 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Fabricantes de pezas para máquinas CNC: 9 segredos internos que os compradores desexarían coñecer antes

Comprensión dos fabricantes de pezas para máquinas CNC e do seu papel industrial
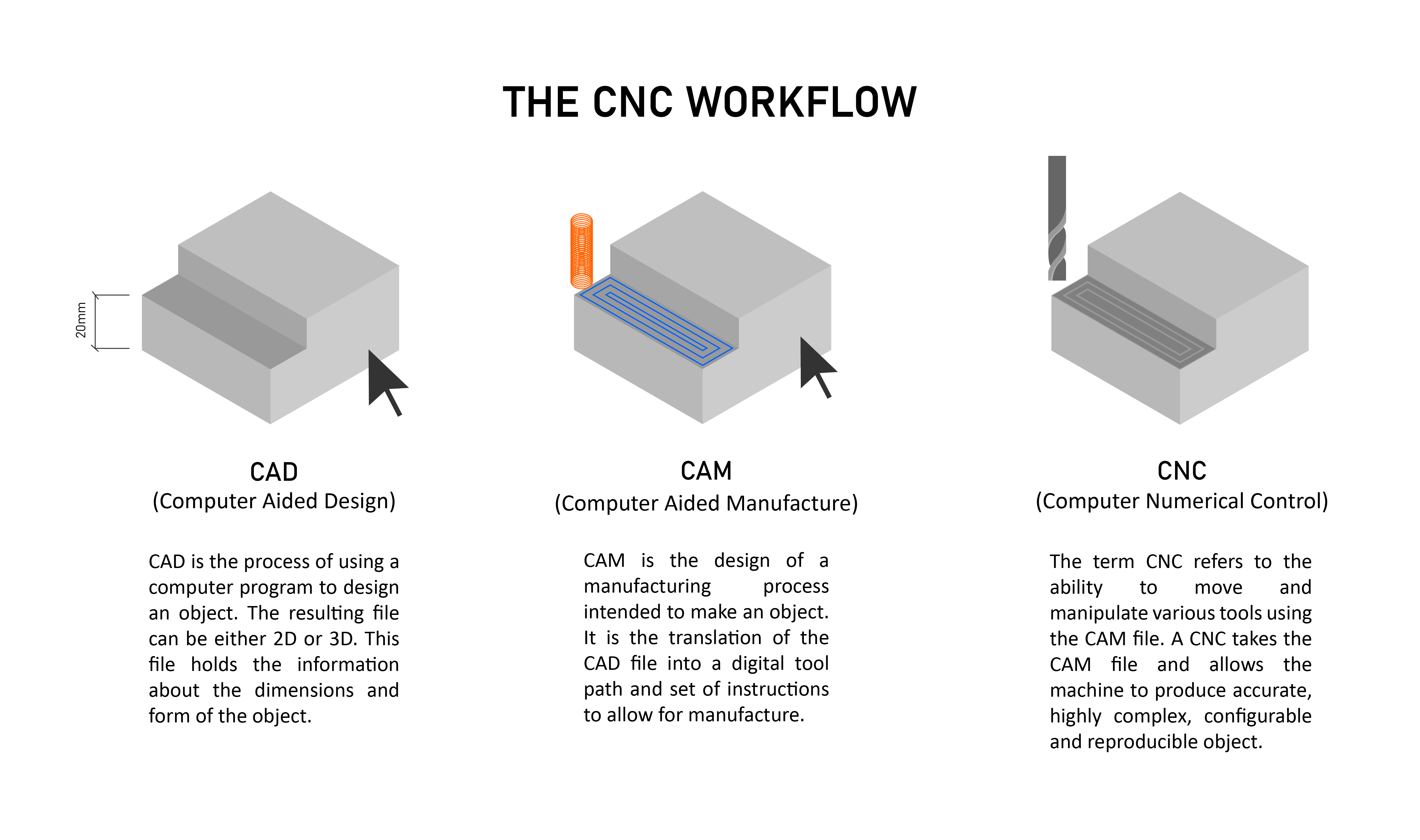
Xa se preguntou como o metal en bruto se transforma nas pezas complexas que alimentan o motor do seu coche ou os dispositivos médicos? É exactamente aí onde entran en xogo os fabricantes de pezas para máquinas CNC. Estas instalacións especializadas constitúen a columna vertebral da fabricación moderna, convertendo os planos de enxeñaría na realidade física cunha precisión extraordinaria.
Ao contrario das talleres de fabricación xeral que se centran principalmente no corte e na soldadura, estes fabricantes especialízanse na produción de alta precisión. Utilizan equipos controlados por ordenador para lograr dimensións exactas e tolerancias estreitas —moitas veces medidas en micrómetros. Pense nelas como os especialistas en precisión do mundo industrial, onde cada fracción de milímetro ten importancia.
Que fan realmente os fabricantes de pezas para máquinas CNC
Na súa esencia, estes fabricantes transforman materias primas —normalmente metais como o aluminio, o aceiro e o titano— en compoñentes de máquinas acabados mediante procesos de maquinado controlados por ordenador. Pero isto é o que os distingue das talleres de maquinado ordinarias: ofrecen precisión, repetibilidade e escalabilidade que as talleres xerais simplemente non poden igualar.
Cando colabora con servizos especializados de maquinado CNC, está accedendo a capacidades que inclúen:
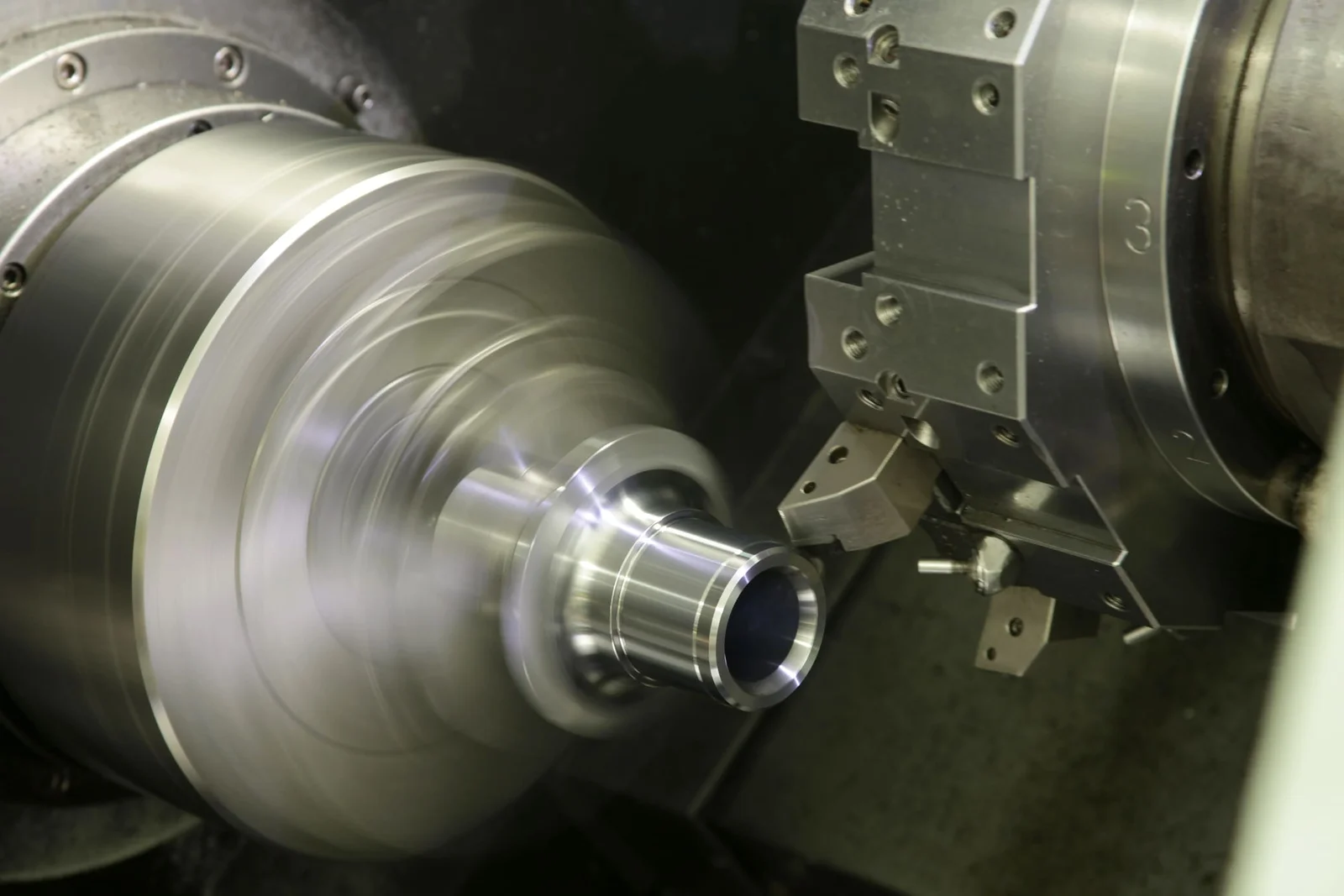
- Torneado CNC: Creación de pezas cilíndricas como eixes, casquillos e válvulas mediante a rotación da peza contra ferramentas de corte
- Fresado CNC: Produción de superficies planas, contornos, ranuras e xeometrías complexas en 3D empregando ferramentas de corte rotatorias
- Fresado de múltiples eixos: Fabricación de pezas intrincadas con xeometrías complexas mediante movementos simultáneos ao longo de múltiples eixos
- Operacións Secundarias: Acabados superficiais, tratamentos térmicos e servizos de montaxe que completan o ciclo de fabricación
A distinción é significativa. Mentres que un taller mecánico xeral podería encargarse de diversas tarefas de traballado de metais, os fabricantes de pezas para máquinas CNC invisten moito en equipamento avanzado, sistemas de xestión da calidade e experiencia especializada. Segundo expertos do sector , as instalacións modernas integran máquinas CNC de múltiples eixos que permiten unha produción máis rápida, menos erros e unha calidade constante ao longo dos lotes de produción.
O ecosistema da fabricación de precisión
Imaxine un ecosistema no que cada participante desempeña un papel fundamental. Os fabricantes de pezas para máquinas CNC están no centro desta rede industrial, conectando aos fornecedores de materias primas cos montadores de produtos finais. Transforman as especificacións de enxeñaría en compoñentes mecanizados con precisión que cumpren os requisitos dimensionais exactos.
A demanda destes fabricantes especializados continúa crecendo en múltiples sectores:
Automoción: Compóñentes do motor, pezas da transmisión e elementos do chasis que requiren consistencia en volumes altos e certificación IATF 16949.
Aeroespacial: Pezas críticas para o voo que requiren rastrexabilidade dos materiais, certificación AS9100D e tolerancias medidas en milesimas de polegada.
Médica: Instrumentos cirúrxicos e implantes fabricados en ambientes controlados segundo as normas ISO 13485.
Que fai funcionar este ecosistema? É a combinación de tecnoloxía avanzada de fresado por CNC, operadores cualificados e procesos rigorosos de control de calidade. Á medida que a tecnoloxía de fabricación avanza, estes fabricantes integran cada vez máis sistemas impulsados por intelixencia artificial, conectividade IoT e automatización para ofrecer unha precisión e eficiencia aínda maiores.
A lo largo desta guía, descubrirá o coñecemento privilexiado que distingue aos compradores exitosos daqueles que aprenden leccións caras do modo máis difícil. Desde a comprensión dos procesos de mecanizado e a selección de materiais ata a avaliación de fornecedores e a preparación de solicitudes de orzamento (RFQ) infalibles, obterá a orientación completa necesaria para tomar decisións informadas ao adquirir pezas mecanizadas por CNC de fabricantes cualificados.
Procesos de mecanizado por CNC que todo comprador debe coñecer
Aquí tes un escenario ao que se enfrontan moitos compradores: deseñaches unha peza, atopaches un fabricante e enviaches os teus planos. Entón che chega a pregunta: «Necesitas fresado de 3 eixes, 4 eixes ou 5 eixes?» Parece complexo? Non ten por que serlo. Comprender estes procesos antes de contactar cos fornecedores dáche unha vantaxe significativa nas conversacións, nas negociacións de prezos e na planificación dos prazos.
O termo «eixe» fai referencia ás direccións nas que se move unha ferramenta de corte respecto da túa peza durante o fresado. Máis eixes significan maior flexibilidade, pero tamén maior complexidade e custo. Analizaremos cada opción para que poidas asociar os requisitos das túas pezas de fresado CNC co proceso axeitado.
Explicación do fresado de 3 eixes a 5 eixes
mecanizado CNC de 3 eixes representa o fundamento da fabricación moderna de precisión . A ferramenta de corte móvese ao longo de tres eixes lineares: X (esquerda-dereita), Y (fronte-tras) e Z (arriba-abaixo). A peza permanece inmóbil na mesa da máquina mentres a ferramenta se aproxima desde arriba.
Esta configuración manexa excepcionalmente ben superficies planas, contornos sinxelos e formas xeométricas básicas. Pense en soportes, placas e envolventes con características directas. As vantaxes son convincentes: menores custos de equipamento, programación máis sinxela e operación accesible fan que a fresadora de 3 eixes sexa ideal para prototipado e fabricación xeral.
Non obstante, aparecen limitacións coas xeometrías complexas. O mecanizado de características en múltiples caras require reposicionar a peza, o que introduce posibles erros de aliñamento e alarga o tempo de produción.
mecanizado CNC de 4 eixes basease na fundación de 3 eixes engadindo un eixe rotacional —normalmente o eixe A, que xira arredor do eixe X—. Isto permite o mecanizado continuo arredor da circunferencia da peza sen necesidade de reposicionamento manual.
As pezas cilíndricas e simétricas de fresado CNC benefíciase máis desta configuración. Os eixes, engranaxes, árbores de levas e compoñentes de válvulas volvense significativamente máis fáceis de producir. A capacidade de rotación reduce os tempos de preparación e ofrece mellor precisión nas características redondeadas en comparación con múltiples configuracións de 3 eixes.
maquinado CNC de 5 eixos engade un segundo eixe de rotación, permitindo que a fresa ou a peza se inclinen e roten para acceder a case calquera superficie nunha única configuración. Segundo investigación do sector , isto elimina as tolerancias acumuladas asociadas a múltiples configuracións: todas as características son mecanizadas respecto a un único punto de referencia, garantindo unha precisión dimensional superior.
As capacidades son notables: contorneado simultáneo de 5 eixes, mecanizado de múltiples caras e produción de rebaixos imposibles con configuracións máis sinxelas. As pezas fresadas con formas orgánicas complexas, ángulos compostos ou cavidades profundas volvense factibles. O contrapunto implica unha maior inversión na máquina, un programación CAM máis sofisticada e un maior coñecemento do operador.
| Tipo de eixe | Mellores aplicacións | Nivel de complexidade | Exemplos típicos de pezas |
|---|---|---|---|
| 3 Eixos | Superficies planas, contornos simples, xeometrías prismáticas, características dun só lado | Baixa a media | Soportes, placas, caixas, carcacas para placas de circuito, compoñentes automotrices básicos |
| 4 Eixos | Pezas cilíndricas, compoñentes simétricos, características que envolven un eixe | Medio | Árbores de levas, engranaxes, árbores, válvulas, rodetes, accesorios para tuberías |
| 5 eixos | Xeometrías complexas, ángulos compostos, desbastes, formas orgánicas, mecanizado en múltiples caras | Alto | Paletas de turbina, compoñentes estruturais aeroespaciais, implantes médicos, moldes avanzados, compoñentes automotrices de alto rendemento |
Axeitar a xeometría da súa peza ao proceso axeitado
Cando envía debuxos a fabricantes de pezas mecanizadas por CNC, estes avalían varios factores para recomendar o proceso apropiado. Comprender a súa lóxica de toma de decisións axuda a anticipar as recomendacións e a elaborar o orzamento correspondente.
Accesibilidade da superficie impulsa moitas decisións. Poden accederse a todas as características críticas desde unha soa dirección? Se a súa peza mecanizada por CNC require acceso de ferramentas desde múltiples ángulos —por exemplo, un compoñente con características en cinco caras— o mecanizado de 5 eixos elimina os cambios de montaxe que, doutro modo, engadirían custo e risco.
Complexidade xeométrica ten unha influencia significativa. As pezas dos compoñentes de máquinas CNC con bordos rectos e planos xeralmente son adecuadas para operacións de 3 eixos. Ao engadir superficies curvas que envolven un eixe central, o mecanizado de 4 eixos vólvese apropiado. Ao introducir contornos compostos, superficies esculturais ou características con ángulos inusuais, o mecanizado de 5 eixos ofrece os mellores resultados.
Requisitos de Tolerancia tamén inflúen na selección do proceso. Cada vez que se reposiciona unha peza de traballo, acumúlanse pequenas variacións de aliñamento. Para as pezas fresadas por CNC que requiren tolerancias estreitas en múltiples características, o mecanizado de 5 eixos nunha soa configuración mantén as relacións dimensionais que se deteriorarían ao manipular repetidamente a peza.
Volume de Producción afecta a ecuación. As series de alta produción poden xustificar configuracións dedicadas de 3 eixos ou 4 eixos optimizadas para a velocidade. Cantidades menores de pezas complexas adoitan beneficiarse da eficiencia de 5 eixos, a pesar das tarifas horarias máis altas.
Aquí ten a perspectiva privilexiada: non solicite automaticamente o proceso máis avanzado dispoñible. Un fabricante competente suxerirá a aproximación máis económica para a súa xeometría específica. Se recomenda un fresado de 3 eixos cando vostede esperaba un de 5 eixos, iso é, con frecuencia, unha boa nova para o seu orzamento, non unha limitación das súas capacidades.
Unha vez clarificados os procesos de mecanizado, a seguinte decisión crítica implica a selección do material, unha elección que afecta directamente as tolerancias, o acabado superficial e os custos de fabricación.
Guía de selección de materiais para pezas mecanizadas personalizadas
Identificou o proceso de mecanizado axeitado para o seu proxecto. Agora chega unha decisión que afecta a todo, desde o rendemento final da peza ata os seus beneficios: a selección do material. Escoller un material inadecuado pode supor que as pezas fallen baixo tensión, se corrompan prematuramente ou teñan un custo de fabricación moito máis elevado do necesario.
Isto é o que moitos compradores non se dan conta: o material que especifique non determina só as propiedades físicas. Afecta directamente o tempo de mecanizado, o desgaste das ferramentas, as tolerancias alcanzables e a calidade do acabado superficial. Fabricantes experimentados de pezas mecanizadas por CNC avalían a elección do material coa mesma minuciosidade que a xeometría ao elaborar a oferta para o seu proxecto.
Analicemos como asociar os materiais cos requisitos da súa aplicación —e evitar erros onerosos que descarrilen os proxectos de fabricación.
Aluminio fronte a aceiro para pezas mecanizadas por CNC
Ao adquirir pezas mecanizadas personalizadas, a decisión entre aluminio e aceiro xorde constantemente. Ambos os materiais dominan o panorama das pezas metálicas mecanizadas, pero cumpren finalidades claramente distintas.
Ligas de aluminio ofrecen unha mecanizabilidade excecional: córtanse facilmente, xeran menos calor e producen acabados superficiais excelentes. Segundo as guías industriais de mecanizado, a natureza lixeira do aluminio, a súa resistencia á corrosión e a súa capacidade de ser anodizado fan del unha opción popular en diversos sectores. As calidades máis comúns, como a 6061 e a 7075, resolven a maioría das aplicacións, sendo a 7075-T6 unha aleación cunha resistencia que se aproxima á de algúns aceros, mantendo ao mesmo tempo vantaxes significativas en peso.
Considere o aluminio cando necesite:
- Pezas metálicas mecanizadas lixeiras para aplicacións aeroespaciais ou de transporte
- Excelente condutividade térmica e eléctrica
- Resistencia á corrosión natural sen tratamentos adicionais
- Ciclos de mecanizado rápidos que reducen o custo por peza
Acero e acero inoxidable ofrecen resistencia, dureza e resistencia ao desgaste superiores. Os aceros ao carbono, como o 1018 e o 4140, proporcionan durabilidade para aplicacións estruturais. As calidades inoxidables —en particular as 303, 304 e 316— combinan resistencia coa excelente resistencia á corrosión en ambientes agresivos.
O acero convértese na opción axeitada cando:
- A alta resistencia mecánica e a capacidade de soportar cargas son os aspectos máis importantes
- A resistencia ao desgaste é crítica para compoñentes móbeis
- As temperaturas de funcionamento superan os límites do aluminio
- A eficiencia de custo supera as consideracións de peso
O inconveniente? O acero require velocidades de corte máis lentas, provoca un maior desgaste das ferramentas e normalmente demanda máis tempo de mecanizado. Estes factores incrementan os custos de produción en comparación con pezas metálicas personalizadas equivalentes en aluminio.
Propiedades do material que determinan as decisións de fabricación
Máis aló da comparación entre aluminio e aceiro, varios outros materiais desempeñan papeis importantes no mecanizado de pezas metálicas. Comprender as súas características axúdalle a comunicarse de forma eficaz cos fabricantes e a establecer especificacións informadas.
Ligas de titanio (en particular a liga Ti-6Al-4V) ofrece ratios excepcionais de resistencia-peso, resistencia á corrosión e biocompatibilidade. As especificacións de materiais aeroespaciais solicitan con frecuencia titano en pezas de motor, tren de aterrizaxe e compoñentes estruturais. Non obstante, o titano presenta retos no mecanizado: un desgaste elevado das ferramentas, unha baixa condutividade térmica e a necesidade de parámetros de corte especializados aumentan considerablemente os custos de produción.
Latón mecanízase de forma excelente, producindo cortes limpos e acabados superficiais moi bons con desgaste mínimo das ferramentas. As pezas personalizadas de latón son comúns en accesorios para tuberías, conectores eléctricos e ferraxería decorativa. A lubricidade natural do material e as súas características de rotura de virutas fánno particularmente económico para series de produción en gran volume.
Plásticos de Enxeñería materiais como o PEEK, o Delrin (acetal) e o PTFE úsanse en aplicacións nas que resulta importante a redución de peso, a resistencia química ou o illamento eléctrico. Estes materiais trabállanse de forma distinta que os metais, requirindo ferramentas afiadas, velocidades axeitadas e atención ao aumento de temperatura, que pode afectar á estabilidade dimensional.
| Tipo de material | Propiedades clave | Mellores aplicacións | Consideracións de Mecanizado | Custo relativo |
|---|---|---|---|---|
| Aluminio (6061, 7075) | Lixeiro, resistente á corrosión, excelente maquinabilidade, boa condutividade térmica | Estruturas aeroespaciais, compoñentes automotrices, carcacas electrónicas, produtos de consumo | Velocidades de corte rápidas, desgaste reducido das ferramentas, posibilidade de obter un excelente acabado superficial | Baixa a media |
| Aco carbono (1018, 4140) | Alta resistencia, boa resistencia ao desgaste, soldable, tratábel termicamente | Compontes estruturais, eixos, engrenaxes, dispositivos de suxeición, maquinaria xeral | Velocidades moderadas, desgaste regular das ferramentas, pode requerir refrigerante | Baixos |
| Aceiro inoxidable (303, 304, 316) | Resistente á corrosión, alta resistencia, resistente ao calor, hixiénico | Dispositivos médicos, procesamento de alimentos, aplicacións mariñas, equipamento químico | Velocidades máis lentas, maior desgaste das ferramentas, tendencia ao encruamento | Media a Alta |
| Titanio (Ti-6Al-4V) | Resistencia excepcional respecto ao peso, biocompatibilidade, resistencia á corrosión, estabilidade a altas temperaturas | Motores aeroespaciais, implantes médicos, automoción de alto rendemento, mariña | Requírese ferramenta especializada, velocidades lentas, desgaste significativo da ferramenta, xestión do calor crítica | Alto |
| Latón (C360, C260) | Excelente usinabilidade, resistencia á corrosión, aparencia decorativa, propiedades antimicrobianas | Accesorios para tuberías, conectores eléctricos, válvulas, ferraxería decorativa | Usinaxe moi rápida, desgaste mínimo da ferramenta, formación excelente de virutas | Medio |
| Plásticos de enxeñaría (PEEK, Delrin) | Lixeiro, resistente a produtos químicos, illamento eléctrico, fricción baixa | Componentes médicos, illantes eléctricos, rodamientos, selos, procesado de alimentos | É esencial usar ferramentas afiadas, sensibilidade ao calor, preocupacións sobre a estabilidade dimensional | Media a Alta |
Como a elección do material afecta os resultados do seu proxecto:
Tolerancias: Materiais máis duros, como o acero temperado ou o titano, poden manter tolerancias máis estreitas baixo tensión, pero requiren un mecanizado máis coidadoso para conseguilas. Os materiais máis brandos poden deformarse lixeiramente durante o corte, polo que é necesario aplicar estratexias de compensación. Segundo especialistas en mecanizado, a dureza do metal inflúe no desgaste das ferramentas, na velocidade de corte e no acabado superficial; os metais máis brandos requiren consideracións adicionais para manter a precisión dimensional.
Acabado da superficie: A estrutura granular do material inflúe nos acabados alcanzables. Os metais de grano fino producen normalmente unha mellor calidade superficial, mentres que os materiais de grano grosa poden mostrar marcas de mecanizado visibles incluso con parámetros óptimos. O aluminio e o látón conseguen naturalmente excelentes acabados; o titano e algunhas calidades de acero inoxidable requiren operacións adicionais de acabado.
Prazos de entrega: Materiais comúns como o aluminio 6061 ou o acero inoxidable 304 están facilmente dispoñíbeis. As calidades especiais — titano aeroespacial, aleacións específicas de níquel ou materiais certificados para uso médico — poden requerir prazos de aprovisionamento máis longos que afecten ao cronograma do seu proxecto.
Os fabricantes que prestan servizo aos sectores automobilístico e aeroespacial traballan con calidades específicas de materiais para cumprir os requisitos de certificación. Unha instalación certificada segundo a norma IATF 16949 para cadeas de subministro automobilísticas ten en stock materiais que cumpren as especificacións dos fabricantes de equipos orixinais (OEM). Os fabricantes aeroespaciais mantén documentación de trazabilidade para materiais que cumpren as normas AMS e ASTM. Cando a súa aplicación exixe materiais certificados, verifique a capacidade do seu fornecedor para aprovisionar e documentar as calidades adecuadas.
Unha vez comprendidos os principios de selección de materiais, a seguinte consideración crítica implica as especificacións de tolerancias e as certificacións de calidade: os estándares que definen a fabricación de precisión.

Explicación das tolerancias de precisión e das certificacións de calidade
Escollera o seu material e identificara o proceso de mecanizado axeitado. Agora chega unha conversa que separa aos compradores informados daqueles que pagaron por precisión que non necesitan —ou peor, reciben pezas que non funcionan correctamente. Comprender as especificacións de tolerancia e as certificacións de calidade non é só coñecemento técnico; é a base para unha adquisición rentable.
Cando ve unha dimensión como «1,500 ± 0,005 polgadas» nun debuxo, ese intervalo de tolerancia define o que é aceptable. Pero isto é o que moitos compradores pasan por alto: apertar esa tolerancia de ±0,005 a ±0,001 polgadas non só mellora a precisión—pode multiplicar os seus custos de fabricación entre tres e cinco veces . Tomar decisións intelixentes sobre tolerancias require comprender o que eses números significan realmente para a súa aplicación.
Especificacións de Tolerancia Descodificadas para Compradores
Pense nas tolerancias como a "gama legal" dentro da cal as dimensións da súa peza poden variar e seguir sendo aceptables. Un eixe especificado en 10,00 mm ± 0,05 mm pasa a inspección en calquera punto entre 9,95 mm e 10,05 mm. É bastante sinxelo, pero as implicacións van máis aló.
Tolerancias estándar representan o punto óptimo onde se atopan a precisión e a praticidade. Para a maioría das operacións de fresado CNC, ±0,010 polgadas (±0,25 mm) ofrece unha precisión excecional para a inmensa maioría dos compoñentes mecánicos. Este nivel ten en conta as variacións naturais no rendemento da máquina, nas propiedades do material e nas condicións ambientais, ao mesmo tempo que garante un axuste e un funcionamento fiables.
Tolerancias Apertadas van máis aló das capacidades estándar —normalmente ±0,001 polgadas (±0,025 mm) ou máis estreitas. Alcanzar estas tolerancias require equipamento especializado, velocidades de mecanizado máis lentas, entornos controlados e inspección adicional. Segundo especialistas en mecanizado, as tolerancias de ±0,01 mm ou inferiores considéranse de ultraalta precisión, o que resulta nun aumento substancial dos custos.
Para pezas de máquinas de precisión, a tolerancia que especifique afecta directamente ao método de fabricación, aos requisitos de inspección e, en última instancia, ao orzamento do seu proxecto.
| Rango de Tolerancia | Clasificación | Aplicacións Típicas | Impacto no custo |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Estándar/Comercial | Componentes estruturais, carcassas, soportes, envolventes, ferraxería xeral | Línea base (1x) |
| ±0,005" (±0,127 mm) | Industrial de precisión | Conxuntos acoplados, carcassas de rodamientos, dispositivos de precisión, automatización industrial | 1,5-2x respecto á liña base |
| ±0,002" (±0,051 mm) | Alta Precisión | Dispositivos médicos, compoñentes aeroespaciais, sistemas ópticos, instrumentos de precisión | 2-3x a liña de base |
| ± 0,001" (± 0,025 mm) | Ultra-Alta Precisión | Aeroespacial crítico para o voo, dispositivos médicos implantables, utillaxe de precisión | 3-5x a liña de base |
| ±0,0005" (±0,013 mm) | Precisión extrema | Aplicacións espaciais, instrumentos ultra-precisos, calibradores patrón | 5x+ respecto da liña base |
Cando as tolerancias estreitas realmente importan
Aquí ten un coñecemento privilexiado que lle pode axudar a aforrar unha cantidade significativa de diñeiro: as tolerancias estreitas deben reservarse só para aquelas características nas que a función o exixe verdadeiramente. Unha aproximación intelixente aplica tolerancias estreitas só nas superficies de acoplamento críticas, mentres que emprega tolerancias estándar nas zonas non funcionais.
As tolerancias estreitas son necesarias cando:
- A función do compoñente depende de relacións dimensionais precisas, como eixes en rodamientos de precisión ou pistóns en cilindros hidráulicos
- Varios compoñentes interactivos xeran preocupacións por acumulación de tolerancias que poderían afectar ao rendemento global do conxunto
- Os requisitos rexulatorios exixen normas de precisión específicas para aplicacións críticas en materia de seguridade
- As superficies de estanquidade deben evitar fugas nos compoñentes que conteñen presión
As tolerancias estándar funcionan excepcionalmente ben para:
- Compoñentes estruturais nos que importa máis o axuste preciso ca a exactitude dimensional absoluta
- Conxuntos de carcasa, soportes de montaxe e estruturas de apoio
- Aplicacións nas que o seu deseño incorpora folgas adecuadas
- Características non críticas como tapas, envolventes e elementos decorativos
A clave está en comprender os seus requisitos funcionais. Se os seus compoñentes mecanizados por CNC de precisión desempeñan a súa función prevista de forma fiable dentro das tolerancias estándar, os requisitos personalizados aumentan o custo e a complexidade sen mellorar o rendemento.
Considere esta comparación práctica de especialistas en tolerancias: alcanzar ±0,05 mm é como acertar nunha mazá desde 10 metros de distancia empregando procesos estándar, mentres que ±0,01 mm é como acertar nunha cerexa desde 50 metros de distancia. Este último require máquinas máis estables, ferramentas máis finas, controis ambientais máis estritos e equipos de medición avanzados, todo o cal contribúe a incrementos exponenciais de custo.
Certificacións de calidade que definen os estándares de fabricación
Máis aló das tolerancias, as certificacións de calidade indícanche que controles sistemáticos mantén un fabricante. Estes non son simplemente decoracións para as paredes—representan auditorías rigorosas dos procesos, da documentación e dos sistemas de mellora continua.
ISO 9001:2015 serve como a norma fundamental de calidade recoñecida internacionalmente. Segundo expertos en certificación , está baseada nos principios de xestión da calidade, incluíndo unha forte atención ao cliente, o compromiso da dirección superior, a aproximación por procesos e a mellora continua. O cumprimento da norma ISO 9001 axuda a garantir que os clientes reciban produtos de calidade consistente e boa. Esta certificación é adecuada para a fabricación comercial xeral en diversos sectores industriais.
AS9100D basease na norma ISO 9001, engadindo requisitos rigorosos específicos das necesidades de calidade aeroespacial. Apoiada polo Grupo Internacional de Calidade Aeroespacial, que representa as principais empresas aeroespaciais mundiais, a norma AS9100 aborda a xestión de riscos, a xestión de configuración, a prevención de pezas falsificadas e requisitos adicionais de seguridade. Se fabrica pezas mecanizadas de precisión críticas para o voo, os fornecedores deben dispor desta certificación.
ISO 13485 estabelece os requisitos de xestión da calidade para a fabricación de dispositivos médicos. Garante que os procesos apoiarán o cumprimento dos requisitos reguladores para dispositivos que afectan directamente á seguridade dos pacientes. Os compoñentes médicos requiren normalmente tolerancias de ±0,005" a ±0,002", combinadas coas capacidades de sala limpa e unha documentación completa de trazabilidade.
IATF 16949 aplica especificamente ás cadeas de suministro automotrices, resaltando a prevención de defectos, a redución da variación e a eliminación de desperdicios. Os fabricantes automobilísticos requiren esta certificación dos seus fornecedores que producen pezas de precisión CNC para vehículos, garantindo a consistencia nas series de produción en gran volume.
Ao avaliar fabricantes de pezas para máquinas CNC, concorde as súas certificacións cos requisitos do seu sector. Un fabricante con ISO 9001 únicamente non pode fornecer compoñentes aeroespaciais que exixan o cumprimento de AS9100D—sen importar as súas capacidades de mecanizado.
Comprender as tolerancias e as certificacións ponche na posición adecuada para manter conversas informadas con posibles fornecedores. O seguinte paso implica desenvolver un marco sistemático para avaliar e comparar fabricantes—asegurando que colaboras con instalacións capaces de satisfacer os teus requisitos específicos.
Como avaliar e comparar fabricantes de pezas CNC
Definiches as túas tolerancias, seleccionaches os materiais e comprendes os procesos de mecanizado que require o teu proxecto. Agora chega, posiblemente, a decisión máis determinante na túa xornada de adquisición: escoller o socio de fabricación axeitado. É aquí onde moitos compradores se equivocan, escollendo frecuentemente fornecedores baseados principalmente nas súas ofertas de prezo en vez dunha avaliación integral das súas capacidades.
Esta é a realidade: a oferta máis baixa rara vez ofrece o custo total máis baixo. Os gastos ocultos derivados de problemas de calidade, fallos na comunicación e prazos non cumpridos superan con frecuencia calquera aforro inicial. Desenvolver unha metodoloxía sistemática de avaliación protexe os teus proxectos e constrúe relacións con fabricantes de pezas mecanizadas capaces de apoiar o teu éxito a longo prazo.
O Marco de Avaliación de Fabricantes en Cinco Pasos
Ao comparar fabricantes de pezas mecanizadas, un enfoque estruturado evita erros costosos. Este marco foi perfeccionado tras innumerables relacións con fornecedores, tanto exitosas como non exitosas. Siga estes pasos de maneira metódica e identificará socios que ofrecen calidade constante en lugar de excusas.
-
Verifique as certificacións e os estándares de conformidade
Comece cos requisitos non negociábeis. De acordo con expertos en achegamento industrial , certificacións como a ISO 9001, a IATF 16949 ou a AS9100D indican procesos estruturados e calidade reproducible. Solicite certificados actuais —non caducados— e confirme que o seu alcance abarca os servizos específicos de que precisa. Un fabricante certificado para operacións de torneado pode non estar certificado para fresado complexo de múltiples eixos. Asegúrese de que as certificacións coincidan coas súas necesidades industriais antes de avanzar máis. -
Avalie as capacidades dos equipos e a experiencia técnica
Avaliar se o fornecedor emprega tornos CNC avanzados, fresadoras, rectificadoras e máquinas de medición por coordenadas (CMM). O seu equipo técnico debe demostrar competencia no uso de ferramentas CAD/CAM e usinaxe de múltiples eixos. Formule preguntas específicas: ¿Qué marcas de máquinas operan? ¿Cal é o seu volume máximo de peza de traballo? ¿Poden traballar segundo as súas especificacións de material? Os fornecedores de pezas usinadas con precisión invisten en equipos que corresponden ás súas afirmacións de calidade; unha maquinaria obsoleta contradí as promesas de tolerancias estreitas. -
Revisar os procesos de control de calidade
Este paso distingue aos fabricantes serios de compoñentes mecanizados das talleres que simplemente posúen equipos CNC. Pregunte polas súas ferramentas de inspección — calibradores de punta, micrómetros, máquinas de medición por coordenadas (CMM) — e solicite exemplos de informes de inspección. Comprenda a súa implementación do Control Estatístico de Procesos (SPC). ¿Monitorean as dimensións críticas ao longo das series de produción, ou só verifican as pezas acabadas? Segundo especialistas en calidade de fabricación, a documentación adecuada de control de calidade é crucial para industrias reguladas, como a aeroespacial ou a automobilística. -
Avaliar a resposta na comunicación
Envíe preguntas técnicas e observe a calidade e os tempos de resposta. Os fornecedores experimentados demostran a súa capacidade para comprender planos técnicos, ofrecer comentarios sobre a Deseño para Fabricabilidade (DFM) e suxerir alternativas de mecanizado. Unha comunicación áxil e clara garante que non quedará sen información cando xurjan problemas. Un fornecedor lento na fase de cotización probablemente o frustrará durante a produción. -
Solicite pezas mostrais
Antes de comprometerse con volumes de produción, pida cantidades de prototipos ou mostras. Isto demostra a capacidade real en lugar da capacidade alegada. Avalie a precisión dimensional, o acabado superficial e a calidade da documentación. Segundo as guías de aprovisionamento CNC, comezar cun proxecto de prototipo é a forma máis rápida de verificar a verdadeira capacidade dun fornecedor, a súa disciplina de proceso e a súa mentalidade de calidade antes de escalar á produción completa.
Comprensión do control estatístico de procesos (SPC) e da inspección con máquinas de medición por coordenadas (CMM)
Dous conceptos de control de calidade merecen unha explicación máis profunda porque diferencian fundamentalmente os fabricantes capaces de pezas de mecanizado CNC dos talleres mecánicos básicos.
Control Estatístico de Procesos (CEP) controla a produción en tempo real, seguindo as tendencias dimensionais antes de que as pezas se desvien das especificacións. En lugar de descubrir problemas despois de completar un lote, o control estatístico de procesos (SPC) identifica cando os procesos comezan a desviarse, permitindo correccións antes de producir pezas defectuosas. Para os fornecedores de pezas mecanizadas de alta precisión e gran volume, o SPC é esencial para manter a consistencia entre millares de compoñentes idénticos.
Inspección mediante máquina de medición por coordenadas (MMC) ofrece a verificación tridimensional de xeometrías complexas. Estes instrumentos sofisticados miden puntos na superficie das pezas, comparando as dimensións reais co modelo CAD cunha precisión ao nivel de micrómetros. Cando o seu fornecedor de pezas mecanizadas cotiza tolerancias estreitas, pregúntelle como verifica o cumprimento. Os informes de inspección mediante máquinas de medición por coordenadas (CMM) proporcionan probas documentadas de que as pezas cumpren as especificacións, o que resulta fundamental nas aplicacións aeroespacial, médica e automotriz, nas que se require unha trazabilidade completa.
Sinais de alerta ao avaliar fornecedores de CNC
Máis aló do que observar, recoñecer as señais de alerta evita parcerías das que acabará arrepentido. Preste atención a estes indicadores preocupantes:
- Retracción a compartir certificacións ou capacidades de inspección: Os fabricantes legítimos de pezas mecanizadas amosan orgullosamente as súas credenciais e acollen con agrado as conversacións sobre as súas instalacións.
- Orcamentos significativamente por baixo das taxas do mercado: Un prezo irrealista adoita indicar atallos nos materiais, no control de calidade ou nos procesos de produción que posteriormente se manifestan como defectos.
- Respostas imprecisas sobre o equipamento ou os procesos: Os fornecedores reputados describen concretamente as súas capacidades: modelos de máquinas, capacidades de tolerancia, equipamento de inspección.
- Ausencia de comentarios DFM en deseños complexos: Os fabricantes experimentados identifican posibles problemas e suxiren melloras. O silencio respecto das preocupacións sobre a fabricabilidade sugire inexperiencia ou indiferenza.
- Prácticas deficientes de documentación: Solicite informes de inspección de mostras e certificacións de materiais. Os fornecedores incapaces de proporcionar documentación organizada probablemente carecen de procesos sistemáticos de calidade.
- Falta de disposición para proporcionar referencias: Os fornecedores establecidos de pezas mecanizadas de precisión mantén clientes satisfeitos dispostos a compartir as súas experiencias.
Compromisos entre fabricación nacional e fabricación no estranxeiro
A localización xeográfica do seu fornecedor de pezas mecanizadas inflúe significativamente nos resultados do proxecto. Comprender estes compromisos axuda a tomar decisións estratéxicas de aprovisionamento alineadas cos seus obxectivos.
Mecanizado CNC nacional ofrece vantaxes moi atractivas para moitas aplicacións. Segundo a investigación sobre aprovisionamento na fabricación, a produción nacional ofrece unha alineación xeográfica próxima entre os equipos de deseño e as instalacións de fabricación. Entre os beneficios inclúense prazos de entrega máis curtos, mellor comunicación, colaboración máis fácil durante os cambios de deseño e maior control sobre a calidade da produción. A proximidade permite a resolución de problemas en tempo real e a implementación máis rápida das modificacións de enxeñaría.
Tiempos de entrega favorecen significativamente aos socios nacionais. A mecanización no estranxeiro require ter en conta o transporte internacional, o despacho aduanero e os posibles atrasos nos portos. Un informe de Deloitte amosou que máis do 40 % dos fabricantes mundiais identificaron a inestabilidade na adquisición no estranxeiro como un dos principais riscos operativos. Os fornecedores nacionais operan dentro de redes logísticas seguras, o que reduce a variabilidade nos prazos de entrega e apoia a continuidade do negocio.
Comunicación os desafíos multiplicanse cos fornecedores do estranxeiro. As diferenzas de fuso horario, as barreras lingüísticas e as variacións culturais nas prácticas empresariais poden atrasar a resolución de problemas técnicos. Cando xurden cambios de deseño —e sempre xurden—, os socios nacionais implementan as modificacións en cuestión de días, non de semanas.
Protección da Propiedade Intelectual varía dramaticamente segundo a xurisdición. A mecanización en offshore require transferir ficheiros de deseño a través de redes internacionais, introducindo puntos vulnerables. Segundo especialistas en protección da propiedade intelectual, os datos poden ser interceptados, duplicados ou utilizados sen autorización, especialmente en rexións con aplicación laxa dos dereitos de propiedade intelectual. A fabricación nacional ofrece unha maior garantía contra a duplicación non autorizada, preservando a vantaxe competitiva.
Consideracións de custo requiren unha análise matizada. As opcións en offshore poden amosar prezos máis baixos por unidade, pero o custo total de chegada conta toda a historia. Inclúanse os custos de transporte, dereitos aduaneiros, inspección de calidade, inventario de seguridade para prazos de entrega máis longos e posibles custos de retraballo. Segundo analistas de custos de fabricación, estes custos ocultos poden erosionar gran parte, se non todos, dos aforros aparentes derivados da subcontratación en offshore.
A elección entre fabricación nacional e fabricación no exterior depende, en última instancia, das necesidades específicas do seu produto, da sensibilidade da aplicación e do nivel de supervisión requirido. Os requisitos de precisión, as restricións de prazo de entrega, a protección da propiedade intelectual e os estándares de conformidade desempeñan un papel fundamental na selección da aproximación axeitada.
Cun marco claro para avaliar aos fabricantes, o seu seguinte paso consiste en preparar a documentación que permite obter orzamentos precisos e a execución eficiente do proxecto: a arte frecuentemente pasada por alto de elaborar paquetes profesionais de solicitude de orzamento (RFQ).
Preparar a súa solicitude de orzamento como un profesional
Identificou fabricantes prometedores e comprende o que distingue aos fornecedores competentes dos impostores. Agora chega un paso que moitos compradores realizan apresuradamente —e polo que pagan máis tarde con atrasos, novas solicitudes de orzamento e comunicacións frustrantes de ida e volta. O seu paquete de solicitude de orzamento (RFQ) é, esencialmente, a súa primeira impresión, e determina directamente a velocidade e a precisión coas que os fabricantes poden responder.
Aquí está o segredo interno: unha presentación completa da solicitude de orzamento (RFQ) pode dar lugar a comentarios de DFM no mesmo día e a prezos fiables. ¿Falta información? Espere retrasos no cronograma, orzamentos inflados para cubrir incertezas e riscos na planificación do proceso. Segundo especialistas en fabricación de precisión , as solicitudes de orzamento incompletas xeran unha vaia cara e custosa que retarda os proxectos antes mesmo de comezar.
Preparar a súa RFQ para obter orzamentos máis rápidos e precisos
Imaxine o seu paquete de RFQ como un documento completo de instrucións. Canto máis exhaustiva sexa a súa presentación, máis precisa será a resposta. Cando a fabricación de pezas personalizadas require especificacións exactas, a adiviñação introduce erros que se acumulan ao longo da produción.
Antes de contactar con calquera fabricante, recolle estes elementos esenciais:
- Ficheiros CAD e debuxos técnicos: Proporcione tanto modelos 3D (formato STEP ou IGES) como PDF en 2D. Segundo Expertos en mecanizado CNC , moitos compradores cometen o erro de incluír só o ficheiro STEP. O PDF contén indicacións críticas sobre tolerancias, materiais, tratamento térmico, acabado superficial e requisitos de acabamento que fan posíbel unha cotización precisa.
- Especificacións do material: Especifique as calidades exactas — «6061-T6» en vez de simplemente «aluminio». Segundo especialistas en fabricación, «acero inoxidable» sen indicación dunha calidade concreta dá lugar a datos de corte e custos moi distintos, o que obriga aos fornecedores a incrementar os prezos por incerteza.
- Requisitos de tolerancia: Indique as dimensións críticas xunto coas súas variacións permitidas. Inclúa especificacións de GD&T (Geometric Dimensioning and Tolerancing) cando sexa aplicable. Destaque características de risco, como paredes finas, bolsas profundas, roscas longas ou raios pequenos, que requiren atención especial.
- Necesidades de cantidade: Especifique se se trata dun prototipo, dun lote pequeno ou dunha produción en serie. Inclúa as cantidades por pedido e as previsións de consumo anual. Esta información determina as decisións sobre utillaxes, os prezos por lote e a planificación.
- Requisitos de acabado superficial: Indique os obxectivos de rugosidade superficial (Ra 1,6, Ra 3,2, etc.) e os acabados secundarios: tipo e cor da anodización, película química, pasivación, granallado ou electrobrillantado. Identifique as zonas superficiais funcionais fronte ás cosmeticas.
- Operacións Secundarias: Enumere os tratamentos térmicos, galvanizados, revestimentos, montaxe ou outros procesos posteriores ao mecanizado necesarios. Inclúa as especificacións das roscas co sistema, clase e profundidade (M6x1,0-6H, 12 mm de profundidade).
- Cronograma de entrega: Indique as datas previstas de envío ou ventás temporais aceptables. Evite termos vagos como «o antes posible»; proporcione datas específicas ou intervalos que permitan elaborar unha programación realista.
- Parámetros orzamentarios: Aunque non sempre se comparten desde o principio, indicar as gamas orzamentarias axuda aos fabricantes a suxerir alternativas máis económicas cando as súas especificacións permiten certa flexibilidade.
Información que os fabricantes necesitan de vostede
Máis aló da lista de comprobación, comprender o que os fabricantes fan realmente coa súa información axuda a proporcionala de maneira máis eficaz. Cando as pezas mecanizadas necesarias para o seu proxecto chegan á mesa de cotización, os enxeñeiros avalían varios factores de forma simultánea.
O control de revisións é fundamental. Segundo especialistas na preparación de solicitudes de orzamento (RFQ), un dos resultados máis desalentadores ocorre cando os produtos chegan fabricados segundo unha revisión antiga do debuxo, o que os fai completamente inútiles. Cada cambio require un novo número de revisión, e debe facer referencia a esa revisión e verificala co fabricante en cada pedido.
O contexto acelera a comprensión. Comparta esbozos de montaxe, explique a función da peza, identifique os compoñentes con os que se acopla e comunique as súas prioridades e compensacións entre custo e prazo de entrega. Enxeñeiros con décadas de experiencia poden detectar fallos de deseño ou riscos de fabricación que vostede podería pasar por alto — pero só se entenden a súa aplicación.
Os requisitos de inspección afectan ao prazo e ao custo. Indique se necesita unha inspección do primeiro artigo (FAI), unha inspección ao 100 % ou unha mostra segundo o nivel de calidade aceptable (AQL). Indique a documentación requirida: informes dimensionais, datos de MMC, certificados de material, conformidade con RoHS/REACH ou paquetes PPAP. Segundo os especialistas en calidade, a FAI e a inspección mediante MMC adoitan engadir entre 0,5 e 2 días, dependendo do número de pezas e da súa complexidade.
Erros comúns que atrasan os proxectos de pezas personalizadas mecanizadas por CNC:
- Enviar só debuxos 2D sen ficheiros STEP: a verificación de acceso e o planeamento das trayectorias de ferramenta ralentízanse considerablemente
- Omitir unidades ou tolerancias: isto leva a suposicións por defecto que poden non coincidir co seu obxectivo
- Especificar «anodizado» sen indicar o tipo ou a cor: isto provoca incertidume sobre os ciclos de subcontratación e os requisitos de recuperación dimensional
- Falta de información sobre o sistema de roscas, a clase ou a profundidade: isto incrementa o risco de retraballo
- Non especificar a cantidade: isto impide o planeamento de utillaxes ou o cálculo de descontos por lote
- Indicar tolerancias excesivamente estrictas en características non críticas: isto incrementa os custos sen aportar beneficios funcionais
Segundo os expertos en comunicación industrial, o seu paquete de solicitude de cotización (RFQ) debe incluír suficiente detalle para que calquera fabricante que siga as especificacións poida fabricar o produto de forma idéntica. Como se comunica claramente a intención de deseño? Mediante documentación completa e exenta de ambigüedades que non deixe nada á interpretación.
Cando o seu paquete de solicitude de cotización (RFQ) está debidamente preparado, comprender os factores que determinan os prezos axúdalle a interpretar as ofertas de forma intelixente e a identificar oportunidades de optimización de custos —o tema que exploraremos a continuación.
Factores de prezo e expectativas de prazos
Enviou un paquete de solicitude de cotización (RFQ) completo a varios fabricantes. Agora chegan as ofertas —e as variacións de prezo resultan sorprendentes. Un fornecedor ofrece 45 $ por peza, mentres que outro ofrece 120 $ por especificacións aparentemente idénticas. Que está ocorrendo aquí? Comprender os factores que inflúen nos custos da fresadora CNC transformaralle dun comprador confuso nun negociador informado.
Isto é o que a maioría dos compradores nunca aprende: os prezos non son arbitrarios. Cada dólar dunha cita CNC remóntase a factores concretos de custo que, con frecuencia, vostede pode influír mediante decisións intelixentes de deseño e especificacións estratéxicas. Descifraremos agora qué determina realmente os custos do seu proxecto.
Que é o que realmente determina os custos do fresado CNC
Cando os fabricantes cotizan as súas pezas mecanizadas, avalían múltiples factores interconectados. Segundo análise de custos do sector , o tipo de material, a complexidade do deseño, o tempo de mecanizado e os requisitos de acabado desempeñan todos un papel importante na cita final. Comprender cada elemento axuda a identificar onde existe flexibilidade — e onde os custos son inalterables.
| Factor de custo | Nivel de impacto | Que o inflúe | Control do comprador |
|---|---|---|---|
| Custo do material | Media a Alta | Tipo de material, especificación de grao, dispoñibilidade de existencias, porcentaxe de desperdicio durante o mecanizado | Alto — a selección do material afecta directamente os custos básicos |
| Complexidade da peca | Alto | Número de características, xeometrías complexas, mecanizado de múltiples superficies, requisitos de ferramentas especializadas | Medio — a simplificación do deseño reduce o tempo de programación e mecanizado |
| Requisitos de Tolerancia | Alto | Especificacións de precisión, intensidade de inspección, velocidades de mecanizado máis lentas para tolerancias estreitas | Alta—aplicando tolerancias estreitas só onde sexa funcionalmente necesario |
| Acabado superficial | Medio | Valores de rugosidade requiridos, operacións secundarias de acabado, tratamentos especializados | Media—distinguir entre superficies cosméticas e funcionais |
| Volume de pedido | Moi Alto | Amortización do montaxe, xustificación do investimento en ferramentas, descontos por volume de material | Alta—as decisións sobre cantidades afectan dramaticamente o prezo por unidade |
| Operacións Secundarias | Media a Alta | Tratamento térmico, chapado, recubrimentos, montaxe, manipulación adicional e coordinación con subcontratistas | Media—consolidar operacións ou axustar especificacións |
| Urxencia do prazo de entrega | Medio | Taxas por execución acelerada, aprovisionamento acelerado de materiais, sobretempo, interrupción do cronograma | Alta—a planificación anticipada elimina os cargos premium |
Custes de Material establecer a súa base de prezos. Segundo especialistas en custos de mecanizado, materiais como o aluminio e o acero doce son xeralmente menos caros, mentres que o acero inoxidábel, o titano e as aleacións exóticas poden aumentar significativamente os custos. Ademais, a mecanizabilidade afecta á velocidade á que as ferramentas cortan o material: os metais máis duros requiren avances máis lentos e provocan un maior desgaste das ferramentas, o que engade custos indirectos.
Complexidade da peca impulsa o tempo de mecanizado, que representa un dos compoñentes de custo máis importantes. As xeometrías complexas, as tolerancias estreitas e o mecanizado de múltiples superficies requiren máis tempo de programación e mecanizado. Segundo a investigación sobre os custos de prototipado CNC, a complexidade do deseño pode aumentar o tempo de mecanizado entre un 30 % e un 50 %, afectando directamente á súa factura final. As pezas que requiren a eliminación do 80 % ou máis do material en bruto tamén supoñen custos superiores debido ao maior tempo de mecanizado e ao incremento do desgaste das ferramentas.
Requisitos de Tolerancia crean impactos exponenciais nos custos. Segundo analistas de fabricación de precisión, tolerancias estreitas de ±0,001" poden cuadruplicar os custos en comparación coas tolerancias estándar de ±0,005". Cada peza mecanizada que require dimensións ultra-precisas demanda velocidades máis lentas, ferramentas especializadas e inspección adicional, todo o cal se suma á súa factura.
Precios por volume e economía dos prototipos
Quizais ningún factor afecte de maneira máis drástica o prezo por unidade que a cantidade do pedido. Comprender esta relación axuda a tomar decisións estratéxicas sobre tiradas de prototipos fronte a cantidades de produción.
Considere este escenario procedente da investigación sobre economía da fabricación: un único prototipo podería custar 500 $, mentres que pedir 10 unidades reduce o prezo por peza a aproximadamente 300 $ cada unha. Para tiradas máis grandes de 50 ou máis unidades, os custos poden diminuír ata un 60 %, reducindo o prezo por unidade a uns 120 $, mantendo ao mesmo tempo a mesma calidade e especificacións.
¿Por que diferenzas tan drásticas? A economía desglosase en custos fixos e variables:
- Costos fixos permanecen constantes independentemente da cantidade: programación, preparación CAD/CAM, creación de dispositivos de suxección e configuración. Estes gastos únicos, que adoitan oscilar entre 200 $ e 500 $, repártense entre a cantidade do seu pedido. Unha única peza absorbe a totalidade desa cantidade; cincuenta pezas soportan cada unha unha fracción.
- Costos variables escalan coa cantidade: material, tempo de mecanizado por peza e inspección. Estes benefíciase das ganancias de eficiencia ao optimizaren os operarios os procesos durante series máis longas.
- Descontos no material aplicanse en volumes máis altos. Segundo especialistas en adquisición de materiais, a compra en grandes cantidades adoita cualificar para descontos do 10 % ao 25 %, reducindo así os custos por unidade.
Aplicación Práctica: Se está desenvolvendo novos compoñentes mecanizados por CNC e necesita prototipos para probas, considere pedir 3-5 unidades en vez dunha mostra individual. Obterá redundancia para probas destructivas e reducirá significativamente o investimento por unidade. O custo marginal de prototipos adicionais é moito menor ca o de pedilos individualmente máis adiante.
Redución de custos mediante o deseño para a fabricación
Aquí é onde os compradores informados obtén vantaxes significativas. Fabricar pezas de máquinas de forma eficiente require deseños optimizados para procesos CNC — e pequenos cambios poden dar lugar a aforros substanciais sen comprometer a funcionalidade.
Segundo especialistas en DFM, varios principios de deseño reducen directamente os custos de fabricación:
Evite furos e bolsas profundas. Estas características causan problemas que afectan o acabado e a precisión, podendo provocar a rotura das ferramentas. Con frecuencia, requiren múltiples pasadas para ser mecanizadas correctamente, o que aumenta o tempo de mecanizado e, por tanto, o custo da peza.
Minimice as esquinas internas agudas. As fresas de extremo CNC son circulares e deixan radios nas esquinas internas. As esquinas internas agudas requiren ferramentas especializadas ou operacións secundarias como a erosión por descarga eléctrica (EDM), o que incrementa considerablemente os custos. Opte por chafláns internos que coincidan co diámetro estándar das ferramentas.
Manteña un grosor de parede adecuado. As paredes finas son propensas a vibracións durante o mecanizado, o que reduce a precisión alcanzable e pode provocar pezas defectuosas. Seguir as directrices sobre o grosor mínimo das paredes garante a integridade estrutural e a capacidade de fabricación.
Escolla chanfros en lugar de redondeados nas arestas externas. Os redondeados externos xeralmente requiren máis tempo de máquina e ferramentas especiais. Os chanfros cumpren obxectivos funcionais similares — desbarbado, seguridade e estética — a un custo inferior.
Especifique só as tolerancias necesarias. De acordo co expertos en optimización do mecanizado , se a precisión non é absolutamente esencial para a súa peza, manterse nas tolerancias xerais como a ISO 2768 sempre que sexa posible evita aumentar innecesariamente os custos.
Factores que afectan o prazo de entrega e expectativas realistas
Ademais do prezo, as expectativas sobre o prazo de entrega adoitan sorprender aos compradores que non están familiarizados coas realidades da fabricación. Varios factores determinan con que rapidez pasan os seus compoñentes mecanizados do pedido ao envío.
Dispoñibilidade de Máquinas afecta directamente a programación. Os equipos populares — máquinas de 5 eixos, fresadoras de gran volume — poden ter tempos de espera que se estenden durante semanas. As pezas máis sinxelas que se fabrican en equipos de 3 eixos adoitan programarse máis rapidamente.
Fontes de Materiais poden estender significativamente os prazos. As calidades máis comúns, como o aluminio 6061 ou o acero inoxidable 304, están dispoñibles localmente. As aleacións exóticas, as condicións específicas de tratamento térmico ou as calidades aeroespaciais certificadas poden requerir pedidos á fábrica con prazos de entrega de 4 a 8 semanas.
Requisitos de Acabado engaden días de procesamento. Segundo especialistas en acabados superficiais, os acabados «tal como se maquinan» non engaden tempo adicional, mentres que os tratamentos básicos, como o chorreo de vidro, engaden 1-2 días. Os acabados premium, como a anodización, aumentan os prazos de entrega en 3-5 días, e os revestimentos especializados poden require a coordinación dun fornecedor externo, engadindo unha semana ou máis.
Pedidos urgentes son posibles, pero caros. A aceleración do proceso require que os fabricantes reorganizen os seus horarios, adquiran materiais máis rápido e, posiblemente, traballen horas extra, todo isto a tarifas premium. Segundo especialistas en custos do sector, a urxencia nos prazos de entrega engade custos mediante fresado en horas extra, pedidos acelerados de materiais e colocación en prioridade, normalmente con unha sobrecarga do 25-50 % sobre os prazos estándar.
¿Cal é a aproximación máis económica? Planificar con antelación. Os prazos de fabricación de pezas volvense previsíbeis cando se comunican horarios precisos, se evitan os cambios de última hora e se inclúe tempo de reserva para imprevistos. Os fabricantes recompensan aos clientes previsíbeis con mellor prezo e atención prioritaria cando xorden emerxencias reais.
Unha vez comprendidos os factores que afectan ao prezo, a seguinte consideración implica os requisitos específicos do sector: as normas e certificacións especializadas que definen a fabricación para aplicacións automotrices, aeroespaciais e médicas.

Requisitos específicos do sector para automoción, aeroespacial e médico
Xa dominas os factores de prezo e as expectativas sobre os prazos de entrega. Pero isto é o que distingue aos compradores que teñen éxito dos que se atopan con sorpresas onerosas: comprender que distintos sectores requiren enfoques de fabricación fundamentalmente diferentes. Un fabricante de pezas mecanizadas que serve á cadea de subministro do sector automobilístico opera baixo restricións completamente distintas das dun fabricante de compoñentes aeroespaciais ou dispositivos médicos.
Estas non son variacións sutís, senón ecosistemas distintos con certificacións únicas, requisitos de documentación específicos e protocolos de control de calidade propios. As empresas que fabrican pezas metálicas personalizadas para sectores regulados invisten moito en capacidades especializadas que as talleres mecánicas xerais simplemente non posúen. Examinemos o que cada sector principal demanda dos seus socios fabricantes.
Requisitos de fabricación no sector automobilístico
A industria automobilística representa un dos entornos máis exigentes para a produción de pezas mecanizadas mediante CNC. As expectativas de volume chegan a miles ou millóns de compoñentes idénticos, todos requirindo unha consistencia perfecta. Unha soa peza defectuosa pode desencadear retiros que afecten a centenares de miles de vehículos, con enormes consecuencias financeiras e reputacionais.
Segundo especialistas en certificacións do sector, a IATF 16949 é o estándar global para a xestión da calidade no sector automobilístico, combinando os principios da ISO 9001 coas requirimentos específicos do sector para a mellora continua, a prevención de defectos e unha supervisión rigorosa dos fornecedores. Esta certificación non é opcional para fornecedores automobilísticos serios: é o billete de entrada para traballar con importantes fabricantes de equipos orixinais (OEM).
Os requisitos clave para as pezas mecanizadas mediante CNC para automoción inclúen:
- Certificación IATF 16949: Demostra unha xestión sistemática da calidade aliñada coas expectativas do sector automobilístico, incluídos os procesos de aprobación de pezas de produción (PPAP)
- Control Estatístico do Proceso (CEP): Vixilancia en tempo real das dimensións críticas durante as series de produción para detectar variacións antes de que se convertan en defectos
- Consistencia en altos volumes: Capacidade de producir millares de produtos mecanizados de precisión idénticos con variación mínima entre a primeira e a última peza
- Enfoque na Prevención de Defectos: Sistemas de calidade proactivos, en lugar de inspección reactiva: detección de problemas antes de que ocorran
- Trazabilidade completa: Certificacións de materiais, rexistros de procesos e documentación de inspección que vinculan cada compoñente coa súa historia de produción
- Escalabilidade rápida: Capacidade de pasar de cantidades de prototipos a volumes de produción completos sen degradación da calidade
Para os compradores que adquiren compoñentes automotrices, asociarse con fabricantes certificados marca a diferenza entre unha produción fluída e interrupcións onerosas. Shaoyi Metal Technology por exemplo, posúe a certificación IATF 16949 e aplica procesos estritos de control estatístico de procesos (SPC), o que lles permite entregar compoñentes de alta tolerancia para montaxes complexas de chasis e casquillos metálicos personalizados, escalando sen problemas desde a prototipaxe rápida ata a produción en masa. Os seus prazos de entrega tan rápidos como un día laborable para necesidades urxentes demostran a capacidade de resposta que requiren as cadeas de subministro do sector automobilístico.
Requisitos de fabricación para o sector aeroespacial
Cando os compoñentes voan a 35 000 pés transportando centos de pasaxeiros, o fallo non é unha opción. A fabricación aeroespacial exixe os estándares de calidade máis rigorosos de calquera industria. Segundo expertos en certificación aeroespacial, a norma AS9100 baséase na ISO 9001 e introduce requisitos adicionais específicos para o sector aeroespacial, facendo especial énfase na xestión de riscos, na documentación estrita e no control da integridade do produto ao longo de cadeas de subministro complexas.
Que fai que a fabricación aeroespacial sexa distinta da produción de outros compoñentes mecanizados de precisión?
- Certificación AS9100D: A norma específica de xestión da calidade para o sector aeroespacial que amplía a ISO 9001 con controles adicionais para a xestión de configuración, a prevención de pezas falsificadas e os requisitos de seguridade
- Acreditación Nadcap: Segundo especialistas en procesos especiais, o NADCAP centrase na acreditación de procesos especiais críticos para a fabricación aeroespacial e de defensa, incluíndo o tratamento térmico, o procesamento químico e as probas non destructivas
- Trazabilidade completa dos materiais: De acordo co Expertos na implantación da AS9100 , os requisitos de trazabilidade inclúen a identificación ao longo de toda a vida do produto, coñecer todos os produtos fabricados a partir dun lote de material e a capacidade de recuperar o rexistro secuencial dun produto ao longo da súa fabricación, montaxe, probas e inspección
- Xestión de configuración: Coñecer exactamente qué pezas, procesos, materiais e revisións se empregaron en cada produto para comparalos coa configuración deseñada
- Control dos medios de aceptación: As estampas, contrasinais ou sinaturas electrónicas que indiquen quen realizou unha tarefa ou aceptou unha medición deben controlarse para garantir a autorización adecuada
- Planificación da Calidade Baseada no Risco: Identificación e mitigación sistemáticas dos modos de fallo potenciais antes do inicio da produción
As consecuencias dunha trazabilidade aeroespacial inadecuada son graves. Segundo especialistas en trazabilidade, se se descobre que unha determinada peza é defectuosa e causa un incidente aéreo, os fabricantes deben identificar qué pezas de outros avións poderían verse afectadas — chegando ata os materiais primarios empregados en cada peza individual. Sen unha trazabilidade adecuada, as empresas poden verse obrigadas a substituír todos os produtos cuestionables simplemente porque non saben con certeza qué unidades son sospeitosas.
Calquera fabricante de pezas torneadas CNC que preste servizos ao sector aeroespacial debe demostrar estas capacidades mediante procesos documentados e auditorías de terceiros. Se a súa aplicación implica compoñentes críticos para o voo, verifique a certificación AS9100D antes de iniciar calquera relación con fornecedores.
Requisitos de fabricación de dispositivos médicos
Os dispositivos médicos afectan directamente a seguridade dos pacientes—o que fai que os requisitos deste sector sexan especialmente rigorosos. Segundo expertos en certificación médica, a norma ISO 13485 é o estándar definitivo de xestión da calidade neste ámbito, establecendo controles estritos sobre o deseño, a fabricación, a trazabilidade e a mitigación de riscos.
Requisitos críticos para produtos mecanizados con precisión médica inclúen:
- Certificación ISO 13485: O sistema especializado de xestión da calidade para a fabricación de dispositivos médicos, que garante o cumprimento da regulamentación e a seguridade dos pacientes
- Cumprimento da norma FDA 21 CFR Parte 820: A regulación sobre sistemas de calidade que rexe o deseño, a fabricación e o seguimento de dispositivos vendidos nos Estados Unidos
- Xestión integral de riscos: Identificación e mitigación sistemáticas dos riscos que poidan afectar á seguridade ou eficacia do dispositivo
- Trazabilidade completa do produto: Capacidade de rastrexar cada compoñente ao longo de toda a súa historia de fabricación para a xestión de retiros do mercado
- Xestión eficaz de reclamacións: Procesos documentados para investigar e resolver as preocupacións sobre a calidade
- Capacidades de sala limpa: Ambientes de fabricación libres de contaminación para compoñentes sensibles
O requisito da sala limpa merece atención especial. Segundo os especialistas en fabricación en salas limpas, os compoñentes das industrias altamente reguladas requiren montaxe de precisión en ambientes libres de contaminantes para cumprir as normas adecuadas. A montaxe de dispositivos médicos e os servizos de kitting realizados por técnicos cualificados garanten que as pezas mecanizadas a medida cumpran rigorosos estándares de calidade.
Ambientes especializados para industrias críticas
Máis aló das certificacións, certas aplicacións requiren ambientes de fabricación que a maioría dos talleres mecánicos simplemente non poden proporcionar. As instalacións de salas limpas representan a capacidade especializada máis significativa para aplicacións no sector dos semicondutores e o sector médico.
Segundo os especialistas en compoñentes de precisión, as salas limpas de clase ISO 7 cumpren a normativa do sistema de calidade da FDA e os requisitos da certificación ISO 13485:2016. Estes ambientes controlados apoian varios métodos de montaxe e acabado, incluídos:
- Limpieza ultrasónica despiróxena para a eliminación de contaminantes
- Unión por disolvente e adhesivo en condicións sen partículas
- Soldadura ultrasónica e láser con control de precisión
- Perforación, corte e marcado láser para a trazabilidade médica
- Ensaio e validación, incluídos os ensaios de rotura, decaemento de presión e de tracción
Os dispositivos e equipos médicos requiren precisión desde o deseño ata a produción e o montaxe con control de calidade. Segundo expertos en fabricación médica, os procesos deben priorizar un estrito control de calidade, coñecendo que erros na maquinaria, no montaxe ou na entrega poden ter consecuencias críticas para os usuarios finais.
Os compoñentes aeroespaciais tamén se benefician de ambientes controlados. Con frecuencia úsanse en aplicacións que experimentan altas velocidades e tensións, polo que os compoñentes aeroespaciais dependen dun fabricación e montaxe precisos, onde o máis pequeno defecto pode ter consecuencias catastróficas. As capacidades para termopares, compoñentes de satélites e equipos de xeración de osíxeno requiren todos un manexo especializado máis aló dos entornos estándar de talleres mecánicos.
Consideracións do sector da defensa
A fresadora CNC relacionada coa defensa introduce capas reguladoras adicionais. Segundo especialistas en conformidade na defensa, a fabricación para a defensa cae baixo a xurisdición das Regulacións Internacionais sobre o Tráfico de Armas (ITAR), que controlan estritamente a manipulación de datos técnicos e compoñentes sensibles. O cumprimento destas normas require un estado de rexistro co Departamento de Estado dos Estados Unidos e protocolos de seguridade da información.
Os contratistas da defensa normalmente necesitan certificacións ISO 9001 ou AS9100 combinadas co rexistro ITAR para demostrar tanto a capacidade de calidade como o cumprimento dos requisitos de seguridade nacional. Estes requisitos combinados axudan a garantir aos clientes do goberno as capacidades técnicas dunha instalación e a súa capacidade para protexer información sensible.
Ao adquirir pezas mecanizadas mediante CNC para industrias reguladas, a verificación das certificacións non é opcional: é esencial. Solicite as certificacións actuais, confirme que o seu alcance abarca os seus requisitos específicos e verifique a experiencia do fornecedor cos requisitos únicos de documentación e rastrexabilidade da súa industria.
Comprender estes requisitos específicos do sector permíteche formular as preguntas adecuadas e identificar fabricantes verdadeiramente capaces de satisfacer as túas necesidades. A última peza do puzzle implica construír relacións duradeiras con fornecedores que ofrezan resultados consistentes ao longo do tempo — e evitar os erros comúns que desvían as parcerías na fabricación.
Evitando Erros e Construíndo Relacións Fortes con Fabricantes
Xa navegou na selección de materiais, compreendeu os factores que afectan os prezos e identificou os requisitos específicos do sector. Agora chega a comprensión que separa aos compradores que prosperan daqueles que constantemente buscan novos fornecedores: construír parcerías duradeiras con fabricantes de pezas para máquinas CNC require máis ca atopar instalacións competentes. Requírese evitar erros comúns que sabotexan as relacións antes de que maduren — e aplicar prácticas de colaboración que transformen a adquisición meramente transaccional nunha parcería estratéxica.
Isto é o que entenden os profesionais experimentados en adquisicións: o custo real de cambiar de fornecedor supera con creces as aparentes estalas obtidas ao perseguir orzamentos máis baixos. Segundo especialistas en parcerías industriais, as relacións a longo prazo permiten que ambas as partes se alíñen en torno a obxectivos comúns, desenvolvan unha comprensión mutua profunda, reduzan as costosas incomunicacións e colaboren de forma proactiva para resolver retos de enxeñaría complexos. Exploraremos como construír estas relacións valiosas, comezando polos erros que debes evitar.
Erros comúns que descarrilan proxectos industriais
Incluso os compradores experimentados caen en trampas que danan as relacións coas empresas fornecedoras e aumentan os custos dos proxectos. Recoñecer estas armadillas antes de que ocorran evítache ter que aprender leccións caras do xeito máis difícil.
- Especificacións pouco claras: Presentar planos incompletos, omitir indicacións de tolerancias ou formular requisitos de materiais de maneira vaga obriga aos fabricantes a facer suposicións. Segundo Especialistas en mecanizado CNC manter o deseño simple e as especificacións claras evita tempo extra de execución e mecanizado innecesario que incrementa os custos sen aportar valor. A ambigüidade xera erros — e disputas sobre quen é o responsable.
- Prazos irreais: Exixir entregas de emerxencia sen comprender as realidades da fabricación deteriora as relacións e encarece os custos. As pezas mecánicas personalizadas requiren programación, preparación, mecanizado e inspección — procesos que non se poden comprimir arbitrariamente sen consecuencias para a calidade.
- Comunicación deficiente: Desaparecer despois de facer os pedidos e volver a aparecer con cambios urxentes crea caos. As parcerías sólidas requiren implicación constante, respostas rápidas ás preguntas e notificacións proactivas sobre cambios nos requisitos.
- Ignorar os comentarios sobre DFM: Cando fabricantes experimentados suxiren modificacións no deseño para mellorar a fabricabilidade, ignorar as súas recomendacións supón un desperdicio de experiencia valiosa. Segundo os expertos en optimización de deseños, características como esquinas internas pequenas, paredes altas e estreitas ou textos en relieve aumentan significativamente o custo e o tempo de mecanizado. Os fabricantes que ofrecen consellos sobre a fabricabilidade están intentando axudarlle a aforrar diñeiro: escúteos.
- Cambiar frecuentemente de fornecedores: Buscar constantemente a oferta máis barata impide que calquera fornecedor coñeza as súas preferencias, os seus estándares de calidade e os seus patróns de comunicación. Cada nova relación require reconstruír coñecementos institucionais que os socios experimentados xa posúen.
Estes erros teñen un elemento común: tratan a fabricación como unha transacción de produtos básicos en vez dunha relación colaborativa. Os compoñentes para máquinas CNC requiren precisión, experiencia e atención aos detalles: cualidades que florecen nas parcerías estables e se deterioran baixo prácticas adquiridoras adversariais.
Construír unha parcería fiable con fornecedores
Transformar as relacións coas empresas fornecedoras dunha base transaccional a unha base estratéxica require un esforzo intencionado por parte de ambas as partes. Aquí tes como os compradores exitosos cultivan parcerías que ofrecen resultados consistentes ano tras ano.
Estabelecer ritmos regulares de comunicación. Segundo os expertos en desenvolvemento de parcerías, designar contactos dedicados por ambas as partes simplifica a coordinación. Programa horarios fixos para actualizacións de proxectos, revisións de deseños e demostracións de traballo en curso. Utiliza plataformas en nube para a colaboración para compartir ficheiros e datos de forma instantánea.
Crear bucles de retroalimentación significativos. Non esperes a que aparezan problemas: comparte proactivamente as observacións sobre o rendemento. Cando as pezas fabricadas á medida superan as expectativas, dilo. Cando xurran problemas, abórdaos de forma construtiva e non acusatoria. Segundo os especialistas en relacións con fornecedores, cultivar un entorno no que os desafíos se informen prontamente e se resolvan de maneira construtiva constrúe unha confianza que se fortalece co tempo.
Ofrecer previsións precisas de volume. Os fabricantes planifican a capacidade, programan o equipamento e aprovisionan materiais baseándose nas previsións dos clientes. Compartir estimacións realistas do consumo anual —incluso intervalos aproximados— axuda ao seu fornecedor de compoñentes CNC a prepararse para as súas necesidades. Os picos repentinos de demanda convértense en xestionables cando os socios os anticipe xuntos.
Involucrar aos fornecedores dende as fases iniciais do desenvolvemento. Segundo expertos en fabricación colaborativa, implicar ao seu socio de mecanizado CNC durante as fases de deseño e prototipado aproveita as súas percepcións sobre fabricación. A participación temprana dos fornecedores identifica posibles problemas de fabricabilidade e reduce as costosas reconfiguracións —transformando ao seu fornecedor nun recurso de deseño e non só nunha instalación de produción.
Adoptar xuntos a mellora continua. Programar revisións comerciais periódicas para avaliar as métricas de calidade, o rendemento na entrega e os obxectivos de custo. Segundo especialistas en sustentabilidade das parcerías, estas sesións identifican oportunidades de mellora, adaptanse a novas condicións de mercado e alíñan máis estreitamente os plans futuros de produción. Os talleres conxuntos e os foros de formación profundizan na comprensión técnica e fortalecen a colaboración.
Selección de parceiros para o crecemento a longo prazo
Para as empresas en expansión, os criterios de selección de fornecedores deberían ir máis aló das necesidades actuais e considerar tamén as capacidades futuras. O socio ideal de fabricación escala xunto coa súa empresa: manexa cantidades de prototipos hoxe e volumes de produción mañá sen deterioro da calidade nin sobrecarga na relación.
Busca fabricantes que amosen:
- Prazos de entrega rápidos para necesidades urxentes: Os parceiros capaces de entregar produtos mecanizados en tan só un día laborable para casos de urxencia ofrecen unha flexibilidade inestimable cando xorden oportunidades ou desafíos inesperados.
- Capacidade de produción escalable: As instalacións que transicionan suavemente desde a prototipaxe á produción en masa eliminan a interrupción de buscar novos fornecedores á medida que aumentan os vosos volumes
- Solucións integrais de mecanizado personalizadas: Os socios que ofrecen servizos completos —desde montaxes complexas ata compoñentes especializados— simplifican a vosa cadea de suministro e reducen a sobrecarga de coordinación
- Sistemas de calidade certificados: A certificación IATF 16949 e a implantación de SPC garanten a consistencia ao longo do aumento dos volumes de produción
Estas capacidades son especialmente importantes nas aplicacións automobilísticas, onde a fiabilidade da cadea de suministro afecta directamente aos plans de produción. Shaoyi Metal Technology exemplifica esta aproximación preparada para a colaboración: a súa instalación certificada segundo a norma IATF 16949 xestiona todo, desde montaxes complexas de chasis ata casquillos metálicos personalizados, con prazos de entrega tan rápidos como un día hábil para requisitos urxentes. Esta combinación de capacidade integral e servizo reaxionable crea as bases para relacións con fornecedores que se fortalecen á medida que crece o voso negocio.
As mellor relacións con fornecedores senten como extensións do seu propio equipo: socios que comprenden as súas prioridades, antecípen as súas necesidades e invisten no seu éxito porque o seu éxito depende do seu.
Construír estas relacións require paciencia, consistencia e respeito mutuo. As poucas economías a curto prazo derivadas de cambiar constantemente de fornecedor son insignificantes comparadas co valor a longo prazo de socios que coñecen intimamente as súas especificacións, detectan posibles problemas antes de que se convertan en incidencias e dan prioridade ás súas encomendas porque valoran a súa asociación. Invista en relacións con fabricantes capaces de pezas para máquinas CNC e descubrirá que o verdadeiro segredo dos expertos non é unha táctica intelixente de negociación: é o valor acumulado da confianza construída ao longo do tempo.
Preguntas frecuentes sobre fabricantes de pezas para máquinas CNC
1. Caes son as 7 pezas principais dunha máquina CNC?
Os sete compoñentes clave inclúen a Unidade de Control da Máquina (MCU), que actúa como o cerebro; os dispositivos de entrada para cargar programas; o sistema de accionamento para o control do movemento; as ferramentas de máquina para operacións de corte; os sistemas de realimentación para a supervisión da precisión; a bancada e a mesa para o soporte da peça de traballo; e os sistemas de refrigeración para xestionar o calor durante a mecanización. Comprender estes compoñentes axuda aos compradores a comunicarse de forma eficaz cos fabricantes sobre os requisitos de capacidade e a diagnosticar posibles problemas durante a produción.
2. Canto custa unha peza CNC personalizada?
Os custos das pezas personalizadas de CNC varían considerablemente segundo a súa complexidade, os materiais, as tolerancias e o volume. As pezas sinxelas en pequenas series suelen ter un prezo entre 10 $ e 50 $ por unidade, mentres que os compoñentes de precisión poden superar os 160 $ cada un en pedidos de baixo volume. Os principais factores que afectan o custo son a selección do material, a complexidade da peza, os requisitos de tolerancia, as especificacións do acabado superficial e a cantidade pedida. Os volumes máis altos reducen drasticamente o custo por unidade, xa que os gastos de preparación se amortizan ao repartilos entre un maior número de pezas.
3. Que empresa é a mellor para máquinas CNC?
O mellor fabricante de pezas para máquinas CNC depende dos seus requisitos específicos do sector e das necesidades da aplicación. Para aplicacións automotrices que requiren a certificación IATF 16949 e consistencia en volumes altos, fabricantes como Shaoyi Metal Technology ofrecen sistemas de calidade certificados con procesos SPC e prazos de entrega tan rápidos como un día laborable. As aplicacións aeroespaciais requiren fornecedores certificados AS9100D, mentres que a produción de dispositivos médicos exixe a certificación ISO 13485 con capacidades de sala limpa.
4. Que certificacións deben ter os fabricantes de pezas para máquinas CNC?
As certificacións esenciais dependen do seu sector. A ISO 9001:2015 serve como norma de calidade fundamental para a fabricación xeral. As cadeas de subministro automotriz requiren a certificación IATF 16949, que pon énfase na prevención de defectos e na redución da variabilidade. Os compoñentes aeroespaciais exixen a certificación AS9100D, con controles adicionais para a xestión de configuración e a rastrexabilidade de materiais. A fabricación de dispositivos médicos require a certificación ISO 13485, que garante o cumprimento dos requisitos rexulatorios e a seguridade dos pacientes.
5. Como preparo unha solicitude de orzamento (RFQ) eficaz para mecanizado CNC?
Un paquete completo de solicitude de cotización (RFQ) inclúe ficheiros CAD en formato STEP ou IGES, xunto con PDFs 2D con indicacións de tolerancias, especificacións exactas do grao do material, tolerancias das dimensións críticas con GD&T cando sexa aplicable, requisitos de cantidade, incluídas as previsións anuais de consumo, requisitos de acabado superficial que distingan entre áreas funcionais e cosmetolóxicas, especificacións das operacións secundarias, prazos de entrega realistas e parámetros orzamentarios cando sexa apropiado. As presentacións completas permiten obter cotizacións máis rápidas e precisas e prevén atrasos onerosos.