 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Stanzung von Stoßfänger-Verstärkungsprofilen: Konstruktion von Sicherheit und Festigkeit
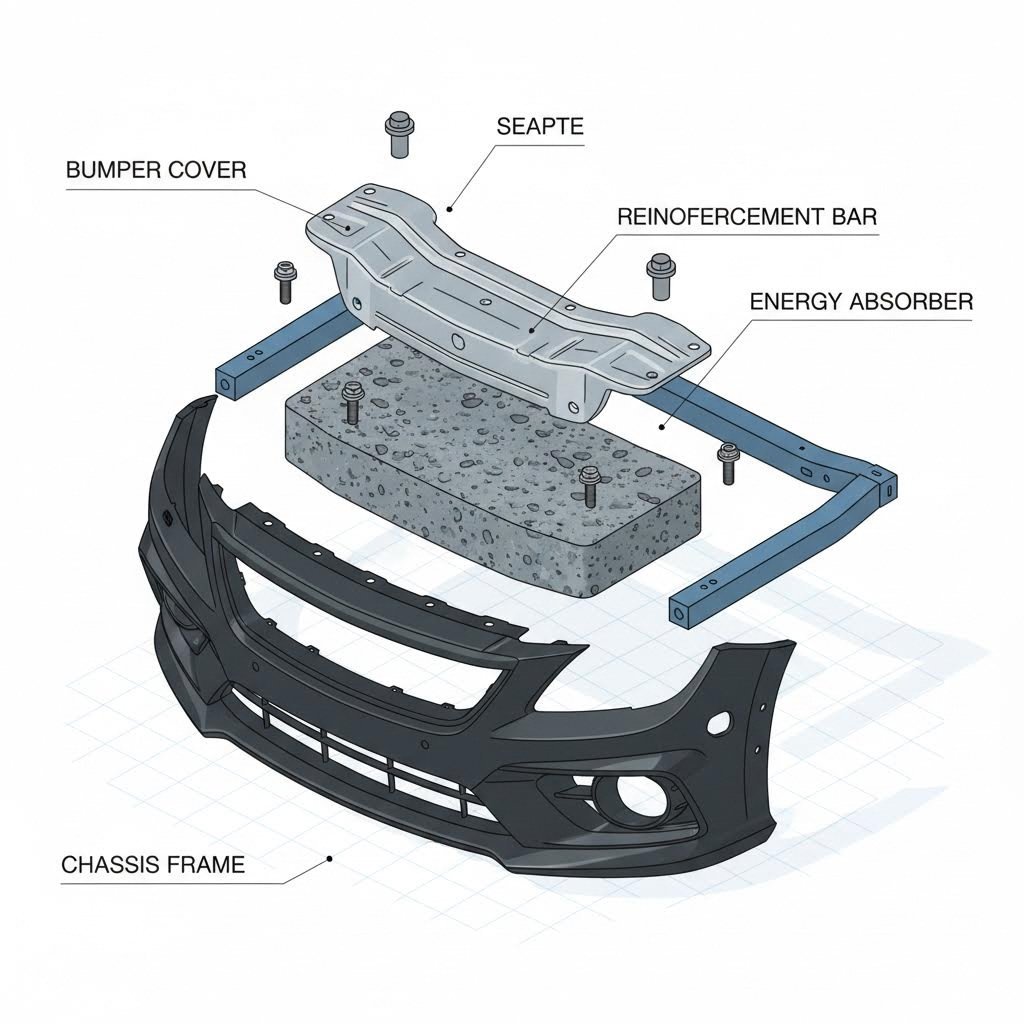
<h2>ZUSAMMENFASSUNG</h2><p>Das Stanzpressen von Stoßfänger-Verstärkungsstreben ist ein entscheidender Prozess in der Automobilherstellung, bei dem ultrahochfester Stahl (UHSS) oder Aluminium in die strukturellen Aufprallträger umgeformt wird, die sich hinter der optischen Stoßfängerverkleidung eines Fahrzeugs befinden. Im Gegensatz zu geschweißten oder rohrförmigen Aftermarket-Lösungen sind diese gestanzten Bauteile so konstruiert, dass sie kinetische Energie durch kontrollierte Verformung absorbieren und so Fahrgestell und Insassen bei einem Zusammenstoß schützen. Während das Kaltumformen bei Standardstahl üblich ist, kommt das Heißumformen (Presshärtung) zunehmend zum Einsatz, um leichtere und stärkere Streben herzustellen, die den modernen Anforderungen an Kraftstoffeffizienz und Sicherheit gerecht werden.</p><h2>Was sind gestanzte Stoßfänger-Verstärkungsstreben?</h2><p>Eine Stoßfänger-Verstärkungsstrebe, oft auch Aufprallträger oder Crash-Beam genannt, ist das starre strukturelle Bauteil direkt hinter der Kunststoff-Stoßfängerverkleidung und der energieabsorbierenden Schaumschicht. Während die äußere Abdeckung Aerodynamik und Ästhetik dient, übernimmt die Verstärkungsstrebe die Hauptlast bei einem Aufprall. Sie fungiert als primärer Schutzschild, der die Aufprallkräfte auf die Rahmenschienen des Fahrzeugs verteilt und so lokalisierte Beschädigungen im Motorraum oder Fahrgastraum verhindert.</p><p>Der Begriff „gestanzt“ bezieht sich auf das spezifische Fertigungsverfahren zur Herstellung dieser Träger. Bei Serienfahrzeugen verwenden Erstausrüster (OEMs) nahezu ausschließlich gestanzte Verstärkungsstreben. Eine große Presseform drückt ein flaches Metallblech in einem einzigen oder progressiven Hub in eine komplexe dreidimensionale Form. Dieser Prozess erzeugt eine durchgängige, fugenfreie Struktur, die für vorhersehbares Knicken optimiert ist – eine Schlüsselanforderung an moderne Knautschzonen.</p><p>Dieser Unterschied ist sowohl für Ingenieure als auch für Fahrzeugbesitzer wichtig. Eine gestanzte Strebe ist als „opferbereites“ Bauteil konzipiert. Sie opfert sich effektiv, um den Rest des Fahrzeugs zu retten, indem sie sich plastisch verformt, um Energie zu dissipieren. Dies unterscheidet sich deutlich von starren Offroad-Plattenstoßfängern oder Aftermarket-Rohrstreben, die oft darauf ausgelegt sind, einer Verformung zu widerstehen und dabei möglicherweise mehr Stoßbelastung auf das Fahrzeugrahmen und die Insassen übertragen.</p><h2>Der Herstellungsprozess: Kalt- vs. Heißumformen</h2><p>Um die Qualität einer Stoßfänger-Verstärkungsstrebe zu bewerten, muss man deren Herstellungsverfahren betrachten. Das Umformverfahren bestimmt nicht nur die Form, sondern auch die metallurgischen Eigenschaften des Endprodukts. Hersteller setzen je nach erforderlichem Festigkeits-Gewichts-Verhältnis im Allgemeinen eines von zwei Verfahren ein.</p><p><strong>Kaltumformen</strong> ist das traditionelle Verfahren, bei dem Stahlbleche bei Raumtemperatur umgeformt werden. Es ist kostengünstig und eignet sich für Standard-Qualitäten hochfesten Stahls. Allerdings wird Stahl mit steigender Festigkeit schwerer formbar, ohne zu reißen, was die Komplexität der durch Kaltumformen herstellbaren Formen begrenzt. Für Standard-Ersatzteile bleibt das Kaltumformen jedoch eine dominante und zuverlässige Methode.</p><p><strong>Heißumformen (Presshärtung)</strong> stellt die Spitze der Sicherheitstechnologie dar. Dabei werden Borstahlbleche auf über 900 °C (1.650 °F) erhitzt, bis sie formbar werden. Der glühend heiße Stahl wird anschließend in einer gekühlten Presse geformt, wodurch das Bauteil gleichzeitig abgeschreckt wird. Diese schnelle Abkühlung wandelt die Gefügestruktur des Stahls in Martensit um und erhöht die Zugfestigkeit von etwa 50 ksi auf über 200 ksi (1.500 MPa). Dadurch können OEMs dünnere, leichtere Streben verwenden, die besseren Craschschutz bieten – unerlässlich, um die Kraftstoffeffizienz zu verbessern, ohne Kompromisse bei der Sicherheit einzugehen.</p><p>Für Unternehmen, die die Lücke zwischen Prototyping und Serienproduktion schließen möchten, bieten spezialisierte Partner wie <a href="https://www.shao-yi.com/auto-stamping-parts/">Shaoyi Metal Technology</a> umfassende Stanzlösungen. Mit Presskapazitäten bis zu 600 Tonnen und IATF-16949-Zertifizierung können sie die hohen Anforderungen bei der Herstellung kritischer Sicherheitskomponenten wie Verstärkungen und Subframes erfüllen und sicherstellen, dass der Übergang vom Design zum fertigen Bauteil den globalen OEM-Standards entspricht.</p><h2>Werkstofftechnik: Warum die Stahlqualität entscheidend ist</h2><p>Nicht alle Metallstreben sind gleichwertig. Der für die Herstellung der Stoßfänger-Verstärkungsstreben gewählte Werkstoff bestimmt maßgeblich das Fahrzeugverhalten bei einem Unfall. Die Branche hat sich längst von einfachem Baustahl entfernt.</p><ul><li><strong>Ultraschwerer Stahl (UHSS):</strong> Dies ist heute der Standard bei OEM-Crashträgern. UHSS bietet ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht. Während des Stanzprozesses unterliegt das Material häufig einer sogenannten „Kaltverfestigung“, wodurch es beim Verformen noch fester wird. Dies erschwert die Reparatur, bietet aber exzellenten Schutz für die Insassen.</li><li><strong>Aluminiumlegierungen:</strong> Werden häufig in Luxusfahrzeugen und Elektrofahrzeugen (EVs) verwendet, um das Batteriegewicht auszugleichen. Aluminiumstreben müssen gegenüber ihren Stahl-Pendants dicker sein, um dieselbe Craschklasse zu erreichen, bieten aber dennoch erhebliche Gewichtsvorteile. Das Stanzen von Aluminium erfordert präzise Steuerung, um Rückfederung („spring-back“) zu vermeiden, bei der sich das Metall nach dem Pressen teilweise in seine ursprüngliche Form zurückbiegen möchte.</li><li><strong>Aftermarket-Chromoly:</strong> Leistungsbegeisterte tauschen die werkseitigen gestanzten Streben oft gegen rohrförmige Chromoly-Träger aus. Obwohl Firmen wie <a href="http://www.bmruspension.com/?page=products&productid=3134">BMR Suspension</a> anmerken, dass werkseitige Stahlstützen für Drag-Racer „unnötiges Gewicht“ darstellen (ca. 1,8 kg Gewichtseinsparung durch Austausch), ist das werkseitige gestanzte Design für die Straßenverkehrssicherheit überlegen, da es eine größere Fläche für die Energieaufnahme abdeckt.</li></ul><h2>Vergleich: Gestanzt vs. Rohrform vs. Plattenstoßfänger</h2><p>Beim Austausch einer Stoßfänger-Verstärkung oder beim Upgrade für Offroad-Einsatz stehen Käufer vor der Wahl zwischen drei unterschiedlichen Fertigungsarten. Jede erfüllt einen anderen Zweck.</p><table><thead><tr><th>Merkmal</th><th>Gestanzt (OEM-Stil)</th><th>Rohrförmig (Performance)</th><th>Platte (Off-Road)</th></tr></thead><tbody><tr><td><strong>Hauptwerkstoff</strong></td><td>UHSS oder Aluminium</td><td>Chromoly / Baustahlrohr</td><td>Dickes Stahlblech</td></tr><tr><td><strong>Crash-Verhalten</strong></td><td>Knickt zur Energieaufnahme</td><td>Starr; minimales Knicken</td><td>Lenkt ab; überträgt Schock auf Rahmen</td></tr><tr><td><strong>Gewicht</strong></td><td>Mäßig bis leicht (bei Heißumformung)</td><td>Sehr leicht (Gewichtseinsparung im Fokus)</td><td>Schwer</td></tr><tr><td><strong>Idealanwendung</strong></td><td>Täglicher Gebrauch, Restauration</td><td>Drag Racing, Rennstrecke</td><td>Rock Crawling, Hochleistungseinsatz</td></tr></tbody></table><p>Für den durchschnittlichen Fahrer ist die gestanzte Strebe die einzige sichere Option. Sie ist darauf ausgelegt, harmonisch mit den Airbags des Fahrzeugs zusammenzuarbeiten. Ein starrer Plattenstoßfänger mag robust wirken, doch da er sich nicht verformt, leitet er den Stoßimpuls fast sofort an die Sensoren weiter, was die Airbag-Auslösezeit beeinflussen kann. Andererseits produzieren spezialisierte Hersteller wie <a href="https://southernstamping.com/">Southern Stamping</a> hochfeste gestanzte Stoßfänger für Lastwagen, bei denen äußere Haltbarkeit Vorrang vor den verborgenen Knautschzonen von Personenkraftwagen hat.</p><h2>Anwendungen & Austauschanleitung</h2><p>Stoßfänger-Verstärkungsstreben sind als Einweg-Bauteile konzipiert. Sobald sie an einem Unfall beteiligt waren, ist ihre strukturelle Integrität beeinträchtigt. Selbst wenn die Strebe gerade aussieht, könnte die innere Gefügestruktur des gestanzten Metalls Mikrorisse oder Spannungen durch Kaltverfestigung aufweisen, die bei einem zweiten Aufprall zu einem katastrophalen Versagen führen.</p><h3>Wann sollte ersetzt werden?</h3><p>Ein Austausch ist zwingend erforderlich, wenn sichtbare Beulen, Biegungen oder tiefe Korrosion vorhanden sind. Laut Sicherheitsexperten von <a href="https://www.carparts.com/blog/what-is-a-bumper-reinforcement-when-should-it-be-replaced-quickref/">CarParts.com</a> sollte niemals versucht werden, eine beschädigte Verstärkungsstrebe zu richten oder zu schweißen. Das Schweißen zerstört die Wärmebehandlung, die während des Stanzprozesses erreicht wurde, und schwächt den Stahl erheblich. Ist die Strebe verbogen, sollten auch die Befestigungspunkte am Rahmen (Zertrümmerboxen) sorgfältig überprüft werden.</p><h3>Bezugsquellen: OEM vs. Aftermarket</h3><p>Bei Reparaturen haben Sie im Allgemeinen zwei Optionen: OEM (Original Equipment Manufacturer) oder Aftermarket. OEM-gestanzte Streben garantieren Passgenauigkeit und erfüllen exakt die Crashteststandards des Fahrzeugs. Nachmarkt-gestanzte Streben sind oft günstiger und können CAPA-zertifiziert sein, um ähnliche Qualitätsstandards sicherzustellen. Stellen Sie jedoch sicher, dass das Aftermarket-Bauteil denselben Stahlgrad verwendet; eine billige Stanzung aus Baustahl bietet nicht denselben Schutz wie eine OEM-Heißstanzung aus Borstahl.</p><h2>Abschließende Gedanken zur strukturellen Sicherheit</h2><p>Die Technik hinter dem Stanzpressen von Stoßfänger-Verstärkungsstreben ist ein Zusammenspiel aus Physik, Metallurgie und Fertigungspräzision. Diese Bauteile sind die stillen Helden der Fahrzeugsicherheit, die kinetische Energie in kontrollierte Verformung umwandeln, um die Insassen zu schützen. Ganz gleich, ob Sie Ersatzteile für eine Unfallreparatur beschaffen oder Fertigungspartner für eine neue Automobilserie evaluieren – die Qualität des Stanzprozesses und des Werkstoffgrades steht außer Frage. Bei täglichen Fahrzeugen gewährleistet die Verwendung werkseitiger gestanzter Streben, dass die komplexen Sicherheitssysteme – von Knautschzonen bis zu Airbag-Sensoren – genau wie vorgesehen funktionieren.</p><section><h2>Häufig gestellte Fragen</h2><h3>1. Was ist der Unterschied zwischen einer Stoßfängerverkleidung und einer Verstärkungsstrebe?</h3><p>Die Stoßfängerverkleidung ist die sichtbare Kunststoff- oder Fiberglaskappe an der Außenseite des Fahrzeugs, die für Aerodynamik und Design sorgt. Die Verstärkungsstrebe ist der robuste Metallträger hinter der Verkleidung, der tatsächlich die Aufprallenergie bei einem Unfall absorbiert und den Rahmen schützt.</p><h3>2. Kann ich eine verbogene gestanzte Stoßfänger-Verstärkungsstrebe reparieren?</h3><p>Nein. Gestanzte Verstärkungsstreben sind als opferbereite, einmalige Bauteile konzipiert. Versuche, das Bauteil zu erwärmen, zu richten oder zu schweißen, verändern die Temperung und strukturellen Eigenschaften des Metalls und machen es für zukünftige Aufprälle unsicher. Es muss immer ersetzt werden.</p><h3>3. Warum werden einige Verstärkungsstreben aus Aluminium statt aus Stahl hergestellt?</h3><p>Hersteller verwenden Aluminium, um das Gesamtgewicht des Fahrzeugs zu reduzieren, was Kraftstoffeffizienz und Fahrverhalten verbessert. Obwohl Aluminium leichter ist, werden die Streben typischerweise aus dickeren Blechen gestanzt, um eine Aufprallfestigkeit zu erreichen, die der von ultrahochfestem Stahl vergleichbar ist.</p></section>