 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Segredos da cotización de mecanizado CNC: Algúns factores de custo que os fornecedores ocultan
Comprender as cotizacións de fresado CNC desde a perspectiva do comprador
Xa te preguntaches canto custa fabricar unha peza de metal? A resposta comeza cunha cotización de fresado CNC: unha estimación detallada dos custos que desglosa exactamente o que pagarás e por qué. Sexas un profesional de adquisicións que compara fornecedores , un enxeñeiro que perfecciona un deseño ou un xestor de proxectos que elabora un orzamento, comprender estas cotizacións dáchelle unha vantaxe significativa.
Imaxina unha cotización como algo máis que un simple prezo. É unha ventá á forma na que un fabricante interpreta o teu proxecto, os recursos que comprometerá e onde poden esconderse posibles aforros de custos. Cando podes ler este documento con fluidez, pasas de ser un comprador pasivo a un socio informado que toma decisións máis intelixentes.
Que inclúe realmente unha cotización de fresado CNC
Unha cita profesional non é só un número único—é un desglose completo de cada elemento de custo implicado na transformación do material en bruto na súa peza final. Comprender cada compoñente axuda a identificar oportunidades de optimización e a detectar cando algo non cuadra.
Estes son os compoñentes básicos que normalmente atopará nunha cita completa:
- Custos dos materiais: O prezo do material en bruto, baseado no tipo, grao e tamaño do blank necesario para a súa peza. Isto inclúe calquera material residual que deba ser eliminado mediante mecanizado.
- Custos de configuración: Custos únicos que cubren a preparación da máquina, a instalación das ferramentas, a creación dos dispositivos de suxeición e a programación CNC. Estes custos son fixos independentemente da cantidade.
- Tempo de mecanizado: O principal condutor de custos, calculado multiplicando as horas de máquina polas tarifas horarias. As xeometrías complexas e as tolerancias máis estreitas aumentan significativamente este custo.
- Operacións de acabado: Custos de posprocesamento, incluídos o desbarbado, os tratamentos superficiais, a anodización, a pintura ou o pulido para cumprir as súas especificacións.
- Inspección de Calidade: Custos para a verificación dimensional, comprobacións de tolerancias e calquera certificación ou documentación requirida.
- Envío e manipulación: Custos logísticos para o embalaxe e a entrega das súas pezas terminadas.
Cando solicita unha cita para fresado CNC en liña, notará que os fornecedores de confianza ofrecen transparencia en todas estas categorías. Os prezos pouco claros ou agrupados adoitan indicar posibles problemas no futuro.
Por que a alfabetización nas citas salva proxectos
Comprender os detalles das citas non se trata só de atopar o prezo máis baixo, senón de protexer o seu proxecto contra sorpresas onerosas. Segundo expertos do sector, solicitar citas a varios fornecedores permítele comparar as estruturas de prezos e identificar a opción máis favorable segundo os seus requisitos específicos.
Isto é o que realmente ofrece a alfabetización nas citas:
Presupostación precisa: Cando comprende a desglose dos custos de fresado CNC, pode prever os gastos con confianza. Xa non terá que engadir márgenes de seguridade aos presupostos baseándose en suposicións nin sufrirá sorpresas por conceptos ocultos.
Oportunidades de optimización do deseño: Unha cita detallada revela que características están a impulsar os custos. Quizais esa tolerancia estreita nunha dimensión non crítica está a incrementar o seu prezo un 20 %. Non o saberá a menos que poida interpretar os números.
Cualificación do fornecedor: A forma na que un fornecedor estrutura a súa cita indica o seu grao de profesionalidade. As citas detalladas, con partidas claras, suxiren operacións organizadas e sistemas de control de calidade.
Poder de negociación: Cando comprende o que hai detrás de cada elemento de custo, pode manter conversas significativas sobre alternativas, en vez de limitarse a solicitar descontos.
Moitos compradores comezan agora coas citas de mecanizado en liña para establecer uns prezos de referencia antes de contactar directamente cos fornecedores. Esta aproximación ofrece un contexto de mercado e axuda a recoñecer cando unha cita se sitúa fóra dos intervalos normais — xa sexa sospeitosamente baixa ou indebidamente alta.
A liña de fondo? Unha cita en liña ou unha resposta tradicional a unha solicitude de oferta (RFQ) contén a información de que precisa para tomar decisións intelixentes na fabricación. As seccións seguintes amosaránlle exactamente como descifrar cada factor de custo e empregar ese coñecemento en seu beneficio.

Factores clave de custo que conforman cada cita
Agora que comprende o que contén unha cita, profundizaremos nos factores específicos que determinan eses números. O prezo de cada mecanizado CNC deriva de tres condutores fundamentais: o material que se corta, o tempo que funciona a máquina e o grao de precisión que require a peza final. Se domina estas variables, saberá exactamente onde vai o seu diñeiro — e onde podería aforrano.
Custos dos materiais e factores de maquinabilidade
A selección de materiais forma a base de cada orzamento. Non se trata só do custo do material en bruto por libra, senón de como ese material se comporta baixo a ferramenta de corte. Esta característica, chamada usinabilidade, afecta de maneira considerable a velocidade á que se poden producir as pezas e a rapidez coa que se desgastan as ferramentas.
Considera o mecanizado de aluminio fronte a maquinado de acero inoxidable por CNC . O aluminio córtase como manteiga. As máquinas poden funcionar a velocidades máis altas con menos desgaste das ferramentas, o que se traduce en tempos de ciclo máis curtos e menores custos. O acero inoxidábel? Esa é outra historia. É máis duro, xera máis calor e require velocidades de avance máis lentas. O teu orzamento reflicte estas realidades.
Estes son os diferentes materiais clasificados segundo o seu impacto no custo:
| Material | Custo en bruto (por libra) | Clasificación de Maquinabilidade | Impacto relativo no orzamento | Mellores aplicacións |
|---|---|---|---|---|
| Aluminio (6061) | $3–$6 | Alto | O máis baixo | Propósito xeral, soportes aeroespaciais, carcaxas |
| Latón | $5–$10 | Alto | Baixa-Media | Conexións, pezas decorativas, compoñentes eléctricos |
| Material acero inoxidable 303 | $8–$14 | Medio-Alto | Medio | Eixes, elementos de unión, compoñentes para uso alimentario |
| 316 Acero inoxidable | $10–$18 | Medio | Medio-Alto | Aplicacións mariñas, médicas e onde se require resistencia química |
| Material Delrin (Acetal) | $4–$8 | Alto | Baixos | Engrenaxes, rodamientos, compoñentes de baixo rozamento |
| Nailon | $3–$7 | Medio-Alto | Baixos | Casquillos, aislantes, pezas resistentes ao desgaste |
| Titanio | $15–$35 | Baixos | Máis alto | Aeroespacial, implantes médicos, alto rendemento |
Cando xustifica o seu custo un material premium? Pregúntese estas cuestións:
- Exíxeno a aplicación? Os implantes médicos requiren titánio biocompatíbel. Probablemente non o require un soporte prototipo.
- Está pagando por propiedades que non vai utilizar? Se a resistencia á corrosión non é crítica, o acero inoxidable 303 funciona tan ben como o 316, pero a un prezo máis baixo.
- Podería funcionar un substituto plástico? O nilón para mecanizado e o material delrin ofrecen un excelente rendemento para engrenaxes, casquillos e aplicacións de baixo rozamento a unha fracción do custo dos metais.
Mecanizar bronce, por exemplo, ofrece unha excelente resistencia ao desgaste e protección contra a corrosión. Pero se a súa peza non necesita esas propiedades, alternativas como o aluminio ou o latón poderían reducir significativamente os custos do material sen deixar de cumprir as especificacións.
Como a complexidade da peza multiplica o tempo de máquina
Esta é a realidade que sorprende a moitos compradores: o tempo de maquinado é o principal condutor de custos na maioría das cotizacións. E a complexidade da peza multiplica directamente ese tempo.
Pense nisto desde a perspectiva da máquina. Un bloque rectangular simple con uns poucos furos? A fresadora CNC pode desbastalo rapidamente, taladrar os furos e seguir adiante. ¿Un compoñente aeroespacial curvo con bolsas internas, paredes finas e ángulos compostos? Esa peza podería require ducias de cambios de ferramenta, múltiples montaxes e unha xestión cuidadosa das velocidades de avance para evitar vibracións.
Segundo un análisis do sector, un compoñente cúbico simple podería custar arredor de 100 $ e levar aproximadamente 2 horas en ser maquinado, mentres que un conxunto detallado e multifacetado podería ascender a 500 $ e requerir 10 horas de tempo de produción.
¿Que características específicas aumentan o tempo de maquinado?
- Bolsas e cavidades profundas: Estas requiren ferramentas especializadas de gran alcance e velocidades de corte máis lentas para evitar a flexión. Cada pasada elimina menos material, alargando o tempo de ciclo.
- Paredes finas: As pezas con paredes máis finas de 0,5 mm requiren un programación cuidadosa e velocidades de avance reducidas para evitar deformacións ou vibracións.
- Cantos internos afiados: As esquinas internas en ángulo recto requiren ferramentas máis pequenas e pasos adicionais. As esquinas arredondadas mecanízanse máis rápido e son máis resistentes.
- Contornos complexos en 3D: As superficies curvas necesitan máis traxectorias de ferramenta e menores avances entre pasos, o que aumenta considerablemente a lonxitude do programa.
- Características roscadas: Cada furo roscado engade operacións de preparación e mecanizado. Considere se todos eses filetes son realmente necesarios.
A cuestión das tolerancias complica aínda máis esta complexidade. As pezas mecanizadas estándar normalmente mantén unha tolerancia de ±0,005" sen esforzo especial. Pero cando o seu debuxo especifica ±0,001"? Entón a máquina funciona máis lentamente, o operario comproba as dimensións con máis frecuencia e as taxas de rexeición aumentan. Segundo os datos de custo de fabricación, as tolerancias máis estreitas requiren velocidades de mecanizado máis lentas, cambios de ferramenta máis frecuentes e controles de calidade máis rigorosos, o que supón un aumento de tempo e custo.
Cada característica da súa peza representa unha decisión. A pregunta non é só «pode esta ser mecanizada?», senón «esta característica engade suficiente valor para xustificar o seu impacto no custo?». Cando comprende como a xeometría multiplica as horas de máquina, obtén o poder de optimizar os deseños antes de solicitar orzamentos, conseguindo así pezas mecanizadas que cumpran os seus requisitos ao prezo máis baixo practicable.
Operacións de mecanizado e o seu impacto nos prezos
Xa seleccionou o seu material e optimizou a súa xeometría, pero aquí é onde os custos dos orzamentos poden multiplicarse silenciosamente. As operacións de mecanizado necesarias para producir a súa peza determinan, con frecuencia, se está a observar un orzamento económico ou un que lle faga reconsiderar todo o proxecto. Comprender a diferenza entre o torneado CNC, as operacións de fresado CNC e o mecanizado multi-eixe dálle o coñecemento necesario para tomar decisións máis intelixentes na adquisición.
Pense nisto deste xeito: un simple eixe cilíndrico podería necesitar só un operación de mecanizado en torno CNC un soporte aeroespacial complexo con características en todos os lados? Iso podería requerir servizos de fresado CNC de 5 eixes, fixacións especializadas e múltiples montaxes. O mesmo material, prezos moi distintos.
Cando o fresado de 5 eixes xustifica o sobrecusto
Non todas as máquinas CNC son iguais, e o número de eixes afecta directamente ao seu orzamento. Así é como funciona a progresión:
mecanizado de 3 eixes: O cabalo de batalla da industria. A ferramenta de corte móvese ao longo dos eixes X, Y e Z mentres a peza permanece fixa. Ideal para pezas planas, bolsas sinxelas e características accesibles desde unha única dirección. Esta é a opción máis económica cando a xeometría da peza o permite.
fresado de 4 eixes: Engade un eixe rotatorio, permitindo que a peza xire durante o corte. Ideal para pezas cilíndricas con características ao redor da súa circunferencia — pense nas cubertas de motores ou nas envolturas redondas con orificios laterais.
fresado de 5 eixes: A ferramenta ou a peza poden moverse simultaneamente en cinco direccións. Segundo especialistas do sector , o mecanizado simultáneo completo de 5 eixos permite que a ferramenta mantenha unha orientación óptima respecto á superficie durante toda a operación—fundamental para superficies complexas con contornos.
Entón, cando ten sentido ese suplemento polo mecanizado de 5 eixos? Considere estes escenarios:
- Componentes aeroespaciais con contornos: Pezas con curvas compostas e rebaixos que simplemente non se poden alcanzar mediante enfoques de 3 eixos.
- Paletas de turbocompresores e compoñentes de turbinas: Xeometrías complexas retorcidas que requiren unha reorientación continua da ferramenta.
- Implantes médicos: Formas orgánicas que coinciden coa anatomía humana demandan capacidade multi-eixo.
- Cavidades de moldes con características profundas: o mecanizado de 5 eixos posibilita o uso de ferramentas máis curtas, con maior rigidez, mellorando o acabado superficial e reducindo as vibracións.
Esta é a realidade dos custos: unha fresadora vertical estándar de 3 eixos pode custar entre 80.000 $ e 150.000 $, mentres que as máquinas de 5 eixos teñen prezos significativamente superiores debido á súa mecánica avanzada. Esa inversión de capital trasládase aos prezos horarios. Non obstante, o mecanizado de 5 eixos reduce con frecuencia o custo total das pezas complexas ao eliminar múltiples montaxes e mellorar a calidade superficial nunha soa operación.
Complexidade da montaxe e os seus custos ocultos
Cada vez que un operario reposiciona a súa peza, os custos acumúlanse. O tempo de montaxe é tempo non productivo da máquina: o fuso non está cortando, pero o reloxo segue correndo. Ademais, cada reorientación introduce o risco dunha acumulación de tolerancias, na que pequenos erros de posicionamento se van sumando ao longo das distintas operacións.
Considere unha peza cunhas características en catro caras. Co mecanizado de 3 eixos, iso supón potencialmente catro montaxes separadas: mecanízase unha cara, detense a máquina, reposiciónase e refíxase a peza, verifícase o aliñamento e despois continúase. Segundo análise do custo de fabricación , configurar e programar pode variar moito: pezas sinxelas poden levar 15 minutos, mentres que pezas complexas que requiren traxectorias de ferramenta personalizadas poden demandar máis de 45 horas só para a programación e configuración.
A diferenza entre os procesos de torneado e fresado tamén afecta á estrutura do seu orzamento. O torneado CNC destaca nas pezas cilíndricas — eixes, pasadores, casquillos — onde o material xira fronte a unha ferramenta estacionaria. Xeralmente é máis rápido e económico para xeometrías rotacionais. O torneado suizo leva isto máis lonxe para pezas pequenas e precisas torneadas, con exactitude excesiva.
As operacións de fresado tratan todo o demais: bolsas, ranuras, superficies complexas en 3D e xeometrías non cilíndricas. Cando a súa peza require características tanto de torneado como de fresado, está a considerar ou ben varias máquinas ou ben un centro de torneado-fresado; e ambos os escenarios afectan ao prezo.
Estes son exemplos de situacións nas que enfoques de mecanizado máis sinxelos conseguen os mesmos resultados a menor custo:
- Consolidar as características nun só lado cando sexa posible: Se un soporte ten furos de montaxe, intente colocarlos todos accesibles desde unha única configuración en vez de distribuídos en múltiples caras.
- Use a posición 3+2 en vez de 5 eixos completos: Muitas pezas non requiren movemento simultáneo en 5 eixos. Ao posicionar os eixos rotativos e despois maquinar con estratexias de 3 eixos (denominado 3+2 ou 5 eixos posicionais), o custo é menor e, aínda así, permítese acceder a múltiples ángulos.
- Deseñe tendo en conta o alcance estándar das ferramentas: Os bolsos profundos que requiren ferramentas de alcance estendido ralentizan a maquinaria e aumentan os custos. As características máis superficiais máquínanse máis rápido.
- Evite características que requiran voltear a peza: Os furos pasantes que deben fresarse mediante CNC por ambos lados duplican a carga de configuración. Considere furos cegos ou rediseñar a característica.
- Especifique operacións de torneado para seccións cilíndricas: Unha peza con corpo cilíndrico e características fresadas pode ser máis económica se se comeza no torno e despois se remata na fresadora, en vez de maquinarse completamente a partir dun bloque macizo.
A conclusión? Antes de rematar ese deseño, pregúntese: cantas veces terá que reposicionarse esta peza? Cada configuración engade custo, introduce posibles erros e alarga o prazo de entrega. Un deseño intelixente minimiza as configuracións sen sacrificar a funcionalidade —e a súa oferta reflictirá esa eficiencia.

Especificacións de tolerancia e acabado superficial nas ofertas
Aquí ten un segredo que lle pode aforrar miles: as especificacións de tolerancia poden ser o principal factor oculto de custo na súa oferta de mecanizado CNC. Moitos enxeñeiros adoptan por defecto tolerancias estreitas «só para estar seguros», sen darse conta de que cada decimal adicional pode multiplicar os seus custos por 2, por 4 ou incluso por 24. Comprender esta curva de custos transforma a forma na que aborda as especificacións das pezas —e afecta dramaticamente ao que paga.
A relación entre a tolerancia e o custo non é lineal. É exponencial. Pasar de tolerancias estándar de ±0,005" a tolerancias de precisión de ±0,001" non supón simplemente un incremento do 20 % no seu orzamento: pode triplicar ou cuadruplicar o prezo. ¿Por qué? Porque as tolerancias máis estreitas requiren velocidades de corte máis lentas, equipos máis precisos, pasos adicionais de inspección e taxas máis altas de rexeición. Cada micrómetro de precisión adicional agrava estas necesidades.
O custo real de especificar tolerancias en exceso
Imaxine que está elaborando un orzamento para un pedido de pezas mecanizadas personalizadas, como soportes de aluminio. Con tolerancias estándar, cada soporte custa 50 $, pero o seu debuxo especifica ±0,001" en todas as dimensións, incluídas as superficies externas non críticas. De súbito, ese soporte de 50 $ pasa a custar entre 150 $ e 200 $. Segundo análises do sector, as tolerancias estreitas poden aumentar os custos de mecanizado CNC entre 2 e 4 veces para unha precisión de ±0,001", e ata 24 veces para especificacións ultraestreitas de ±0,0001", comparado coas tolerancias estándar.
Isto é o que ocorre nos bastidores cando especifica tolerancias estreitas:
- Velocidades de maquinado máis lentas: Os servizos de mecanizado CNC de precisión requiren velocidades de avance reducidas e pasadas máis lixeiras. O que leva unha hora con tolerancias estándar pode levar tres horas cando se requiren especificacións moi estritas.
- Equipamento especializado: O traballo con tolerancias extremadamente estreitas adoita demandar entornos controlados termicamente e máquinas de alta precisión con rigidez mellorada.
- Inspección intensiva: As pezas estándar sométense a inspección por mostraxe. As pezas con tolerancias estreitas requiren unha inspección completa mediante máquina de medición por coordenadas (CMM), o que supón un custo adicional de 50–150 $ por peza só en concepto de medición.
- Taxas máis altas de refugo: As pezas que aprobarían unha inspección estándar son rexeitadas baixo especificacións de tolerancias estreitas. Eses desperdicios inclúense na súa oferta.
- Prazos máis longos: Espere un prazo de entrega 2–3 veces máis longo ao especificar servizos de mecanizado de precisión con tolerancias estreitas.
A táboa inferior ilustra como os niveis de tolerancia se traducen en múltiplos do custo:
| Rango de Tolerancia | Aplicación típica | Multiplicador de custos | Método de inspección | Impacto no tempo de entrega |
|---|---|---|---|---|
| ±0,005" (±0,13 mm) | Características de uso xeral, non críticas | 1x (línea base) | Calibres, micrómetros | Estándar (5–7 días) |
| ±0,002" (±0,05 mm) | Superficies de acoplamento, interfaces de montaxe | 1,5–2x | Indicadores dixitais, calibradores de precisión | +40 % (7–10 días) |
| ±0,001" (±0,025 mm) | Ajustes de roscas, superficies de estanquidade | 3-4x | Requírese inspección con MMC (máquina de medición por coordenadas) | +100% (10–14 días) |
| ±0,0005" (±0,0125 mm) | Instrumentos de precisión, críticos para aeroespacial | 6–10× | MMC de alta precisión, ambiente controlado | +150% (14–18 días) |
| ±0,0001" (±0,0025 mm) | Ultra-precisión, compoñentes ópticos | 10-24x | Metroloxía especializada, controlada climaticamente | +200–300% (14–21 días) |
Entón, como identificar que dimensións requiren realmente tolerancias estreitas? Fágase unha simple pregunta: «Que ocorre se esta dimensión varía ±0,1 mm?». Se a resposta implica fallo de montaxe, problemas funcionais ou preocupacións de seguridade, especifique tolerancias estreitas. Se a resposta é «non ocorre nada crítico», as tolerancias estándar funcionarán perfectamente —e custarán moito menos.
As dimensións críticas inclúen normalmente:
- Superficies de acoplamento onde as pezas deben encaixar con precisión
- Asentos de rodamientos e axos que requiren xogos específicos
- Superficies de estanquidade para aneis en O e juntas
- Conexións roscadas sometidas a carga
- Características de localización para o montaxe posterior
Características non críticas — bordos externos, superficies decorativas e furos de xogo — funcionan perfectamente con tolerancias estándar. Un fornecedor automotriz europeo descubriuno de primeira man: ao relachar as tolerancias non críticas de ±0,01 mm a ±0,03 mm, mentres se mantíñan especificacións estritas só nas características críticas, reduciu os custos de mecanizado en aproximadamente un 22 %.
Opcións de acabado superficial e os seus prezos
As especificacións de acabado superficial seguen un patrón de custo semellante. Canto máis liso precise a súa peza, máis pagará — pero non todas as aplicacións requiren un pulido especular. Comprender as opcións axúdalle a especificar exactamente o necesario sen gastar de máis.
A rugosidade superficial mídese en Ra (rugosidade media), con números máis baixos que indican superficies máis lisas. Así é como os diferentes niveis de acabado afectan a súa citação:
Sen acabar (Ra 3,2–6,3 µm): Este é o resultado directo da operación de corte CNC. Permanecen marcas visibles da ferramenta, pero a superficie é funcional para a maioría das aplicacións mecánicas. Esta é a opción de custo base — non se require ningún procesamento adicional.
Acabado estándar (Ra 1,6–3,2 µm): Un acabado máis limpo conseguido mediante parámetros de corte optimizados. Segundo a investigación sobre acabados superficiais, este intervalo é frecuentemente suficiente para probas funcionais e supón un incremento de custo mínimo respecto ao acabado sen tratar.
Acabado fino (Ra 0,8–1,6 µm): Requiere velocidades de avance máis lentas, pasos máis pequenos e, posiblemente, operacións secundarias. Espérase un incremento de custo por peza do 15–25 %. Adecuado para compoñentes visibles e axustes de precisión.
Polido (Ra < 0,8 µm): Requere un acabado manual adicional ou operacións de pulido especializadas. Pode engadir entre o 20 % e o 40 % ao tempo de mecanizado. É esencial para superficies estancas, aplicacións ópticas e acabados de alta gama.
A elección do material afecta aos acabados que se poden obter. Os servizos de mecanizado CNC de policarbonato e acrílico benefíciase de estratexias de corte específicas para evitar marcas térmicas e lograr claridade óptica. Os metais como o aluminio e o látón póñense máis facilmente que o aceiro inoxidable, o que afecta tanto á calidade do acabado como ao custo.
A orientación práctica? Aproximar o acabado superficial á súa función. Un mecanismo de engranaxes prototipo pode precisar dunha rugosidade Ra 0,8 µm nas superficies de apoio para funcionar correctamente: estudos indican que un engranaxe con Ra 0,8 µm experimenta un 15 % menos de perda de par comparado cunha rugosidade Ra 3,2 µm. Pero a cuberta externa? Un acabado estándar Ra 3,2 µm é suficiente, a menos que sexa visible polo cliente.
Antes de finalizar a súa seguinte solicitude de orzamento, revise todas as tolerancias e especificacións de acabado do seu debuxo. Ponha en dúbida cada unha delas. Pode descubrir que o 80 % das dimensións da súa peza poden empregar tolerancias estándar, mentres que só o 20 % require realmente un control estrito — e esa revelación por si soa podería reducir o seu orzamento un 30-50 %.
Economía do tamaño do lote e estruturas de prezos por volume
Aquí ten unha pregunta que sorprende a moitos compradores novos: por que custa 315 $ un prototipo individual, pero pedir 100 unidades da mesma peza reduce o prezo a tan só 18 $ por unidade? A resposta atópase nun dos principios máis potentes — aínda que con frecuencia mal entendidos — da economía dos orzamentos de mecanizado CNC: a amortización do custo de preparación. Comprender este concepto transforma a forma na que planifica os pedidos e elabora os orzamentos dos proxectos.
A fórmula que rexe todo orzamento baseado no volume é aparentemente sinxela:
Prezo por unidade = (Custo de preparación único ÷ Cantidade do pedido) + Custo variable por unidade
Esse custo fixo de configuración —que cobre a programación, a creación de dispositivos de suxección, a preparación de ferramentas e a inspección do primeiro artigo— repártese entre cada peza que pida. Se pede unha soa peza, asume o custo total da configuración. Se pede 1.000, cada peza soporta só unha pequena fracción desa carga.
Como funcionan realmente os descontos por volume
Vamos facer isto máis concreto. Imaxine un pedido de pezas mecanizadas mediante CNC cun custo de configuración de 300 $ e un custo variable de 15 $ por peza. Segundo a análise de prezos do sector, así é como cambian a economía:
- 1 peza: configuración de 300 $ + variable de 15 $ = 315 $ por unidade
- 10 pezas: parte da configuración de 30 $ + variable de 15 $ = 45 $ por unidade
- 100 pezas: parte da configuración de 3 $ + variable de 15 $ = 18 $ por unidade
- 1.000 pezas: parte da configuración de 0,30 $ + variable de 15 $ = 15,30 $ por unidade
Observa algo crítico? A caída de prezo é máis drástica nas primeiras etapas. Ao pasar de 1 a 10 pezas, o teu prezo por unidade de mecanizado CNC redúcese un 86 %. Pero ao pasar de 100 a 1.000 pezas? Iso só supón unha aforro adicional do 15 %. Cando chegas a volumes de produción, achégaste ao verdadeiro «chao»: o custo variable que representa os materiais primarios, o tempo de máquina e a man de obra directa.
É por iso que os compradores experimentados solicitan orzamentos con prezos escalonados. Solicitar orzamentos para 1, 10, 50, 100 e 500 unidades revela exactamente onde se atopan os puntos óptimos para a túa peza específica. Algúns compoñentes mecanizados por CNC presentan descensos drásticos a partir de 25 unidades; outros non alcanzan aforros significativos ata 200 ou máis unidades.
Unha advertencia: os expertos en fabricación advirten que os fornecedores que indican «NRE de 0 $» nas súas ofertas de prototipos adoitan agochar os custos de preparación dentro de prezos unitarios inflados. Isto fai que a súa oferta pareza atractiva para 10 pezas, pero xera problemas cando escalaras a produción. Un socio transparente separa claramente estes custos.
Estratexias de orzamento para prototipos fronte a produción
A transición desde a prototipaxe CNC á produción non se trata só de pedir máis pezas—trátase de escoller a aproximación de fabricación axeitada en cada etapa. Diferentes métodos resultan rentables en diferentes volumes, e os compradores intelixentes planifican a súa estratexia de cantidades en consecuencia.
Estes son os niveis típicos de volume e as súas características de prezo:
- Cantidades para prototipos (1–10 unidades): Os custos de configuración dominan a súa oferta. Os prezos por unidade son os máis altos, pero isto é intencional: estás pagando pola velocidade, a flexibilidade e a capacidade de validar os deseños antes de comprometerte coas ferramentas de produción. Nesta etapa, os servizos de mecanizado de prototipos centranse na entrega rápida máis que na economía por peza.
- Producción de baixo volume (10–100 unidades): O punto óptimo no que o mecanizado CNC brilla verdadeiramente. Os custos de configuración repártense o suficiente como para resultar razoables, pero as cantidades mantéñense baixas o suficiente como para evitar ferramentas específicas caras. Moitas ordes de pezas CNC personalizadas permanecen permanentemente neste rango.
- Producción de volume medio (100–1.000 unidades): Os custos por unidade estabilízanse preto do límite inferior dos custos variables. Nesta fase, os fornecedores poden ofrecer descontos adicionais mediante a optimización dos dispositivos de suxeición, a programación por lotes e a redución da frecuencia de inspección despois da aprobación do primeiro artigo.
- Producción en gran volume (1.000+ unidades): O fresado CNC permanece viable, pero outros procesos (moldeado por inxección, fundición en matriz) poden resultar máis económicos dependendo da xeometría da peza. As orientacións para a selección do proceso indican que o fresado CNC adoita ser máis eficaz ata 500-2.000 unidades, antes de que os procesos alternativos de moldeado ou fundición merezan unha avaliación seriosa.
Como planea as cantidades para optimizar os custos sen comprometerse en exceso co inventario? Comece pola comprensión real da súa previsión de demanda. Pedir 500 pezas para acadar un desconto por volume non ten sentido se só venderá 50 este ano: os custos de almacenaxe anulan rapidamente eses aforros. Investigación sobre o tamaño económico do lote indica que os custos de almacenamento poden representar entre o 20 % e o 60 % do valor do inventario anualmente.
Unha aproximación máis intelixente: negociar pedidos marco con entregas programadas. Comprométase a adquirir 500 pezas ao longo de 12 meses, pero recíbaas en lotes mensuais de 40 a 50. Así asegura os prezos por volume sen incurrir en custos de almacén nin en presión sobre o fluxo de caixa. A maioría dos fornecedores acollen este tipo de acordo porque lles permite planificar o traballo de forma previsible.
A conclusión? Cada orzamento conta unha historia relacionada co volume. Aprenda a interpretala e tomará decisións máis intelixentes sobre cando facer prototipos, cando escalar a produción e exactamente cantas pezas pedir en cada etapa do seu proxecto.

Avaliación e comparación de varios orzamentos
Recollera orzamentos de tres fornecedores distintos. Un ascende a 12 000 $, outro a 15 500 $ e o terceiro a 18 200 $. É unha decisión sinxela, non é certo? Basta con escoller a opción máis barata e seguir adiante.
Non tan rápido. Esa cota de 12 000 $ pode chegar a custarche, en realidade, 25 000 $ cando se teñen en conta as rexeicións por falta de calidade, os prazos non cumpridos e a desesperada busca dun fornecedor substituto no medio do proxecto. O servizo de fresado CNC máis caro na papel ás veces ofrece o mellor valor — e o máis barato pode converterse nunha pesadilla que destrúa o orzamento.
Saber avaliar as cotizacións máis aló do número final é o que distingue aos profesionais de adquisicións exitosos daqueles que están constantemente resolvendo problemas con fornecedores. Construímos un marco que capte o valor real, non só o prezo cotizado.
Máis aló das métricas de comparación de prezos
Cando busques talleres de mecanizado preto de min ou talleres de fresado CNC preto de min, atoparás ducias de opcións. Cada un deles enviarache encantado unha cotización. Pero unha avaliación profesional observa a imaxe completa — porque os servizos de taller de fresado máis baratos adoitan agochar custos que só aparecen despois de que xa te comprometiches.
Isto é o que avalían os compradores experimentados xunto co prezo:
Fiabilidade no prazo de entrega: Un prazo de entrega citado non significa nada se o fornecedor entrega sistematicamente con atraso. Pida métricas de entregas a tempo. Segundo a investigación da industria manufactureira, o tempo de resposta para consultas técnicas debería ser inferior a 24 horas, con explicacións detalladas que fagan referencia a debuxos ou especificacións. Os fornecedores que comunican mal durante a fase de cotización raramente melloran despois de que haxa colocado a orde.
Capacidade Técnica: O fornecedor ten realmente o equipamento necesario para fabricar as súas pezas? A cotización dun taller mecánico local pode parecer atractiva, pero se están planeando subcontratar o seu traballo de 5 eixos a un subcontratista, perdeu o control sobre a calidade e o cronograma. Pregunte especificamente sobre a súa lista de equipos e se as súas pezas se fabricarán no interior das instalacións.
Sistemas de calidade: Que equipamento de inspección utilizan? Proporcionan informes de inspección do primeiro artigo? Para traballos de precisión, confirme que teñen capacidade de MMC (máquina de medición por coordenadas) e rexistros de calibración. As directrices do sector suxiren que, durante as auditorías, se debe confirmar os rexistros de calibración do fabricante para o equipamento de inspección, actualizados polo menos unha vez ao ano para garantir a súa exactitude.
Rapidez na comunicación: Canto tempo levou en recibir a oferta? Foron respondidas claramente as súas preguntas técnicas? Segundo os criterios de avaliación dos fornecedores, unha comunicación eficaz fomenta a confianza e garante a alineación do proxecto: unha fábrica fiable dá prioridade á resposta rápida e ao apoio técnico durante todo o proceso.
Estabilidade financeira: Un fornecedor que peche durante a execución dun proxecto provoca atrasos catastróficos. Para pedidos grandes, considere a posibilidade de solicitar referencias financeiras ou comprobar as cualificacións de crédito.
Requisitos de certificación por sector
As certificacións do sector non son só logotipos impresionantes—representan sistemas de calidade auditados, procesos documentados e responsabilidade. Ao buscar talleres de torneiros nas miñas proximidades para aplicacións críticas, as certificacións distinguen os talleres de afición dos talleres profesionais de fabricación CNC.
Estes son os momentos nos que determinadas certificacións resultan importantes:
ISO 9001:2015: De acordo co normas industriais de certificación a ISO 9001 considérase a forma máis universal de certificación na fabricación, aplicábel en sectores de todas as escalas. Confirma que os produtos ou servizos dunha organización cumpren as expectativas dos clientes e os requisitos normativos. Trátase do seu nivel básico—calquera fornecedor serio debería posuír esta certificación.
IATF 16949: Esencial para o traballo automotriz. Este estándar global de xestión da calidade está deseñado especificamente para a industria automotriz, baseándose na norma ISO 9001 e incluíndo requisitos adicionais en deseño de produtos, procesos de produción e normas específicas dos clientes. Se vostede fabrica compoñentes automotrices, os fornecedores sen a certificación IATF 16949 xeran riscos de non conformidade.
AS9100D: Crucial para aplicacións aeroespaciais. Esta certificación garante que as pezas cumpren os requisitos de seguridade, calidade e altos estándares impostos pola industria aeronáutica. Segundo expertos en certificación, unha das razóns polas que existe unha certificación específica para o sector aeroespacial é a extrema especificidade e tecnicidade que requiren todos os aspectos relacionados coa seguridade e o cumprimento normativo.
ISO 13485: Obrigatoria para a fabricación de dispositivos médicos. Garante que todos os dispositivos médicos se deseñen e fabriquen tendo en conta a seguridade, sendo a seguridade e o benestar dos pacientes a prioridade máxima.
ISO 14001: Certificación en xestión ambiental—cada vez máis importante para as empresas con requisitos de sustentabilidade na súa cadea de subministro.
Non pague un prezo premium por certificacións que non necesita. As pezas industriais xerais non requiren a certificación aeroespacial AS9100D. Pero nunca acepte un fornecedor sen certificar para industrias reguladas: a exposición á responsabilidade e os riscos de incumprimento superan con creces calquera aforro.
Atenda a estas banderías vermellas que indican que unha oferta pode dar lugar a problemas:
- Prezos inusitadamente baixos: Se unha oferta é un 40 % inferior ás dos competidores, algo vai mal. É posible que teñan entendido mal as especificacións, que planeen recortar custos ou que están desesperados por obter traballo—ningunha destas opciónes é boa.
- Ítems pouco claros: As ofertas profesionais desglosan claramente os custos. Os prezos «inclusivos» agrupados ocultan posibles sorpresas derivadas de cambios de orde.
- Falta de recoñecemento das tolerancias: Se o seu debuxo especifica tolerancias de ±0,001" e a oferta non menciona a capacidade de precisión, é probable que non teñan leído atentamente os seus requisitos.
- Non se ofrece documentación de calidade: Fornecedores reputados mencionan informes de inspección, certificados de materiais e sistemas de calidade sen que se lles pida.
- Comunicación lenta ou pouco clara: A dificultade para obter respostas durante a fase de cotización predí problemas durante a produción.
- Reticencia a proporcionar referencias: Os fornecedores establecidos acollen de bom grado as comprobacións de referencias. A resistencia suxire algo que ocultar.
- Prazos de entrega irreais: As promesas significativamente máis rápidas ca as dos competidores poden indicar problemas de capacidade ou a intención de apresurar o seu pedido.
- Sen mención de certificacións: Para industrias reguladas, os fornecedores certificados destacan de forma prominente as súas cualificacións.
Para estruturar a súa avaliación de forma eficaz, elabore unha folla de cálculo comparativa que valore adecuadamente estes factores. Asigne puntuacións (de 1 a 5) para cada criterio, multiplique pola ponderación de importancia e calcule as puntuacións totais de valor, non só as clasificacións por prezo. Unha oferta un 20 % máis cara, pero con entregas probadas a tempo, certificacións adecuadas e comunicación reactiva, representa frecuentemente un mellor valor total ca o licitador máis barato con interrogantes en categorías críticas.
Lembre: o obxectivo non é atopar a cotización máis barata, senón atopar un socio de máximo valor que entregue pezas de calidade a tempo, sempre. Esa distinción salva proxectos, orzamentos e carreiras.
Erros comúns nas cotizacións e como evitalos
Ata agora fixo todo ben: optimizou o seu deseño, seleccionou o material axeitado e solicitou cotizacións a fornecedores cualificados. Pero entón recibe a súa cotización cun prezo inflado, con partidas pouco claras ou cunha solicitude de aclaración que atrasa o seu proxecto dúas semanas. Que pasou?
A resposta xeralmente radica na forma na que preparou e presentou o seu paquete de solicitude de cotización (RFQ). Segundo expertos do sector, a documentación incompleta é a causa máis frecuente de retrasos nas cotizacións. A ausencia de tolerancias, a falta de especificación dos materiais ou as notas imprecisas interrumpen tanto o proceso de cotización como o da fabricación, obrigando aos fornecedores a facer suposicións que, con frecuencia, non coinciden coas súas necesidades reais —e esas suposicións raramente favorecen o seu orzamento.
¿A boa nova? Estes erros son totalmente evitables. Examinemos as lacunas na documentación que inflan as cotizacións e as realidades sobre os prazos de entrega que deixan aos compradores sen preparación.
Lacunas na documentación que inflan as cotizacións
Imaxina que es un fornecedor de CNC que está a revisar unha solicitude de cotización (RFQ). O cliente enviou un ficheiro CNC cunha xeometría aceptable, pero fáltalle o seguinte: non hai indicacións de tolerancias, non hai especificación do material máis aló de «aluminio» e non hai indicación da acabado superficial requirido. Que fas?
Tes dúas opcións: parar todo para facer preguntas aclaratorias (o que atrasará a cotización varios días) ou facer suposicións conservadoras que protexan o teu taller dunha subcotação. A maioría dos fornecedores elixen a segunda opción — e as suposicións conservadoras significan prezos máis altos para ti.
Segundo especialistas en mecanizado de precisión, moitos compradores cometen o erro de incluír só o ficheiro STEP nas súas solicitudes de orzamento. Aínda que os ficheiros STEP son, de feito, útiles, os PDF tamén son fundamentais porque inclúen indicacións importantes sobre tolerancias, materiais, tratamento térmico, acabado superficial e máis. Sen esa información, é case imposible ofrecer un orzamento exacto.
Aquí tes unha lista completa da información esencial que debe incluír toda solicitude de orzamento:
- ficheiros CAD 3D en formatos universais: Os ficheiros STEP (.step/.stp) ou IGES están amplamente aceptados e preservan a xeometría con precisión. Evita os formatos propietarios que requiren software específico para abrílos.
- desenhos técnicos 2D con GD&T: Desenhos en PDF que amosen todas as dimensións críticas, tolerancias, referenciais e requisitos de inspección. É aquí onde se comunica claramente a túa estratexia de tolerancias.
- Especificacións completas do material: Non só «acer inoxidable», senón «acer inoxidable 316L, en condición recoxida». Incluír grao, temple, requisitos de dureza e certificacións requiridas (certificados de fábrica, conformidade coa directiva RoHS).
- Requisitos de acabado superficial: Especificar os valores Ra para as superficies críticas. Indicar qué superficies son estéticas e qué outras son funcionais.
- Previsión de cantidade e volume: Incluír tanto a cantidade do pedido inmediato como o uso anual previsto. Isto axuda aos fornecedores a ofrecer prezos adecuados segundo o volume.
- Data de entrega requerida: Ser específico. «ASAP» non é unha data de entrega: é unha invitación a cargos por entrega exprés.
- Operacións Secundarias: Os requisitos de tratamento térmico, galvanizado, anodizado, gravado ou montaxe deben documentarse claramente.
- Requisitos de inspección e documentación: Informes de inspección do primeiro artigo, datos de MMC, certificacións de material ou documentación específica do sector.
- Especificacións das roscas: Indicar o tipo de rosca, a clase de axuste e a profundidade. Para furos cegos, é necesario especificar o tipo de fondo.
- Requisitos de embalaxe: Para pezas de precisión mecanizadas por CNC, o embalaxe protector pode ser esencial para evitar danos durante o transporte.
Cando os ficheiros CNC e os debuxos non coinciden, os fornecedores enfrentan un dilema. ¿Que documento ten prioridade? As directrices de fabricación subliñan que os fornecedores realizan revisións máis precisas cando os ficheiros están limpos, son consistentes e teñen unha estrutura correcta: calquera discrepancia entre o modelo 3D e as anotacións do debuxo xera confusión e atrasos.
O custo da documentación incompleta vai máis aló dos atrasos nas cotizacións. As especificacións pouco claras crean oportunidades para disputas sobre o alcance durante a produción. Vostede esperaba superficies pulidas; o fornecedor entregou as pezas tal como saíron da máquina. O seu debuxo era ambiguo, e agora está afrontando cargos por retraballos ou atrasos no proxecto mentres se resolve a disputa.
Expectativas fronte á realidade en canto ao prazo de entrega
Este é unha conversa que ocorre con demasiada frecuencia: «Necesito estas pezas mecanizadas en cinco días. ¿Pode facelo?»
O fornecedor di que sí—porque necesitan o traballo. Pero isto é o que non lles dixeron: ese prazo de cinco días supón que o material está en stock (non o está), que non xurdirán complicacións na programación (xurdirán) e que nada máis da súa cola terá prioridade (pode terla). As súas pezas de «cinco días» chegan en tres semanas, e todo o cronograma do seu proxecto desmorónase.
As expectativas irrealistas sobre os prazos de entrega xeran problemas en cadea:
Os cargos por aceleración inflan os custos de forma considerable: As encomendas aceleradas requiren man de obra en sobretempo, adquisición prioritaria de materiais e interrupción doutras tarefas programadas. Espere unha sobrecarga do 25-50 % para encomendas verdadeiramente apresuradas—e iso asumindo que o fornecedor pode, de feito, adaptarse ao seu cronograma.
A calidade resente-se baixo presión: O mecanizado apresurado implica menos tempo para un montaxe coidadoso, menor frecuencia de inspección e maior taxa de rexeición. As pezas poden chegar máis rápido, pero cumprirán as súas especificacións?
A dispoñibilidade de materiais xera atrasos ocultos: As ligas de aluminio estándar poden enviarse en poucos días, pero as calidades especiais ou ligas exóticas poden requerir semanas de tempo de espera nas fábricas. O seu fornecedor non pode mecanizar pezas metálicas personalizadas ata que o material chegue.
De acordo co Especialistas en mecanizado CNC a maioría dos fornecedores de confianza devolven as cotizacións no prazo de 48 a 72 horas se os ficheiros están claros e completos. Para traballos urxentes ou consultas de alto volume, os prazos poden variar, pero respostas máis rápidas son comúns cando se traballa cun fornecedor de confianza que coñece as súas necesidades.
Como é un prazo de entrega realista para compoñentes mecanizados por CNC? Aquí ten un marco xeral:
- Peças prototipo sinxelas (materiais estándar): 5-10 días hábiles desde a confirmación do pedido
- Peças prototipo complexas (varias configuracións): 10–15 días laborables
- Pedidos de produción (materiais estándar): 2-4 semanas, segundo a cantidade
- Pezas que requiren tolerancias estreitas: Engadir 3-5 días para inspección adicional e posibles ciclos de retraballo
- Operacións secundarias (anodizado, tratamento térmico): Engadir 3–7 días dependendo do proceso
- Materiais especiais: Engadir o tempo de adquisición de materiais, que pode variar desde días ata semanas
¿Cal é a estratexia máis intelixente? Incluír unha reserva de tempo no cronograma do proxecto e comunicar expectativas realistas dende o principio. Segundo as recomendacións do sector, proporcionar expectativas concretas de entrega axuda aos fornecedores a planificar a súa capacidade e programación, o que leva a orzamentos máis precisos e a un rendemento fiable na entrega.
Cando envíe a súa seguinte solicitude de orzamento (RFQ), lembre: a calidade da información que fornece determina directamente a precisión do orzamento que recibe. A documentación completa elimina suposicións. Os prazos realistas prevén erros por precipitación. Xuntos, crean as bases dunha colaboración exitosa en fresado CNC: prezos precisos, entregas fiábeis e pezas que cumpren as súas especificacións á primeira.
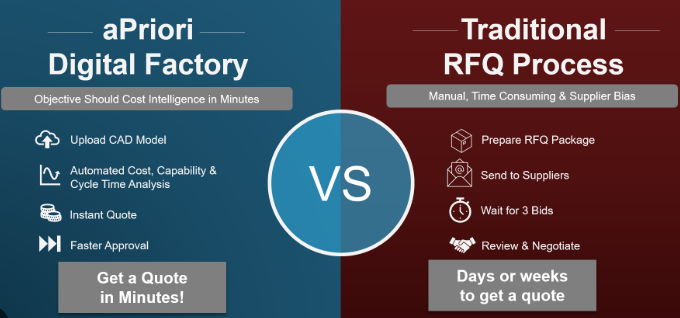
Elixir entre orzamentos en liña e procesos tradicionais de RFQ
Xa preparou a súa documentación, optimizou o deseño e está listo para solicitar os prezos. Pero aquí hai unha decisión que moitos compradores pasan por alto: ¿debería usar unha plataforma de cotización instantánea ou seguir un proceso tradicional de solicitude de oferta (RFQ)? A resposta depende totalmente da complexidade da súa peza, dos requisitos de volume e das necesidades de calidade; e escoller mal pode custarlle tempo e diñeiro.
Os servizos en liña de mecanizado CNC transformaron a forma na que os compradores acceden á fabricación. Segundo as investigacións do sector, os sistemas en liña de cotización instantánea CNC ofrecen prezos en tempo real e comentarios sobre a posibilidade de fabricación en 5-60 segundos, comparado coas 1-5 días que requiren as cotizacións manuais tradicionais. Esa velocidade é revolucionaria para a prototipaxe e as pezas sinxelas. Pero a velocidade non o é todo, especialmente cando importan a precisión, as certificacións e a fiabilidade na produción.
Comprender cando cada enfoque ofrece o máximo valor axúdalle a tomar decisións máis intelixentes na adquisición. Analicemos as situacións nas que cada método resalta.
Cando as cotizacións instantáneas funcionan mellor
As plataformas de cotización instantánea sobresalen en escenarios específicos nos que a normalización e a velocidade superan as necesidades de personalización. Se está buscando mecanizado CNC preto de min e necesita pezas con rapidez, estas plataformas poden ser moi eficientes.
Estes son os casos nos que ten sentido utilizar unha cotización instantánea:
- Xeometrías estándar con características comúns: Pezas con bolsas, furos e contornos externos sinxelos que os algoritmos poden analizar con precisión. Segundo a análise das plataformas, os sistemas de cotización instantánea manexan excepcionalmente ben tamaños estándar de pezas, materiais e tolerancias.
- Seleccións comúns de materiais: O aluminio 6061, o acero inoxidable 304, o ABS e outros materiais amplamente dispoñíbeis cotízanse con precisión porque os datos de prezo son robustos e a dispoñibilidade dos materiais é previsible.
- Cantidades para prototipos (1–25 unidades): Cando precisa unhas poucas pezas con rapidez para validar un deseño, as plataformas instantáneas ofrecen cotizacións en segundos e as pezas en días. Este é o seu punto forte.
- Requisitos de tolerancia estándar: As pezas que especifican tolerancias de ±0,005" ou máis laxas intégranse cómodamente nos algoritmos automatizados de cotización. As especificacións máis estrictas requiren revisión humana.
- Ciclos de iteración do deseño: Cando modifica frecuentemente a xeometría e precisa retroalimentación rápida sobre os custos, subir ficheiros revisados leva minutos en vez de días.
A tecnoloxía detrás destas plataformas é impresionante. Os sistemas líderes, como Xometry e Protolabs, empregan cotizacións impulsadas por intelixencia artificial con redes de máis de 10 000 fornecedores, apoiando tolerancias tan estreitas como ±0,025 mm e máis de 60 materiais. Protolabs entrega pezas en tan só 1 día para prototipos de máxima urxencia.
Non obstante, os expertos en mecanizado de precisión advirten que as cotizacións instantáneas adoitan simplificar en exceso xeometrías complexas e non teñen en conta características intrincadas, tolerancias ou requisitos específicos de mecanizado. Os algoritmos fan suposicións xenéricas sobre as propiedades dos materiais e os procesos de mecanizado que poden non coincidir coas necesidades específicas do seu proxecto.
Utilice as citas instantáneas como seu punto de referencia inicial. Indícanlle o que o mercado cobra polos traballos estándar—un contexto inestimable ao avaliar posteriormente as citas personalizadas.
Situacións que requiren procesos personalizados de solicitude de orzamento (RFQ)
Cando os seus requisitos van máis aló dos parámetros estándar, os procesos tradicionais de solicitude de orzamento (RFQ) ofrecen un valor que os algoritmos non poden igualar. A implicación directa dos fornecedores vólvese esencial para proxectos complexos, e o tempo adicional investido rende dividendos en precisión e fiabilidade.
Considere procesos personalizados de solicitude de orzamento (RFQ) cando o seu proxecto implique:
Xeometrías complexas que requiran revisión de enxeñaría: As pezas con curvas compostas, cavidades profundas, paredes finas ou características de múltiples eixos benefíciase da análise humana. Segundo a investigación na fabricación, enxeñeiros experimentados poden avaliar xeometrías complexas e requisitos non estándar que os sistemas automatizados poden interpretar incorrectamente, minimizando así erros de prezo que poden superar o ±10-15 % nas pezas máis intricadas.
Materiais especiais: Aleacións exóticas, polímeros de grao médico ou materiais que requiren certificacións específicas necesitan experiencia na súa adquisición. Os servizos de torneado CNC para aplicacións de mecanizado CNC aeroespacial adoitan implicar graos de titánio ou superaleacións de níquel que requiren coñecementos especializados.
Requíxitos de tolerancia estreita: Cando as súas especificacións requiran ±0,001" ou máis estritas, necesítase un fornecedor que comprenda o equipo, a inspección e o control de procesos necesarios. As aplicacións de mecanizado médico demandan frecuentemente este nivel de precisión.
Compromisos de volume de produción: Para series de produción continuas, a negociación directa permite desbloquear prezos por volume, acordos de pedidos globais e capacidade dedicada que as plataformas instantáneas non poden ofrecer.
Requisitos de certificación do sector: É aquí onde os procesos personalizados de solicitude de orzamento (RFQ) se volven non negociables. Segundo os expertos en control de calidade, moitas industrias teñen directrices estrictas sobre a seguridade e o rendemento dos compoñentes. Sen medidas adecuadas de control de calidade, as pezas poden non cumprir os requisitos rexulatorios, o que leva á rexeición das ordes e a posibles riscos legais.
Para aplicacións automotrices e de alta precisión que requiren certificacións como a IATF 16949, os fornecedores especializados con capacidades de Control Estatístico de Procesos (SPC) ofrecen orzamentos que teñen en conta os sistemas de calidade necesarios para compoñentes de nivel produtivo. Estas certificacións garanten procesos documentados, trazabilidade e calidade consistente, algo que as plataformas de orzamento instantáneo simplemente non poden asegurar.
Fabricantes como Shaoyi Metal Technology demostran como os fornecedores especializados combinan velocidade e precisión—ofrecendo respostas rápidas ás solicitudes de orzamentos, con prazos de entrega tan curtos como un día laborable para usinaxe CNC de precisión. A súa certificación IATF 16949 e as súas capacidades de control estatístico de procesos (SPC) fánaos especialmente adecuados para aplicacións automotrices que requiren conxuntos de chasis e compoñentes metálicos personalizados, onde a documentación de calidade é obrigatoria.
A aproximación híbrida adoita ser a mellor opción para compradores sofisticados: empregar orzamentos instantáneos para establecer prezos de referencia e validar orzamentos aproximados, e logo solicitar orzamentos personalizados a fornecedores cualificados para pedidos de produción. Esta estratexia proporciona contexto de mercado ao mesmo tempo que garante que o seu socio de produción pode, efectivamente, entregar a calidade, as certificacións e a fiabilidade que o seu proxecto require.
Lembre: unha cita instantánea é un punto de partida, non un compromiso. Para calquera cousa máis aló de prototipos sinxelos en materiais estándar, o compromiso directo co fornecedor ofrece precisión, responsabilidade e colaboración que os algoritmos non poden replicar. O día ou dous adicionais investidos nun proceso adecuado de solicitude de cita (RFQ) evitan semanas de problemas cando comece a produción.
Pon en práctica as súas citas para fresado CNC
Aprendeu como os materiais, as tolerancias, os tamaños dos lotes e as operacións de fresado afectan ao prezo. Sabe o que distingue a un fornecedor fiable dun de risco. Agora chega o momento decisivo: converter ese coñecemento en acción. O ciclo completo da cita —desde a súa preparación ata a súa aceptación— determina se o seu proxecto ten éxito ou tropezará.
Pense nesta etapa final como o momento no que todo se conxunta. O seu proxecto de pezas CNC depende non só de comprender os custos, senón tamén de executar un proceso sistemático que protexa os seus intereses ao mesmo tempo que constrúe parcerías produtivas con fornecedores. Sexa que está adquirindo pezas dun torneiro próximo a vostede ou traballando con fabricantes do estranxeiro, estes principios aplicanse universalmente.
Lista de comprobación para a aceptación da oferta
Antes de asinar calquera oferta, realice este proceso de verificación. Saltarse estes pasos é o que dá lugar á expansión do alcance do proxecto, aos malentendidos e aos sobrecustos.
Confirme que as especificacións técnicas coinciden coas súas necesidades:
- O material cotizado coincide exactamente coas indicacións do seu debuxo? «Aluminio» non é o mesmo que «aluminio 6061-T6».
- Recoñécense explicitamente as capacidades de tolerancia? Se o seu debuxo especifica ±0,001" e na oferta non se menciona a capacidade de precisión, acláreo antes de aceptala.
- O acabado superficial cotizado é coherente coas súas especificacións? Verifique que os valores Ra están documentados.
- Inclúense todas as operacións secundarias (tratamento térmico, galvanizado, anodizado) no prezo cotizado?
Verifique que os termos comerciais están claramente definidos:
- Cal é o prazo exacto de entrega desde a confirmación da orde? Segundo as mellores prácticas internacionais de cotización , os prazos pouco precisos, como «2 semanas», requiren aclaración: cando comeza a contaxe?
- Especifícanse os termos de pagamento? As directrices do sector subliñan a conveniencia de ofrecer varias opcións de pagamento para facilitar decisións máis rápidas.
- Cales son as condicións de revisión de prezos? Os fornecedores transparentes vinculan os axustes a índices documentados, como o LME para metais.
- O Incoterm está completo coa localización? «CIF» por si só é incompleto; a especificación correcta é «CIF Porto de Los Ángeles».
Valide os compromisos en materia de calidade e documentación:
- Que informes de inspección acompañarán a entrega? Deben especificarse os informes de inspección do primeiro artigo, os informes dimensionais e as certificacións de material.
- Está documentada a trazabilidade? Segundo os expertos en aprovisionamento, sen trazabilidade, se varios fornecedores proporcionan o mesmo compoñente, identificar a orixe dos defectos vólvese imposible.
- Cal é o procedemento para xestionar as rexeicións? Aclare as responsabilidades respecto á segregación, retraballo ou substitución antes de que xorden problemas.
Para proxectos de mecanizado de metais que requiran capacidades personalizadas das máquinas, asegúrese de que o fornecedor confirme que producirá as súas pezas internamente e non as subcontratará a instalacións descoñecidas. Isto protexe tanto o control de calidade como a propiedade intelectual.
Construír Relacións de Fornecemento a Longo Prazo
O proceso de elaboración de orzamentos non trata só de gañar ao prezo máis baixo: é a base de parcerías que ofrecen valor durante anos de colaboración. Segundo a investigación sobre a xestión das relacións cos fornecedores (SRM), unha SRM eficaz garante unha cadea de suministro fiable, reducindo o risco de interrupcións e asegurando a entrega oportuna de bens e servizos.
Aquí ten como negociar buscando valor, e non só unha redución de prezo:
Centrarse no custo total de propiedade: Un fornecedor que ofrece comentarios sobre o deseño para a fabricación (DFM) pode ofrecer unha oferta un 10 % máis alta, pero axudarache a aforrar un 30 % mediante optimizacións no deseño. Iso é creación de valor, non redución de custos.
Propoña compromisos de volume para obter mellores condicións: En vez de exigir prezos unitarios máis baixos, ofreza visibilidade das previsións e lanzamentos programados. Segundo as mellores prácticas en xestión de relacións con fornecedores (SRM), as parcerías a longo prazo centradas no crecemento mutuo permiten melloras colaborativas no desenvolvemento de produtos, na eficiencia dos procesos e nas economías de custos.
Invirta no desenvolvemento dos fornecedores: Cando atope un socio de fresado CNC próximo a min con boas bases pero con espazo para mellorar, considere o desenvolvemento conxunto de capacidades. As inversiones en formación e o apoio técnico crean fornecedores especialmente adaptados ás súas necesidades.
Manteña canles de comunicación claras: As investigacións do sector amosan que a comunicación regular garante a alineación nos obxectivos, nas expectativas e no rendemento, utilizando ferramentas colaborativas nas que os fornecedores e o seu equipo poden acceder á información pertinente e abordar os problemas en tempo real.
Para proxectos de fabricación CNC, a relación é tan importante como a oferta. Un fornecedor que comprende as súas aplicacións, antecipa as súas necesidades e propón melloras de forma proactiva convértese nunha vantaxe competitiva, non só nun fornecedor.
A mellor oferta de mecanizado CNC non é o prezo máis baixo, senón aquela que reflicte con exactitude o que realmente pagará polas pezas que cumpren as súas especificacións, entregadas cando as necesite, dun fornecedor que comunique de forma clara e respalde o seu traballo.
Esta aproximación centrada no comprador transforma a forma na que interactúa con calquera proveedor de mecanizado CNC. Xa non recibe pasivamente prezos e espera o mellor. En troques, é un socio informado que comprende os factores que afectan ao custo, especifica os requisitos con precisión, avalia os fornecedores de forma sistemática e negocia para obter un valor real.
Os nove factores de custo abordados nesta guía—materiais, complexidade, operacións de mecanizado, tolerancias, acabado superficial, economía de lote, cualificación dos fornecedores, calidade da documentación e selección do método de cotización—proporciónanlle o vocabulario necesario para manter conversas significativas cos fabricantes. Utilice ese coñecemento para formular mellores preguntas, cuestionar cotizacións pouco claras e tomar decisións que equilibren o custo, a calidade e a entrega segundo os requisitos específicos do seu proxecto.
A súa seguinte solicitude de cotización comeza agora. Prepare documentación completa, estableza cronogramas realistas, avalie os fornecedores máis aló do prezo e constrúa relacións que aporten valor durante anos. É así como os compradores intelixentes transforman as cotizacións de mecanizado CNC en proxectos exitosos.
Preguntas frecuentes sobre cotizacións de mecanizado CNC
1. Como se cotizan os traballos de mecanizado CNC?
As cotizacións de mecanizado CNC calcúlanse combinando os custos fixos de configuración (programación, dispositivos de suxeición, preparación de ferramentas) cos custos variables por peza (material, tempo de máquina, man de obra). Os fornecedores analizan os seus ficheiros CAD e debuxos para estimar as horas de mecanizado en función da complexidade, e despois engaden os custos do material, as operacións de acabado, a inspección e o envío. O volume afecta significativamente aos prezos: os custos de configuración repártense entre todas as pezas pedidas, polo que os prezos por unidade baixan drasticamente ao aumentar as cantidades. Para obter cotizacións precisas, proporcione documentación completa, incluídos ficheiros STEP, debuxos 2D con tolerancias e especificacións do material.
2. Que factores afectan máis ao custo do mecanizado CNC?
Os principais factores que determinan o custo nas cotizacións de mecanizado CNC inclúen a selección do material e a súa maquinabilidade (o aluminio máquinas máis rápido que o titánio), a complexidade e a xeometría da peza (bolsas profundas, paredes finas, curvas compostas aumentan o tempo), as especificacións de tolerancia (cada paso máis estreito pode multiplicar os custos entre 2 e 4 veces), o número de montaxes requiridas, as operacións de mecanizado necesarias (3 eixos fronte a 5 eixos) e o tamaño do lote. Tolerancias estreitas máis aló de ±0,001 polgadas poden incrementar os custos un 300-400 % debido ás velocidades máis lentas, ao equipamento especializado e aos rigorosos requisitos de inspección.
3. Como podo obter unha cotización instantánea de mecanizado CNC en liña?
As plataformas en liña de presupostos instantáneos como Xometry, Protolabs e Hubs permiten subir ficheiros CAD e recibir prezos automatizados en segundos ou minutos. Estas plataformas funcionan mellor para xeometrías estándar, materiais comúns (aluminio, acero inoxidable, plásticos estándar), cantidades de prototipos (1–25 unidades) e tolerancias estándar (±0,005 polgadas ou máis laxas). Simplemente suba o seu ficheiro STEP, seleccione as opcións de material e acabado, especifique a cantidade e recibirá de inmediato o prezo. Utilice estes presupostos como referencias, pero siga procesos personalizados de solicitude de oferta (RFQ) para pezas complexas, tolerancias estreitas ou volumes de produción que requiran certificacións.
4. Que debo incluír nunha solicitude de presuposto de mecanizado CNC?
Un paquete completo de solicitude de cotización (RFQ) debe incluír ficheiros CAD 3D (formato STEP ou IGES), debuxos técnicos 2D con GD&T que amosen todas as tolerancias e dimensións críticas, especificacións completas de materiais (calidade, temple, dureza), requisitos de acabado superficial (valores Ra), cantidade e previsión de volume, datas específicas de entrega, requisitos de operacións secundarias (tratamento térmico, galvanizado, anodizado), necesidades de inspección e certificación, especificacións de roscas e requisitos de empaquetado. A información ausente obriga aos fornecedores a facer suposicións conservadoras que inflan os prezos ou provocan atrasos mentres solicitan aclaracións.
5. Cando debo escoller un fornecedor certificado de mecanizado CNC?
As certificacións do sector convértense en esenciais para aplicacións reguladas. A norma ISO 9001:2015 serve como base para calquera fornecedor serio. A certificación IATF 16949 é obrigatoria para compoñentes automotrices, garantindo un sistema de xestión da calidade específico para o sector automobilístico. A norma AS9100D é necesaria para aplicacións aeroespaciais, onde os estándares de seguridade e precisión son fundamentais. A norma ISO 13485 é imprescindible para a fabricación de dispositivos médicos. Fornecedores certificados, como Shaoyi Metal Technology, con certificación IATF 16949 e capacidades de control estatístico de procesos, ofrecen sistemas de calidade documentados, trazabilidade e calidade consistente que non poden garantir os talleres mecánicos convencionais.