 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Escoller o Seu Agente Desmoldante para a Fundición en Molde de Aluminio

RESUMO
Os axentes de desmolde para fundición de aluminio en molde a presión son recubrimentos químicos esenciais que se aplican á superficie do molde antes de inxectar o metal fundido. Estes axentes, normalmente lubricantes base auga, forman unha barrera fundamental que evita que o aluminio quente se adhira ao molde de aceiro. Isto garante unha extracción sinxela da peza fundida, protexe o molde caro do desgaste e da soldadura, e mellora considerablemente o acabado superficial do produto final, aumentando así a eficiencia produtiva e reducindo as tasas de refugo.
Comprensión dos Axentes de Desmolde: Función e Importancia
No ambiente de alta presión e alta temperatura da fundición por inmersión de aluminio, a interacción entre o metal fundido e o molde de aceiro é un punto crítico de fracaso ou éxito. Un axente de liberación de moho, tamén coñecido como lubricante de matriz, é un composto especializado que se pulveriza na cavidade do molde antes de cada ciclo de fundición. O seu propósito principal é crear unha película de interfaz fina e estable que actúe como unha barreira física entre o molde e o aluminio fundido. Isto impide que os dous materiais se unan, un problema común coñecido como soldadura, que pode danar tanto a fonte como o molde. Sen un axente de liberación eficaz, a eyección de pezas faise difícil, o que leva a paradas de produción, un maior desgaste do molde e unha maior taxa de pezas defectuosas.
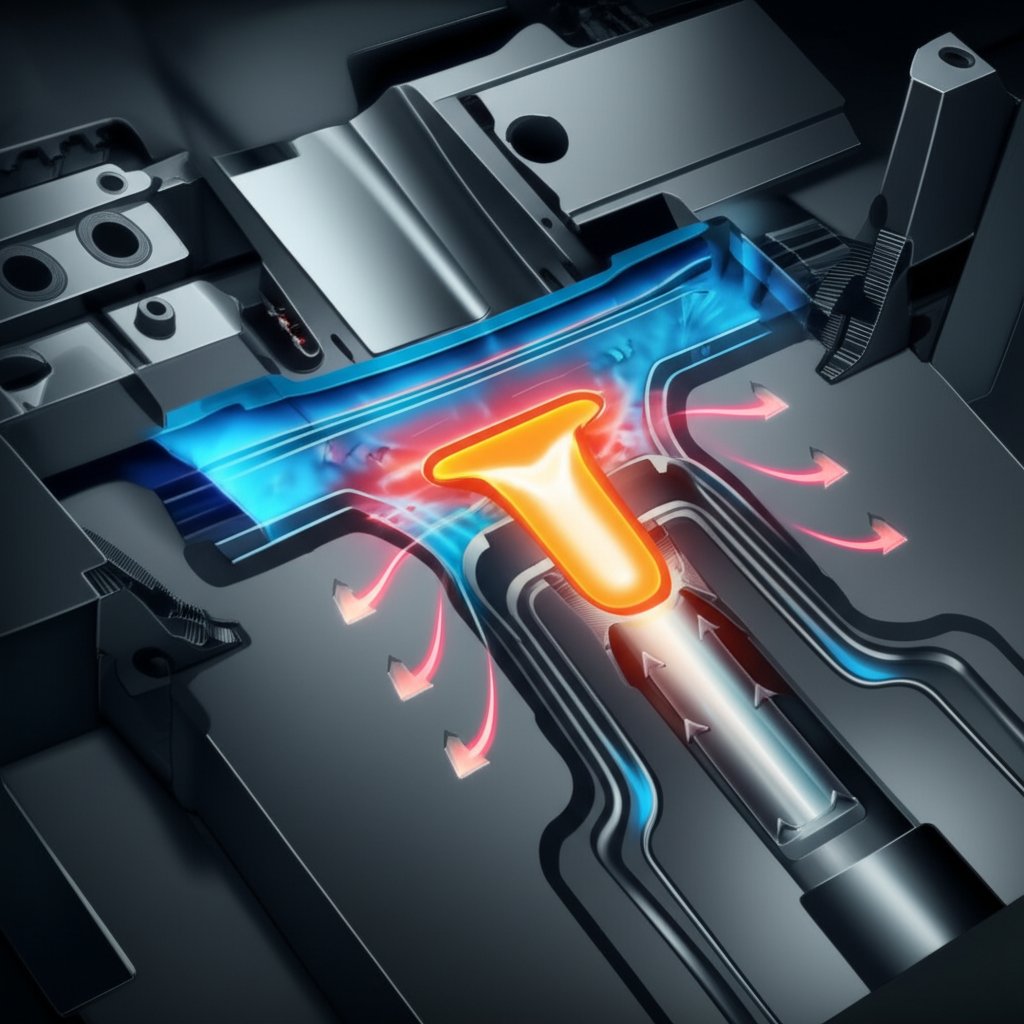
O mecanismo dun axente de liberación é sofisticado. Cando o líquido, normalmente baseado en auga, se espreita sobre a superficie quente do molde (moitas veces funcionando entre 150°C e 350°C), a auga evapórase case instantaneamente. Este proceso deixa tras de si unha capa uniforme e microfina de ingredientes activos—como ceras, polímeros, siliconas ou outros compoñentes patentados. Esta película duradeira debe soportar o intenso calor e presión do aluminio inxectado, proporcionando lubricación para facilitar o fluxo do metal dentro de cavidades complexas, ao tempo que garante que a peza acabada poida extraerse limpiamente do molde despois da soidificación. A calidade desta película inflúe directamente nos tempos de ciclo, na calidade das pezas e na eficiencia económica xeral da operación de fundición.
Non se pode subestimar a importancia de usar un axente de liberación de alta calidade e aplicado correctamente. Desempeña varias funcións vitais que son fundamentais nun proceso moderno de fundición por inxección. Tal como detallan recursos do sector como os Giesserei Lexikon , o axente adecuado contribúe a unha calidade uniforme do produto e prolonga a vida útil de moldes caros. As consecuencias do uso dun axente inadecuado inclúen soldadura, difícil desmoldado, defectos superficiais na fonte e fatiga acelerada do molde debido a choque térmico. As funcións clave dun axente de liberación de moho inclúen:
- Descarga de rendemento: Impedir que a parte de aluminio fundido se pegue ao molde, garantindo unha fácil e limpa eyección.
- Lubricación: Axudar o fluxo de metal fundido en seccións intrincadas da matriz, reducindo a porosidade e asegurando o recheo completo do molde.
- Protección contra mofo: Crear unha barreira que minimiza a soldadura e a erosión da superficie do molde, prolongando así a súa vida útil.
- Efecto de arrefriamento: Para os axentes a base de auga, a evaporación proporciona un efecto de arrefriamento controlado na superficie da matriz, axudando a xestionar o equilibrio térmico do molde.
- Mellora do acabado da superficie: Promover unha superficie máis lisa e brillante na parte fundida, o que pode reducir a necesidade de operacións de acabado secundarias.
Principais tipos de axentes de desmoldeo para fundición de aluminio
A selección dun axente de desmoldeo é unha decisión crítica, coa existencia de diferentes formulacións deseñadas para satisfacer necesidades específicas de produción para as ligazóns de aluminio. Os axentes máis comúns clasifícanse en categorías distintas, cada unha con propiedades, vantaxes e limitacións únicas. Comprender estes tipos é o primeiro paso cara a optimizar o proceso de fundición en moldes para mellorar o rendemento e a calidade.
Axentes baseados en auga son a opción máis habitual para a fundición en moldes de aluminio debido ás súas excelentes propiedades de refrigeración, seguridade ambiental e relación custo-eficacia. Son emulsións ou dispersións nas que os compoñentes lubrificantes activos (como ceras, siliconas ou polímeros) están mesturados con auga. Ao aplicarse no molde quente, a auga evapórase, deixando unha película lubrificante. Produtos como a Serie Nekote de Pyrotek contén partículas finas de grafito para mellorar a lubricación. Formulacións avanzadas baseadas en auga, como a ReleaSys™ HTX-D de Miller-Stephenson , están deseñados para fundicións de alta integridade, ofrecendo un desmoldeo superior cunha acumulación mínima, o que é crucial para pezas que requiren procesamento posterior ao moldeado.
Axentes baseados en silicona e sen silicona representan outra distinción importante. As emulsións de silicona proporcionan excelentes propiedades de desmoldeo e poden producir pezas cun acabado superficial brillante e atractivo. Son eficaces a altas temperaturas e ofrecen unha gran lubricación. Non obstante, a presenza de silicona pode interferir en operacións secundarias como pintura, recubrimento en pó ou unión adhesiva. Para aplicacións nas que o acabado posterior á fundición é crítico, Os axentes sen silicona son a solución preferida. Tal como destacan fabricantes como Meiya Chemical , estes axentes están formulados para proporcionar un desmoldeo efectivo sen deixar residuos de silicona, asegurando que os tratamentos superficiais subseguintes se adhieran correctamente. Isto fainos esenciais para moitos compoñentes automotrices e de electrónica de consumo.
A elección entre estes tipos principais supón un equilibrio entre rendemento, custo e requisitos do produto final. A continuación inclúese unha comparación para axudar a orientar o proceso de toma de decisións.
| Tipo de axente | Ventaxas | Desvantaxes | O mellor para |
|---|---|---|---|
| Baseada en auga | Enfriamento excelente, respectuoso co medio ambiente (baixos COV), non inflamable, rentable. | Pode causar choque térmico aos moldes se se aplica incorrectamente, require un control coidadoso da dilución. | Fundición en moldes de aluminio de uso xeral, produción en gran volume. |
| Base silícica | Desmoldeo e lubricación excelentes, proporciona un acabado superficial brillante, alta estabilidade térmica. | Pode interferir coa pintura, revestimento ou soldadura posteriores á fundición; pode provocar acumulación. | Pezas complexas nas que se desexa un acabado de alta calidade e non se requiren tratamentos superficiais secundarios. |
| Sen silicona | Permite unha adhesión excelente en operacións secundarias (pintura, chapado, unión), liberación neta. | Pode ofrecer lixeiramente menos lubricación que os axentes baseados en silicona; pode ser máis caro. | Pezas que requiren algún tipo de acabado superficial posterior ao moldeo, como compoñentes para automóbiles ou electrodomésticos de consumo. |
Como escoller o mellor axente desmoldante para a súa aplicación
Escoller o axente desmoldante óptimo non é unha decisión válida para todos os casos. O "mellor" axente é aquele que se adapta perfectamente aos parámetros específicos da súa operación de fundición por inxección. Unha aproximación sistemática á selección garante unha maior produtividade, menores taxas de refugo e maior duración do molde. Factores como a lingua que se está fundindo, a complexidade da peza e o acabado superficial desexado deben considerarse coidadosamente para acadar o resultado desexado. Como se indica nunha guía de OEForm , metais diferentes e condicións operativas diferentes requiren formulacións específicas.
Tomar unha decisión informada require avaliar varios factores operativos clave. Por exemplo, un compoñente automotriz grande e complexo terá requisitos de liberación diferentes que unha carcasa pequena e sinxela. Os compoñentes de alto rendemento, como os que se atopan nos vehículos modernos, adoitan precisar unha integridade superficial impecable para o procesamento posterior. Para aqueles de industrias relacionadas de alto rendemento, convén destacar que fornecedores como Shaoyi (Ningbo) Tecnoloxía do metal especialízanse en pezas automotrices deseñadas con precisión, onde a calidade de cada paso da produción, incluída a lubricación e a liberación, é fundamental. Isto subliña a importancia de combinar materiais e procesos para acadar produtos finais superiores.
Para navegar nesta elección complexa, considere os seguintes criterios:
- Composición da Aleación: Aínda que o foco está no aluminio, diferentes aleacións de aluminio (por exemplo, A380, A356) poden ter distintos niveis de adhesión e características de fluxo, o que inflúe no tipo de axente de liberación necesario.
- Complexidade e Xeometría do Moldeo: As pezas con embutidos profundos, paredes finas ou xemetarías complexas requiren axentes cunha excelente lubricación e propiedades de fluxo metálico para garantir que o molde se encha completamente sen defectos.
- Temperatura do molde: O axente de desmoldeo debe ser efectivo á temperatura de funcionamento do seu coiro. Os axentes de alta temperatura están formulados para formar unha película de desmoldeo estable en superficies que poden acadar ata 280°C.
- Acabado superficial desexado: Se a peza require un acabado brillante e estético directamente do molde, un axente baseado en silicona pode ser axeitado. Se a peza vai ser pintada, chapada ou soldada, é esencial un axente sen silicona para evitar problemas de adhesión.
- Tempos de ciclo: As operacións de alta velocidade requiren un axente que poida aplicarse rapidamente e forme unha película efectiva con tempo mínimo de secado. Os axentes semipermanentes poden ser beneficiosos neste caso, xa que poden durar varios ciclos.
- Normas ambientais e de seguridade: Co aumento das restricións sobre compostos orgánicos volátiles (VOC), os axentes baseados en auga adoitan ser a opción preferida para cumprir coas normas e mellorar a seguridade dos traballadores.
Para axudar aínda máis no proceso de selección, os xestores de fundición deberían contactar con posibles fornecedores preparados con preguntas específicas. Isto asegura que o produto escollido se axeite perfectamente ás necesidades operativas. Crear unha lista de verificación antes de discutir as vosas necesidades:
- Cal é a relación de dilución óptima para a nosa aplicación específica?
- É este axente compatible co material do molde e a aleación de aluminio que utilizamos?
- Deixa este produto algún residuo que poida afectar aos nosos procesos de acabado posterior ao fundido?
- Cal é o método de aplicación recomendado (por exemplo, pulverización manual fronte a automatizada)?
- Pode fornecer datos sobre o rendemento do axente en relación co acumulamento no molde e os intervalos de mantemento?
- Caís son os requisitos de seguridade e eliminación para este produto?
Preguntas frecuentes
1. Que é o axente desmoldante para fundición por inxección?
Un molde de liberación para a fundición a presión, a miúdo chamado lubricante de molde ou spray de molde, é un revestimento químico aplicado á superficie interior do molde. Forma unha barreira entre o molde quente e o metal fundido. Esta película impide que o metal se pegue ao molde, lubrica o fluxo do metal, axuda a arrefriar a matriz e protexe o molde do desgaste, asegurando unha fácil expulsión de pezas e un acabado de superficie de calidade.
2. O que é o que? Podes usar vaselina como axente de liberación?
Aínda que a vaselina pode usarse como axente de liberación para algunhas aplicacións de moldeo a baixa temperatura e baixa presión como certos plásticos ou resinas, é totalmente inadecuada para a fundición a presión de aluminio. As temperaturas extremas (máis de 600 °C para aluminio fundido) e as presións da fundición por presión farían que a vaselina se queimase instantáneamente, sen propiedades de liberación e probablemente creando unha acumulación e defectos significativos de carbono na peza.