 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Kosten für Automotive-Stanzformen: Budgetierung für Progressive Werkzeuge
Zusammenfassung
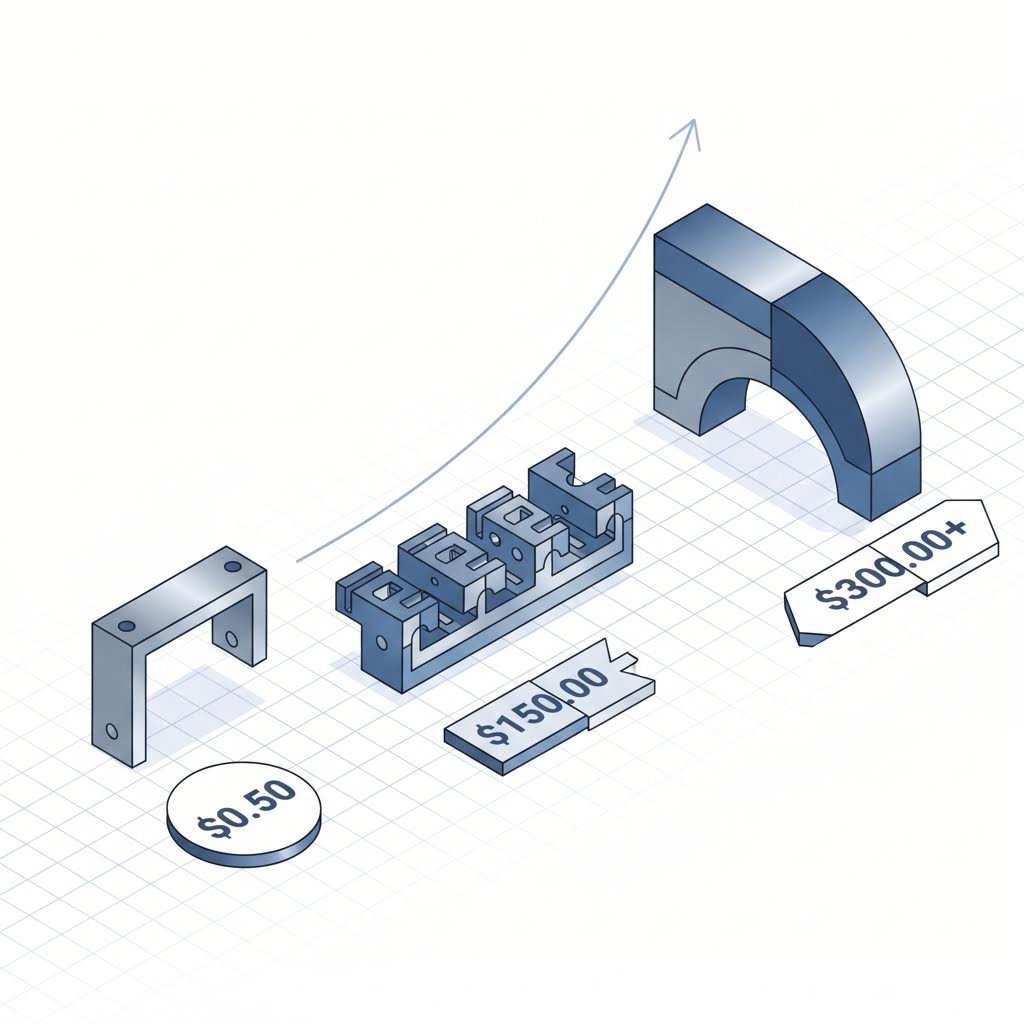
Die Kosten für Automobil-Stanzwerkzeuge variieren stark je nach Größe und Komplexität, von etwa 3.000 $ für einfache Weichwerkzeuge (Halterungen, Klammern) bis hin zu über 1.000.000 $ für eine komplette Class-A-Karosserieteile-Linie (Radhäuser, Motorhauben). Für mittelgroße Präzisionsbauteile liegt der Durchschnitt einer Stufenfolge bei rund 15.000 bis 30.000 $ . Die Entscheidung hängt stark von der Produktionsmenge ab: Obwohl Stanzwerkzeuge eine hohe Anfangsinvestition erfordern, bieten sie die niedrigsten Stückkosten bei jährlichen Mengen von über 10.000–20.000 Teilen.
Aufschlüsselung nach Werkzeugtyp: Stufenfolge, Linienfolge, Weichwerkzeug
Der wichtigste Faktor, der die Kosten für Automotive-Stanzformen beeinflusst, ist die gewählte Technologie zur Herstellung des Bauteils. Ingenieure müssen das Budget für die Werkzeugausstattung mit der erwarteten Produktionsgeschwindigkeit und der voraussichtlichen Stückzahl abwägen.
Progressive Stanzformen ($15.000 – $60.000+)
Progressive Stanzformen sind die Arbeitstiere der Automobilindustrie für kleine bis mittlere Strukturbauteile wie Halterungen, Klammern und Verbindungsstücke. Bei dieser Anordnung wird ein Metallband durch eine einzige Form mit mehreren Stationen geführt – beim jedem Hub der Presse werden Schneiden, Biegen und Formen in aufeinanderfolgenden Schritten ausgeführt.
Laut Branchendaten von Herstellern wie Bazz Houston liegen die durchschnittlichen Kosten für eine progressive Stanzform bei etwa $30,000. Diese Kosten können bei einfacheren Geometrien auf 15.000 $ sinken oder bei komplexen Bauteilen mit engen Toleranzen 60.000 $ überschreiten. Obwohl die Anfangsinvestition beträchtlich ist, sind progressive Stanzformen äußerst effizient und laufen oft mit 60–100+ Hüben pro Minute, wodurch der Einzelteilpreis auf wenige Cents sinkt.
Transfer- und Linienschneiden ($100.000 – $1.000.000+)
Für große Karosserieteile (Flächen der Klasse A) wie Türen, Motorhauben und Kotflügel sind Progressive Schneiden aufgrund der Bauteilgröße und der Komplexität der erforderlichen Umformung in der Regel ungeeignet. Stattdessen verwenden Hersteller Linienschneiden oder Transferschneiden.
Praxisnahe Beschaffungsdaten zeigen, dass eine einzelne Ziehschneide (der erste Schritt bei der Formgebung eines Kotflügels) häufig zwischen $250.000 und $500.000 kostet. Ein fertiges Blechteil erfordert jedoch eine komplette Linie von Schneiden – Ziehen, Schneiden, Flanschen und Stanzen – wodurch die Gesamtkosten für das Paket steigen auf zwischen $500.000 und $1.000.000 . Diese Schneiden erfordern massive Gussbetten, umfangreiches CNC-Fräsen und manuelle Nachbearbeitung (Abtasten), um eine perfekte Oberflächenqualität sicherzustellen.
Soft-Tooling und Prototyping ($3.000 – $15.000)
Für die Kleinserienfertigung (unter 5.000 Teile) oder Prototypen bietet „Soft Tooling“ eine kostengünstige Alternative. Diese Werkzeuge verwenden oft Einzelschlag-Werkzeuge oder günstigere, vorveredelte Stähle anstelle langlebigen Hartmetalls. Die Kosten können so niedrig sein wie $3,000für einfache Stanzen. Obwohl Soft-Tooling-Werkzeuge schneller verschleißen und mehr manuelle Arbeit pro Teil erfordern, ermöglichen sie es Herstellern, Designs zu validieren, ohne in ein sechsstelliges Anlagegut investieren zu müssen.
Wesentliche Kostentreiber: Material, Komplexität und Stückzahl
Das Verständnis dafür, was den Preis eines Angebots beeinflusst, ermöglicht es Einkaufsmanagern, ihre Anfragen kosteneffizienter zu gestalten. Die Gesamtkosten einer Automobil-Stanzform setzen sich im Allgemeinen aus drei Hauptkostenblöcken zusammen: Material, Bearbeitung und Validierung.
- Formenmaterial (20–40 % der Gesamtkosten): Der zur Herstellung der Form verwendete Stahl ist eine wesentliche Ausgabe. Für Serienanfertigungen im Automobilbereich (500.000+ Zyklen) verwenden Werkzeugmacher hochwertige Sorten wie SKD11 oder Vollhartmetall, die teuer, aber verschleißfest sind. Für kürzere Serien können kostengünstigere Legierungen wie Cr12MoV verwendet werden, um Kosten zu senken, erfordern jedoch häufigeres Nachschärfen.
- Bearbeitung und Komplexität (30–50 % der Gesamtkosten): Jede Geometrie am Bauteil – jedes Loch, jede Lasche und jeder Radius – erfordert eine entsprechende Station in der Matrize. Mehr Komplexität erhöht den Aufwand für CNC-Bearbeitung und Drahterodieren (Electrical Discharge Machining). Eine Matrize mit 15 Stationen kostet deutlich mehr als eine mit 5 Stationen, allein aufgrund der erforderlichen Bearbeitungszeit.
- Erprobung und Validierung (10–15 % der Gesamtkosten): Die „Erprobungs“-Phase ist der Test der Matrize in einer Presse, um sicherzustellen, dass sie Teile gemäß Spezifikation produziert. Dies ist entscheidend für Automobilkomponenten, die hohe Präzision erfordern. Wenn die Matrize während der Erprobung die Toleranzen nicht einhält, ist ein kostenintensiver manueller Nacharbeitungsaufwand notwendig.
Strategische Beschaffung und Produktionsvolumen
Die Wirtschaftlichkeit des Metallstanzens wird durch den „Break-Even“-Punkt bestimmt. Das Stanzen ist selten kosteneffizient bei Mengen unter 2.000 Einheiten, da die Abschreibung der Werkzeuge zu viel zu den Stückkosten hinzufügt. Bei diesen geringeren Stückzahlen sind Verfahren wie Laserschneiden oder Abkanten häufig überlegen.
Sobald jedoch die jährliche Menge 10.000 bis 20.000 Einheiten übersteigt, amortisiert sich die Investition in einen Hartwerkzeug schnell. Ein fortgeschrittenes Stanzwerkzeug für 30.000 $ kann beispielsweise die Teilekosten von 5,00 $ (lasergeschnitten) auf 0,50 $ (gestanzt) senken. Bei 20.000 Teilen decken die Einsparungen (90.000 $) die anfänglichen Werkzeugkosten problemlos ab.
Für Hersteller, die einen Partner suchen, der in der Lage ist, diesen Übergang zu managen, Shaoyi Metal Technology bietet einen strategischen Vorteil. Mit der IATF-16949-Zertifizierung und Presskapazitäten bis zu 600 Tonnen schließen sie die Lücke zwischen schnellem Prototyping und Serienproduktion in hohem Umfang. Ihre Fähigkeit, kosteneffiziente Werkzeuglösungen zu entwickeln, hilft Automobil-OEMs, vom Design-Validierungsstadium zur vollständigen Serienfertigung überzugehen, wobei die Einhaltung strenger globaler Standards gewährleistet bleibt.
Versteckte Kosten: Wartung und Logistik
Der Kaufpreis des Werkzeugs ist nicht die endgültige Kosten. Umformwerkzeuge für die Automobilindustrie erfordern eine laufende Wartung, um die Teilequalität aufrechtzuerhalten. Schärfen und Distanzplatten einsetzen sind regelmäßige Ausgaben, die je nach Nutzungshäufigkeit typischerweise jährlich mit 5–10 % des Wertes des Werkzeugs veranschlagt werden. Die Vernachlässigung dieser Wartung führt zu Graten an den Bauteilen und kann zum katastrophalen Ausfall des Werkzeugs führen.
Die Logistik spielt ebenfalls eine Rolle, insbesondere bei Offshore-Werkzeugen. Während asiatische Märkte oft Werkzeuge zu 30 % niedrigeren Kosten als westliche Anbieter bereitstellen, entstehen durch den Versand von schwerem Werkzeugstahl (der oft mehrere Tonnen wiegt) erhebliche Kosten und längere Lieferzeiten. Darüber hinaus kann der Mangel an lokalem Support im Falle einer nachträglichen Modifikation der Werkzeuge zu teurem Stillstand führen.

Fazit: Ausgewogenes Verhältnis zwischen Budget und Leistung
Die Kalkulation von Werkzeugen für die Automobil-Stanztechnik erfordert ein klares Verständnis des Kompromisses zwischen den anfänglichen Kapitalausgaben (CapEx) und den langfristigen Betriebskosten (OpEx). Obwohl ein fortgeschrittener Stanzverbundwerkzeug für 30.000 $ oder eine Kotflügel-Fertigungsstraße für 500.000 $ zunächst kostspielig erscheinen mögen, sind diese Werkzeuge der einzige gangbare Weg, um die geringen Stückkosten zu erreichen, die für die Serienfertigung im Automobilbau erforderlich sind.
Der Erfolg liegt in der genauen Prognose der jährlichen Stückzahlen und der Auswahl der richtigen Werkzeugklasse – Weichwerkzeug, Progressiv- oder Transferwerkzeug –, um den Produktlebenszyklus abzudecken. Indem bereits in der Entwurfsphase Materialgüten, Komplexität und Wartung berücksichtigt werden, können Ingenieure und Einkäufer Budgetüberschreitungen vermeiden und einen reibungslosen Start sicherstellen.
Häufig gestellte Fragen
1. Wie hoch sind die durchschnittlichen Kosten für eine Metallstanzform?
Eine typische Progressivform für mittelgroße Automobilteile liegt zwischen 15.000 bis 30.000 $ . Die Kosten variieren jedoch stark: einfache Prototypenwerkzeuge können bereits bei 3.000 $ liegen, während komplexe Class-A-Karosserieteileformen oft über 500.000 $ hinausgehen.
2. Was ist der Unterschied zwischen Stanzen und Metallstanzung?
Stanzen bezieht sich typischerweise auf das Schneiden weicherer Materialien (wie Dichtungen, Stoffe oder dünne Folien) mithilfe einer Stahlrundstahl-Schneidform, ähnlich einem Ausstechförmchen. Metallstanzung ist ein industrieller Hochdruckprozess, bei dem gehärtete Stahlformen verwendet werden, um nicht nur zu schneiden, sondern auch Bleche zu formen, zu ziehen und zu biegen, um komplexe 3D-Formen zu erzeugen.
3. Warum sind Werkzeuge für die Automobilindustrie so teuer?
Die Kosten spiegeln den Präzisionsingenieurbau, hochwertige Werkzeugstähle und den umfangreichen Maschinenaufwand wider, die zum Bau der Form erforderlich sind. Automobilformen müssen Millionen von Hochleistungszyklen aushalten und dabei Toleranzen im Mikrometerbereich beibehalten, was eine robuste Konstruktion und teure Materialien wie Karbid oder SKD11-Stahl erfordert.