 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Hersteller von Maschinenkomponenten: 9 wesentliche Punkte vor Ihrer ersten Anfrage (RFQ)
Verständnis für Hersteller von Maschinenkomponenten und ihre industrielle Rolle
Haben Sie sich jemals gefragt, wer die Präzisionszahnräder in Ihrem Fahrzeuggetriebe oder die komplexen Ventilkomponenten in Luft- und Raumfahrt-Systemen herstellt? Hersteller von Maschinenkomponenten sind spezialisierte Produzenten, die Rohstoffe in kritische Einzelteile umwandeln, die nahezu jede Branche antreiben. Im Gegensatz zu allgemeinen Fertigungsunternehmen, die große Konstruktionen bauen, fertigen diese auf Präzision ausgerichteten Unternehmen einzelne Komponenten mit Toleranzen, die oft in Tausendstel Zoll gemessen werden.
Dieser Leitfaden führt Sie Schritt für Schritt durch alles, was Sie wissen müssen, bevor Sie Ihre erste Anfrage zur Angebotsabgabe (RFQ) versenden. Betrachten Sie ihn als Ihre umfassende Orientierungshilfe – nicht als Produktkatalog –, die Ihnen hilft, die komplexe Welt der Fertigung von Maschinenkomponenten sicher und selbstbewusst zu navigieren.
Was Hersteller von Maschinenkomponenten tatsächlich tun
Im Kern spezialisieren sich Hersteller von bearbeiteten Komponenten auf subtraktive Fertigungsverfahren. Stellen Sie sich einen Bildhauer vor, der mit einem Marmorblock arbeitet – diese Hersteller beginnen mit massivem Metallrohmaterial und entfernen systematisch Material, bis die gewünschte Form entsteht. Der entscheidende Unterschied zur allgemeinen Fertigung? Präzision steht absolut im Vordergrund.
Während ein Fertigungsbetrieb Strukturen durch Schneiden, Biegen und Schweißen von Blechen zusammenbaut, konzentrieren sich Präzisionshersteller auf die Fertigung einzelner Komponenten mit exakten Spezifikationen. Sie arbeiten mit CNC-Maschinenkomponenten und hochentwickelten Anlagen, um Toleranzen zu erreichen, die manuelle Verfahren schlicht nicht erreichen können. Der US-amerikanische Markt für Maschinenwerkstatt-Dienstleistungen allein wird im Jahr 2025 auf 48,0 Milliarden US-Dollar geschätzt – ein Beleg dafür, wie unverzichtbar diese spezialisierten Produzenten für die moderne Fertigung geworden sind.
Das verborgene Rückgrat der industriellen Produktion
Sie finden bearbeitete Teile an Stellen, an denen Sie sie möglicherweise niemals erwarten würden. Von den Lagern in Windkraftanlagen bis hin zu den Steckverbindern in medizinischen Geräten bilden präzisionsbearbeitete Komponenten die unsichtbare Infrastruktur, die Industrien reibungslos am Laufen hält.
Diese Hersteller produzieren eine breite Palette wesentlicher Maschinenkomponenten:
- Kupplungen und Bremsen – Von entscheidender Bedeutung für Antriebsübertragungs- und Bewegungssteuerungssysteme
- Kupplungen – Verbinden rotierende Wellen unter Berücksichtigung von Ausrichtungsfehlern
- Federn und Verbindungselemente – Stellen Zug-, Druck- und sichere Verbindungen bereit
- Präzise bearbeiteten Teilen – Kundenspezifische Komponenten für spezielle Anwendungen
- Zahnräder und Getriebekomponenten – Ermöglichen die Leistungsübertragung bei verschiedenen Drehzahlen und Drehmomenten
- Lager und Tragstrukturen – Reibung reduzieren und Ausrichtung gewährleisten
Vom Rohmetall zu Präzisionsteilen
Was unterscheidet einen spezialisierten Präzisionshersteller von einer allgemeinen Maschinenwerkstatt? Entscheidend sind Fähigkeit, Konsistenz und Zertifizierung. Allgemeine Fertiger stellen möglicherweise statische Rahmen und Gehäuse her, doch wenn Sie eine Komponente benötigen, die innerhalb von Mikrometern der Spezifikation passen muss, brauchen Sie einen dedizierten Präzisionspartner.
Spezialisierte Hersteller investieren stark in moderne CNC-Technologie, Qualitätsmanagementsysteme und qualifizierte Werkzeugmaschinisten, die die Besonderheiten der Verarbeitung verschiedener Materialien verstehen. Sie wenden strenge Qualitätskontrollprotokolle an und besitzen häufig branchenspezifische Zertifizierungen, die allgemeine Werkstätten einfach nicht anstreben.
Dieser Unterschied ist wichtig, denn die Wahl des falschen Partners kann zu Projektrückständen, Budgetüberschreitungen und Komponenten führen, die Ihre Spezifikationen nicht erfüllen. Wenn Sie Maschinenkomponenten beschaffen möchten, stärkt das Verständnis dessen, was diese Hersteller tatsächlich leisten – und was nicht – Ihre Position bei der Suche nach dem richtigen Partner für die spezifischen Anforderungen Ihres Projekts.

Kernfertigungsverfahren für Präzisionskomponenten
Klingt komplex? Ist es nicht unbedingt. Das Verständnis dafür, wie CNC-Bearbeitungsteile tatsächlich hergestellt werden, verschafft Ihnen einen entscheidenden Vorteil bei der Kommunikation mit Herstellern und bei der Bewertung ihrer Fähigkeiten. Wir erläutern im Folgenden die Kernverfahren, mit denen Rohmetall in die Präzisionsbearbeitungskomponenten umgewandelt wird, auf die Sie sich bei Ihren Projekten verlassen können.
Grundlagen der CNC-Bearbeitung erklärt
CNC steht für Computerized Numerical Control – im Wesentlichen steuern Computer mit außergewöhnlicher Genauigkeit Schneidwerkzeuge. Im Gegensatz zur manuellen Bearbeitung, bei der Bediener die Werkzeuge von Hand führen, folgt die CNC-Technologie programmierten Anweisungen, um Toleranzen zu erreichen, die die menschliche Hand konsistent einfach nicht reproduzieren kann.
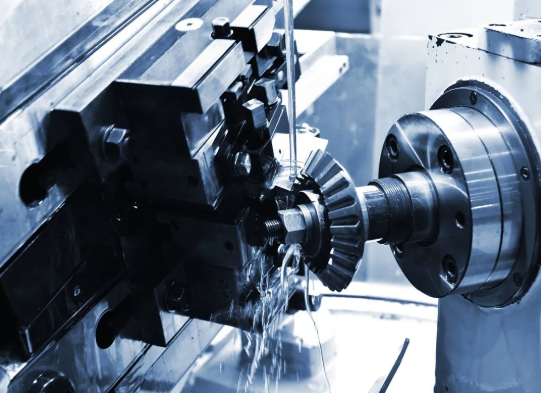
Die zwei grundlegende CNC-Verfahren die Sie kennenlernen werden, sind Drehen und Fräsen. Hier ist der entscheidende Unterschied: Beim CNC-Drehen dreht sich das Werkstück, während ein stationäres Schneidwerkzeug es formt – ideal für zylindrische Teile wie Wellen, Stangen und Buchsen. Beim CNC-Fräsen verhält es sich umgekehrt: Das Schneidwerkzeug rotiert, während das Werkstück fest gehalten wird; dies eignet sich hervorragend für gefräste Teile mit ebenen Flächen, Nuten, Taschen und komplexen dreidimensionalen Formen.
Bei der Herstellung von Maschinenteilen kombinieren viele Anwendungen für präzisionsgefertigte Teile beide Verfahren. Ein Bauteil könnte zunächst auf einer Drehmaschine für seine zylindrischen Merkmale bearbeitet werden und anschließend zur Fräsmaschine für Bohrungen, Flächen oder winklige Schnitte weitergeleitet werden. Das Verständnis dieses Arbeitsablaufs hilft Ihnen dabei, Hersteller zu identifizieren, die Ihr gesamtes Projekt eigenständig abwickeln können, im Gegensatz zu solchen, die externe Zulieferer für Nachbearbeitungsschritte benötigen.
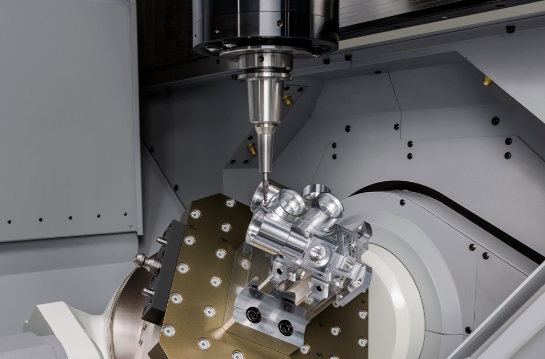
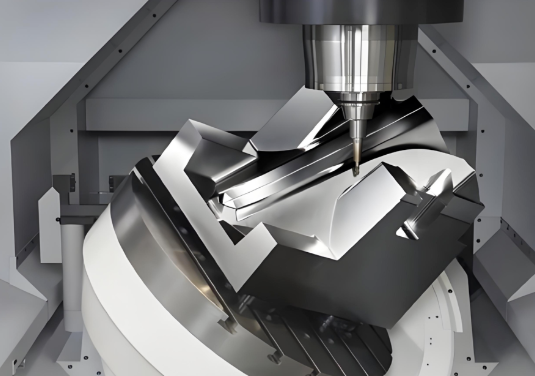
Fähigkeiten im Bereich Multi-Achsen-Bearbeitung
Stellen Sie sich vor, Sie müssten eine Turbinenschaufel ausschließlich mit Bewegung in drei Richtungen – auf-ab, links-rechts und vorne-hinten – bearbeiten. Sie müssten wiederholt anhalten, das Werkstück neu positionieren und bei jedem Schritt das Risiko von Ausrichtungsfehlern eingehen. Genau aus diesem Grund existiert die Mehrachsen-Bearbeitung.
Die Standard-3-Achsen-Bearbeitung bewegt das Schneidwerkzeug entlang dreier linearer Richtungen. Obwohl sie für einfachere Geometrien effektiv ist, erfordert sie bei komplexen Teilen mehrere Aufspannungen. Laut der technischen Analyse von Fictiv ergänzt die 5-Achsen-CNC-Bearbeitung zwei Rotationsbewegungen, wodurch das Werkzeug das Werkstück in einer einzigen Aufspannung nahezu aus jedem Winkel heraus bearbeiten kann.
Es gibt auch eine Zwischenvariante, die als 3+2-Achsen-Bearbeitung (oder positionale 5-Achsen-Bearbeitung) bezeichnet wird. Hier neigen die Drehachsen das Werkstück in die gewünschte Position, doch das Zerspanen erfolgt weiterhin ausschließlich mit den drei linearen Bewegungen. Dieser Ansatz ermöglicht den Zugriff auf mehrere Seiten des Werkstücks, ohne die Programmierkomplexität einer vollständigen simultanen 5-Achsen-Bearbeitung.
Welche praktischen Vorteile ergeben sich daraus? Kürzere Rüstzeiten, weniger Möglichkeiten für Ausrichtungsfehler sowie die Fähigkeit, komplexe Merkmale zu bearbeiten, die andernfalls mehrere Bearbeitungsschritte erfordern würden oder gar nicht herstellbar wären. Bei CNC-Präzisionsbearbeitungsteilen mit komplexen Konturen – etwa Luftfahrtkomponenten oder medizinischen Implantaten – erweist sich die 5-Achsen-Fähigkeit häufig als unverzichtbar.
Swiss-Schraubendrehen für komplexe Geometrien
Wenn Ihre Anforderungen an Präzisionsbearbeitungsteile kleine, schlanke Komponenten mit komplexen Merkmalen umfassen, bietet die Schweizer Schraubenmaschinentechnik Fertigungsmöglichkeiten, die herkömmliche Drehmaschinen nicht erreichen können. Ursprünglich für die Uhrmacherei entwickelt, eignet sich diese Technologie hervorragend zur Herstellung langer, dünner Teile ohne die Verformungsprobleme, die bei Standard-Drehoperationen auftreten.
Was unterscheidet Schweizer Maschinen? Das Werkstück wird durch eine Führungsbuchse unmittelbar in der Nähe der Schnittstelle gestützt, wodurch eine außergewöhnliche Stabilität gewährleistet wird. Diese Konstruktion ermöglicht die Bearbeitung von Teilen mit Längen-zu-Durchmesser-Verhältnissen, die bei herkömmlichen Maschinen zu Vibrationen und Ungenauigkeiten führen würden. Laut Kremin Inc. sind Schweizer Drehmaschinen unverzichtbar für die Medizintechnik-, Luft- und Raumfahrt-, Elektronik- sowie Uhrmachereibranche, wo Präzision und kleine Bauteilgrößen entscheidend sind.
Viele Schweizer Maschinen verfügen zudem über Live-Tooling – rotierende Werkzeuge, die Fräsoperationen ausführen können, während die Hauptspindel das Werkstück hält. Dadurch können komplexe CNC-gefräste Teile mit sowohl gedrehten als auch gefrästen Merkmalen in einem einzigen Arbeitsgang vollständig hergestellt werden.
Vergleich der Fertigungsverfahren auf einen Blick
Die Auswahl des richtigen Bearbeitungsverfahrens hängt von der Geometrie Ihres Bauteils, den erforderlichen Toleranzen und dem Werkstoff ab. Dieser Vergleich hilft Ihnen dabei, Ihre Anforderungen dem geeigneten Fertigungsverfahren zuzuordnen:
| Prozessart | Beste Anwendungen | Typische Toleranzen | Materielle Vereinbarkeit |
|---|---|---|---|
| CNC-Drehen | Zylindrische Teile: Wellen, Stifte, Buchsen, Armaturen | ±0,025 mm (±0,001 Zoll) | Metalle, technische Kunststoffe, Legierungen |
| CNC Fräsen | Prismatische Teile: Gehäuse, Halterungen, Platten mit Taschen und Nuten | ±0,05 mm (±0,002 Zoll) | Stahl, Aluminium, Titan, Kunststoffe, Verbundwerkstoffe |
| Schweizer-Drehtechnik | Kleine, schlanke Komponenten: medizinische Stifte, elektronische Steckverbinder, Uhrteile | ±0,005 mm (±0,0002 in) | Messing, Edelstahl, Titan, Aluminium |
| Mehrachsige Bearbeitung (5-Achsen) | Komplexe Geometrien: Turbinenschaufeln, Laufräder, orthopädische Implantate | ±0,01–0,02 mm (±0,0004–0,0008 in) | Alle spanabhebend bearbeitbaren Metalle, Hochleistungslegierungen |
Beachten Sie, wie sich die Toleranzen verschärfen, wenn Sie zu immer spezialisierterer Maschinenausrüstung übergehen. Diese Korrelation zwischen Leistungsfähigkeit und Präzision ist der Grund dafür, dass das Verständnis dieser Fertigungsverfahren so wichtig ist – es hilft Ihnen, sowohl eine Unterdimensionierung (und damit unzureichende Teile) als auch eine Überdimensionierung (und damit überhöhte Kosten für nicht benötigte Fertigungskapazitäten) zu vermeiden.
Nachdem Sie nun ein klares Bild davon haben, wie diese Fertigungsverfahren funktionieren, sind Sie bereit, einen weiteren entscheidenden Entscheidungspunkt zu untersuchen: die Auswahl des richtigen Werkstoffs für Ihre spanabhebend gefertigten Komponenten.

Leitfaden zur Werkstoffauswahl für spanend bearbeitete Bauteile
Die falsche Werkstoffauswahl kann Ihr gesamtes Projekt gefährden. Stellen Sie sich vor, Sie entwerfen eine perfekte Komponente – nur um dann zu beobachten, wie sie im Einsatz korrodiert, unter Last durchbiegt oder Ihr Budget sprengt, weil Sie eine exotische Legierung spezifiziert haben, obwohl Standardstahl völlig ausreichend gewesen wäre. Die Werkstoffauswahl befindet sich an der Schnittstelle zwischen technischer Leistungsfähigkeit und wirtschaftlicher Realität – und um sie richtig zu treffen, müssen Sie verstehen, wie sich verschiedene Metalle und Kunststoffe unter realen Bedingungen verhalten.
Wenn beschaffung bearbeiteter Metallteile von Herstellern , werden Sie eine breite Palette an Optionen vorfinden. Jeder Werkstoff bietet spezifische Vorteile und Kompromisse hinsichtlich mechanischer Festigkeit, Korrosionsbeständigkeit, Gewicht und Kosten. Wir erläutern die wichtigsten Kategorien, damit Sie Ihre Anforderungen der optimalen Wahl zuordnen können.
Stahllegierungen für Festigkeit und Haltbarkeit
Stahl bleibt aus gutem Grund der Arbeitstier der industriellen Fertigung. Seine Kombination aus Festigkeit, Härte und Wirtschaftlichkeit macht ihn zur Standardwahl für Anwendungen, bei denen strukturelle Integrität und Verschleißfestigkeit gefordert sind. Allerdings sind nicht alle Stähle gleich.
Unlegierte Stähle (wie 1018 und 1045) bieten hervorragende Bearbeitbarkeit und Schweißbarkeit zu wirtschaftlichen Preisen. Laut Hubs ist der unlegierte Stahl 1018 die am häufigsten verwendete Sorte und zeichnet sich durch gute Zähigkeit, Festigkeit und Härte für universelle Anwendungen aus. Diese Stähle eignen sich gut für Vorrichtungen, Spannvorrichtungen und Strukturkomponenten, bei denen ein Korrosionsschutz durch Verzinkung oder Beschichtung nachträglich ergänzt werden kann.
Legierungsstähle (wie 4140 und 4340) steigern die Leistung deutlich. Sie können wärmebehandelt werden, um eine höhere Härte und Festigkeit bei gleichzeitig guter Zähigkeit zu erreichen. Wenn Ihre kundenspezifischen Stahlteile hohen Lasten, wiederholten Stößen oder anspruchsvollen Verschleißbedingungen standhalten müssen, rechtfertigen legierte Stähle ihre geringfügige Preisprämie.
Edelstähle berücksichtigen Sie auch die Korrosionsbeständigkeit. Der Chromgehalt (typischerweise über 10,5 %) bildet eine schützende Passivierungsschicht, die Rostbildung und chemischem Angriff widersteht. Werkstoff 304 eignet sich für die meisten allgemeinen Anwendungen, während 316 eine überlegene Beständigkeit gegenüber salzhaltigen Umgebungen bietet – unverzichtbar für maritime oder chemische Verarbeitungsanlagen.
Der Nachteil? Edelstahl ist schwieriger zu bearbeiten als Baustahl, was die Kosten für die Metallbearbeitung von Teilen erhöht. Der Werkzeugverschleiß beschleunigt sich, und die Kaltverfestigung kann die Zerspanungsprozesse erschweren. Trotzdem überwiegt die langfristige Haltbarkeit oft die höheren Anschaffungskosten.
Aluminium-Anwendungen in leichten Komponenten
Wenn Gewichtsreduktion entscheidend ist – sei es zur Verbesserung der Kraftstoffeffizienz, zur Erhöhung der Portabilität oder zur Verringerung der Trägheit in bewegten Baugruppen – bieten Aluminiumlegierungen außergewöhnliche Leistung. Mit einer Dichte von etwa einem Drittel der von Stahl ermöglicht Aluminium Konstruktionen, die bei Verwendung eisenhaltiger Metalle unpraktisch schwer wären.
Neben der Gewichtseinsparung bietet Aluminium eine hervorragende Zerspanbarkeit. Ein geringerer Schnittwiderstand bedeutet kürzere Zykluszeiten, reduzierten Werkzeugverschleiß und ausgezeichnete Oberflächenqualitäten. Dies führt direkt zu niedrigeren Zerspanungskosten und macht Aluminium gleichermaßen attraktiv für Prototypenfertigung und Serienproduktion in hohen Stückzahlen.
Aluminium 6061 stellt die am häufigsten verwendete Allzwecklegierung dar. Ihre ausgewogenen Eigenschaften – ein gutes Verhältnis von Festigkeit zu Gewicht, Korrosionsbeständigkeit sowie hervorragende Zerspanbarkeit – machen sie für Anwendungen geeignet, die von Automobilrahmen bis hin zu Gehäusen für Elektronik reichen. Branchendaten bestätigen, dass 6061 die kostengünstigste und am weitesten verbreitete Aluminiumlegierung für die CNC-Bearbeitung ist.
Aluminium 7075 ist für Hochleistungsanwendungen konzipiert. Diese luft- und raumfahrttechnische Legierung erreicht nach Wärmebehandlung nahezu stahlähnliche Festigkeit und eignet sich daher ideal für strukturelle Flugzeugkomponenten, Kletterausrüstung sowie Teile für den Leistungsradsport. Der höhere Preis spiegelt ihre überlegenen mechanischen Eigenschaften wider.
Eine wichtige Überlegung: Obwohl Aluminium natürlicherweise gegen atmosphärische Korrosion beständig ist, kann es mit bestimmten Chemikalien und ungleichartigen Metallen reagieren. Das Eloxieren erzeugt eine harte, schützende Schicht, die die Haltbarkeit verbessert und farbige Oberflächen ermöglicht – ein häufiger Nachbearbeitungsschritt für präzisionsgefertigte Metallteile.
Spezialwerkstoffe für extreme Umgebungen
Manchmal überstehen Standardwerkstoffe einfach nicht die Anforderungen Ihrer Anwendung. Extreme Temperaturen, aggressive Chemikalien oder besondere mechanische Anforderungen erfordern Speziallegierungen und hochentwickelte Kunststoffe.
Titan kombiniert bemerkenswerte Festigkeit mit etwa 45 % geringerem Gewicht als Stahl. Seine Korrosionsbeständigkeit ist vergleichbar mit oder übertrifft die von Edelstahl, und es behält seine Eigenschaften auch bei erhöhten Temperaturen bei. Titan wird häufig für Luft- und Raumfahrtanwendungen, medizinische Implantate und maritime Anwendungen spezifiziert – trotz seiner deutlich höheren Kosten. Die Herausforderung? Die schlechte Wärmeleitfähigkeit und die Neigung zur Kaltverfestigung machen spanende Bearbeitungsverfahren schwierig. Rechnen Sie mit längeren Zykluszeiten, speziellen Werkzeuganforderungen und entsprechend höheren Preisen.
Messing überzeugt in Anwendungen, die geringe Reibung, elektrische Leitfähigkeit oder eine ansprechende Oberfläche erfordern. Individuell gefertigte Messingteile lassen sich hervorragend bearbeiten – Messing gilt oft als eines der am leichtesten zu zerspanenden Metalle. Dies macht es kosteneffizient für die Serienfertigung von Ventilkomponenten, elektrischen Steckverbindern und dekorativen Beschlägen. Seine natürliche Korrosionsbeständigkeit (wenn auch geringer als die von Edelstahl) eignet sich für zahlreiche Sanitär- und Maritime Anwendungen.
Technische Kunststoffe bieten einzigartige Eigenschaften, die Metalle nicht erreichen können. Materialien wie PEEK halten kontinuierlichen Temperaturen bis zu 250 °C stand und bieten gleichzeitig chemische Beständigkeit sowie elektrische Isolierung. Nylon zeichnet sich durch hervorragende Verschleißfestigkeit für Zahnräder und Buchsen aus, während POM (Delrin) geringe Reibung und hohe Dimensionsstabilität bietet. Diese Materialien wiegen nur einen Bruchteil von Metallen und vereinfachen dadurch häufig die Montage sowie die Reduzierung von Systemlasten.
Materialvergleich auf einen Blick
Diese Tabelle fasst die wichtigsten Entscheidungsfaktoren für gängige spanend bearbeitete Werkstoffe zusammen:
| Material | Zugfestigkeitsbereich | Korrosionsbeständigkeit | Gewichtsfaktor | Kostenniveau | Ideale Anwendungen |
|---|---|---|---|---|---|
| Unlegierter Stahl (1018/1045) | 370–585 MPa | Niedrig (erfordert Beschichtung) | Hoch (7,8 g/cm³) | $ | Strukturteile, Vorrichtungen, Spannvorrichtungen, allgemeine Maschinen |
| Edelstahl (304/316) | 515–620 MPa | Ausgezeichnet | Hoch (8,0 g/cm³) | $$ | Lebensmittelverarbeitung, Medizintechnik, maritime Anwendungen, chemische Anlagen |
| Aluminium (6061/7075) | 275–570 MPa | Gut (ausgezeichnet mit Eloxalbehandlung) | Niedrig (2,7 g/cm³) | $–$$ | Luft- und Raumfahrtstrukturen, Automobilbau, Elektronikgehäuse |
| Messing (C36000) | 310–380 MPa | Gut | Hoch (8,5 g/cm³) | $$ | Elektrische Steckverbinder, Ventile, dekorative Armaturen |
| Titan (Grad 5) | 830–1170 MPa | Ausgezeichnet | Mittel (4,4 g/cm³) | $$$$ | Luft- und Raumfahrt, medizinische Implantate, Hochleistungsracing |
| Technische Kunststoffe (PEEK/Nylon) | 45–100 MPa | Ausgezeichnet (chemisch) | Sehr niedrig (1,1–1,4 g/cm³) | $$–$$$ | Lager, Isolatoren, medizinische Geräte, lebensmittelgeeignete Teile |
Wenn Speziallegierungen die Aufpreise wert sind
Die Entscheidung, von Standardmaterialien auf hochwertigere Materialien umzusteigen, sollte nicht leichtfertig getroffen werden – doch sie sollte auch nicht vermieden werden, wenn die Umstände dies erfordern. Erwägen Sie Speziallegierungen, wenn:
- Die Folgen eines Versagens gravierend sind – Flugzeugkomponenten, medizinische Implantate und sicherheitskritische Systeme rechtfertigen hochwertige Materialien, die das Risiko minimieren
- Die Betriebsumgebungen extrem sind – Hohe Temperaturen, korrosive Chemikalien oder Salzwassereinwirkung können Standardmaterialien rasch zerstören
- Gewichtseinsparungen die Systemleistung steigern – In Luft- und Raumfahrt sowie im Automobilbereich verbessert eine geringere Masse die Kraftstoffeffizienz und das Fahrverhalten
- Die Gesamtlebenszykluskosten die Langlebigkeit begünstigen – Eine Titan-Komponente mit einer Lebensdauer von 20 Jahren kann kostengünstiger sein als der Ersatz von Stahlteilen alle fünf Jahre
Umgekehrt führt die Spezifikation exotischer Werkstoffe für unbedenkliche Umgebungen lediglich zu einer unnötigen Budgetbelastung. Eine Edelstahlkomponente in einer trockenen Innenraumanwendung stellt häufig einen unnötigen Kostenfaktor dar, wenn Baustahl mit einer geeigneten Beschichtung identische Leistung erbringen würde.
Mit einem klaren Verständnis der verfügbaren Werkstoffe und ihrer Vor- und Nachteile sind Sie nun in der Lage, Anforderungen so zu spezifizieren, dass Leistungsanforderungen und Budgetrealitäten optimal ausgewogen werden. Die nächste entscheidende Frage lautet: Wie lauten die Toleranzstandards – denn selbst die perfekte Werkstoffauswahl ist nutzlos, wenn Ihre Komponenten nicht wie vorgesehen zusammenpassen.
Erklärung von Toleranzstandards und Präzisionsspezifikationen
Sie haben das perfekte Material ausgewählt. Ihr Design sieht auf dem Bildschirm makellos aus. Doch hier stoßen viele Projekte auf Probleme: Die Festlegung von Toleranzen, die entweder extrem teuer in der Herstellung sind oder nicht Ihren funktionalen Anforderungen genügen. Das Verständnis von Spezifikationen für präzisionsgefertigte Teile ist nicht nur technisches Fachwissen – es entscheidet darüber, ob Komponenten perfekt passen oder ob teure Fehler entstehen, die eine Nacharbeit erfordern.
Toleranzen definieren die zulässige Abweichung bei den Abmessungen eines Bauteils. Man kann sie sich als akzeptablen Fehlerbereich vorstellen. Eine Welle mit einem Soll-Durchmesser von 10 mm und einer Toleranz von ±0,02 mm darf tatsächlich zwischen 9,98 mm und 10,02 mm liegen und gilt dennoch als zulässig. Diese scheinbar kleine Angabe hat enorme Auswirkungen sowohl auf die Kosten als auch auf die Funktion.
Entschlüsselung von Toleranzklassen und deren Auswirkungen
Bei der Prüfung von Angeboten von Herstellern präzisionsgefertigter Teile werden Sie auf verschiedene Toleranzangaben stoßen. Gemäß Industriestandards standard-CNC-Bearbeitungstoleranzen von ±0,25 mm (±0,010") stellen die Basiskapazität für die meisten präzisen Fertigungsprozesse dar. Dieses Niveau berücksichtigt normale Schwankungen in der Maschinengenauigkeit, thermische Effekte, Werkzeugverschleiß und Wiederholgenauigkeit beim Einrichten, während gleichzeitig wirtschaftliche Produktionsraten gewährleistet werden.
Was bedeuten jedoch verschiedene Toleranzklassen konkret für Ihr Projekt? Hier ist eine praktische Übersicht:
- Standardtoleranzen (±0,25 mm / ±0,010") – Geeignet für nicht kritische Abmessungen, allgemeine Strukturkomponenten und Teile, bei denen die Passgenauigkeit nicht extrem präzise sein muss. Die kostengünstigste Option.
- Feintoleranzen (±0,125 mm / ±0,005") – Erforderlich für präzise Maschinenteile mit mittleren Anforderungen an die Passgenauigkeit, bewegliche Komponenten und Baugruppen, die eine zuverlässige Ausrichtung benötigen.
- Präzisionstoleranzen (±0,05 mm / ±0,002") – Notwendig für hochpräzise bearbeitete Teile in anspruchsvollen Anwendungen wie Lagergehäusen, hydraulischen Komponenten und Präzisionsbaugruppen.
- Ultra-Präzisionstoleranzen (±0,0125 mm / ±0,0005") – Vorbehalten für hochpräzise bearbeitete Komponenten in der Luft- und Raumfahrt, Medizintechnik und optischen Geräten, bei denen eine Genauigkeit im Mikrometerbereich zwingend erforderlich ist.
Jede weitere Verengung der Toleranz erfordert aufwendigere Maschinen, strengere Umgebungsbedingungen und umfangreichere Prüfprotokolle. Wie Modus Advanced hervorhebt, erfordert die Erzielung von Ultra-Präzisionstoleranzen temperaturkontrollierte Umgebungen mit einer Schwankungsbreite von ±0,5 °C, Schwingungsisolation sowie Hochpräzisions-Spindeln – was die Grundkosten um 100–200 % erhöht.
Wenn enge Toleranzen tatsächlich wichtig sind
Hier ist die unangenehme Wahrheit: Viele Käufer spezifizieren Toleranzen überzogen, ohne die damit verbundenen Kostenfolgen zu verstehen. Die Anforderung von CNC-gefrästen Präzisionsteilen mit Toleranzen von ±0,01 mm, obwohl ±0,1 mm funktional identisch wären, verschleudert das Budget unnötigerweise.
Wann sind enge Toleranzen also tatsächlich erforderlich? Konzentrieren Sie sich auf folgende Szenarien:
- Fügeflächen – Wo zwei Komponenten mit einer bestimmten Spiel- oder Presspassung zusammengeführt werden müssen
- Rotierende Baugruppen – Wellen, Lager und Gehäuse, die eine konstante Konzentrizität erfordern
- Dichtflächen – Bereiche, bei denen die Flüssigkeits- oder Gasdichtheit von einer präzisen Passung abhängt
- Kritische Ausrichtungsmerkmale – Montagelöcher, Positionierstifte und Bezugsflächen
Für nicht-kritische Maße – z. B. Gesamtlänge einer Halterung, Breite einer nicht paarenden Fläche oder Positionen von Montagelöchern mit großzügigem Spiel – reichen in der Regel Standard-Toleranzen aus. Gemäß Abra Engineering führen zu eng bemessene Toleranzen ohne funktionalen Mehrwert zu höheren Fertigungskosten, weshalb eine Optimierung der Toleranzen für die Kosteneffizienz unerlässlich ist.
Anforderungen festlegen, ohne überdimensioniert zu konstruieren
Wie kommunizieren Sie Toleranzanforderungen effektiv, ohne die Kosten unnötig in die Höhe zu treiben? Beginnen Sie damit, kritische und nicht-kritische Maße auf Ihren Zeichnungen deutlich voneinander zu unterscheiden.
Geben Sie die engsten Toleranzen ausschließlich dort vor, wo dies durch die Funktion gefordert wird. Ein hochpräzise bearbeitetes Bauteil benötigt möglicherweise ±0,025 mm am Lagerbohrungsdurchmesser, während für die Gesamthöhe ±0,25 mm akzeptabel sind. Dieser gezielte Ansatz ermöglicht es den Fertigern, ihre Ressourcen genau dort einzusetzen, wo Präzision tatsächlich erforderlich ist.
Berücksichtigen Sie die geometrische Form- und Lagetolerierung (GD&T) für komplexe Anforderungen. Protolabs erläutert, dass GD&T die Beziehungen zwischen Merkmalen – wie Senkrechtstellung, Konzentrizität und tatsächliche Lage – effektiver steuert als einfache zweiseitige Toleranzen. Dadurch wird eine umfassendere Qualitätskontrolle ermöglicht und Mehrdeutigkeiten hinsichtlich dessen vermieden, was für Ihre Anwendung tatsächlich „innerhalb der Toleranz“ bedeutet.
Vergessen Sie nicht die Angaben zur Oberflächenbeschaffenheit. Standardoberflächen von 63 µin für ebene Flächen und 125 µin für gekrümmte Flächen erfüllen die Anforderungen der meisten Anwendungen. Die Spezifikation glatterer Oberflächen erfordert zusätzliche Polierprozesse und erhöht die Kosten – dies ist jedoch für Dichtflächen oder kosmetisch anspruchsvolle Teile sinnvoll, andernorts jedoch unnötig.
Besprechen Sie schließlich die Toleranzanforderungen mit potenziellen Herstellern, bevor Sie die Spezifikationen endgültig festlegen. Erfahrene Lieferanten für präzisionsgefertigte Teile können häufig alternative Lösungsansätze vorschlagen, die Ihre funktionalen Ziele zu geringeren Kosten erreichen. Sie können identifizieren, wo Ihre Spezifikationen über ihre Standardfähigkeiten hinausgehen – was einen Aufpreis erfordert – obwohl bereits geringfügige Anpassungen innerhalb wirtschaftlich vertretbarer Toleranzbereiche bleiben würden.
Sobald die Toleranzanforderungen klar verstanden sind, können Sie einen weiteren entscheidenden Faktor bewerten, der leistungsfähige Hersteller von den übrigen unterscheidet: Qualitätszertifizierungen und das, was sie tatsächlich über die Qualität der von Ihnen bezogenen Teile garantieren.
Relevante Qualitätszertifizierungen und Prüfnormen
Sie haben einen Hersteller gefunden, der beeindruckende Zertifizierungen auf seiner Website aufführt – ISO 9001, IATF 16949, AS9100. Doch was garantieren diese Abkürzungen tatsächlich hinsichtlich der Präzisionsbauteile, die Sie erhalten werden? Viele Einkäufer betrachten Zertifizierungen lediglich als zu abhakende Punkte statt als aussagekräftige Qualitätsindikatoren. Das Verständnis dessen, was jede Zertifizierung voraussetzt, hilft Ihnen dabei einzuschätzen, ob die Qualitätsmanagementsysteme des Herstellers tatsächlich den Anforderungen Ihres Projekts entsprechen.
Qualitätszertifizierungen stellen eine externe, dritte Überprüfung dar, dass ein Hersteller dokumentierte Verfahren anwendet, konsistente Standards einhält und seine Abläufe kontinuierlich verbessert. Sie sind nicht bloß Trophäen an der Wand – sie weisen auf systematische Ansätze in der Fertigung präziser Komponenten hin, die Ausschuss reduzieren, Rückverfolgbarkeit sicherstellen und Ihre Lieferkette schützen.
ISO 9001 und was sie garantiert
ISO 9001 dient weltweit als Grundlage für das Qualitätsmanagement in allen Branchen. Mit über einer Million zertifizierter Organisationen weltweit legt dieser Standard die Mindestanforderungen an jedes robuste Qualitätsmanagementsystem fest.
Was verlangt ISO 9001 tatsächlich? Die Zertifizierung erfordert dokumentierte Verfahren, konsistente Prozessausführung und Nachweise für eine kontinuierliche Verbesserung. Hersteller müssen Kundenorientierung, risikobasiertes Denken und messbare Qualitätsziele nachweisen. Wenn Sie Präzisionsbearbeitungsteile von einem nach ISO 9001 zertifizierten Lieferanten beziehen, arbeiten Sie mit einer Organisation zusammen, die Systeme etabliert hat für:
- Prozessdokumentation – Schriftliche Verfahren gewährleisten konsistente Abläufe, unabhängig davon, welcher Mitarbeiter die Maschinen bedient
- Verfolgung der Kundenanforderungen – Systeme erfassen und verifizieren Ihre Spezifikationen während des gesamten Produktionsprozesses
- Protokolle für Korrekturmaßnahmen – Bei Auftreten von Problemen verhindert die Ursachenanalyse ein Wiederauftreten
- Managementbewertung – Das Management bewertet regelmäßig die Qualitätsleistung und treibt Verbesserungsmaßnahmen voran
Für allgemeine industrielle Anwendungen bietet die ISO-9001-Zertifizierung eine angemessene Gewähr dafür, dass ein Hersteller professionell arbeitet. Branchenspezifische Zertifizierungen bauen jedoch auf dieser Grundlage auf und ergänzen sie durch zusätzliche, auf bestimmte Sektoren zugeschnittene Anforderungen.
IATF 16949 für die Automobilzulieferkette
Wenn Sie präzise CNC-Komponenten für den Automobilbereich beschaffen, wird die IATF-16949-Zertifizierung unverzichtbar. Dieser Standard wurde von der International Automotive Task Force (IATF) in Zusammenarbeit mit der ISO entwickelt und ergänzt die Anforderungen der ISO 9001 um branchenspezifische Vorgaben.
Laut Zertifizierungsexperten die IATF 16949 konzentriert sich gezielt auf die Vermeidung von Fehlern, die Rückverfolgbarkeit innerhalb der Lieferkette sowie die Reduzierung von Schwankungen in der Produktion – Aspekte von entscheidender Bedeutung, wenn Komponenten in Fahrzeugen zum Einsatz kommen, die Passagiere befördern. Wichtige Automobilhersteller verlangen diese Zertifizierung von ihren Zulieferern der Stufe 1 und Stufe 2.
Was macht die IATF 16949 strenger als die ISO 9001? Der Automobilstandard schreibt Folgendes vor:
- Anforderungen an die Produktsicherheit – Spezifische Protokolle, die sicherstellen, dass Komponenten keine Sicherheitsrisiken verursachen
- Kundenbezogene Anforderungen – Jeder große Automobilhersteller stellt zusätzliche, individuelle Qualitätsanforderungen
- Notfallplanung – Dokumentierte Reaktionen auf Störungen in der Lieferkette
- Warranty Management – Systeme zur Erfassung von Feldausfällen und zur Einleitung von Rückrufen, falls erforderlich
- Lieferantenentwicklung – Anforderungen, die Qualitätssicherungssysteme auf Unterauftragnehmer (Sub-Tier-Lieferanten) ausdehnen
Für die Fertigung hochpräziser Komponenten für den Automobilbereich signalisiert die IATF-16949-Zertifizierung, dass ein Hersteller in der Lage ist, die anspruchsvollen Qualitätsanforderungen der Branche zu erfüllen. Unternehmen wie Shaoyi Metal Technology halten diese Zertifizierung neben strengen Protokollen zur statistischen Prozesssteuerung (SPC) vor, wodurch sie hochgenaue Komponenten mit der Konsistenz liefern können, die automobilspezifische Lieferketten erfordern.
AS9100-Anforderungen für Luft- und Raumfahrtkomponenten
Luft- und Raumfahrtanwendungen erfordern noch strengere Qualitätssysteme. Die Zertifizierung nach AS9100 richtet sich gezielt auf die Anforderungen der Luft- und Raumfahrtindustrie und bestätigt, dass Bauteile die für die Luftfahrtbranche erforderlichen Sicherheits-, Qualitäts- und technischen Standards erfüllen.
Warum rechtfertigt die Luftfahrt eine eigene Zertifizierung? Komponenten in Flugzeugen sind extremen Bedingungen ausgesetzt – Temperaturschwankungen, Vibrationen, Druckänderungen – wobei Ausfallfolgen katastrophal sein können. AS9100 ergänzt die Anforderungen allgemeiner Fertigungszertifizierungen um Vorgaben zur Konfigurationsverwaltung, Erstbemusterungsprüfung und erweiterter Rückverfolgbarkeit.
Verständnis von Statistical Process Control (SPC)
Über Zertifizierungen hinaus sollten Sie potenzielle Hersteller nach ihren Prüfmethoden und Qualitätskontrollprozessen befragen. Statistical Process Control (SPC) stellt einen datengestützten Ansatz dar, um während der gesamten Serienfertigung eine gleichbleibende Qualität sicherzustellen.
Anstatt fertige Teile zu inspizieren und Ausschuss zu verwerfen, überwacht die statistische Prozesskontrolle (SPC) Produktionsparameter in Echtzeit. Regelkarten verfolgen kritische Abmessungen und identifizieren Trends, bevor sie zu außerhalb der Toleranz liegenden Teilen führen. Dieser proaktive Ansatz reduziert Ausschuss, verbessert die Ausbeute und liefert dokumentierte Nachweise dafür, dass Ihre präzisionsbearbeiteten Produkte während des gesamten Fertigungsprozesses innerhalb der Spezifikation blieben.
Hersteller, die in SPC-Systeme investieren, zeigen ein Engagement für die Fertigung präziser Komponenten, das über die Mindestanforderungen an Zertifizierungen hinausgeht. Bei der Bewertung von Lieferanten für präzisionsbearbeitete Teile sollten Sie nach deren Messfähigkeiten, Inspektionshäufigkeit sowie der Art und Weise fragen, wie sie Qualitätsdaten für die Kundenprüfung dokumentieren.
Wichtige Zertifizierungen – Schnellreferenz
Passen Sie Ihre Anwendungsanforderungen an die entsprechenden Zertifizierungsstufen an:
- ISO 9001 – Universelle Grundlage für Qualitätsmanagement; geeignet für allgemeine industrielle Anwendungen
- IATF 16949 – Anforderung der Automobilindustrie; unverzichtbar für Lieferanten von Fahrzeugkomponenten
- AS9100 – Luft- und Raumfahrtstandard; zwingend vorgeschrieben für Flugzeugteile und -baugruppen
- ISO 13485 – Herstellung medizinischer Geräte; gewährleistet die Sicherheit der Patienten und die Einhaltung behördlicher Vorschriften
- ISO 14001 – Umweltmanagement; belegt nachhaltige Fertigungspraktiken
Zertifizierungen zeigen Ihnen, welche Systeme ein Hersteller implementiert hat – sie verraten jedoch nicht, ob dieser Hersteller tatsächlich die richtige Wahl für Ihr konkretes Projekt ist. Der nächste Schritt besteht darin, Fähigkeiten, Kommunikation und Erfolgsbilanz zu bewerten, um Ihre engere Auswahl an qualifizierten Lieferanten zusammenzustellen.
So bewerten und wählen Sie den richtigen Hersteller aus
Sie haben die Zertifizierungen geprüft, die Fertigungskapazitäten analysiert und eine Reihe potenzieller Lieferanten gesammelt. Nun folgt der schwierigste Teil: die wirklichen, qualifizierten Hersteller von bearbeiteten Teilen von solchen zu unterscheiden, die lediglich gut vermarkten. Der Unterschied zwischen einer erfolgreichen Partnerschaft und einem kostspieligen Fehler hängt oft davon ab, wie gründlich Sie potenzielle Lieferanten vor einer verbindlichen Entscheidung prüfen.
Die Auswahl des richtigen Herstellers für Präzisionsteile dreht sich nicht um das günstigste Angebot, sondern darum, einen Partner zu identifizieren, dessen Fähigkeiten, Qualitätsmanagementsysteme und Kommunikationsstil den Anforderungen Ihres Projekts entsprechen. Gehen wir gemeinsam schrittweise eine systematische Vorgehensweise durch, die Ihre Interessen schützt und Ihre Chancen erhöht, einen zuverlässigen langfristigen Lieferanten zu finden.
Bewertung der Fähigkeiten jenseits von Marketingbehauptungen
Jede Website eines Herstellers für bearbeitete Teile präsentiert beeindruckende Maschinenlisten und glühende Kundenreferenzen. Doch wie überprüfen Sie, ob diese Behauptungen der Realität entsprechen? Beginnen Sie damit, über die Oberfläche hinauszuschauen.
Laut Branchenexperten , erfordert die Bewertung eines CNC-Teile-Herstellers die Prüfung seiner technischen Infrastruktur, der Kompetenz seines Teams sowie seiner Produktions-Skalierbarkeit. Prüfen Sie, ob moderne CNC-Drehmaschinen, Fräsmaschinen und Koordinatenmessmaschinen (CMM) eingesetzt werden. Das Ingenieurteam sollte Nachweise für Fachkenntnisse im Umgang mit CAD/CAM-Software und Mehrachsen-Bearbeitung vorlegen – nicht nur den Besitz entsprechender Maschinen.
Fordern Sie spezifische Angaben zu Maschinenmodellen, Spindeldrehzahlen, Arbeitsbereichen und Positioniergenauigkeit an. Ein Hersteller von kundenspezifischen Teilen, der 5-Achsen-Fähigkeit behauptet, sollte ohne Weiteres detaillierte Informationen über seine tatsächliche Ausrüstung liefern können – nicht vage Verallgemeinerungen. Erkundigen Sie sich nach der typischen Komplexität der von ihnen gefertigten Teile und ob Ihr Projekt innerhalb ihres Erfahrungsbereichs liegt oder ihre Grenzen strapaziert.
Vergessen Sie nicht die Kapazitätsaspekte. Ein Hersteller präzisionsbearbeiteter Teile, dessen Fertigungsstätte zu 95 % ausgelastet ist, könnte Schwierigkeiten haben, Ihren Zeitplan einzuhalten. Das Verständnis ihrer aktuellen Auslastung und ihrer Wachstumsentwicklung hilft Ihnen dabei einzuschätzen, ob sie mit Ihren Anforderungen skalieren können.
Warnsignale bei der Prüfung potenzieller Lieferanten
Erfahrung lehrt Einkäufer, Warnsignale frühzeitig zu erkennen. Achten Sie auf folgende häufige rote Flaggen, die oft zukünftige Probleme signalisieren:
- Zurückhaltung beim Bereitstellen von Referenzen – Erfahrene Hersteller stellen Sie gerne mit zufriedenen Kunden in Verbindung
- Unklare Antworten zu Toleranzen – Kompetente Werkstätten sprechen präzise über ihre Fähigkeiten und Grenzen
- Ungewöhnlich niedrige Angebote – Preise deutlich unter denen der Wettbewerber deuten häufig auf versteckte Qualitätskürzungen oder Lockangebote hin
- Schlechte Kommunikationsreaktionsfähigkeit – Wenn es Tage dauert, bis während der Angebotsphase Antworten vorliegen, stellen Sie sich die Auswirkungen bei Produktionsproblemen vor
- Widerstand gegen Besichtigungen der Produktionsstätte – Renommierte Hersteller von Bearbeitungsteilen begrüßen Kundenaudits
- Fehlende oder veraltete Zertifizierungen – Qualitätszertifizierungen erfordern regelmäßige Audits; abgelaufene Nachweise deuten auf vernachlässigte Systeme hin
Experten für Lieferantenaudits betonen dass der Ruf eines Lieferanten oft ein zuverlässiger Indikator für dessen Zuverlässigkeit, Produktqualität und Kundenservice ist. Prüfen Sie Branchenforen, Empfehlungen auf LinkedIn sowie verfügbare Fallstudien, bevor Sie Verpflichtungen eingehen.
Überlegungen zur Fertigung im Inland versus im Ausland
Die Entscheidung zwischen inländischer und ausländischer Fertigung umfasst mehr als nur den Stückpreis. Laut einer Umfrage von Thomas haben 83 % der nordamerikanischen Hersteller aufgrund der in den letzten Jahren offenbar gewordenen Lieferkettenrisiken eine Rückverlagerung (Reshoring) geprüft.
Die Offshore-Fertigung kann niedrigere Kosten pro Einheit bieten, doch sollten die gesamten Landekosten – einschließlich Versand, Zollgebühren, Lagerhaltungskosten und Anforderungen an die Qualitätsprüfung – berücksichtigt werden. Kommunikationsschwierigkeiten aufgrund von Zeitverschiebungen, Bedenken hinsichtlich des geistigen Eigentums sowie längere Lieferzeiten mindern häufig die scheinbaren Kostenvorteile.
Die heimische Fertigung ermöglicht eine engere Zusammenarbeit, schnellere Iterationen während der Entwicklungsphase und ein geringeres Risiko in der Lieferkette. Sobald technische Änderungen anfallen – und das wird unweigerlich der Fall sein – setzen lokale Zulieferer diese innerhalb weniger Tage und nicht erst nach Wochen um. Für zeitkritische Projekte oder Anwendungen mit strengen Qualitätsanforderungen erweist sich die Aufschläge für heimische Fertigung oft als gerechtfertigt.
Ihre Schritt-für-Schritt-Bewertungs-Checkliste
Befolgen Sie diesen systematischen Prozess, um potenzielle Lieferanten objektiv zu bewerten und zu vergleichen:
- Definieren Sie Ihre Anforderungen klar – Dokumentieren Sie vor der Kontaktaufnahme mit Lieferanten die erforderlichen Mengen, Toleranzen, Werkstoffe, notwendigen Zertifizierungen sowie die erwarteten Zeitpläne
- Erste Eignungsprüfung – Prüfen Sie Websites, Ausrüstungslisten und Zertifizierungen, um eine kurze Liste potenziell qualifizierter Kandidaten zu erstellen
- Detailierte Angebote anfordern – Stellen Sie jedem Lieferanten identische Spezifikationen zur Verfügung; vergleichen Sie nicht nur die Preise, sondern auch Lieferzeiten, Zahlungsbedingungen und enthaltene Leistungen
- Überprüfen Sie Zertifizierungen unabhängig – Prüfen Sie Zertifizierungsdatenbanken, um die aktuelle Gültigkeit zu bestätigen, anstatt sich auf angezeigte Logos zu verlassen
- Führen Sie Referenzprüfungen durch – Sprechen Sie mit bestehenden Kunden über Qualitätskonsistenz, Kommunikation und Problemlösung
- Bewerten Sie die finanzielle Stabilität – Fordern Sie Jahresabschlüsse oder Bonitätsberichte an, um die langfristige Geschäftsfähigkeit zu bewerten – insbesondere bei kritischen Komponenten
- Vereinbaren Sie Werksbesuche oder virtuelle Touren – Beobachten Sie den Zustand der Ausrüstung, die Ordnung am Arbeitsplatz und das Fachwissen des Teams aus erster Hand
- Beginnen Sie mit einer Prototypbestellung – Testen Sie die Zusammenarbeit mit einem kleinen Projekt, bevor Sie sich auf Produktionsvolumina festlegen
Langfristige Produktionspartnerschaften aufbauen
Einen qualifizierten Lieferanten zu finden, ist erst der Anfang. Die erfolgreichsten Beziehungen zwischen Einkäufern und Herstellern entwickeln sich zu echten Partnerschaften, bei denen beide Seiten in den gemeinsamen Erfolg investieren.
Achten Sie auf Hersteller, die Feedback zum Konstruktionsentwurf für die Fertigung (Design for Manufacturability, DFM) anbieten – also Vorschläge, mit denen sich Ihre Bauteile verbessern und gleichzeitig die Produktionskosten senken lassen. Ein Hersteller von zerspanten Bauteilen, der bereit ist, Änderungsvorschläge am Konstruktionsentwurf zu unterbreiten, zeigt nicht nur Fachkompetenz, sondern auch eine partnerschaftliche Haltung, die über das bloße Befolgen von Anweisungen hinausgeht.
Prüfen Sie ihr Vorgehen bei der Problemlösung. Wenn sich unweigerlich Probleme ergeben, kommunizieren sie dann proaktiv – oder verschweigen sie Schwierigkeiten, bis diese zu Krisen eskalieren? Branchenleitfäden bestätigen, dass eine schnelle und klare Kommunikation sicherstellt, dass Sie bei auftretenden Herausforderungen nicht im Ungewissen gelassen werden.
Berücksichtigen Sie auch den Kundenservice nach dem Kauf. Bietet der Lieferant Garantien, Ersatzteile oder technische Unterstützung an, falls die Komponenten nicht wie erwartet funktionieren? Ein qualitativ hochwertiger Hersteller steht hinter seiner Arbeit und betrachtet jedes Projekt als eine Gelegenheit, die Geschäftsbeziehung zu stärken.
Der Aufwand, der in eine gründliche Bewertung investiert wird, zahlt sich während Ihrer gesamten Fertigungsbeziehung aus. Sobald Sie einen zuverlässigen Partner identifiziert haben, besteht Ihr nächster Schritt darin, ein Angebotserfordernis-Paket (RFQ) zusammenzustellen, das genaue Kostenvoranschläge und einen reibungslosen Produktionsstart ermöglicht.
Vorbereitung Ihres RFQ und Verständnis der Lieferzeiten
Sie haben qualifizierte Lieferanten identifiziert und deren Leistungsfähigkeit bewertet. Nun kommt der entscheidende Moment, der darüber bestimmt, ob Sie präzise Angebote erhalten oder frustrierende Rückfragen zur Klärung benötigen: die Erstellung Ihres Angebotserfordernisses (RFQ). Ein gut strukturiertes RFQ-Paket beschleunigt nicht nur den Angebotsprozess – es unterstreicht Ihre Glaubwürdigkeit als professioneller Einkäufer und legt den Grundstein für eine reibungslose Fertigungsbeziehung.
Stellen Sie sich Ihre Anfrage (RFQ) als Kommunikationsmittel vor. Je vollständiger und strukturierter Ihre Angaben sind, desto schneller können Hersteller Ihr Projekt bewerten und wettbewerbsfähige Preise anbieten. Unvollständige Anfragen führen zu Verzögerungen, da Vertriebsteams fehlende Informationen nachholen müssen – oft vergehen dadurch Tage oder sogar Wochen, bis Sie Ihr erstes Angebot erhalten.
Wesentliche Informationen für Ihre Angebotsanfrage
Was unterscheidet eine RFQ, die sofortige Aufmerksamkeit erhält, von einer, die in der Warteschlange verbleibt? Vollständigkeit. Laut Anbietern von Zerspanungsdienstleistungen desto detaillierter Ihre RFQ ist, desto schneller erhalten Sie ein genaues Angebot. Beginnen Sie mit den Grundlagen, bevor Sie auf technische Spezifikationen eingehen.
Ihr RFQ-Paket sollte folgende Kernbestandteile enthalten:
- Unternehmensinformationen – Kontaktdaten, Rechnungsadresse, Lieferadresse und Unternehmensidentifikation
- Produktbeschreibung – Kurze Übersicht über das benötigte Produkt und dessen vorgesehene Anwendung
- Materialspezifikationen – Bevorzugte Werkstoffe oder zulässige Alternativen sowie eventuelle besondere Anforderungen
- Mengenangaben – Erstbestellmenge sowie geschätzter jährlicher Bedarf
- Zeitliche Erwartungen – Geplante Liefertermine und etwaige Zeitplanbeschränkungen
- Branchenspezifische Anforderungen – Hinweis, ob es sich bei den Teilen um Anwendungen im medizinischen, Luft- und Raumfahrt-, Automobil- oder anderen regulierten Bereichen handelt
- Anforderungen an die Qualitätsdokumentation – Prüfberichte, Zertifizierungen oder Rückverfolgbarkeitsanforderungen
Gehen Sie nicht davon aus, dass Hersteller nach fehlenden Informationen fragen. Einige geben möglicherweise ein Angebot auf Grundlage von Annahmen ab, die Ihren tatsächlichen Anforderungen nicht entsprechen – was zu Überraschungen führen kann, sobald kundenspezifisch gefertigte Teile eintreffen oder die Rechnungen fällig werden.
Technische Zeichnungen und Spezifikationsanforderungen
Ihre Zeichnungen dienen als maßgebliche Referenz für die Fertigung kundenspezifischer Teile. Sie vermitteln Geometrie, Toleranzen, Oberflächenbeschaffenheit und besondere Anforderungen in einer universellen Ingenieursprache. Ohne ordnungsgemäße Zeichnungen kann selbst der leistungsfähigste Hersteller keine Ergebnisse garantieren, die Ihren Erwartungen entsprechen.
Branchenübliche Best Practices empfehlen, sowohl 2D-PDF-Zeichnungen als auch 3D-STEP-Dateien bereitzustellen. Die PDF-Datei dient als Leitdokument zur Festlegung kritischer Abmessungen und Toleranzen, während das 3D-Modell es den Fertigungsunternehmen ermöglicht, die Geometrie direkt in CAM-Software zu importieren und ihr Verständnis komplexer Merkmale zu überprüfen.
Ihr technisches Paket sollte eindeutig folgende Angaben enthalten:
- Kritische Abmessungen mit Toleranzen – Kennzeichnung der Merkmale, die einer engen Kontrolle unterliegen
- Oberflächenbearbeitungsanforderungen – Angabe der Rauheitswerte für verschiedene Oberflächen
- Geometrische Toleranzen – Einbeziehung von GD&T-Hinweisen (Geometrische Produktspezifikationen) für Lage, Konzentrizität und Senkrechtigkeit, wo zutreffend
- Material- und Wärmebehandlungsspezifikationen – Festlegung der Legierungsqualitäten und aller erforderlichen Verarbeitungsschritte
- Gewindeangaben – Standard- oder kundenspezifische Gewindeangaben mit Passungsgrad
- Sonderkennzeichnungen oder Identifizierungsmerkmale – Teilenummern, Chargennummern oder andere erforderliche Kennzeichnungen
Wenn Sie Online-Angebotsplattformen für bearbeitete Teile nutzen, beachten Sie bitte, dass automatisierte Systeme am besten mit vollständigen 3D-Modellen und Standard-Toleranzen arbeiten. Komplexe, kundenspezifische bearbeitete Teile mit ungewöhnlichen Merkmalen oder engen Spezifikationen profitieren in der Regel von einer direkten technischen Prüfung.
Mengenbetrachtung und Preisstrukturen
Die bestellte Menge wirkt sich erheblich auf den Einzelpreis aus – ein Verständnis dieses Zusammenhangs hilft Ihnen, fundiertere Beschaffungsentscheidungen zu treffen. Die Preiskalkulation für kundenspezifische CNC-Teile umfasst sowohl fixe Kosten (Programmierung, Rüstung, Werkzeuge) als auch variable Kosten (Material, Bearbeitungszeit, Prüfung). Bei höheren Mengen verteilen sich die fixen Kosten auf mehr Einheiten, wodurch der Preis pro Stück sinkt.
Seien Sie transparent bezüglich Ihrer Mengenprognosen. Ein Hersteller, der ein Angebot für 100 Stück abgibt, trifft andere Entscheidungen als einer, der ein Angebot für 10.000 Stück abgibt. Er könnte beispielsweise andere Maschinen auswählen, in spezielle Spannvorrichtungen investieren oder Maschinenzeit exklusiv reservieren. Die Angabe realistischer Prognosen – auch wenn diese unsicher sind – ermöglicht genauere Preisstrukturen.
Erwägen Sie, gestaffelte Preise für mehrere Mengenstufen anzufordern. Dadurch wird deutlich, ab welcher Bestellmenge Skaleneffekte für Ihre Teile signifikant werden. Möglicherweise stellen Sie fest, dass sich die Einzelkosten bei einer Bestellung von 500 Stück statt 250 Stück um 30 % reduzieren – was eine Anpassung Ihrer Lagerstrategie lohnenswert macht.
Prototypenfertigung versus Serienfertigungsanforderungen
Der Ansatz für die Bestellung von fünf Prototypen unterscheidet sich grundsätzlich von der Bestellung von fünftausend Serienteilen. Laut Fertigungsexperten scheitern Projekte häufig deshalb, weil Teams Prototypen- und Serienfertigung als austauschbar betrachten – obwohl sie jeweils völlig unterschiedliche Betriebsmodi erfordern.
Die Prototypenfertigung steht unter dem Vorbehalt von Geschwindigkeit und Flexibilität. Sie validieren Konstruktionen, prüfen Passgenauigkeit und Funktionalität und nehmen wahrscheinlich Änderungen auf der Grundlage der gewonnenen Erkenntnisse vor. Rechnen Sie mit höheren Stückkosten, da die Hersteller die Einrichtungskosten nicht über große Stückzahlen amortisieren können. Die Lieferzeiten sind jedoch oft kürzer, da Prototypen in der Regel priorisiert und vor der Serienfertigung bearbeitet werden.
Bei der Fertigung von Serienteilen steht die Wiederholbarkeit, dokumentierte Prozesse und optimierte Kosten im Vordergrund. Die Konstruktion sollte festgelegt sein, die Spezifikationen endgültig und die Qualitätsanforderungen eindeutig definiert. Die Hersteller investieren in Spannmittel, legen Prozessparameter fest und implementieren statistische Kontrollen – Maßnahmen, die bei kleinen Prototypen-Laufstücken nicht sinnvoll wären.
Informieren Sie den Hersteller über Ihren Entwicklungsstand. Wenn dieser versteht, dass Sie zunächst maßgeschneiderte Teile für Prototypen benötigen und anschließend die Serienfertigung folgt, kann er sein Angebot entsprechend strukturieren – beispielsweise durch reduzierte Preise für die Prototypenfertigung im Austausch für verbindliche Produktionsvolumen.
Faktoren für die Lieferzeit und Produktionsplanung
Was bestimmt, wie lange Sie auf Ihre Teile warten müssen? Die Lieferzeiten hängen von mehreren Faktoren ab, die über die reine Bearbeitungskomplexität hinausgehen. Das Verständnis dieser Einflussfaktoren hilft Ihnen dabei, realistische Erwartungen zu formulieren und entsprechend zu planen.
Wesentliche Treiber der Lieferzeit sind:
- Aktuelle Kapazität der Fertigungshalle – In Hochauslastungsphasen verlängern sich die Warteschlangen unabhängig von der Komplexität des Teils
- Materialverfügbarkeit – Standardlegierungen werden schnell versandt; Spezialwerkstoffe können Wochen in Anspruch nehmen
- Sekundäroperationen – Wärmebehandlung, Veredelung und Beschichtung erhöhen die Durchlaufzeit
- Prüfanforderungen – Umfangreiche Dokumentation verlängert die Zeit für die Qualitätskontrolle
- Vollständigkeit der Zeichnung – Fehlende Angaben führen zu Klärungsverzögerungen
- Erstmusterfreigabe – Die Produktion wird bis zur Genehmigung der Erstproben ausgesetzt
Für dringende Anforderungen erkundigen Sie sich bitte von Anfang an nach Beschleunigungsoptionen. Viele Hersteller bieten einen beschleunigten Service gegen Aufpreis an – manchmal sogar mit einer Lieferzeit von nur einem Tag für kritische Komponenten. Eine Beschleunigung jedes Auftrags belastet jedoch die Geschäftsbeziehungen und das Budget. Nutzen Sie Beschleunigungsanfragen daher ausschließlich für echte Notfälle.
Die Planung der Teilefertigung funktioniert am besten, wenn Sie dem Hersteller Einblick in Ihre zukünftigen Bedarfe gewähren. Selbst grobe Abschätzungen ermöglichen es den Herstellern, Kapazitäten vorzubuchen, Materialien im Voraus zu bestellen und die Produktionsplanung zu optimieren. Diese Zusammenarbeit führt häufig zu besseren Preisen und zuverlässigeren Lieferterminen als rein transaktionale, auftragsbasierte Beziehungen.
Wenn Ihr RFQ umfassend vorbereitet ist, können sich die Hersteller auf die technische Prüfung und eine genaue Preisgestaltung konzentrieren, anstatt fehlende Details nachzufordern. Doch bevor die Teile versandt werden, erfordern viele Anwendungen zusätzliche Verarbeitungsschritte – wie Wärmebehandlung, Oberflächenveredelung oder Montagedienstleistungen, die Ihren gefrästen bzw. gedrehten Komponenten Mehrwert und Funktionalität verleihen.
Nachbearbeitungs- und Oberflächenveredelungsprozesse
Ihre präzisionsgefertigten Komponenten kommen von der CNC-Maschine – doch sind sie wirklich fertiggestellt? In vielen Anwendungen benötigen roh bearbeitete Produkte zusätzliche Verarbeitungsschritte, um die Leistungsmerkmale zu erreichen, die Ihre Anwendung erfordert. Diese Nachbearbeitungsprozesse verwandeln gute Teile in hervorragende Teile und verleihen ihnen Haltbarkeit, Korrosionsbeständigkeit sowie Funktionalität, die allein durch die spanende Fertigung nicht realisierbar wären.
Ein Verständnis dafür, wann und warum diese Prozesse relevant sind, hilft Ihnen, die Anforderungen präzise zu spezifizieren und kostspielige Überraschungen zu vermeiden. Wir betrachten nun die Nachbearbeitungsprozesse, die Ihren CNC-gefertigten Komponenten echten Mehrwert verleihen.
Wärmebehandlung zur Leistungssteigerung
Stellen Sie sich ein Zahnrad vor, das vorzeitig verschleißt, weil die Oberfläche nicht gehärtet wurde, oder eine Feder, die an Vorspannung verliert, weil die Restspannungen nicht abgebaut wurden. Die Wärmebehandlung begegnet diesen Herausforderungen, indem sie die innere Struktur von Metallen durch kontrollierte Erhitzungs- und Abkühlungszyklen verändert.
Laut Hubs ist die Wärmebehandlung unverzichtbar, um kritische Eigenschaften wie Härte, Festigkeit, Zähigkeit und Duktilität von Metallteilen zu verändern. Der Zeitpunkt der Wärmebehandlung – vor oder nach der Bearbeitung – hängt von Ihren spezifischen Anforderungen ab.
Wärmebehandlung vor der Bearbeitung eignet sich gut bei der Verwendung standardisierter metallischer Legierungsgüten. Hersteller können Teile direkt aus vorgewärmtem Ausgangsmaterial bearbeiten, wodurch die Lieferzeiten verkürzt werden. Allerdings wärmebehandlung nach der Bearbeitung wird erforderlich, wenn der Prozess darauf abzielt, das Material zu härten oder als Endbearbeitungsschritt dient – insbesondere bei Werkzeugstählen, die nach der Behandlung deutlich härter werden.
Die drei am häufigsten angewendeten Wärmebehandlungsverfahren sind:
- Glühen – Erhitzen des Metalls auf hohe Temperaturen gefolgt von einer langsamen Abkühlung macht das Material weicher und verbessert die Bearbeitbarkeit. Die meisten CNC-gefertigten Teile weisen Eigenschaften im geglühten Zustand auf, es sei denn, zusätzliche Behandlungen sind spezifiziert.
- Spannungsfreimachen – Wird nach der Bearbeitung angewendet, um die während der Fertigung eingeführten Restspannungen zu beseitigen und Teile mit konsistenteren mechanischen Eigenschaften herzustellen.
- Anlassen – Folgt dem Abschrecken von unlegierten und legierten Stählen, um die Sprödigkeit zu verringern und gleichzeitig die mechanische Leistungsfähigkeit zu verbessern.
Bei komplexen bearbeiteten Teilen, die hohen Lasten oder Verschleiß ausgesetzt sind, stellt die Wärmebehandlung oft den Unterschied zwischen akzeptabler Leistung und vorzeitigem Versagen dar.
Oberflächenveredelungsoptionen und Anwendungen
Oberflächenbeschichtungen dienen nicht nur der optischen Aufwertung der Teile – sie schützen vor Korrosion, reduzieren die Reibung, verbessern die elektrischen Eigenschaften und erhöhen die Verschleißfestigkeit. Die Auswahl der richtigen Oberflächenbehandlung hängt von Ihrer Betriebsumgebung und den funktionalen Anforderungen ab.
Laut Alpha Metal bietet jedes Verfahren zur Oberflächenbearbeitung spezifische Vorteile für unterschiedliche Anwendungen:
Anodieren erzeugt durch einen elektrochemischen Prozess eine harte, korrosionsbeständige Oxidschicht auf Aluminiumoberflächen. Das Bauteil wird dabei in eine saure Elektrolytlösung getaucht, während elektrischer Strom die Oberfläche oxidiert. Diese „Umwandlungsbeschichtung“ kann in verschiedenen Farben eingefärbt werden und bietet eine ausgezeichnete Verschleißfestigkeit – weshalb sie sich besonders in der Luft- und Raumfahrt, der Automobilindustrie, der Elektronik und bei architektonischen Komponenten großer Beliebtheit erfreut.
Verkleidung deponiert eine dünne Metallschicht auf der Oberfläche Ihres Bauteils. Nickelplattierung verbessert die Korrosionsbeständigkeit, Chromplattierung verleiht ästhetischen Glanz und erhöhte Härte, Zinkplattierung bietet Opferkorrosionsschutz, und Goldplattierung verbessert die elektrische Leitfähigkeit. Das Verfahren erfolgt entweder durch Galvanisierung (mit elektrischem Strom) oder durch stromloses chemisches Abscheiden.
Pulverbeschichtung trägt ein trockenes Polymerpulver elektrostatisch auf und härtet es anschließend durch Erhitzen aus, um eine dicke, dauerhafte Beschichtung zu bilden. Dieses Verfahren bietet hervorragende Beständigkeit gegen mechanische Beanspruchung und Korrosion bei geringer Umweltbelastung – Übersprühte Pulvermenge kann wiederverwendet werden, und die VOC-Emissionen sind gering.
Malerei bleibt die vielseitigste Option für Farbabstimmung und ästhetische Anforderungen, bietet jedoch in der Regel eine geringere Haltbarkeit als Pulverbeschichtung oder Eloxal. Wasserbasierte Lacke stellen umweltfreundliche Alternativen zu lösemittelhaltigen Formulierungen dar.
Vergleich von Oberflächenveredelungsverfahren
Diese Tabelle hilft Ihnen dabei, Veredelungsverfahren Ihren Anwendungsanforderungen zuzuordnen:
| Prozessart | Hauptvorteile | Typische Anwendungen | Kostenauswirkung |
|---|---|---|---|
| Anodieren | Harte, verschleißfeste Oberfläche; Korrosionsschutz; Farboptionen; nichtleitend | Luft- und Raumfahrtkomponenten, Gehäuse für Elektronik, architektonische Elemente | Mittel ($$) |
| Galvanik (Nickel/Chrom) | Verbesserter Korrosionsschutz; ästhetisches metallisches Finish; verbesserte Leitfähigkeit | Automobilzubehör (z. B. Verkleidungen), Werkzeuge, Schmuck, elektronische Steckverbinder | Mittel bis hoch ($$–$$$) |
| Zinkplattierung | Opferkorrosionsschutz; kostengünstig | Befestigungselemente, Halterungen, strukturelle Beschläge | Niedrig ($) |
| Pulverbeschichtung | Dicke, gleichmäßige Beschichtung; ausgezeichnete Schlagzähigkeit; breite Farbauswahl; umweltfreundlich | Außengeräte, Haushaltsgeräte, Automobilteile | Mittel ($$) |
| Malerei | Unbegrenzte Farboptionen; einfache Nachbesserung; vielseitige Substratkompatibilität | Konsumgüter, Baumaterialien, Gehäuse | Niedrig bis mittel ($–$$) |
| Glasperlenstrahlen | Glatter, seidenglänzender Finish; Oberflächenvorbereitung; verbesserte Korrosionsbeständigkeit | Medizinische Geräte, präzisionsgefertigte Teile, dekorative Komponenten | Niedrig ($) |
Montagedienstleistungen und wertschöpfende Zusatzoperationen
Warum Einzelkomponenten erhalten, wenn Sie sofort einsatzbereite Baugruppen beziehen können? Viele Hersteller bieten die Montage von bearbeiteten Teilen als Mehrwertdienst an, der Ihre Lieferkette vereinfacht und Ihren internen Aufwand reduziert.
Laut Marver Med verkürzt die Inhouse-Abwicklung sekundärer Dienstleistungen die gesamte Produktionszeit erheblich, da Verzögerungen und zusätzliche Kosten durch Fremdvergabe entfallen. Zu diesen Mehrwertoperationen zählen:
- Bauteilmontage – Kombination mehrerer bearbeiteter Teile mit Verbindungselementen, Dichtungen oder anderer Hardware
- Lasermarkierung – Dauerhafte Teilekennzeichnung, Seriennummern oder Logos
- Reinigen und Entfetten – Entfernung von Bearbeitungsflüssigkeiten und Verunreinigungen für die Montage oder sterile Verpackung
- Reinraumverpackung – Entscheidend für medizinische Geräte und empfindliche Elektronik
- Sekundärbearbeitung – Zusätzliche Dreh-, Plan-, Bohr- oder Gewindeoperationen zur Feinjustierung der Abmessungen
Die Konsolidierung dieser Prozesse beim primären Zerspanungslieferanten bietet mehrere Vorteile. Die Verantwortung aus einer Hand vereinfacht die Qualitätssicherung. Durch reduzierte Transporte zwischen verschiedenen Standorten verringert sich das Risiko von Beschädigungen. Und eine koordinierte Terminplanung verkürzt häufig die gesamten Durchlaufzeiten im Vergleich zur Steuerung mehrerer Lieferanten.
Stellen Sie bei der Bewertung von Herstellern die Frage, welche Sekundärprozesse sie intern durchführen und welche sie extern vergeben. Interne Kapazitäten bedeuten in der Regel eine bessere Qualitätskontrolle und kürzere Durchlaufzeiten, während ausgelagerte Prozesse zusätzliche Vorlaufzeiten und potenzielle Koordinationsprobleme mit sich bringen.
Nachdem Sie nun ein klares Verständnis dafür haben, wie Sekundärprozesse Ihre präzisionszerspannten Komponenten verbessern, sind Sie in der Lage, vollständige Anforderungen zu spezifizieren, die auch die Nachbearbeitung umfassen. Der letzte Schritt besteht darin, alles Gelernte zusammenzuführen, um fundierte Entscheidungen bei der Auswahl Ihres Herstellers für Ihr Projekt zu treffen.
Treffen Ihrer endgültigen Herstellerentscheidung
Sie haben sich durch die Werkstoffkunde, Toleranzspezifikationen, Qualitätszertifizierungen und Sekundäroperationen gearbeitet. Nun ist der Zeitpunkt der Entscheidung gekommen – alles zu einem handlungsorientierten Auswahlprozess zusammenzuführen, der Ihre Lieferkette schützt und den Erfolg Ihrer Projekte sicherstellt. Der richtige Hersteller für präzisionsgefertigte Teile ist nicht einfach die günstigste Option oder derjenige mit der spektakulärsten Website. Es ist vielmehr der Partner, dessen Fertigungskapazitäten, Qualitätsmanagementsysteme und Kommunikationsstil exakt auf die Anforderungen Ihres Projekts abgestimmt sind.
Abgleich Ihrer Anforderungen mit den Fertigungskapazitäten des Herstellers
Beginnen Sie damit, Ihre Kernanforderungen erneut anhand dessen zu überprüfen, was Sie über jeden potenziellen Zulieferer erfahren haben. Verfügt dessen Maschinenausstattung über die erforderliche Kompetenz zur Fertigung Ihrer Teilgeometrien? Kann er Ihre Toleranzspezifikationen erreichen, ohne dabei Premium-Preise zu verlangen? Entspricht die Zertifizierung seines Qualitätsmanagementsystems den regulatorischen Anforderungen Ihrer Branche?
Erstellen Sie eine einfache Entscheidungsmatrix, in der die für Ihre Anwendung entscheidenden Faktoren gewichtet werden:
- Übereinstimmung der technischen Kompetenz – Ihre Ausrüstung, Toleranzen und Materialkompetenz entsprechen Ihren Anforderungen an CNC-gefertigte Teile
- Strenge des Qualitätsmanagementsystems – Zertifizierungen, die für Ihre Branche geeignet sind (mindestens ISO 9001, IATF 16949 für die Automobilindustrie, AS9100 für die Luft- und Raumfahrt)
- Produktionskapazität – Ausreichende Kapazität für Ihr Auftragsvolumen, ohne dass ihr Betrieb überlastet wird
- Leistung bezüglich Durchlaufzeit – Realistische Lieferzeiten, die Ihren Produktionsplan unterstützen
- Kommunikationsreaktionsfähigkeit – Schnelle, klare Antworten während der Angebotsphase spiegeln das Verhalten während der Produktion wider
- Geografische Aspekte – Abwägung zwischen heimischer und außereuropäischer Fertigung entsprechend Ihrer Risikobereitschaft
Verfallen Sie nicht in die Falle, den Preis überzubewerten. Ein Hersteller, der präzise CNC-gefertigte Teile zu 20 % unter dem Wettbewerbsniveau anbietet, könnte bei der Prüfung Einschnitte vornehmen, minderwertige Materialien verwenden oder mit unzureichenden Qualitätsmanagementsystemen arbeiten. Die Kosten für fehlerhafte Bearbeitungsteile – Produktionsverzögerungen, Nacharbeit, Kundenbeschwerden – übersteigen bei weitem jegliche Einsparungen aus einem niedrigen Erstangebot.
Erstellung Ihrer engen Auswahl qualifizierter Lieferanten
Ihr Bewertungsprozess sollte die zahlreichen potenziellen Lieferanten auf eine überschaubare Shortlist von zwei bis vier wirklich qualifizierten Kandidaten eingrenzen. Diese Finalisten haben Ihre Eignungsprüfung bestanden, die erforderlichen Zertifizierungen nachgewiesen und professionell auf Ihre Anfragen reagiert.
Bevor Sie endgültige Verpflichtungen eingehen, sollten Sie folgende Validierungsschritte in Betracht ziehen:
- Fordern Sie Musterbauteile an – Die Betrachtung tatsächlicher Präzisions-CNC-Teile offenbart mehr als jedes technische Datenblatt
- Referenzen überprüfen – Sprechen Sie mit aktuellen Kunden über die Konsistenz der Qualität und die Problemlösung
- Beginnen Sie klein – Eine Prototypbestellung testet die Zusammenarbeit, bevor Produktionsvolumina erhebliches Kapital binden
- DFM-Feedback bewerten – Hersteller, die Verbesserungsvorschläge für das Design unterbreiten, zeigen eine partnerschaftliche Denkweise
Achten Sie darauf, wie Lieferanten Ihre Fragen während der Bewertung behandeln. Ein Anbieter von maßgeschneiderten Dreh- und Fräs-Lösungen, der bereit ist, seine Prozesse zu erläutern, Einschränkungen offen zuzugeben und Alternativen vorzuschlagen, zeigt die Transparenz, die Sie benötigen werden, wenn sich in der Produktion zwangsläufig Herausforderungen ergeben.
Die besten Herstellerpartnerschaften gelingen nicht deshalb, weil niemals Probleme auftreten, sondern weil beide Seiten offen kommunizieren und auftretende Probleme schnell lösen.
Der nächste Schritt auf Ihrer Beschaffungsreise
Sobald Ihre Shortlist erstellt ist, wird der weitere Weg klarer. Für viele Einkäufer stellt der ideale Partner eine Kombination aus technischer Präzision, zertifizierten Qualitätssystemen und einem reaktionsfähigen Service dar – eine Kombination, die Projekte vom Konzept bis zur Serienproduktion beschleunigt, ohne die Reibungsverluste durch Missverständnisse oder Qualitätsabweichungen.
Hersteller mit IATF-16949-Zertifizierung weisen die Prozessdisziplin nach, die für die Automobilzulieferkette erforderlich ist. Wenn diese Kompetenzen sich auch auf den schnellen Übergang von der Prototypenerstellung zur Serienfertigung erstrecken, gewinnen Sie eine Flexibilität, die traditionelle Zulieferer nicht bieten können. Stellen Sie sich vor, ein Design mit präzisen CNC-Prototypenteilen zu validieren und anschließend nahtlos auf Serienfertigungsvolumen hochzufahren – alles mit einem einzigen qualifizierten Partner.
Für zeitkritische Anwendungen erkundigen Sie sich bitte nach beschleunigten Lieferoptionen. Einige Hersteller von präzisionsgefertigten Bauteilen können bei dringendem Bedarf an Komponenten Lieferzeiten von nur einem Arbeitstag gewährleisten. Diese Reaktionsfähigkeit erweist sich als äußerst wertvoll, wenn Fertigungslinien unerwartete Engpässe erleben oder Designänderungen eine sofortige Validierung erfordern.
Falls Ihre Anwendungen Automobilkomponenten umfassen – etwa Fahrwerkbaugruppen, kundenspezifische Metallbuchsen oder andere Fahrzeugsysteme – sollten Sie spezialisierte Ressourcen in Betracht ziehen. Einrichtungen, die präzises CNC-Fräsen für Automobilanwendungen anbieten, verfügen über branchenspezifisches Know-how sowie strenge Protokolle der statistischen Prozesskontrolle (SPC), die Konsistenz über alle Produktionsläufe hinweg sicherstellen.
Denken Sie daran, dass die Auswahl eines Herstellers keine einmalige Transaktion ist – sie markiert den Beginn einer langfristigen Geschäftsbeziehung. Der Aufwand, den Sie in eine gründliche Bewertung investieren, zahlt sich durch zuverlässige Lieferungen, konstante Qualität und eine partnerschaftliche Problemlösung aus, sobald Herausforderungen auftreten. Ihr Zulieferer für präzisionsgefertigte CNC-Teile wird zur Erweiterung Ihrer eigenen Kompetenzen und beeinflusst unmittelbar Ihre Fähigkeit, Ihre Kunden effektiv zu bedienen.
Mit dem Wissen aus diesem Leitfaden – zu Fertigungsverfahren, Werkstoffauswahl, Toleranzspezifikationen, Qualitätszertifizierungen, Bewertungsrahmenwerken, der Vorbereitung von Anfragen (RFQ) sowie Sekundäroperationen – sind Sie als informierter Käufer bestens gerüstet, sich an Hersteller von Maschinenkomponenten zu wenden. Diese Vorbereitung führt zu besseren Partnerschaften, besseren Komponenten und besseren Ergebnissen für Ihre Projekte.
Häufig gestellte Fragen zu Herstellern von Maschinenkomponenten
1. Wie hoch sind die Kosten für ein individuell gefertigtes CNC-Teil?
Die Kosten für kundenspezifische CNC-Teile variieren erheblich je nach Komplexität, Werkstoffen und Produktionsvolumen. Einfache Teile in kleinen Losgrößen liegen typischerweise zwischen 10 und 50 US-Dollar pro Stück, während präzisionsgefertigte Komponenten – insbesondere bei Kleinserien – 160 US-Dollar oder mehr kosten können. Zu den preisbeeinflussenden Faktoren zählen die Werkstoffauswahl, die geforderten Toleranzen, Nachbearbeitungsschritte wie Wärmebehandlung oder Beschichtung sowie die Rüstkosten, die sich bei größeren Mengen auf mehr Einheiten verteilen. Die Anfrage nach gestaffelten Preisen zu mehreren Mengenstufen hilft dabei, jene Losgrößen-Schwellenwerte zu identifizieren, ab denen Skaleneffekte die Stückkosten senken.
2. Welche sind die 7 grundlegenden Werkzeugmaschinen, die in der Fertigung eingesetzt werden?
Die sieben grundlegenden Werkzeugmaschinen sind Drehmaschinen (Drehbänke und Bohrfräsmaschinen), Hobel- und Planiermaschinen, Bohrmaschinen, Fräsmaschinen, Schleifmaschinen, Motorsägen und Pressen. Moderne CNC-Technologie hat diese traditionellen Maschinen in computergesteuerte Anlagen verwandelt, die Toleranzen erreichen können, die bei manuellem Betrieb unmöglich wären. Mehrachsige CNC-Bearbeitungszentren kombinieren heute mehrere Bearbeitungsschritte, sodass Hersteller komplexe Geometrien in einer einzigen Aufspannung fertigen können, ohne dabei die außergewöhnliche Präzision zu beeinträchtigen.
3. Welche Zertifizierungen sollten Hersteller von Maschinenkomponenten besitzen?
Wesentliche Zertifizierungen hängen von Ihrer Branche ab. Die ISO 9001 bietet die universelle Grundlage für das Qualitätsmanagement und eignet sich für allgemeine industrielle Anwendungen. Die IATF 16949 ist für Komponenten der Automobilzulieferkette zwingend vorgeschrieben und konzentriert sich auf Fehlervermeidung und Rückverfolgbarkeit. Für Luft- und Raumfahrt- sowie Verteidigungsanwendungen ist die AS9100-Zertifizierung erforderlich, die strengere Sicherheits- und Qualitätsanforderungen stellt. Hersteller medizinischer Geräte benötigen die ISO 13485-Zertifizierung. IATF-16949-zertifizierte Einrichtungen wie Shaoyi Metal Technology setzen strenge Verfahren der statistischen Prozesskontrolle (SPC) um, um eine konsistente Fertigung hochpräziser Komponenten sicherzustellen.
4. Was ist der Unterschied zwischen CNC-Drehen und CNC-Fräsen?
Bei der CNC-Drehbearbeitung rotiert das Werkstück, während ein stationäres Schneidwerkzeug es formt – dies eignet sich ideal für zylindrische Teile wie Wellen, Stäbe und Buchsen. Bei der CNC-Fräsbearbeitung rotiert das Schneidwerkzeug, während das Werkstück fest steht; dies ist perfekt für Teile mit ebenen Flächen, Nuten, Taschen und komplexen dreidimensionalen Formen. Viele präzise Zerspanungsanwendungen kombinieren beide Verfahren: Komponenten werden zunächst auf einer Drehmaschine für zylindrische Merkmale bearbeitet und anschließend auf Fräsmaschinen für zusätzliche Merkmale wie Bohrungen, Planflächen oder schräge Schnitte weiterverarbeitet.
5. Wie bereite ich eine wirksame Anfrage für zerspante Teile (RFQ) vor?
Ein vollständiges RFQ-Paket sollte Unternehmensinformationen, detaillierte Produktbeschreibungen, Materialeigenschaften, Mengenanforderungen mit prognostizierter jährlicher Verbrauchsmenge, Zeitplanvorgaben sowie Anforderungen an die Qualitätsdokumentation enthalten. Stellen Sie sowohl 2D-PDF-Zeichnungen als auch 3D-STEP-Dateien bereit, wobei kritische Abmessungen, Toleranzen, Oberflächenanforderungen und alle GD&T-Angaben deutlich gekennzeichnet sein müssen. Seien Sie transparent bezüglich Ihrer Mengenprognosen und darüber, ob Sie Prototypen oder Serienmengen benötigen, da Hersteller auf Grundlage dieser Informationen unterschiedliche Maschinen und Fertigungsverfahren auswählen.