 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Segredos das cotizacións en liña para CNC: 9 factores de prezo que os enxeñeiros adoitan pasar por alto

Que é unha cita CNC en liña e por que é importante
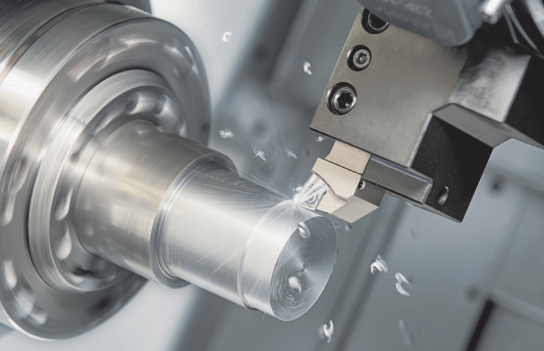
Imaxine subir un ficheiro CAD ás 10:00 e ter un prezo exacto para as súas pezas mecanizadas de precisión antes de que se enfríe o seu café da mañá. Esa é a realidade dunha cita CNC en liña: unha plataforma dixital que analiza os seus ficheiros de deseño, avalia os requisitos de material e xera prezos en tempo real en segundos ou minutos. Para enxeñeiros e equipos de adquisición cansados do tradicional xogo de esperas, isto representa nada menos que unha revolución na adquisición.
Dende os correos electrónicos de solicitude de cotización (RFQ) ata a obtención instantánea de prezos
O proceso tradicional de RFQ (Solicitude de cita) foi durante moito tempo unha fonte de frustración. Enviaba correos electrónicos a varias talleres de máquinas, facía chamadas telefónicas de seguimento e esperaba entre 1 e 5 días para obter respostas, ás veces incluso máis tempo. Cada cita requiría cálculos manuais, aclaracións de ida e volta e unha coordinación interminable. Mentres tanto, o cronograma do seu proxecto seguiu a atrasarse.
As plataformas actuais de cotización instantánea inverteron por completo este proceso. En vez de esperar días, recibirás unha cotización CNC en liña en tan só 5 a 60 segundos. A tecnoloxía que permite esta velocidade baséase en algoritmos sofisticados, intelixencia artificial e aprendizaxe automática que analizan automaticamente a xeometría da peza, as especificacións do material, as tolerancias e os acabados superficiais. Xa non terás que deixar mensaxes telefónicas a talleres ocupados nin preguntarte se o teu correo electrónico foi parar á carpeta de correo lixo de alguén.
O cambio dixital na adquisición CNC
Que está impulsando esta transformación? As expectativas dos clientes cambiaron fundamentalmente. Segundo a investigación do sector, tempos de entrega máis rápidos, maior personalización e prazos de entrega precisos son agora esenciais, non opcionais. Os procesos tradicionais de solicitude de cotización (RFQ) converteronse en obstáculos que as empresas simplemente non poden permitirse.
As plataformas dixitais de aprovisionamento permiten o emparellamento en tempo real entre as túas necesidades de mecanizado e fornecedores cualificados. Os beneficios son considerables:
- Redución dos esforzos de coordinación e da sobrecarga administrativa
- Maior transparencia tanto para compradores como para fabricantes
- Descubrimento estruturado de fornecedores baseado en datos
- Valoracións de calidade integradas baseadas en proxectos anteriores
Xa sexa que estea buscando "cnc preto de min" ou explorando redes globais de fabricación, estas plataformas conectánovos con fornecedores verificados especializados nas súas necesidades específicas—sen o traballo manual.
Que fai diferente a cotización en liña
A proposta de valor central das cotizacións en liña para mecanizado é marabillosamente sinxela: cargue un ficheiro CAD, especifique os seus requisitos e reciba os prezos en minutos. Pero baixo esta sinxeleza atópase unha tecnoloxía potente. Cando envía un ficheiro, o sistema realiza unha análise automática da xeometría, comprobacións de fabricabilidade e cálculos de custo baseados en parámetros reais de mecanizado.
As plataformas que ofrecen este servizo CNC normalmente soportan formatos de ficheiro comúns como STEP, IGES e STL. Os sistemas avanzados proporcionan comentarios instantáneos de DFM (Deseño para a Fabricabilidade), identificando posibles problemas antes de confirmar un pedido. Esta aproximación proactiva pode reducir as iteracións do deseño e evitar erros costosos na fase posterior — especialmente valiosa para pezas complexas que requiren mecanizado de 5 eixos para a súa fabricación.
A cotización instantánea democratiza o acceso á fabricación de precisión. Tanto pequenas startups como empresas da lista Fortune 500 poden agora acceder a redes con máis de 10.000 fornecedores, comparar os prezos de forma transparente e tomar decisións informadas — todo iso sen necesidade de equipos especializados de adquisicións nin conexións no sector.
Esta accesibilidade é importante. Antes, obter orzamentos competitivos significaba ter relacións establecidas con múltiples talleres mecánicos. Agora, unha empresa cun deseño sólido e un ficheiro CAD pode acceder a capacidades de mecanizado de clase mundial en pé de igualdade cos xigantes do sector. O campo de xogo non só se nivelou: transformouse por completo.
Como funciona paso a paso a cotización en liña de CNC
Así que decidiches probar unha plataforma de cotización en liña para o teu próximo proxecto de fabricación CNC. Que ocorre despois de premer ese botón de subida? Comprender o proceso completo — desde a preparación do ficheiro ata a entrega final do orzamento — axudache a presentar ficheiros máis limpos, evitar rexeicións e, en última instancia, obter un prezo máis preciso para as pezas mecanizadas. Revisemos cada etapa para que saibas exactamente o que esperar.
Preparando o teu ficheiro CAD para a subida
Antes de nada, o seu ficheiro CNC debe estar no formato correcto e debidamente configurado. Isto pode soar básico, pero a preparación do ficheiro é onde moitos enxeñeiros introducen sen querer erros que derivan en orzamentos excesivos ou incluso en rexeicións directas.
A maioría das plataformas de orzamento en liña aceptan estes formatos estándar de ficheiros:
- STEP (.stp, .step) — O formato preferido na industria pola súa compatibilidade universal e pola súa capacidade de conservar con precisión a xeometría sólida
- IGES (.igs, .iges) — Un formato máis antigo pero amplamente soportado; un ficheiro .igs funciona ben para xeometrías sinxelas, pero pode perder algúns datos de superficie en pezas complexas
- STL (.stl) — Utilízase principalmente para impresión 3D, pero algunhas plataformas o aceptan tamén para orzar; non é ideal para traballo CNC de precisión debido á aproximación por malla
- Parasolid (.x_t) — Nativo de moitos sistemas CAD, con excelente retención da xeometría
Por que as plataformas prefieren STEP? Ao contrario dos formatos baseados en malla, os ficheiros STEP conteñen definicións matemáticas precisas das superficies , bordos e características. Esta precisión permite que os algoritmos de cotización calculen con exactitude as rutas de mecanizado, identifiquen as tolerancias e detecten problemas de fabricabilidade. Cando traballa en proxectos de máquinas CNC con especificacións estritas, esta exactitude afecta directamente á fiabilidade da súa cotización.
Antes de subir o ficheiro, revise esta lista de comprobación rápida:
- Verifique que o seu modelo é estanque (sen brechas nin superficies abertas)
- Confirme que as unidades están correctamente establecidas (milímetros fronte a polegadas, o que pode causar grandes problemas)
- Elimine os compoñentes internos ou as referencias de montaxe que non se van fabricar
- Comprobe que todas as características están completamente definidas — sen esbozos deixados en estados «subdefinidos»
Navegando polas opcións de material e tolerancia
Unha vez que o seu ficheiro se suba correctamente, a plataforma guíao a través das entradas de especificacións. É aquí onde as súas decisións de enxeñaría moldean directamente o prezo final. Pense nisto como construír a súa cotización capa a capa.
Este é o proceso típico paso a paso que seguirá:
- Envía o teu ficheiro CAD — O sistema realiza unha exploración inicial da xeometría, comprobando a fabricabilidade básica e extraendo os datos dimensionais
- Seleccione o seu material — Escolla entre opcións como aluminio 6061, acero inoxidable 303, titánio ou varios plásticos; cada material ten características de mecanizado diferentes que afectan ao tempo de ciclo e aos requisitos de ferramentas
- Especifique as tolerancias — As tolerancias estándar (normalmente ±0,005" ou ±0,127 mm) son máis económicas ca as tolerancias de precisión; as especificacións estreitas requiren velocidades de avance máis lentas, máis inspección e equipamento especializado
- Escolla os requisitos de acabado superficial — Desde o acabado tal como se mecaniza ata o pulido espelhado, cada nivel de acabado engade tempo de procesamento e custo
- Introduza a cantidade — Os prezos seguen normalmente unha curva na que os volumes máis altos reducen o custo por unidade grazas á amortización dos custos de preparación
- Engada operacións secundarias — Requísitos de roscado, anodizado, tratamento térmico ou outro procesamento posterior
- Revisar e enviar — Confirme todas as especificacións antes de que o sistema xere a súa oferta
A interface normalmente presenta estas opcións nun fluxo lóxico, pero non se apresure ao atravesalas. Cada selección alimenta o algoritmo de precios, e pequenos descoidos —como especificar tolerancias máis estreitas das que realmente require a súa aplicación— poden inflar innecesariamente os custos.
Comprensión do motor de xeración de ofertas
Que ocorre detrás das escenas despois de premer «Obter oferta»? Aquí é onde ten lugar a magia —ou mellor dito, a enxeñaría—. Segundo LS Manufacturing , todo o proceso, desde a carga ata a entrega da oferta, pode levar tan só entre 30 segundos e 3 minutos para pezas estándar.
O sistema automatizado realiza varias análises simultáneas:
- Análise da xeometría — O software identifica todas as características críticas, dimensións e indicacións de tolerancias dos seus ficheiros CNC
- Avaliación da fabricabilidade — O sistema identifica problemas potenciais como esquinas internas de radio cero, paredes extremadamente finas ou bolsas estreitas e profundas que requiren ferramentas especiais
- Referencia cruzada coa base de datos de materiais — O material seleccionado compárase coa dispoñibilidade actual en stock e co prezo
- Cálculo do tempo de mecanizado — Algoritmos avanzados estiman os tempos de ciclo en función da complexidade das características, dos cambios de ferramenta requiridos e das pasadas de acabado
- Avaliación da configuración e suxeición — O sistema determina cantas configuracións (reposicionamento da peza) require a súa xeometría
Plataformas como CNC24 combinan esta análise automatizada coa experiencia humana, indicando que o seu proceso inclúe tanto unha comprobación automatizada de viabilidade como unha revisión por técnicos de produción experimentados. Esta aproximación híbrida detecta casos límite que a automatización pura podería pasar por alto.
A oferta final xeralmente desglosase en partidas transparentes: custos de materiais, man de obra para mecanizado, tarifas de preparación e calquera tratamento posterior. Esta transparencia permítelle ver exactamente onde vai o seu diñeiro — e identificar oportunidades para optimizar os custos. Por exemplo, se as despesas de preparación parecen desproporcionadamente altas, podería considerar a consolidación de varias encomendas de fabricación CNC para amortizar ese gasto entre máis unidades.
Comprender este proceso transforma o cliente dun usuario pasivo nun participante informado. Cando coñece como funciona o sistema, pode preparar mellor os ficheiros, tomar decisións máis intelixentes sobre as especificacións e, en última instancia, obter prezos máis competitivos para as súas pezas de precisión.

Factores clave que influen no prezo da súa oferta CNC
Xa recibiu algunha vez unha oferta CNC en liña e preguntouse por que dúas pezas aparentemente semellantes teñen prezos tan distintos? Non está só. A transparencia nos prezos continúa sendo unha das maiores frustracións para os enxeñeiros que navegan por plataformas de cotización en liña a boa nova? Unha vez que comprenda a mecánica dos cálculos de custos da fresadora CNC, poderá tomar decisións de deseño que reduzan drasticamente os gastos sen sacrificar a calidade.
Analicemos os cinco factores principais que determinan o prezo da súa fresadora CNC — e, máis importante aínda, mostrámoslle como utilizar este coñecemento en seu beneficio.
Selección do material e implicacións de custo
A elección do material é, con frecuencia, a variábel individual máis importante na súa oferta. A diferenza entre a fresado de aluminio e o traballo con titán non se limita ao custo do material en bruto: cambia fundamentalmente os parámetros de fresado, as taxas de desgaste das ferramentas e os tempos de ciclo.
Considere esta perspectiva: segundo o análise de custos de Unionfab, os materiais clasifícanse en niveis de prezo distintos que afectan significativamente o seu resultado final:
| Categoría de Material | Exemplos Comúns | Custo relativo | Consideracións de Mecanizado |
|---|---|---|---|
| De baixo custo | Aluminio 6061, PMMA (acrílico) | $ | Avances rápidos, desgaste mínimo das ferramentas, excelente usinabilidade |
| Custo moderado | POM, PTFE, PA (nilón), FR4 | $$ | Boa usinabilidade con ferramentas estándar |
| Maior custo | acero inoxidable 303, lata, cobre, ABS, PC | $$$ | Velocidades máis lentas, maior desgaste das ferramentas para metais |
| Custo Premium | Titánio, magnesio, PEEK, cerámicas | $$$$–$$$$$ | Ferramentas especializadas, avances lentos, requisitos extensos de refrigeración |
Cando está decidindo entre o acero inoxidable 303 e o aluminio para un soporte, a diferenza de prezo vai moi alén do material en bruto. O fresado CNC de acero inoxidable require velocidades de corte máis lentas —normalmente un 40-60 % máis lentas que as do aluminio—, o que se traduce directamente en tempos de ciclo máis longos e custos laborais máis altos. Ademais, o desgaste das ferramentas acelérase significativamente coas materias máis duras, engadindo custos de substitución que se inclúen na súa oferta.
A fabricación en aluminio continúa sendo a opción ideal para moitas aplicacións precisamente grazas á súa excelente relación resistencia-peso combinada cunha usinabilidade sobresaliente. A menos que a súa aplicación exixa especificamente resistencia á corrosión, rendemento a altas temperaturas ou biocompatibilidade, as aleacións de aluminio como a 6061-T6 adoitan ofrecer o mellor equilibrio custo-rendemento no usinado de metais.
Como as tolerancias afectan ao prezo (aumentándoo ou reducindo-o)
Aquí é onde moitos enxeñeiros, sen saber, inflan as súas ofertas: especificando tolerancias excesivas. A relación entre a tolerancia e o custo non é lineal, senón exponencial. Segundo unha investigación da análise de fabricación de Okdor, os multiplicadores de custo aumentan dramaticamente ao apertar as especificacións:
- Estándar ±0,005" (±0,127 mm): Custo base — sen suplemento
- Precisión ±0,002" (±0,05 mm): aumento de custo de 1,5–2 veces
- Apertada ±0,001" (±0,025 mm): aumento de custo de 3–4 veces
- Ultraapertada ±0,0001" (±0,0025 mm): aumento de custo de 10–24 veces
¿Por que eses aumentos tan drásticos? As tolerancias máis apertadas requiren velocidades de avance máis lentas, cortes máis lixeiros e múltiples pasadas de acabado. Requírense cambios de ferramenta máis frecuentes para manter a afiación do bordo de corte. E, quizais o máis importante, necesítanse entornos con control climático e verificación mediante máquina de medición por coordenadas (MMC), o que engade un sobrecusto substancial ao prezo da súa fresadora CNC.
Un exemplo práctico ilústrao perfectamente: unha carcasa de dispositivo médico cotizada en 180 $ con tolerancias estándar subiu a 320 $ cando o cliente apertou as tolerancias exteriores non funcionais de ±0,005" a ±0,001". Trátase dun incremento do 80 % para unha precisión que non engadiu ningún valor funcional.
A aproximación intelixente? Aplicar tolerancias estreitas só onde a función o exixe: superficies de acoplamento, asentos de rodamientos, interfaces de estanquidade. Deixar que as dimensións non críticas utilicen tolerancias estándar. Esta especificación selectiva pode reducir os custos de mecanizado entre o 40 % e o 60 %, mantendo ao mesmo tempo o rendemento do produto.
A curva de desconto por cantidade
O volume de produción crea unha das relacións de custo máis predecibles no mecanizado CNC. Os custos de preparación —programación, montaxe de pezas, preparación de ferramentas— permanecen relativamente fixos independentemente de que se fabrique 1 ou 1.000 pezas. A magia prodúcese cando eses custos fixos se amortizan sobre volumes maiores.
Así é como xeralmente varía o custo de mecanizado CNC co volume:
| Volume de Producción | Impacto do custo de instalación | Eficiencia de material por unidade | Redución típica de custos |
|---|---|---|---|
| Prototipo (1-5 unidades) | Alta—o montaxe domina o custo total | Prezos estándar, sen descontos por volume | Prezo base |
| Baixo volume (10-50 unidades) | Moderada—o montaxe distribúese entre máis pezas | Posibles pequenas eficiencias nos materiais | redución por unidade do 20-35% |
| Volume medio (100-500 unidades) | Baixa—o montaxe vólvese insignificante por peza | Iníciase a compra de materiais a granel | redución por unidade do 40-55% |
| Alto volume (1.000+ unidades) | Mínima—totalmente amortizada | Descontos máximos nos materiais, anidamento optimizado | redución por unidade do 50-70% |
¿Cal é a implicación práctica? Ás veces, pedir lixeiramente máis pezas das que se necesitan de inmediato ten sentido financeiro. Se o prezo por unidade baixa un 25% ao pasar de 25 a 50 pezas, e finalmente precisará esas pezas adicionais de todos os xeitos, normalmente as contas favorecen a orde maior.
Non obstante, non supoña que máis sempre é mellor. Os custos de almacenaxe, os riscos derivados das iteracións no deseño e as consideracións sobre o fluxo de caixa tamén entran en xogo. O punto óptimo depende da súa situación específica, pero comprender esta curva axuda a tomar decisións informadas, en vez de limitarse por defecto ás cantidades mínimas.
Complexidade xeométrica e tempo de mecanizado
As xeometrías complexas non só requiren máis tempo de maquinado—senón que, con frecuencia, demandan equipos máis caros. As pezas con cavidades profundas, paredes finas ou características intrincadas poden elevar os requisitos dende unha máquina estándar de 3 eixos (40 $/hora) ata capacidades de 5 eixos (75–120 $/hora segundo as referencias do sector).
As características que habitualmente encarecen as cotizacións inclúen:
- Esquinas interiores con raios pequenos: Requieren fresas de menor tamaño con avances máis lentos
- Bolsas profundas (profundidade > 4 × anchura): Necesitan ferramentas especializadas e múltiples pasadas
- Paredes finas (< 0,5 mm): Risco de desviación, o que require estratexias de maquinado delicadas
- Entrantes: Con frecuencia precisan montaxes adicionais ou dispositivos de suxeición especiais
- Múltiplas orientacións de montaxe: Cada reposicionamento engade tempo e posibles acumulacións de tolerancias.
O impacto no custo multiplica-se cando a complexidade se cruza con tolerancias estreitas ou materiais difíciles. Unha peza de titánio con bolsas profundas e requisitos de tolerancia de ±0,001" pode custar 5–8 veces máis que unha versión simplificada en aluminio que cumpra os mesmos requisitos funcionais.
Requisitos de acabado superficial
As especificacións do acabado superficial adoitan pasarse por alto durante a elaboración dos orzamentos—ata que engaden custos inesperados. Os acabados estándar tras mecanizado (Ra 3,2 μm) xeralmente inclúense no prezo base, pero pasar a acabados máis finos desencadea operacións adicionais:
- Pulido: 2–15 $ por peza
- Anodizado: 3–12 $ por peza
- Galvanoplastia (níquel/cromo): 10–30 $ por peza
- Chorro de areia: $2–$10 por peza
Estes custos acumúlanse rapidamente en pedidos de maior volume. Un lote de 500 pezas que requira anodizado podería engadir entre 1.500 $ e 6.000 $ ao custo total do proxecto. Antes de especificar acabados premium, pregúntese: esteha superficie require realmente ese nivel de refinamento, ou servirían igual de ben as superficies mecanizadas estándar?
Comprender estes cinco factores que afectan o prezo —material, tolerancia, cantidade, complexidade e acabado— transforma a forma na que abordades as cotizacións en liña para fresado CNC. En vez de aceptar pasivamente calquera prezo que apareza, podedes axustar estratexicamente as especificacións para optimizar o valor sen comprometer a funcionalidade. Os enxeñeiros que dominan este equilibrio conseguen consistentemente mellores prezos ca aqueles que tratan a cotización como unha caixa negra.
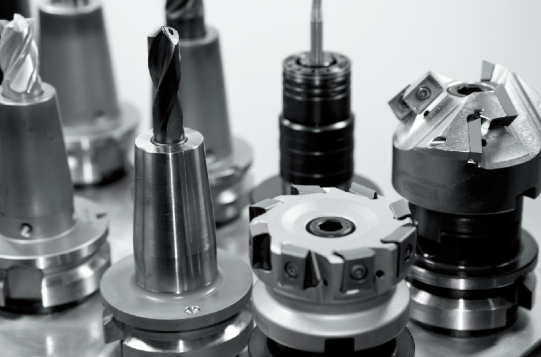
Comprensión dos tipos de máquinas na vosa cotización
Cando recibides unha cotización en liña para fresado CNC, xa observastes algún ítem que especifica «fresado de 3 eixos» ou «fresado de 5 eixos»? Esa distinción pode supoñer a diferenza entre unha peza de 50 $ e outra de 200 $, incluso para xeometrías que parecen case idénticas. Comprender como as capacidades da máquina afectan o voso prezo permitevos tomar decisións de deseño máis intelixentes e evitar pagar tarifas premium por capacidades que as vosas pezas non requiren realmente.
Adequación da capacidade da máquina á complexidade da peza
Imaxina os eixes das máquinas CNC como graos de liberdade. Unha máquina CNC de 3 eixes move a ferramenta de corte en tres direccións lineares: esquerda-dereita (X), fronte-tras (Y) e arriba-abaixo (Z). Simple, eficaz e asequible, pero limitada ao mecanizado de características accesibles desde unha única orientación.
Engade rotación e as capacidades amplíanse dramaticamente. Segundo a análise técnica de 3ERP, así é como cada configuración responde a necesidades distintas:
- mecanizado CNC de 3 eixes: O mellor para pezas planas, bolsas simples e características accesibles desde unha soa dirección. As aplicacións típicas inclúen soportes, placas, carcassas simples e perfís 2,5D. A opción máis económica: prezo base.
- mecanizado CNC de 4 eixes: Engade rotación arredor do eixe X (eixe A), permitindo o mecanizado de características cilíndricas e múltiples caras sen necesidade de reposicionamento manual. Ideal para mecanismos de leva, características helicoidais e pezas que requiren traballo consistente nas súas superficies periféricas.
- máquina CNC de 5 eixos: Incorpora dous eixes de rotación xunto con tres eixes lineares, permitindo que a ferramenta de corte se aproxime á peça de traballo desde practicamente calquera ángulo. Esencial para paletas de turbina, rodetes, compoñentes aeroespaciais e formas orgánicas complexas.
A prima de custo segue á capacidade. Segundo a investigación en fabricación de Fictiv, as máquinas de 5 eixes teñen tarifas horarias máis altas debido ao equipamento máis caro, aos requisitos de programación máis complexos e á experiencia especializada dos operarios. Non obstante, a capacidade do 5º eixe reduce frecuentemente o custo total das pezas complexas ao eliminar múltiples montaxes: cada reposicionamento engade tempo e introduce posibles erros de alineación.
Consideracións para orzamentos de fresado fronte a torneado
Máis aló do número de eixes, o seu orzamento depende de cal dos procesos fundamentais se aplica á xeometría da súa peza. Esta distinción ten máis importancia do que moitos enxeñeiros creen.
Fresado por CNC utiliza ferramentas de corte rotatorias contra unha peça de traballo estacionaria (ou indexada). Destaca en:
- Pezas prismáticas con superficies planas e bolsos
- Contornos complexos en 3D e superficies esculpidas
- Pezas que requiren características en múltiples caras
Torsión CNC (mecanizado en torno) fai xirar a peza mentres as ferramentas estacionarias eliminan material. Un servizo de torneado CNC é a mellor opción para:
- Pezas cilíndricas ou con simetría rotacional
- Eixes, pasadores, casquillos e compoñentes roscados
- Pezas con características concéntricas como ranuras, conicidades ou rebaixos
Cando envía unha peza para obter unha oferta, as plataformas analizan automaticamente a xeometría para recomendar o proceso apropiado. Un torno CNC para metais trata eficientemente o material redondo —normalmente cun custo un 30-50 % inferior ao fresado da mesma xeometría a partir dun lingote rectangular. O torneado CNC destaca cando o deseño presenta simetría rotacional, polo que convén ter isto en conta na fase de deseño.
Moitos servizos de torneado CNC integran agora ferramentas en tempo real, combinando capacidades de torneado e fresado nunha única máquina. Esta aproximación híbrida é adecuada para pezas fundamentalmente cilíndricas pero que requiren características fora do eixe, como planos, furos transversais ou ranuras para chavetas.
Cando o fresado 5 eixos se converte en rentable
Aquí ten a verdade contraintuitiva: o fresado de 5 eixos ás veces custa menos que o de 3 eixos, incluso con tarifas horarias máis altas. Como? Reducindo drasticamente o tempo de preparación e mellorando a precisión.
Considere unha peza que require fresado en cinco caras. Nunha máquina de 3 eixos, necesitaría cinco preparacións separadas, cada unha das cales requiriría:
- Reposición manual e reafixación
- Establecemento dun novo punto de referencia e detección
- Posible acumulación de tolerancias en cada alineación
Unha máquina CNC de 5 eixos completa o mesmo traballo nunha soa preparación. Segundo as referencias do sector, o fresado de 5 eixos alcanza tolerancias de ±0,01–0,02 mm, comparadas coas ±0,05 mm do fresado xeral de 3 eixos — precisamente porque o procesamento nunha soa preparación elimina os erros de posicionamento acumulados.
Cando resulta economicamente vantaxoso utilizar o fresado de 5 eixos? Considereo cando a súa peza presenta:
- Superficies inclinadas ou curvas compostas inaccesibles desde orientacións ortogonais
- Cavidades profundas que requiren acceso da ferramenta desde múltiples ángulos
- Sobresalientes ou xeometrías internas complexas
- Tolerancias críticas en características de diferentes caras
- Volumes medios nos que as estalacións ahorran tempo e os aforros se acumulan
Por outra banda, non especifique capacidade de 5 eixos para pezas que realmente só requiren fresado de 3 eixos. Unha simple abrazadera de aluminio cotizada nunha máquina de 3 eixos será sempre máis económica ca dirixila innecesariamente a equipos de 5 eixos. As plataformas que xeran a súa cotação CNC en liña normalmente optimizan isto de forma automática, pero comprender a lóxica axuda a interpretar os prezos e tomar decisións informadas.
O tipo de máquina que aparece na súa cotación non é arbitrario. Reflicte unha análise cuidadosa da súa xeometría, dos requisitos de tolerancia e do percorrido máis eficiente cara a unha peza finalizada. Cando as cotacións parecen altas, pregúntese: o meu deseño require realmente este nivel de capacidade, ou podería simplificarse para reducir tanto a complexidade como o custo?

Preparación dos seus ficheiros CAD para obter cotacións precisas
Deseñou unha peza brillante, seleccionou os seus materiais e está listo para obter os prezos. Pero aquí é onde moitos enxeñeiros se equivocan: o ficheiro que envía pode facer ou desfacer a súa experiencia de obtención dunha cita en liña para fresado CNC. Un ficheiro CAD mal preparado non só ralentiza o proceso, senón que pode provocar rexeicións, aumentar os prezos ou xerar avisos sobre a posibilidade de fabricación que o obrigan a volver ao taboleiro de deseño.
A diferenza entre unha experiencia de obtención de citas sen problemas e unha frustrante vaia e vén adoita reducirse á preparación do ficheiro. Vamos revisar exactamente o que esperan as plataformas e como evitar as trampas máis comúns que complican as operacións de corte CNC.
Formatos de ficheiro que preferen as plataformas de cotización
Non todos os formatos de ficheiro son iguais no que respecta ao prototipado CNC. Aínda que o seu software CAD nativo poida gardar ficheiros en formatos propietarios, as plataformas de cotización necesitan datos xeométricos que poidan analizar e interpretar de forma fiable.
Segundo a orientación técnica de JLCCNC, estes son os formatos preferidos para obter citas de mecanizado CNC:
- STEP (.stp, .step): O estándar de ouro—universalmente compatible, preserva as definicións matemáticas precisas das superficies e funciona perfectamente na maioría do software CAM
- IGES (.igs, .iges): Un formato máis antigo pero fiable; funciona ben para xeometrías máis sinxelas, aínda que as superficies complexas poden perder algúns datos durante a tradución
- Parasolid (.x_t, .x_b): Nativo de moitos sistemas profesionais CAD, con excelente retención da xeometría
- Ficheiros CAD nativos: Algunhas plataformas aceptan directamente ficheiros de SolidWorks, Inventor ou Fusion 360—práctico, pero pode requirir procesamento específico segundo o formato
Que debes evitar? Os formatos baseados en malla, como STL ou OBJ, funcionan ben para impresión 3D, pero causan problemas nas operacións de corte CNC. Estes formatos descompoñen as curvas suaves en millares de pequenos triángulos, perdendo a precisión matemática necesaria para as máquinas CNC. Unha ferramenta de corte de plexiglas que siga unha xeometría triangulada produce un acabado superficial inferior comparado co que se obtén seguindo trayectorias de ferramenta curvas reais.
Cando dubides, exporta en STEP. É a opción máis segura para obter orzamentos precisos de pezas mecanizadas CNC en calquera plataforma.
Características de deseño que complican a elaboración do orzamento
Certas decisións de deseño activan avisos, requiren revisión manual ou inflan automaticamente o seu orzamento. Comprender estes sinais de alerta axúdalle a deseñar de forma máis intelixente desde o principio.
De acordo co Directrices de deseño CNC de Super Ingenuity , estas características causan habitualmente problemas:
Esquinas interiores con radio nulo ou mínimo
As fresas estándar son cilíndricas: fisicamente non poden crear esquinas interiores perfectamente afiadas. Cando o seu deseño especifica esquinas con radio nulo, o sistema detecta isto de inmediato. A solución? Engadir chafláns interiores iguais ou maiores que o radio da ferramenta. Para unha fresa de 6 mm, especifique polo menos un radio de esquina interior de 3 mm. Raio maiores permiten utilizar ferramentas máis grandes e ríxidas, que cortan máis rápido e resultan máis económicas.
Paredes extremadamente finas
As paredes con menos de 0,8 mm de grosor para metais ou 1,5 mm para plásticos corren o risco de sufrir desviacións, vibracións (chatter) e inexactitudes dimensionais durante a mecanización. Segundo A análise de Xometry as paredes finas mecanizadas a partir de aluminio de baixa rigidez poden romperse ou deformarse debido ás vibracións da mecanización. Se o seu deseño require seccións finas, considere engadir nervios para reforzo ou cambiar á fabricación en chapa metálica.
Bolsas estreitas e profundas
Regra xeral: a profundidade da bolsa non debe superar 3 veces o diámetro da fresa. Unha fresa de 10 mm pode cortar con seguridade bolsas de ata uns 30 mm de profundidade. Máis aló deste valor, as ferramentas perden rigidez, a precisión empeora e os tempos de ciclo aumentan considerablemente. Para características máis profundas, considere abrir un lado da bolsa, empregar profundidades escalonadas ou dividir a peza en conxuntos.
Sobresalientes e características inaccesibles
Calquera característica que non poida ser alcanzada por unha ferramenta que se aproxime desde arriba require montaxes adicionais, dispositivos de suxección especiais ou operacións de EDM. Estes aspectos incrementan o custo e a complexidade de cada operación de corte CNC.
Evitar erros comúns ao cargar
Máis aló das características de deseño, erros simples na preparación dos ficheiros causan problemas sorprendentemente frecuentes. Revise esta lista de comprobación antes de cada envío:
- Verifique que as unidades coincidan co seu obxectivo: Unha peza deseñada en milímetros pero exportada en polegadas terá unha cota 25,4 veces maior do que a prevista —e o prezo será correspondente. Comprobe dúas veces a configuración de exportación do seu CAD.
- Asegúrese de que o modelo é estanque: As superficies abertas, os baleiros ou a xeometría non manifold confunden os analizadores de xeometría. Execute as funcións de reparación ou comprobación do seu software CAD antes de exportar.
- Elimine características innecesarias: Os compoñentes internos, as referencias de montaxe ou a xeometría de construción que non se van fabricar deben eliminarse ou suprimirse antes da exportación.
- Confirme que todos os debuxos están totalmente definidos: A xeometría con restricións insuficientes pode desprazarse de maneira imprevisible durante a tradución do ficheiro, creando dimensións non desexadas.
- Comprobe a escala das características: Unha inspección visual detecta erros obvios: o seu soporte de 50 mm aparece realmente como de 50 mm no ficheiro exportado, e non como de 50 metros?
- Valide as especificacións das roscas: Se o seu deseño inclúe furos roscados, asegúrese de que a profundidade da rosca non exceda de 2 a 3 veces o diámetro do furo, e deixe un alivio sen rosca na parte inferior dos furos cegos.
Plataformas como JLCCNC realizan comprobacións automáticas de compatibilidade ao subir os ficheiros, pero detectar vostede mesmo os erros aforra tempo. Segundo a súa documentación do proceso, os ficheiros que pasan a validación inicial pasan directamente á xeración da oferta, mentres que os ficheiros problemáticos requiren unha revisión manual por parte dos enxeñeiros, o que provoca retrasos no seu cronograma.
Os poucos minutos dedicados a verificar o seu ficheiro antes de subilo dan rendementos en ofertas máis rápidas e precisas. Cando a súa xeometría é limpa, as súas especificacións son realistas e o formato do ficheiro é o adecuado, o motor de cotización pode centrarse no que importa: ofrecerlle prezos fiables para as súas pezas mecanizadas por CNC, en vez de identificar erros evitables.
Resolución de problemas frecuentes nas ofertas en liña
Xa preparou o seu ficheiro CAD, seleccionou os seus materiais e enviou todo para a obtención dun orzamento. Entón ocorre algo inesperado: o orzamento volve sorprendentemente alto, rexeitase o seu ficheiro ou aparecen advertencias crípticas sobre a fabricabilidade que o deixan perplexo. Soa familiar? Estas frustracións son máis comúns do que podería pensar —e a maioría teñen solucións sinxelas unha vez que se entende o que está pasando detrás das escenas.
Vamos revisar os problemas máis frecuentes cos que se atopan os enxeñeiros durante o proceso de orzamento en liña e exactamente como resolvelos.
Por que o seu orzamento parece demasiado alto
Esse momento no que aparece un prezo na pantalla e pensa «non pode ser que esta peza custe tanto»—todos pasamos por iso. Antes de asumir que a plataforma cometeu un erro, considere estas causas comúns das estimacións excesivamente altas do custo das máquinas CNC:
- Tolerancias excesivamente estritas: Aplicou tolerancias estreitas a toda a peza en vez de só a características críticas? Como se discutiu anteriormente, as especificacións de precisión poden multiplicar os custos entre 3 e 10 veces. Revise o seu debuxo e relaxe as dimensións non funcionais ata as tolerancias estándar.
- Incoherencia na selección do material: Quizais seleccionou titán cando o aluminio serviría igual de ben, ou especificou aleacións de grao aeroespacial para unha aplicación non crítica. O prezo do mecanizado CNC escala dramaticamente coa dificultade do material.
- Desencadeantes da complexidade xeométrica: Características como bolsas profundas, paredes finas ou múltiplas orientacións de montaxe aumentan o tempo de mecanizado. Segundo A análise de custos de MakerVerse , a complexidade do deseño é un dos principais factores que afectan os custos de mecanizado CNC: os deseños intrincados requiren maquinaria máis avanzada e ferramentas especializadas.
- Penalizacións por cantidades baixas: Pedir un único prototipo significa que os custos de preparación non se amortizan. Esa peza de 200 $ podería baixar a 35 $ cada unha ao pedir 50 unidades.
- Requisitos de acabado premium: O pulido en espello ou os revestimentos especializados engaden custos significativos de posprocesado que poden non ser necesarios para a súa aplicación.
A solución? Volva ás súas especificacións con ollos novos. Pregúntese: cada tolerancia, elección de material e requisito de acabado serve realmente á función da peza? Con frecuencia, unha simplificación estratéxica reduce as cotizacións entre un 30 % e un 50 % sen comprometer o rendemento.
E aquí ten unha realidade: se está buscando solucións «cnc baratas», lembre que a mecanización de precisión de calidade ten custos inherentes. As cotizacións extremadamente baixas adoitan indicar que se están tomando atallos na inspección, na certificación do material ou na calidade do equipo.
Resolución das rexeicións no envío de ficheiros
Nada detén o progreso máis rápido ca un ficheiro rexeitado. Segundo A documentación de resolución de problemas de Xometry , estas son as causas máis frecuentes e as súas solucións:
- Múltiples corpos desconectados: O seu ficheiro contén compoñentes separados que deben subirse individualmente. Comprobe os erros de deseño e conecte os corpos independentes, ou separe cada compoñente en ficheiros de pezas individuais e volva subilos.
- Ficheiros de conxunto en vez de pezas: O sistema detectou múltiples compoñentes no que debería ser un ficheiro de peza única. Suba só ficheiros de pezas individuais—pode que primeiro teña que separar os compoñentes no seu software de deseño. Suprima os corpos de hardware, como compoñentes comerciais (COTS) ou insercións.
- Áreas ocas incompatibles co fresado CNC: Para procesos subtractivos, non é posíbel fabricar seccións ocas. Considere redeseñar a peza única en múltiples compoñentes que poidan ensamblarse despois do mecanizado.
- Tamaño da peza fóra do volume de traballo da máquina: A súa peza é demasiado pequena ou demasiado grande para o proceso seleccionado. Verifique primeiro se as dimensións están na escala prevista—comprobe se seleccionou correctamente milímetros ou polegadas para os ficheiros STL. Se a escala é correcta, o proceso escollido pode non ser adecuado para o tamaño da súa peza.
- Grosor non estándar da chapa: Para operacións en chapa metálica, o grosor especificado non coincide coas medidas estándar dispoñíbeis. Redeseñe para empregar grosos estándar para o material desexado.
Antes de volver subir o ficheiro, execute a función de comprobación xeométrica do seu software CAD. Repare calquera superficie aberta, arestas non manifolds ou xeometría que se interseque a si mesma. Estes problemas ocultos adoitan provocar rexeicións que non son inmediatamente evidentes mediante inspección visual.
Interpretación das advertencias de fabricabilidade
As advertencias de fabricabilidade non significan necesariamente que a peza non se poida fabricar: indican características que poden incrementar o custo, requirir unha revisión manual ou necesitar modificacións no deseño para obter resultados óptimos. As advertencias máis comúns inclúen:
- Radio de esquina interior demasiado pequeno: O sistema detectou esquinas interiores afiadas que requiren ferramentas máis pequenas e velocidades de avance máis lentas. Engada chafláns iguais ou maiores ca metade do diámetro da ferramenta que espera utilizar.
- Espesor da parede inferior ao mínimo: As seccións delgadas corren risco de deformación durante o mecanizado. Aumente o grosor das paredes ou engada nervios de soporte.
- Razón profundidade/anchura superada: Os bolsos profundos e estreitos requiren ferramentas especializadas. Considere abrir un lado do bolso ou empregar profundidades en etapas.
- Detectouse un desbaste: As características que non se poden acceder desde orientacións estándar requiren configuracións adicionais ou ferramentas especiais.
- Solicitouse un material ou acabado personalizado: As opcións non estándar requiren revisión manual. Para obter orzamentos automáticos, seleccione materiais e acabados das listas despregables estándar da plataforma.
Trate as advertencias como oportunidades de optimización máis que como obstáculos. Cada advertencia inclúe normalmente orientacións sobre como modificar o seu deseño para mellorar a fabricabilidade —e reducir os custos.
Comprensión das variacións nos orzamentos entre plataformas
Enviou o mesmo ficheiro a tres plataformas distintas e recibiu tres prezos moi diferentes? Isto ocorre con frecuencia e raramente se debe a un erro cometido por alguén.
As variacións nos orzamentos entre plataformas xeralmente derivan de:
- Redes de fabricación diferentes: Algunhas plataformas dirixen os pedidos a tendas nacionais con custos de manodobra máis altos; outras utilizan redes globais con estruturas tarifarias variables.
- Estruturas de gastos xerais e márxenes: As taxas das plataformas, os sistemas de xestión da calidade e os modelos de negocio difiren considerablemente.
- Normas de Calidade: As plataformas con protocolos de inspección rigorosos, procesos certificados e tolerancias garantidas inclúen eses servizos nos seus orzamentos.
- Aproveitamento das máquinas: Un taller cunha capacidade dispoñible podería facer un orzamento agresivo para encher o seu programa de traballo.
- Interpretación algorítmica: As distintas plataformas analizan a xeometría de forma diferente, recomendando posiblemente distintos tipos de máquinas ou estratexias de montaxe.
Non escolla automaticamente a opción máis barata dun taller de fresado CNC. Segundo as recomendacións do sector, traballar con fabricantes experimentados —incluso a prezos lixeiramente superiores— adoita supor un aforro económico grazas á redución das iteracións no deseño, menos problemas de calidade e mellor retroalimentación sobre a fabricabilidade do deseño (DFM).
Cando as cotizacións varían significativamente, pregunte por qué. Solicite desgloses que amosen por separado os custos de material, mecanizado e acabado. Ás veces, o prezo máis baixo no encabezamento inclúe tarifas ocultas para inspección, embalaxe ou envío acelerado que xa están incluídas na cotización transparente.
O obxectivo non é atopar o prezo absoluto máis baixo, senón atopar o mellor valor para as pezas que funcionarán de forma fiable na súa aplicación. Con as habilidades de resolución de problemas na man, está agora preparado para comparar distintas aproximacións ás cotizacións e determinar cal método se axusta mellor ás súas necesidades específicas.
Orzamentos en liña instantáneos vs. Procesos tradicionais de solicitude de orzamento
Xa ten un deseño de peza listo para a fabricación. ¿Súbeo a unha plataforma en liña de fresado CNC para obter un prezo instantáneo, ou envía unha solicitude formal de cotización (RFQ) a talleres mecánicos establecidos? A resposta non é sempre clara — e escoller mal pode custarlle tempo, diñeiro ou calidade. Comprender cando cada aproximación resulta máis adecuada axúdalle a tomar decisións de adquisición máis intelixentes para cada proxecto.
Compromisos entre velocidade e personalización
A diferenza máis evidente? O tempo. Segundo A comparación de plataformas de Haizol , os sistemas de solicitude instantánea como Xometry ofrecen orzamentos en segundos, mentres que os procesos tradicionais de solicitude de oferta (RFQ) a través de plataformas como Haizol ou Alibaba requiren normalmente entre 24 e 48 horas para obter varias ofertas competitivas.
Pero a velocidade vén con restricións. Os algoritmos de orzamento instantáneo destacan nas xeometrías estándar, materiais comúns e especificacións ben definidas. Proporciónales un soporte de aluminio sinxelo con tolerancias estándar e obterás un orzamento preciso antes da túa próxima pausa para o café. Non obstante, estes mesmos sistemas poden fallar cando se trata de matices.
Considera este exemplo real das probas realizadas por 3ERP: cando un enxeñeiro engadiu radios a esquinas internas afiadas —unha modificación que, de feito, simplifica o fresado CNC—, o sistema de orzamento baseado en IA interpretou ditas radios como características adicionais e aumentou o prezo. O algoritmo penalizou un deseño reflexivo porque carecía da intuición manufactureira que aplicaría un enxeñeiro humano.
Os procesos tradicionais de solicitude de orzamentos (RFQ) sacrifican a velocidade en beneficio da personalización. Cando o seu proxecto implica mecanizado de prototipos con especificacións inusuais, montaxes complexas que requiren tolerancias coordinadas ou materiais fóra dos catálogos estándar, a revisión humana detecta matices que os algoritmos pasan por alto.
Cando a solicitude tradicional de orzamento (RFQ) segue sendo a mellor opción
A pesar da comodidade da cotización instantánea, certos escenarios requiren verdadeiramente o enfoque tradicional:
- Montaxes complexas de múltiples pezas: Cando as tolerancias deben coordinarse entre os compoñentes, os enxeñeiros humanos avalían o axuste e a funcionalidade de forma integral, en vez de cotizar cada peza de maneira illada
- Materiais non estándar: As aliacións exóticas, os plásticos especializados ou os materiais que requiren certificacións específicas adoitan necesitar un aprovisionamento e unha valoración manuais
- Volumes moi altos: As series de produción de 10.000+ unidades benefíciase de prezos negociados, discusións sobre ferramentas dedicadas e planificación da cadea de suministro que os algoritmos non poden proporcionar
- Aplicacións críticas: As pezas mecanizadas por CNC para aeroespacial, médico ou aplicacións críticas para a seguridade requiren documentación, rastrexabilidade e discusións sobre calidade que van máis aló dos sistemas automatizados
- Colaboración no deseño: Cando desexa comentarios de DFM que moldeen o seu deseño en vez de simplemente sinalar problemas, enxeñeiros experimentados ofrecen insights que ningún algoritmo pode igualar
De acordo co Análise do Grupo Kesu , a elaboración manual de orzamentos permite que enxeñeiros experimentados avalien xeometrías complexas e requisitos non estándar que os sistemas automatizados poden interpretar incorrectamente—minimizando erros de prezo que poden superar o ±10 % para pezas intricadas.
Combinar estratexicamente ambos os enfoques
Os equipos intelixentes de adquisición non elixen exclusivamente un enfoque—adaptan os métodos aos requisitos do proxecto. Aquí compáranse ambos os enfoques nas dimensións clave:
| Dimensión | Orzamentos en liña instantáneos | Proceso tradicional de solicitude de oferta (RFQ) |
|---|---|---|
| Tempo de resposta | Segundos a minutos | 24-48 horas (ás veces máis) |
| Nivel de personalización | Limitado ás opcións da plataforma | Especificacións totalmente personalizables |
| Adequación ao volume | Ideal para prototipos ata lotes medios | Escala á produción en gran volume |
| Profundidade da comunicación | Mínimo—respostas automatizadas | Diálogo directo con enxeñeiros |
| Comentarios DFM | Avisos e indicadores automatizados | Optimización colaborativa do deseño |
| Precisión dos prezos | ±5-15% para pezas complexas | Maior precisión mediante revisión humana |
| O mellor para | Pezas mecanizadas personalizadas estándar, comparacións rápidas | Proxectos complexos, construción de relacións |
Unha estratexia híbrida podería ser a seguinte: empregar orzamentos instantáneos para a elaboración inicial do orzamento e a iteración do deseño, e pasar despois á solicitude tradicional de oferta (RFQ) para as ordes de produción. A velocidade das plataformas en liña acelera as decisións nas fases iniciais, mentres que a profundidade dos procesos tradicionais garante a calidade na produción e a optimización de custos.
Para a mecanización de prototipos durante o desenvolvemento, as cotizacións instantáneas permítenche probar rapidamente as implicacións de custo dos cambios de deseño. Precisas saber se cambiar do acero inoxidable ao aluminio aforra o suficiente para xustificar a modificación do material? Sube ambas versións e compáralas en minutos. Unha vez que o teu deseño se estabilice e esteas listo para cantidades de produción de pezas mecanizadas por CNC, as solicitudes formais de cotización (RFQ) con fornecedores cualificados aseguran mellor prezo e establecen relacións para necesidades continuas.
As propias plataformas están evolucionando cara a modelos híbridos. Moitas ofrecen agora cotizacións instantáneas para pezas sinxelas, mentres que dirixen as xeometrías complexas a enxeñeiros humanos para revisión manual, proporcionándote velocidade cando é posible e experiencia cando é necesario. Comprender este panorama axúdache a navegar nel estratexicamente, en lugar de recorrer á opción que aparece primeiro nos resultados da túa busca.
Consideracións específicas da industria para as cotizacións
Aquí hai algo que pilla a moitos enxeñeiros de improviso: o mesmo soporte de aluminio pode custar cantidades moi distintas dependendo da industria para a que está destinado. Unha peza que vaia a un recinto de electrónica de consumo podería cotizarse en 45 $, mentres que unha xeometría idéntica destinada a un avión podería ascender a 180 $ ou máis. Que provoca esa diferenza? Certificacións específicas do sector, requisitos de documentación e protocolos de control de calidade que modifican fundamentalmente o cálculo da súa cotización CNC en liña.
Comprender estes factores específicos de cada sector antes de solicitar os prezos axuda a evitar sorpresas desagradables no momento de pagar —e garante que se estea comparando cousas equivalentes ao avaliar os servizos de talleres mecánicos entre distintos fornecedores.
Requisitos da cadea de subministro automobilística
A fabricación automotriz opera baixo algúns dos sistemas de xestión da calidade máis exigentes nos servizos de fresado CNC de precisión. A certificación fundamental aquí é a IATF 16949, que se basea na ISO 9001 con requisitos específicos para o sector automotriz en materia de prevención de defectos, redución da variabilidade e eliminación de desperdicios en toda a cadea de suministro.
Cando envíe pezas destinadas a aplicacións automotrices, os fornecedores cualificados aplican:
- PPAP (Proceso de Aprobación de Pezas de Producción): Documentación completa que probe que os procesos de fabricación producen de maneira consistente pezas que cumpren as especificacións
- APQP (Planificación Avanzada da Calidade do Produto): Unha metodoloxía estruturada de desenvolvemento que garante que a calidade se deseña dende o principio
- Control Estatístico do Proceso (CEP): Vixilancia en tempo real das dimensións críticas para detectar desvío antes de que xere defectos
- Trazabilidade completa dos materiais: Documentación que vincula cada peza coas partidas específicas de material e os rexistros de procesamento
Estes requisitos supoñen unha sobrecarga, pero tamén engaden valor. Segundo a análise do sector realizada por MFG Solution, os fornecedores automotrices deben demostrar o PPAP, o APQP e a planificación a longo prazo da capacidade para que os deseños poidan escalar sen cambiar de fornecedor.
Para os enxeñeiros que buscan solucións fiables de fabricación automotriz, fornecedores como Shaoyi Metal Technology demostrar como son, na práctica, os servizos de mecanizado CNC de precisión certificados pola IATF 16949. A súa combinación de control estatístico de procesos e prazos de entrega tan rápidos como un día laborable mostra como os fornecedores certificados poden ofrecer tanto calidade como velocidade para aplicacións automotrices — xa sexa que necesite montaxes complexas de chasis ou casquillos metálicos personalizados.
Premios das certificacións aeroespacial e médica
Se os requisitos automotrices parecen rigorosos, os sectores aeroespacial e médico elevan a xestión da calidade a outro nivel por completo. Estes sectores tratan con aplicacións nas que o fallo non é só custoso: pode ser potencialmente catastrófico.
Un especialista en mecanizado CNC para o sector aeroespacial opera baixo a norma AS9100, que incorpora os requisitos da ISO 9001 máis adicións específicas para o sector aeroespacial en materia de xestión de configuración, xestión de riscos e controles de procesos especiais. Segundo A guía do sector de Super Ingenuity ademais, os programas aeroespaciais requiren informes de inspección inicial (FAI), trazabilidade dos materiais, inspección con máquinas de medición por coordenadas (CMM) e limpeza e empaquetado validados para cumprir os requisitos reguladores dos fabricantes de equipos orixinais (OEM).
A fabricación de dispositivos médicos segue a norma ISO 13485, con regulacións adicionais da FDA dependendo da clasificación do dispositivo. A carga documental aquí é considerable:
- Rexistros históricos do dispositivo (DHR): Registros completos de fabricación para cada lote de produción
- Ficheiros de historia do deseño (DHF): Documentación que demostra que se seguiram os controles de deseño
- Probas de biocompatibilidade: Certificacións de materiais que confirmen a súa idoneidade para o contacto co paciente
- Procesos validados: Consistencia demostrada nas operacións críticas
Por que estas certificacións teñen un prezo premium? A infraestrutura necesaria —equipamento de inspección calibrado, ambientes controlados, persoal formado e procedementos documentados— representa unha inversión continuada significativa. Cando solicita servizos de fresado CNC de 5 eixos para un soporte aeroespacial, está pagando non só polo tempo de fresado, senón por todo o ecosistema de calidade que rodea esa operación.
O multiplicador de custo varía segundo a criticidade da aplicación. Os servizos de mecanizado de prototipos para o desenvolvemento aeroespacial poden ter unha sobrecarga do 20-40 % respecto ao traballo industrial xeral, mentres que o hardware crítico para o voo, que require unha cualificación completa, pode experimentar incrementos de custo de 2 a 3 veces.
Axeitar as capacidades dos fornecedores ás necesidades do sector
Non todos os fornecedores de CNC prestan servizo a todos os sectores —e isto é, de feito, algo positivo. A especialización implica un coñecemento máis profundo, procedementos establecidos e un menor risco de incumprimentos normativos que poderían atrasar o seu proxecto.
Aquí ten como axustar as súas necesidades ás capacidades dos fornecedores:
| Industria | Certificacións clave | Documentación típica | Impacto na oferta |
|---|---|---|---|
| Industrial xeral | ISO 9001 | Informes estándar de inspección, certificado de conformidade (CoC) | Prezo base |
| Automovilístico | IATF 16949 | PPAP, datos de control estatístico de procesos (SPC), rexistros de trazabilidade | premium do 10-25 % |
| Aeroespacial | AS9100 | Inspección inicial de pezas (FAI), certificados de material, informes de ensaios non destructivos (END), datos de medición con máquinas de medición por coordenadas (CMM) | premium do 25-50% |
| Dispositivos médicos | ISO 13485 | Rexistro histórico do dispositivo (DHR), protocolos de validación, certificados de biocompatibilidade | premium do 30-60% |
Ao avaliar orzamentos, verifique que os fornecedores teñan realmente as certificacións que require a súa industria, non só que afirmen ter capacidade. Solicite copias das certificacións e comprobe as datas de caducidade. Para aplicacións críticas, considere a posibilidade de auditar aos fornecedores antes de comprometerse con pedidos de produción.
A fabricación personalizada de acero para maquinaria industrial pode non requerir documentación ao nivel aeroespacial, pero os compoñentes de transmisión automotriz necesitan absolutamente o cumprimento da norma IATF 16949. Emparellar incorrectamente as capacidades dos fornecedores cos seus requisitos reais ou ben supón un sobrecusto por sobrecargas innecesarias ou, peor aínda, implica o risco de recibir pezas que non se poden empregar na súa aplicación.
A aproximación máis intelixente? Ser explícito sobre a aplicación final cando se solicitan orzamentos. As plataformas que coñecen o seu sector poden encaminar a súa solicitude a fornecedores adecuadamente certificados, garantindo que o seu orzamento reflicta custos e capacidades realistas. Esta transparencia aforra tempo a todos e asegura que as pezas que reciba cumpran realmente os seus requisitos reguladores e de calidade.
Avaliación e comparación dos seus orzamentos de CNC
Recibiu orzamentos de varios fornecedores, e os prezos van desde sorprendentemente asequibles ata incriblemente caros. E agora? Escoller exclusivamente en función do número final é un dos erros máis comúns —e máis custosos— que cometen os enxeñeiros ao adquirir pezas de CNC. A verdadeira habilidade consiste en ler entre liñas, facer as preguntas axeitadas e recoñecer os indicadores de calidade que xustifican as diferenzas de prezo.
Vamos desglosar exactamente como avaliar orzamentos de CNC como un profesional experimentado de adquisicións, asegurando que obteñades pezas personalizadas de CNC que funcionen de forma fiable sen pagar de máis por capacidades que non necesitades.
Lendo entre liñas do orzamento
Un orzamento profesional di che moito máis que só o prezo final. Segundo A análise de XTJ CNC , un orzamento transparente e detallado é un indicador dun fornecedor profesional, ofrecéndote unha visión clara de onde se está a empregar a túa inversión. Aquí tes o que debes buscar en cada orzamento que recibas:
- Especificacións de tolerancia: O orzamento especifica explicitamente qué tolerancias inclúe? A tolerancia estándar de ±0,005" é moi distinta da tolerancia de precisión de ±0,001". Se as tolerancias non están especificadas, estás comparando cousas descoñecidas.
- Normas de Acabado Superficial: Busca os valores Ra ou as descricións do acabado. «Tal como se maquinou» fronte a «polido» representa diferenzas significativas de custo e calidade para as pezas mecanizadas por CNC.
- Certificacións de Materiais: Recibirá informes de ensaios de materiais (MTR) ou certificados de conformidade? Para aplicacións de mecanizado CNC en metais nas industrias reguladas, esta documentación non é opcional.
- Custos de preparación e programación: Algunhas cotizacións inclúen estes custos no prezo por unidade; outras listanlos por separado. Comprender esta desglose axuda a avaliar con precisión os prezos por volume.
- Inspección e control de calidade: Que nivel de inspección está incluído? A inspección do primeiro artigo, as comprobacións durante o proceso e a verificación final mediante máquina de medición por coordenadas (CMM) engaden valor —e custo—.
- Operacións Secundarias: A roscadura, o desbarbado, o tratamento térmico e os revestimentos superficiais deben estar detallados. As cotizacións pouco específicas adoitan excluir procesos que vostede daba por supostos.
Cando as cotizacións parecen significativamente máis baixas que as dos competidores, analice coidadosamente que falta. Segundo as directrices do sector, algúns fornecedores poden excluir procesos necesarios para facer que a súa oferta inicial resulte máis atractiva, para logo engadir cargos adicionais.
Preguntas que facer antes de realizar o seu pedido
Antes de comprometerse con calquera fornecedor para pezas metálicas personalizadas, estas preguntas distinguen aos socios fiables das apostas arriesgadas. Segundo Guía de selección de fornecedores de Wisconsin Metal Tech , comprender o que o seu fornecedor é e non é capaz de facer é fundamental para a súa selección:
- Que certificacións posúe? A ISO 9001 é o nivel mínimo; as certificacións específicas do sector, como a IATF 16949 para o sector automobilístico ou a AS9100 para o sector aeroespacial, indican capacidades especializadas.
- Que equipo me maquinará as pezas? Saber se o seu traballo de fresado CNC en aluminio se realiza nunha máquina de 3 eixos ou de 5 eixos afecta tanto á capacidade como ás expectativas de custo.
- Como garante a calidade constante? Atenda á mención de control estatístico de procesos (SPC), procedementos documentados e equipos de medición calibrados, non a aseguranzas vagas.
- Pode proporcionar referencias ou pezas de mostra? Segundo a guía de avaliación da calidade de Anebon Metal, solicitar mostras é a mellor oportunidade para ver resultados reais antes de comprometerse con volumes de produción.
- Que ocorre se as pezas non cumpren as especificacións? Unhas políticas claras de substitución e un servizo ao cliente receptivo indican confianza nos seus procesos.
- Cal é a súa historia real de tempos de entrega? Os tempos de entrega cotizados e os tempos de entrega reais adoitan diferir. Pida expectativas realistas baseadas na capacidade actual.
Un fornecedor que responde a estas preguntas de forma transparente demostra profesionalismo. A evasión ou respostas vagas son sinais de alerta que merecen atención.
Indicadores de calidade máis aló do prezo
Ao avaliar fornecedores de pezas mecanizadas por CNC, certas características indican unha calidade e fiabilidade superiores —o que, con frecuencia, xustifica prezos máis altos grazas á redución do risco e a melloras nos resultados. Aquí ten unha lista de comprobación dos indicadores de calidade que deben ter prioridade:
- Implementación do Control Estatístico de Procesos (CEP): Proveedores como Shaoyi Metal Technology utiliza o SPC para supervisar en tempo real as dimensións críticas, detectando variacións antes de que xeran defectos. Esta aproximación proactiva ofrece consistencia que a inspección reactiva non pode igualar.
- Capacidade de tempos de entrega rápidos: Tempos de entrega dun día —como os ofrecidos por Shaoyi para aplicacións automotrices— indican operacións ben organizadas, con capacidade dispoñible e procesos eficientes.
- Expertise especializada: Os fornecedores que demostran capacidade para conxuntos complexos de chasis ou casquillos metálicos personalizados teñen experiencia probada en xeometrías desafiantes nas que os talleres xeneralistas poden ter dificultades para igualar.
- Sistemas de trazabilidade de materiais: Segundo as mellores prácticas na avaliación da calidade, un sistema de trazabilidade robusto permite rastrexar a orixe do material de cada peza, o seu historial de procesamento e os datos de inspección—fundamental para industrias reguladas.
- Equipamento avanzado de inspección: As máquinas de medición por coordenadas (CMM), os analizadores de rugosidade superficial e os comparadores ópticos indican unha inversión nas capacidades de verificación.
- Comunicación Responsiva: Os fornecedores que responden ás preguntas de forma rápida e exhaustiva durante a elaboración dos orzamentos normalmente ofrecen a mesma calidade de servizo durante a produción.
- Desglose transparente de prezos: Os orzamentos detallados que amosan por separado os custos de material, mecanizado e acabado demostran confianza e profesionalidade.
A oferta máis atractiva non é sempre a mellor. Un prezo inusualmente baixo pode ser unha bandera vermella de recortes de calidade, custos ocultos ou calidade inferior que, a longo prazo, suporán custos adicionais por atrasos, retraballos ou fallos das pezas.
Sinais de alerta que indican preocupacións sobre a calidade
Tal como os indicadores positivos suxiren fiabilidade, certos sinais de alerta deben activar precaución ao avaliar orzamentos para aluminio CNC ou calquera outro material:
- Certificacións vagas ou ausentes: A falta de certificación formal de calidade adoita correlacionarse con procesos menos controlados.
- Falta de disposición para compartir detalles do proceso: Os problemas de transparencia poden ocultar condicións de fabricación inferiores.
- Sen mención da inspección: Se unha oferta non aborda en absoluto o control de calidade, supoña que se planea unha verificación mínima.
- Prezos significativamente por baixo do mercado: Segundo a análise do sector, as ofertas inusualmente baixas adoitan excluir procesos necesarios ou indicar controles de calidade subestándar.
- Respostas tardías ou evasivas: Os fornecedores que teñen dificultades para responder preguntas básicas durante a elaboración da oferta raramente melloran durante a produción.
- Sen trazabilidade ofrecida: Sen unha liña clara de orixe dos materiais, a responsabilidade e a garantía de calidade redúcese.
Detectar estes sinais cedo axuda a evitar erros onerosos, incluídos compoñentes que chegan tarde, non pasan a inspección ou simplemente non funcionan na súa aplicación.
Tomando a súa decisión final
Con as citas analizadas e as preguntas respondidas, ¿como escollimos? Crea unha matriz de comparación sinxela que valore factores alén do prezo:
| Criterios de avaliación | Peso | Que comparar |
|---|---|---|
| Competitividade dos prezos | 25% | Custo total, incluídos o transporte, as ferramentas e as operacións secundarias |
| Sistemas de calidade | 25% | Certificacións, implementación de SPC, capacidades de inspección |
| Fiabilidade dos prazos de entrega | 20% | Prazo de entrega citado fronte ao rendemento histórico |
| Capacidade técnica | 15% | Equipamento e experiencia coa súa xeometría e materiais |
| Calidade da comunicación | 15% | Capacidade de resposta, transparencia e enfoque na resolución de problemas |
Para enxeñeiros que buscan solucións fiables de fabricación automotriz que requiren pezas de mecanizado CNC de precisión, os fornecedores con certificación IATF 16949 e unha implementación probada de SPC—como Shaoyi Metal Technology —representan os estándares de calidade que minimizan o risco e maximizan o valor a longo prazo.
Lembre: non está simplemente comprando pezas. Está escollendo un socio de fabricación cuxos sistemas de calidade, prácticas de comunicación e capacidades técnicas afectarán directamente o éxito do seu proxecto. As poucas horas adicionais investidas na avaliación minuciosa das cotizacións dan rendementos en pezas que chegan a tempo, cumpren as especificacións e funcionan de forma fiable na súa aplicación.
Preguntas frecuentes sobre as cotizacións en liña para fresado CNC
1. Como obteño unha cita instantánea de mecanizado CNC en liña?
Suba o seu ficheiro CAD (preferiblemente no formato STEP) a unha plataforma en liña de cotizacións, e despois especifique o material, as tolerancias, o acabado superficial e a cantidade. Algoritmos avanzados analizan a súa xeometría, verifican a posibilidade de fabricación e xeran os prezos en segundos ou minutos. A maioría das plataformas aceptan ficheiros STEP, IGES e Parasolid para obter cotizacións automatizadas precisas.
2. Que factores afectan máis ao prezo dos orzamentos de mecanizado CNC?
Cinco factores principais determinan o prezo dos orzamentos de CNC: a selección do material (o titano custa 4-5 veces máis que o aluminio), as especificacións de tolerancia (as tolerancias estreitas poden multiplicar os custos entre 3 e 10 veces), a complexidade xeométrica que require usinar en múltiples eixes, a cantidade de produción, que afecta á amortización dos custos de preparación, e os requisitos de acabado superficial. Especificar estratexicamente só a precisión necesaria nas características críticas pode reducir os custos entre un 40 % e un 60 %.
3. Por que varían tanto os orzamentos de CNC entre distintas plataformas en liña?
As variacións nos orzamentos derivan de redes de fabricación diferentes (nacionais fronte a globais), estruturas de custos xerais, normas de calidade e taxas de utilización das máquinas. As plataformas con protocolos de inspección rigorosos e procesos certificados inclúen eses servizos no prezo dos seus orzamentos. Compare sempre desgloses detallados que amosen por separado os custos de material, usinaxe e acabado, en vez de centrarse só nos prezos globais.
4. Que formatos de ficheiro son os máis adecuados para obter orzamentos de CNC en liña?
Os ficheiros STEP (.stp, .step) son o formato preferido na industria porque conservan definicións precisas das superficies matemáticas que necesitan as máquinas CNC. Os ficheiros IGES e Parasolid tamén funcionan ben. Evite os formatos baseados en malla, como o STL, para traballar con CNC de precisión, xa que perden a precisión matemática necesaria para xerar as trayectorias de ferramenta e elaborar orzamentos exactos.
5. Como pode beneficiar os meus compoñentes CNC para automoción a certificación IATF 16949?
Os fornecedores certificados en IATF 16949, como Shaoyi Metal Technology, implementan o control estatístico de procesos, a documentación PPAP e a trazabilidade completa dos materiais, requisitos indispensables nas cadeas de subministro do sector automobilístico. Esta certificación garante unha calidade constante mediante sistemas de prevención de defectos, con capacidades para conxuntos complexos de chasis e prazos de entrega tan rápidos como un día hábil para compoñentes automobilísticos de precisión.