se cumpran todos os prazos e que o seu investimento en CNC xere rendementos durante anos.
Preguntas frecuentes sobre pezas CNC
1. Que son as pezas CNC?
As pezas CNC teñen dous significados: os compoñentes que constitúen as máquinas CNC (fusos, fuso de bolas, guías lineares, motores) e os produtos fabricados por máquinas CNC (soportes de precisión, eixes, carcaxas). Os compoñentes da máquina posibilitan as operacións de corte automatizadas, mentres que os produtos mecanizados son pezas personalizadas creadas mediante equipos controlados por ordenador a partir de materiais como aluminio, acero, titano e plásticos.
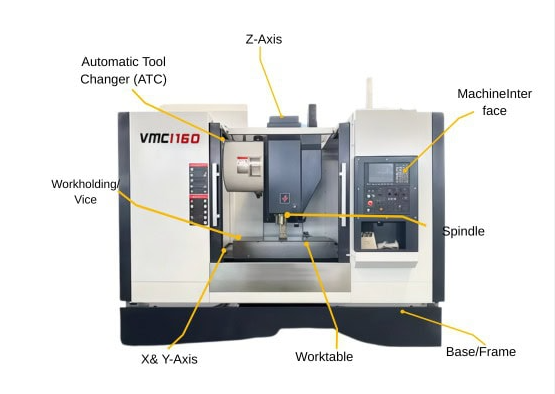
2. Cales son as 7 partes principais dunha máquina CNC?
Os sete compoñentes clave das máquinas CNC inclúen: a Unidade de Control da Máquina (UCM), que procesa os programas; dispositivos de entrada para cargar o código; sistemas de accionamento con motores servo ou de paso a paso; ferramentas de máquina, como fusos e ferramentas de corte; sistemas de realimentación con codificadores e sensores; a bancada e a mesa para suxección da peça; e sistemas de refrigeración para a xestión térmica. Estes compoñentes traballan de xeito coordinado para converter as instrucións dixitais en movementos físicos precisos.
3. Como sei cando é necesario substituír as pezas CNC?
Atenda aos sinais visuais, como a descoloración nos fuso de bolas, as marcas de desgaste nas guías lineares e as fugas de lubrificante dos fusos. Os síntomas de deterioración do rendemento inclúen a deriva dimensional, a transformación de características circulares en óvalos, a degradación do acabado superficial e sons anómalos, como ruídos de fricción ou clics durante a operación. A implantación dun mantemento preventivo con lubrificantes de alta calidade, como a graxa Mobil SHC 220, prolonga considerablemente a vida útil dos compoñentes.
4. Que certificacións deben ter os fornecedores de pezas CNC?
Para aplicacións automotrices, a certificación IATF 16949 é esencial, pois require a implantación das ferramentas de calidade APQP, FMEA, SPC, MSA e PPAP. A norma ISO 9001:2015 serve como base para os fornecedores xerais de mecanizado. Os fornecedores certificados, como Shaoyi Metal Technology, combinan estes sistemas de calidade con prazos de entrega rápidos, ofrecendo compoñentes de precisión para o sector automotriz cunha entrega tan rápida como un día laborable.
5. Son intercambiables as pezas CNC entre distintas marcas de máquinas?
Muitos compoñentes seguen normas internacionais e son intercambiables. As guías lineares adoitan cumprir as normas dimensionais ISO, os motores seguen os tamaños de carcasa NEMA ou IEC, e as interfaces de ferramentas como os conos BT, CAT e HSK están normalizados. Non obstante, os controladores, os cartuchos de fuso personalizados e os amplificadores de accionamento especializados son, con frecuencia, propietarios. Verifique sempre as especificacións, incluídos as dimensións, as tensións nominais e os protocolos de interface antes de pedir substitucións.