 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Online-Bearbeitung entschlüsselt: Vom Konstruktionsdatensatz zum gelieferten Teil in wenigen Tagen
Was Online-Bearbeitung tatsächlich für die moderne Fertigung bedeutet
Stellen Sie sich vor, Sie laden um 9 Uhr morgens eine CAD-Datei hoch und erhalten noch vor dem Abkühlen Ihres Morgenkaffees ein detailliertes Angebot mit Preisen, Lieferzeiten und Rückmeldungen zur Herstellbarkeit. Das ist Online-Bearbeitung in Aktion – die digitale Transformation der Art und Weise, wie Ingenieure und Produktentwickler cNC-gefertigte Teile beschaffen .
Im Kern bezeichnet Online-Bearbeitung webbasierte Plattformen, die Sie direkt mit Präzisionsfertigungskapazitäten verbinden – ohne die traditionellen Vermittler. Statt jahrelang Beziehungen zu lokalen Maschinenbetrieben aufzubauen, greifen Sie über Ihren Browser auf globale Fertigungsnetzwerke zu. Dieses Modell verändert grundlegend, wie CNC-Fertigung und herkömmliche Beschaffung zusammenwirken, und bringt Transparenz und Geschwindigkeit in einen Prozess, der früher langsam und von persönlichen Beziehungen abhängig war.
Vom Konstruktionsplan zum Browser: Der Wandel hin zur digitalen Fertigung
Noch vor kurzem bedeutete die Beschaffung maßgeschneiderter, spanend gefertigter Teile etwas völlig anderes. Sie versandten Zeichnungen per E-Mail an mehrere Lieferanten, warteten tagelang auf Antworten, vereinbarten Besuche in den Fertigungsstätten und verhandelten die Vertragsbedingungen in zahllosen Telefonaten. Der gesamte Prozess erforderte bereits bestehende Geschäftsbeziehungen und einen erheblichen Zeitaufwand, noch bevor der erste Span abgenommen wurde.
Heutige digitale CNC-Fertigungsplattformen kehren dieses Modell vollständig um. Laut branchenanalyse von Lauenscnc verbinden sich Nutzer heute mit umfangreichen Fertigungsnetzwerken, passen Parameter in Echtzeit an und sichern Produktionskapazitäten sofort. Dieser Wandel spiegelt breitere digitale Transformationen wider – vergleichbar damit, wie Online-Banking den Gang zur Filiale ersetzt hat oder wie der E-Commerce den Einzelhandel verändert hat.
Was macht diesen Wandel so bedeutsam? Traditionelle Konzepte überzeugen bei langfristigen, hochvolumigen Verträgen mit etablierten Geschäftsbeziehungen. Eine Online-CNC-Fertigungsplattform hingegen dominiert in dynamischen, innovationsgetriebenen Umgebungen, in denen vor allem Geschwindigkeit und Flexibilität zählen.
Wie Online-Plattformen Sie mit CNC-Kapazitäten verbinden
Was geschieht also genau, wenn Sie diese digitalen Plattformen nutzen? Das Ökosystem vereint mehrere miteinander verbundene Komponenten, die nahtlos zusammenarbeiten:
- Datei-Upload-Systeme — Akzeptieren gängige Formate wie STEP, IGES und native CAD-Dateien für eine sofortige Verarbeitung
- Sofortangebots-Engines — KI-basierte Algorithmen analysieren die Geometrie, berechnen Werkzeugwege und generieren innerhalb von Sekunden ein Preisangebot
- Automatisiertes DFM-Feedback — Integrierte Validierungsfunktionen kennzeichnen potenzielle Probleme wie dünne Wände oder Hinterschneidungen, noch bevor Sie Ihre Bestellung aufgeben
- Globale Fertigungsnetzwerke — Verbindungen zu Hunderten oder Tausenden geprüfter CNC-Dienstleister weltweit
- Materialauswahl-Oberflächen — Auswahlmöglichkeiten reichen von Aluminium und Edelstahl über technische Kunststoffe bis hin zu exotischen Legierungen
- Konfiguration der Nachbearbeitung — Oberflächenveredelungen, Wärmebehandlungen und Optionen für die Qualitätsprüfung mit einem einfachen Klick hinzugefügt
Dieses CNC-Service-Modell schafft eine beispiellose Transparenz beim Einkauf von Fertigungsdienstleistungen. Sie aktivieren Optionen für Menge oder Werkstoff und sehen sofort die Preisänderungen – keine mehrere Tage dauernden Wartezeiten für überarbeitete Angebote mehr.
Passt dieser Ansatz Ihren Anforderungen? Wenn Sie Prototypen entwickeln, Designvarianten testen oder maßgefertigte Teile benötigen, ohne sich auf sehr große Stückzahlen festlegen zu müssen, bieten Online-Fertigungsangebote die Flexibilität, die traditionelle Werkstätten oft nicht erreichen können. Start-ups können ihre Operationen skalieren, ohne hohe Vorabinvestitionen tätigen zu müssen, während etablierte Unternehmen ihre Lieferketten optimieren, um Agilität zu gewährleisten.
Dies bedeutet jedoch nicht, dass sämtliche bestehenden Fertigungsbeziehungen ersetzt werden sollen. Vielmehr geht es darum zu verstehen, wann digitale Plattformen echte Vorteile bieten – und wann traditionelle Partnerschaften nach wie vor sinnvoll sind. Ziel ist es hier nicht, Sie für einen bestimmten Ansatz zu gewinnen, sondern Ihnen zu helfen, fundierte Entscheidungen darüber zu treffen, wie Sie effizient ein CNC-Angebot online einholen können – und dabei genau zu wissen, was Sie tatsächlich erhalten.
Die komplette Reise von der Konstruktionsdatei bis zum ausgelieferten Bauteil
Haben Sie sich schon einmal gefragt, was eigentlich zwischen dem Klick auf „Hochladen“ und dem Halten Ihres fertigen CNC-gefertigten Bauteils geschieht? Der Prozess ist anspruchsvoller, als er auf den ersten Blick erscheint – doch überraschend zugänglich, sobald Sie jede einzelne Phase verstanden haben. Wir führen Sie Schritt für Schritt durch den gesamten Workflow, damit Sie genau wissen, was Sie erwartet.
Vorbereiten Ihrer CAD-Dateien für den Upload
Ihre Reise beginnt mit der Vorbereitung der Datei – und die richtige Vorbereitung erspart Ihnen später unnötige Probleme. Die meisten Plattformen akzeptieren mehrere gängige Formate; nicht alle Dateien sind jedoch für die Fertigung gleichermaßen geeignet.
STEP-Dateien (.stp, .step) bleiben der Goldstandard für Online-Fertigung. Sie bewahren die Volumengeometrie, behalten die Maßgenauigkeit bei und lassen sich nahtlos zwischen verschiedenen CAD-Systemen austauschen. Wenn Sie nur ein Format exportieren möchten, wählen Sie STEP.
IGES-Dateien (.igs, .iges) stellen eine zuverlässige Alternative dar. Sie existieren bereits länger und bieten breite Kompatibilität, weisen jedoch gelegentlich Probleme bei der Flächeninterpretation komplexer Kurven auf.
STL-Dateien —üblicherweise mit dem 3D-Druck assoziiert—haben Einschränkungen bei der CNC-Bearbeitung von Teilen. Sie approximieren Flächen durch dreieckige Facetten statt durch echte Geometrie, was die Präzision bei gekrümmten Merkmalen beeinträchtigen kann. Verwenden Sie STL nur dann, wenn keine anderen Formate verfügbar sind.
Überprüfen Sie vor dem Hochladen, ob Ihr Modell wasserdicht ist, d. h., ob es keine offenen Flächen oder selbstschneidende Geometrie enthält. Viele Plattformen kennzeichnen diese Probleme automatisch, doch ihre frühzeitige Erkennung beschleunigt Ihren Angebotserstellungsprozess erheblich.
Verständnis des Sofortangebots-Prozesses
Hier geschieht die Magie. Laut der Plattformdokumentation von Xometry analysieren KI-gestützte Angebotserstellungssysteme Ihre hochgeladene Geometrie sofort, berechnen Werkzeugwege und generieren Preise basierend auf den tatsächlichen Fertigungsanforderungen.
Das System bewertet mehrere Faktoren gleichzeitig:
- Gesamte Bauteilabmessungen und benötigtes Materialvolumen
- Komplexität der Merkmale, einschließlich Bohrungen, Taschen und Oberflächenkonturen
- Anzahl der erforderlichen Aufspannungen, um alle Merkmale zu bearbeiten
- Ausgewählte Materialeigenschaften und Bearbeitbarkeitswerte
- Toleranzspezifikationen und deren Auswirkung auf die Bearbeitungszeit
Was diese Funktion besonders leistungsfähig macht, ist das unmittelbare Feedback zur Konstruktionsfür-die-Fertigung (Design for Manufacturability, DFM). Das System markiert potenzielle Probleme – beispielsweise dünne Wände, die unter Schnittkräften verformt werden könnten, tiefe Taschen, die spezielle Werkzeuge erfordern, oder Merkmale, für die kostspielige 5-Achs-Bearbeitungsverfahren notwendig wären. Wie vom technischen Team von CNC24 angemerkt wurde CNC24's technisches Team , diese automatisierte Machbarkeitsprüfung wird mit einer fachkundigen Überprüfung durch Produktionsfachtechniker kombiniert, um Risiken vor Beginn der Produktion zu minimieren.
Von der Auftragserteilung bis zur Lieferung vor Ihre Haustür
Sobald Sie Ihr Bauteil konfiguriert und das Angebot genehmigt haben, was geschieht dann? Hier ist die vollständige Abfolge:
- Endgültige technische Prüfung — Fachspezialisten überprüfen Ihre Spezifikationen, bestätigen die Verfügbarkeit der Materialien und validieren, ob der angegebene Fertigungsansatz Ihre Anforderungen erfüllt.
- Zuweisung eines Lieferanten — Ihr Projekt wird einem optimalen Hersteller aus dem geprüften Netzwerk der Plattform zugewiesen. Auswahlkriterien umfassen Maschinenkapazitäten, aktuelle Auslastung, geografische Lage sowie etwaige von Ihnen spezifizierte Zertifizierungsanforderungen.
- Produktionsplanung — Ihre Bestellung gelangt in die Fertigungswarteschlange. Die Priorisierung richtet sich nach der von Ihnen gewählten Lieferzeit – bei beschleunigten Aufträgen erfolgt ein Vorrang, während wirtschaftliche Optionen auf eine optimale Batch-Planung warten.
- Ausführung der CNC-Bearbeitung — Erfahrene Maschinisten rüsten Rohmaterial ein, laden Programme und fertigen Ihre Teile.
- Qualitätsprüfung — Fertige Teile werden hinsichtlich ihrer Abmessungen anhand Ihrer Spezifikationen überprüft. Je nach Anforderung reicht dies von einer Standard-Stichprobe bis hin zu umfassenden Koordinatenmessungen (CMM) mit detaillierten Berichten.
- Nachbearbeitung — Alle angegebenen Nachbearbeitungsschritte werden durchgeführt: Entgraten, Oberflächenbehandlungen, Wärmebehandlungen oder Beschichtungsanwendungen.
- Verpackung und Versand — Die Teile werden sorgfältig verpackt, um Transportschäden zu vermeiden, und mittels Ihrer gewünschten Versandmethode versandt.
Welche Lieferzeiten sind tatsächlich zu erwarten?
Die Lieferzeiten variieren stark je nach Projektkomplexität und Dringlichkeit. Für schnelle CNC-Prototypen mit einfachen Geometrien und Standardwerkstoffen wie Aluminium liefern einige Plattformen bereits ab sechs Tagen gemäß der Prototyping-Anleitung von MakerVerse .
Hier ist eine realistische Aufschlüsselung:
| Projekttyp | Typische Lieferzeit | Schlüsselfaktoren |
|---|---|---|
| Einfacher CNC-Prototyp (Aluminium, einfache Geometrie) | 5-10 Werktage | Standard-Toleranzen, minimale Einrichtungen |
| Komplexes Prototyp (engste Toleranzen, mehrere Merkmale) | 10–15 Werktage | Mehrachsige Bearbeitung, Prüfanforderungen |
| Kleinserienfertigung (10–100 Stück) | 2-4 Wochen | Amortisation der Rüstzeit, Chargenoptimierung |
| Serienfertigung (ab 100 Stück) | 3–6 Wochen | Materialbeschaffung, konsistente Qualitätskontrolle |
Beschleunigte Optionen können diese Lieferzeiten erheblich verkürzen – manchmal sogar halbieren –, führen jedoch zu einem Aufpreis. Gleichzeitig verlängern wirtschaftliche Versandoptionen die Lieferzeiten, senken aber die Kosten für nicht dringliche CNC-Prototyping-Projekte.
Das Verständnis dieses gesamten Arbeitsablaufs hilft Ihnen dabei, Projekte realistisch zu planen und bei auftretenden Fragen effektiv mit dem Plattformsupport zu kommunizieren. Nachdem Sie nun über Ihr Prozesswissen verfügen, stellt sich die nächste entscheidende Frage: Welches Material ist für Ihre spezifische Anwendung am besten geeignet?
Die richtige Werkstoffauswahl für Ihr CNC-Projekt
Sie haben Ihre CAD-Datei hochgeladen, das Sofortangebot überprüft und starren nun auf ein Dropdown-Menü mit Dutzenden von Materialoptionen. Welche davon sollten Sie wählen? Diese Entscheidung beeinflusst sämtliche Aspekte – die Leistungsfähigkeit des Bauteils, die Fertigungskosten, die Lieferzeit und letztlich, ob Ihr Konstruktionsentwurf in der vorgesehenen Anwendung erfolgreich ist.
Die gute Nachricht? Online-Fertigungsplattformen bieten umfangreiche Materialbibliotheken, die traditionelle Werkstätten oft nicht erreichen können. Die Herausforderung besteht darin, diese Optionen gezielt und intelligent zu durchforsten. Wir erläutern den Auswahlprozess Schritt für Schritt, damit Sie selbstbewusst und fundiert entscheiden können.
Metalle für Anwendungen mit hohen Anforderungen an Festigkeit und Präzision
Wenn mechanische Leistung im Vordergrund steht, bleiben Metalle die erste Wahl für die CNC-Bearbeitung . Doch der Begriff „Metall“ umfasst ein enorm breites Spektrum an Eigenschaften und Preisniveaus. Ein Verständnis der wichtigsten Kategorien hilft Ihnen dabei, die Auswahl rasch einzugrenzen.
Aluminiumlegierungen: Die Allrounder-Materialien
Wenn Sie nicht sicher sind, wo Sie beginnen sollen, bietet die Bearbeitung von Aluminium oft das beste Verhältnis aus Leistung, Kosten und Herstellbarkeit. Laut dem Materialauswahl-Leitfaden von Hubs weisen Aluminiumlegierungen ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht, eine hohe thermische und elektrische Leitfähigkeit sowie einen natürlichen Korrosionsschutz auf – wodurch sie für viele Prototypen- und Serienanwendungen die kostengünstigste Option darstellen.
Aluminium 6061 dient als Standardwahl für allgemeine Anwendungen. Es lässt sich hervorragend bearbeiten, ist vergleichsweise kostengünstig und eignet sich für das Eloxieren zur Verbesserung der Oberflächenhärte und Ästhetik.
Aluminium 7075 kommt zum Einsatz, wenn Sie die Festigkeit von Luft- und Raumfahrtqualität benötigen. Es kann wärmebehandelt werden, um Härtegrade zu erreichen, die mit denen einiger Stähle vergleichbar sind, und behält dabei den Gewichtsvorteil von Aluminium – was für gewichtskritische Anwendungen entscheidend ist.
Aluminium 5083 überzeugt in maritimen Umgebungen, in denen Salzwasser andere Legierungen angreifen würde. Falls Ihre Bauteile extremen Umgebungsbedingungen ausgesetzt sind, sollte diese Sorte in Erwägung gezogen werden.
Stähle: Wenn Haltbarkeit wichtiger ist als Gewicht
Stahllegierungen bieten Festigkeit, Härte und Verschleißfestigkeit, die Aluminium schlichtweg nicht erreichen kann. Der Nachteil? Höhere Materialkosten, längere Bearbeitungszeiten und deutlich mehr Gewicht.
Stahl aus Edelstahl 304 bewältigt die meisten korrosionsbeständigen Anwendungen wirksam. Es lässt sich vernünftigerweise bearbeiten und widersteht den meisten Umgebungsbedingungen – weshalb es die Standardwahl für Lebensmittelverarbeitung, medizinische Geräte und Außenanwendungen ist.
Edelstahl 316 steigert die Korrosionsbeständigkeit weiter, insbesondere gegenüber salzhaltigen Lösungen. Marineanwendungen und chemische Verarbeitungsumgebungen erfordern häufig diesen verbesserten Schutz.
Werkzeugstähle wie D2 und A2 erreichen nach einer Wärmebehandlung eine außergewöhnliche Härte – bis zu 65 HRC. Sie sind unverzichtbar für die Herstellung von Werkzeugen, Matrizen und Komponenten, die extremem Verschleiß ausgesetzt sind, erfordern jedoch spezialisiertes Bearbeitungswissen.
Messing und Bronze: Spezialisierte Leistung
Diese Kupferlegierungen dienen speziellen, aber kritischen Anwendungen. Messing C36000 ist außerordentlich gut zerspanbar und bietet natürlichen Korrosionsschutz, weshalb es sich für hochvolumige Komponenten wie Armaturen und Steckverbinder großer Beliebtheit erfreut.
Die CNC-Bearbeitung von Bronze stellt besondere Herausforderungen dar, die besondere Aufmerksamkeit erfordern. Wie von den Bronze-Bearbeitungsspezialisten von Othala Tech hervorgehoben wird, verhalten sich verschiedene Bronzegüten unter Schneidwerkzeugen sehr unterschiedlich. C932 (bleihaltige Bronze) lässt sich glatt zerspanen und bietet ausgezeichnete Spankontrolle, während C954 (Aluminiumbronze) sehr schnell Wärme aufbaut und eine sorgfältige Drehzahlsteuerung erfordert.
Wenn Sie Bronze für Lager, Getriebe oder maritime Hardware zerspanen, rechtfertigen die natürliche Verschleißfestigkeit und die selbstschmierenden Eigenschaften des Materials die zusätzliche Komplexität der Zerspanung. CNC-Bearbeitungsprozesse für Bronze erfordern Fachbetriebe mit Erfahrung in der Verarbeitung dieser Legierungen – ein Aspekt, den Sie bei der Auswahl Ihres Fertigungspartners für Bronze-CNC-Projekte unbedingt prüfen sollten.
Wenn Kunststoffe metallische Alternativen übertreffen
Gehen Sie nicht davon aus, dass Metall immer die richtige Lösung ist. Technische Kunststoffe bieten für viele Anwendungen überzeugende Vorteile: geringeres Gewicht, niedrigere Materialkosten, hervorragende chemische Beständigkeit und natürliche elektrische Isolierung.
Hochleistungs-Technische Kunststoffe
Delrin-Kunststoff (POM/Acetal) zeichnet sich als der Spitzenreiter unter den spanabhebend bearbeitbaren Kunststoffen aus. Er bietet die beste Bearbeitbarkeit aller Kunststoffe, außergewöhnliche Dimensionsstabilität, sehr geringe Reibung und minimale Wasseraufnahme. Wenn Sie präzise Kunststoffteile mit engen Toleranzen benötigen, sollte Delrin-Kunststoff Ihre erste Wahl sein.
Nylon für die spanende Bearbeitung anwendungen bieten eine ausgezeichnete Schlagzähigkeit, eine gute chemische Beständigkeit und eine natürliche Abriebfestigkeit. Nylon 6 und Nylon 66 sind die am häufigsten spezifizierten Sorten. Bei der Verwendung von Nylon für spanabhebende Bearbeitungsprojekte ist jedoch eine Einschränkung zu beachten: Das Material nimmt Feuchtigkeit auf, was die Dimensionsstabilität in feuchter Umgebung beeinträchtigen kann.
Polycarbonat kombiniert hohe Zähigkeit mit optischer Klarheit – es kann zu transparenten Komponenten bearbeitet werden. Seine Schlagzähigkeit übertrifft die von ABS und macht es daher geeignet für Schutzabdeckungen, Linsen und fluidische Geräte.
PEEK stellt die Premium-Stufe der technischen Thermoplaste dar. Es verträgt Temperaturen bis zu 250 °C, ist gegenüber den meisten Chemikalien beständig und bietet ein Festigkeits-zu-Gewicht-Verhältnis, das dem von Metallen vergleichbar ist. Medizinische PEEK-Varianten ermöglichen Anwendungen als biomedizinische Implantate. Der Nachteil? Deutlich höhere Materialkosten.
Materialauswahl auf einen Blick
Der folgende Vergleich hilft Ihnen dabei, schnell geeignete Materialien anhand Ihrer primären Anforderungen zu identifizieren:
| Materialkategorie | Typische Anwendungen | Relativer Preis | Bearbeitbarkeit | Wichtige Eigenschaften |
|---|---|---|---|---|
| Aluminium 6061 | Allgemeine Prototypen, Gehäuse, Halterungen | $ | Ausgezeichnet | Leichtgewichtig, korrosionsbeständig, eloxierbar |
| Aluminium 7075 | Luft- und Raumfahrtkomponenten, hochbelastete Teile | $$ | Gut | Hohe Festigkeit, wärmebehandelbar, ermüdungsbeständig |
| Stahl aus Edelstahl 304 | Lebensmitteltechnik, medizinische Geräte, Außenausrüstung | $$ | - Einigermaßen | Korrosionsbeständig, schweißbar, hygienisch |
| Edelstahl 316 | Maritime Beschläge, chemische Verfahrenstechnik | $$$ | - Einigermaßen | Hervorragende Korrosionsbeständigkeit, salzwasserbeständig |
| Messing C36000 | Armaturen, Steckverbinder, dekorative Beschläge | $$ | Ausgezeichnet | Geringe Reibung, elektrische Leitfähigkeit, ästhetische Wirkung |
| Bronze (C932/C954) | Lager, Zahnräder, Schiffsschrauben | $$-$$$ | Gut (variiert je nach Qualität) | Verschleißfest, selbstschmierend, korrosionsbeständig |
| Delrin (POM) | Präzisionszahnräder, Buchsen, Isolatoren | $ | Ausgezeichnet | Geringe Reibung, dimensionsstabil, feuchtigkeitsbeständig |
| Nylon 6/66 | Verschleißteile, Strukturteile, Isolatoren | $ | Gut | Schlagfest, chemikalienbeständig, abrasionsbeständig |
| Polycarbonat | Optikkomponenten, Schutzabdeckungen, Displays | $ | Gut | Durchsichtig, hohe Schlagzähigkeit, temperaturstabil |
| PEEK | Medizinische Implantate, Luft- und Raumfahrt, Hochtemperaturanwendungen | $$$$ | - Einigermaßen | Extrem hohe Temperaturbeständigkeit, chemisch inert, biokompatible Varianten verfügbar |
Entscheidungskriterien: Abstimmung von Werkstoffen auf Anforderungen
Wie reduzieren Sie diese umfangreiche Liste? Berücksichtigen Sie diese vier Faktoren in der angegebenen Reihenfolge nach Priorität:
- Mechanische Anforderungen — Welchen Lasten, Spannungen und Verschleißbedingungen wird Ihr Bauteil ausgesetzt? Damit fallen Werkstoffe weg, die die erforderlichen Leistungsanforderungen nicht erfüllen können.
- Umweltbelastung — Sind die Teile Feuchtigkeit, Chemikalien, UV-Strahlung oder extremen Temperaturen ausgesetzt? Die Verträglichkeit des Materials mit den Betriebsbedingungen ist zwingend erforderlich.
- Gewichtsbegrenzungen — Anwendungen in der Luft- und Raumfahrt sowie bei tragbaren Geräten erfordern häufig ein möglichst geringes Gewicht. Kunststoffe und Aluminiumlegierungen bieten hier deutliche Vorteile.
- Budgetüberlegungen — Sobald Sie Materialien identifiziert haben, die die Leistungsanforderungen erfüllen, können Kostenunterschiede bei der endgültigen Auswahl entscheidend sein. Manchmal reicht ein Standard-Aluminium für eine Aufgabe aus, für die teure Speziallegierungen nicht erforderlich sind.
Wann Materialzertifizierungsunterlagen erforderlich sind
Für bestimmte Branchen geht die Materialauswahl über die reinen Materialeigenschaften hinaus und umfasst auch dokumentarische Anforderungen. In der Luft- und Raumfahrt können beispielsweise Rückverfolgbarkeitszertifikate erforderlich sein, die die genaue Legierungszusammensetzung und die Verarbeitungshistorie nachweisen. Medizinprodukte benötigen häufig Dokumentationen zu Biokompatibilitätstests. Für Automobilkomponenten können Konformitätszertifikate gemäß spezifischer OEM-Vorgaben erforderlich sein.
Wenn Sie für regulierte Branchen fertigen, stellen Sie vor der Auftragserteilung sicher, dass Ihr Online-Fertigungsdienstleister die entsprechenden Zertifizierungen bereitstellen kann. Nicht alle Plattformen bieten diesen Umfang an Dokumentation an, und erst nach Abschluss der Produktion festzustellen, dass diese Unterlagen fehlen, führt zu kostspieligen Verzögerungen.
Nachdem die Werkstoffauswahl geklärt ist, beeinflusst die nächste entscheidende Spezifikation sowohl die Funktion des Bauteils als auch die Fertigungskosten direkt: die Toleranzanforderungen. Zu verstehen, wie sich unterschiedliche Genauigkeitsstufen auf Ihr Budget auswirken, hilft Ihnen dabei, genau das Maß an Genauigkeit anzugeben, das Sie benötigen – und nichts darüber hinaus.
Toleranzauswahl, die Präzision und Kosten in Einklang bringt
Folgendes Szenario ist Ihnen wahrscheinlich bereits begegnet: Sie schließen ein Konstruktionsdesign ab, und das Feld für die Toleranz starrt Sie an. Sollten Sie zur Sicherheit ±0,005" angeben? Oder reicht ±0,010" völlig aus? Diese Entscheidung – oft innerhalb weniger Sekunden getroffen – kann Ihre Fertigungskosten verdoppeln oder später zu Montageproblemen führen.
Toleranzen stellen die zulässige Abweichung von Ihren vorgesehenen Maßen dar. Praktisch gesehen bestimmen sie, ob bearbeitete Teile korrekt zusammenpassen, wie konzipiert funktionieren und die Qualitätsanforderungen erfüllen. Doch laut Beobachtungen von Fertigungstechniker von RPWORLD , hat sich ein besorgniserregender Trend herausgebildet: Teile für unterschiedliche Anwendungen weisen heute häufig unnötig strenge Toleranzen auf – selbst bei nicht kritischen Oberflächen. Dies spiegelt zwar Verbesserungen der industriellen Fertigungskapazitäten wider, führt jedoch oft zu erheblichen Kostenverschwendungen.
Standard- vs. Präzisionstoleranzen
Was können Sie realistischerweise von Online-Bearbeitungsdiensten erwarten? Ein Verständnis der grundlegenden Fertigungsmöglichkeiten hilft Ihnen dabei, angemessen zu spezifizieren, ohne überdimensionierte Konstruktionen vorzunehmen.
Bei den meisten CNC-Fräse- und Drehbearbeitungsverfahren betragen die Standardtoleranzen ±0,010" (±0,25 mm) über gängige Materialien und Geometrien hinweg. Laut der Toleranzanalyse von Modus Advanced unterstützt dieses Genauigkeitsniveau die überwiegende Mehrheit der technischen Anwendungen, während gleichzeitig angemessene Kosten und Lieferzeiten gewahrt bleiben.
Wann genügt Standardgenauigkeit? Berücksichtigen Sie diese Anwendungen:
- Gehäuse und Schutzabdeckungen, bei denen exakte Abmessungen nicht kritisch sind
- Befestigungswinkel mit Aussparungslöchern für Verbindungselemente
- Prototyp-Iterationen, die sich auf Form- und Funktionsprüfungen konzentrieren
- Komponenten mit großzügig bemessenen Montage-Spielräumen, die bereits in der Konstruktion vorgesehen sind
Präzisionsbearbeitete Teile erfordern engere Toleranzen – typischerweise ±0,003" bis ±0,005" (±0,08 bis ±0,13 mm). Diese Toleranzen erfordern zusätzliche Bearbeitungsdurchgänge, spezielle Werkzeuge, klimatisierte Umgebungen sowie umfassende Prüfprotokolle. Das Ergebnis? Deutlich höhere Einzelteilkosten.
Toleranzbereiche und ihre Auswirkungen in der Praxis
Die folgende Tabelle zeigt, wie Toleranzspezifikationen sich auf die Kosten und typische Anwendungen für CNC-gefräste Komponenten auswirken:
| Toleranzklasse | Typischer Bereich | Kostenauswirkung | Gemeinsame Anwendungen |
|---|---|---|---|
| Standard | ±0,010" (±0,25 mm) | Grundpreisgestaltung | Allgemeine Prototypen, nicht kritische Merkmale, Gehäuse |
| Präzision | ±0,005" (±0,13 mm) | 1,5–2× Standard | Passflächen, Lagereinsätze, Gleitflächen |
| Hohe Präzision | ±0,002–0,003" (±0,05–0,08 mm) | 2–3× Standard | Luft- und Raumfahrt-Schnittstellen, Komponenten für Medizinprodukte, optische Halterungen |
| Ultra-Präzision | ±0,001" (±0,025 mm) oder enger | 4×+ Standard | Turbinenkomponenten, Präzisionsinstrumente, Halbleiterausrüstung |
Beachten Sie, wie sich die Kosten exponentiell – nicht linear – erhöhen, wenn die Toleranzen verschärft werden. Wie RPWORLD bemerkt, können übermäßig strenge Toleranzen dazu führen, dass Teile in sekundäre Schleif- oder EDM-Bearbeitungsschritte überführt werden müssen, was sowohl die Kosten als auch die Durchlaufzeiten unnötig erhöht.
Wie sich Ihre Toleranzwahl auf Ihr Budget auswirkt
Warum verursachen engere Toleranzen deutlich höhere Kosten? Mehrere Faktoren verstärken sich gegenseitig:
- Zusätzliche Bearbeitungsdurchgänge — Entfernen des Materials in kleineren Schritten, um die Maßhaltigkeit zu gewährleisten
- Langsamere Vorschubgeschwindigkeiten — Reduzierte Schnittgeschwindigkeiten minimieren Werkzeugverformung und thermische Effekte
- Spezielle Werkzeuge — Hochwertigere Fräswerkzeuge mit engeren Laufgenauigkeitsvorgaben
- Verlängerte Rüstzeit — Sorgfältigere Werkstückaufspannung und -ausrichtung
- Erweiterte Prüfung — CMM-Messungen statt herkömmlicher Maßprüfung
- Umweltkontrollen — Temperaturgestabilisierte Bearbeitung für die engsten Toleranzen
Das Toleranzstapelungsproblem
Hier stoßen viele Konstruktionen auf Schwierigkeiten. Wenn mehrere Komponenten zusammenmontiert werden, summieren sich die einzelnen Toleranzen auf. Gemäß Der technischen Analyse von CNCYangsen kann jede Einzelkomponente in einer Baugruppe zwar einzeln eine Toleranz von ±0,1 mm aufweisen, doch die kumulierte Gesamttoleranz an der endgültigen Schnittstelle kann ±0,3 mm oder mehr betragen.
Betrachten Sie eine einfache Dreiteil-Baugruppe: Hat jedes Bauteil bei seiner maßgeblichen Abmessung eine Toleranz von ±0,010 Zoll, so ergibt sich im ungünstigsten Fall eine Gesamtvariation der Endbaugruppenabmessung von ±0,030 Zoll – also das Dreifache dessen, was in jeder einzelnen Zeichnung spezifiziert ist.
Erfahrene Konstrukteure begegnen der Stapelungstoleranz durch mehrere Strategien:
- Maßgebliche Abmessungen identifizieren — Toleranzen nur bei Merkmalen verschärfen, die unmittelbar die Montagefunktion beeinflussen
- Konstruktionsbedingte Positioniermerkmale — Positionierstifte, Ausrichtungsabsätze oder selbstzentrierende Geometrie verringern die Positionsakkumulation
- Vereinfachung der Montagebeziehungen — Weniger Teile in der Toleranzkette bedeuten geringere kumulative Abweichung
- Geeignete Spalte konstruieren — Soweit möglich, werden gezielte Spielmaße zur Aufnahme von Abweichungen ohne funktionelle Einbußen vorgesehen
Oberflächenbeschaffenheit und Toleranzverhältnisse
Spezifikationen zur Oberflächenbeschaffenheit korrelieren häufig mit – ersetzen jedoch nicht – den Maßtoleranzen. Eine raue Oberfläche (höherer Ra-Wert) kann nicht dieselbe effektive Genauigkeit wie eine glatte Oberfläche erreichen, da die Messunsicherheit mit zunehmender Oberflächenunregelmäßigkeit steigt.
Für präzise CNC-Bearbeitungsanwendungen mit engen Toleranzen ist es üblich, entsprechende Oberflächenbeschaffenheiten anzugeben:
- Standardtoleranzen werden typischerweise mit 125 Ra μin (3,2 Ra μm) oder gröber kombiniert
- Präzisionstoleranzen funktionieren gut mit 63–32 Ra μin (1,6–0,8 Ra μm)
- Hochpräzise Arbeiten erfordern häufig 16 Ra μin (0,4 Ra μm) oder feiner
Die Spezifikation nicht kompatibler Kombinationen – beispielsweise enge Toleranzen bei groben Oberflächen oder umgekehrt – deutet auf unklare Anforderungen hin und kann bei Ihrem Anbieter für präzise Zerspanung Rückfragen auslösen.
Kommunikation von kritischen versus allgemeinen Toleranzen
Ihre technischen Zeichnungen sollten klar zwischen Merkmalen unterscheiden, die eine strenge Kontrolle erfordern, und solchen, bei denen eine Standardpräzision ausreichend ist. Die meisten erfahrenen Konstrukteure wenden einen gestuften Ansatz an:
- Allgemeine Toleranzangabe im Titelblock — gilt für alle Maße ohne spezifische Angaben (typischerweise ±0,010" oder gemäß ISO 2768)
- Spezifische Maßangaben — engere Toleranzen werden direkt an kritischen Merkmalen angegeben
- GD&T-Symbole — Geometrische Tolerierung für Merkmale, bei denen Form, Ausrichtung oder Lage über die reine Größenangabe hinaus von Bedeutung sind
Dieser Ansatz vermittelt die Fertigungsintention klar. Maschinisten verstehen sofort, welche Merkmale besondere Sorgfalt erfordern und wo eine Standard-Präzisionsbearbeitung ausreichend ist.
Wann engere Toleranzen tatsächlich erforderlich sind
Wann sollten Sie also tatsächlich Präzisionstoleranzen festlegen? Rechtfertigte Anwendungen umfassen:
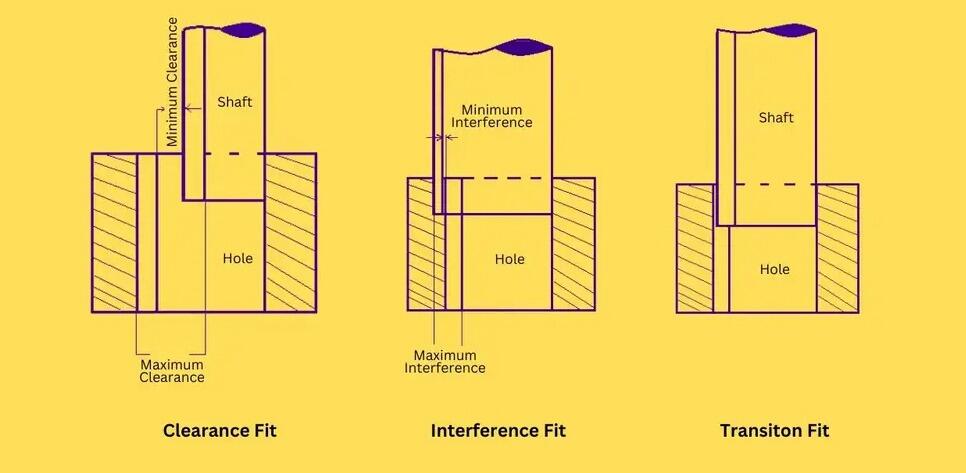
- Presspassungen oder Übermaßverbindungen — Die Maßgenauigkeit bestimmt unmittelbar Kraftaufwand und Haltekraft beim Einbau
- Lagerbohrungen und Wellendurchmesser — Eine korrekte Passung gewährleistet die richtige Laufspielweite und die Lebensdauer der Lager
- Dichtflächen — O-Ring-Nuten und sich gegenüberliegende Flansche erfordern kontrollierte Abmessungen für eine zuverlässige Dichtung
- Kinematische Mechanismen — Gelenkverbindungen, Nocken und Präzisionsschlitten benötigen eine enge Tolerierung für einen reibungslosen Betrieb
- Sicherheitskritische Baugruppen — Luft- und Raumfahrt, Medizin und Automobilindustrie, bei denen die Folgen eines Versagens gravierend sind
Für alles andere? Standardtoleranzen aus kompetenten CNC-Bearbeitungsmaterialien und -verfahren liefern hervorragende Ergebnisse zu einem Bruchteil der Kosten. Die zentrale Erkenntnis aus branchenexperten : Die Entscheidung, enge Toleranzen vorzugeben, sollte stets auf konkrete funktionale Anforderungen – und nicht auf allgemeine Qualitätspräferenzen – zurückgeführt werden.
Nachdem die Grundlagen der Toleranzen verstanden sind, stehen Sie vor einer weiteren Frage, die sich bei jedem Projekt stellt: Was kostet das tatsächlich? Im nächsten Abschnitt werden die fünf wesentlichen Faktoren erläutert, die die Kosten für die CNC-Bearbeitung bestimmen – und es werden Konstruktionsentscheidungen aufgezeigt, die die Kosten senken, ohne die Funktionalität einzuschränken.
Verständnis der Kostentreiber bei der CNC-Bearbeitung
Sie haben Ihr Material ausgewählt und die Toleranzen festgelegt. Nun stellt sich die Frage, die sich jeder stellt: Was kostet das eigentlich? Im Gegensatz zu vielen Branchen, in denen die Preisgestaltung willkürlich erscheint, folgt der Preis für CNC-Bearbeitung logischen Mustern. Das Verständnis dieser Muster hilft Ihnen dabei, realistische Budgetvorstellungen zu entwickeln – und zeigt Möglichkeiten auf, Kosten zu senken, ohne Kompromisse bei der Qualität einzugehen.
Die Herausforderung? Die meisten Online-Bearbeitungsplattformen zeigen Ihnen lediglich eine Endsumme an, ohne zu erläutern, wie diese zustande gekommen ist. In diesem Abschnitt werden die fünf wesentlichen Kostenfaktoren detailliert erläutert, damit Sie Angebote fundiert interpretieren und informierte Abwägungsentscheidungen treffen können, bevor Sie sich verbindlich festlegen.
Die fünf Faktoren, die Ihre Bearbeitungskosten bestimmen
Nach Umfassende Kostenanalyse von Scan2CAD , hängen die Wirtschaftlichkeit der Bearbeitung von mehreren miteinander verbundenen Variablen ab. Wir betrachten nun jeden Faktor und dessen relativen Einfluss auf Ihr endgültiges Angebot.
1. Werkstoffauswahl und Stückzahl
Die Materialkosten schwanken je nach Materialart, Menge und aktuellen Marktbedingungen. Als grobe Orientierung sind Kunststoffe deutlich günstiger als Metalle – doch selbst innerhalb der Metallgruppen fallen die Preisunterschiede erheblich aus. Aluminium 6061 kostet beispielsweise 3–8 US-Dollar pro Pfund, während Edelstahl 5–15 US-Dollar pro Pfund kostet und Speziallegierungen wie Titan über 30 US-Dollar pro Pfund erreichen können.
Neben den Rohstoffpreisen ist zu berücksichtigen, wie viel Ausgangsmaterial Ihr Konstruktionsentwurf verbraucht. Ein Bauteil, bei dem 80 % des Materials abgetragen werden müssen, erzeugt mehr Abfall, längere Bearbeitungszeiten und stärkeren Werkzeugverschleiß im Vergleich zu Konstruktionen, die einen größeren Anteil des Ausgangsmaterials erhalten. Bei der Berechnung der metallverarbeitenden Kosten für den Maschinisten fließen sowohl der Einkaufspreis des Materials als auch die Effizienz ein, mit der Ihr Entwurf dieses Material nutzt.
2. Geometrische Komplexität
Die Komplexität eines Bauteils korreliert unmittelbar mit der Bearbeitungszeit – dem laut branchenüblicher Analyse größten einzelnen Kostenfaktor. Komplexe Geometrien erfordern:
- Mehrere Werkzeugwechsel, um unterschiedliche Merkmale zu bearbeiten
- Zusätzliche Aufspannungen, um Merkmale aus verschiedenen Richtungen zugänglich zu machen
- Längere Programmierzeit für komplexe Werkzeugwege
- Langsamere Schnittgeschwindigkeiten, um die Genauigkeit bei detaillierten Merkmalen zu gewährleisten
Laut der Kostenaufschlüsselung für Prototypen von Hotean kann allein die Designkomplexität die Bearbeitungszeit um 30–50 % erhöhen. Ein einfacher rechteckiger Aluminiumblock mit grundlegenden Bohrungen kostet möglicherweise 150 US-Dollar, während derselbe Grundkörper mit komplexen Konturen und Taschen variabler Tiefe 450 US-Dollar oder mehr erreichen kann.
3. Toleranzanforderungen
Wie bereits zuvor erläutert, beeinflussen Toleranzvorgaben die Fertigungskosten erheblich. Standardtoleranzen (±0,010") stellen den Basistarif dar. Bei einer Verschärfung auf ±0,005" sind Kostensteigerungen um das 1,5- bis 2-Fache zu erwarten. Bei einer weiteren Verschärfung auf ±0,001" können sich die Kosten gemäß branchenüblichen Benchmarks vervierfachen.
Diese Kostensteigerung spiegelt reale Fertigungsanforderungen wider: zusätzliche Bearbeitungsdurchgänge, langsamere Vorschübe, spezielle Werkzeuge sowie erweiterte Prüfprotokolle beanspruchen sämtlich Zeit und Ressourcen.
4. Mengenwirtschaftlichkeit
Hier wird das Verständnis der Einrichtungskosten entscheidend. Jeder CNC-Auftrag erfordert Programmierung, Spannmittelvorbereitung, Werkzeugauswahl und Maschineneinrichtung – unabhängig davon, ob Sie ein oder hundert Teile herstellen. Diese Fixkosten verteilen sich auf Ihre Bestellmenge.
Die Wirtschaftlichkeit ist beeindruckend: Daten aus der Kostenanalyse zeigen, dass ein einzelnes Prototypteil 500 USD kosten kann, während bei einer Bestellung von 10 Stück der Preis pro Teil auf etwa 300 USD sinkt. Ab 50+ Stück können die Kosten um bis zu 60 % reduziert werden, wodurch der Preis pro Teil auf rund 120 USD fällt.
| Bestellmenge | Geschätzte Kosten pro Teil | Kostenreduzierung |
|---|---|---|
| 1 Einheit | $500 | Basislinie |
| 10 Einheiten | $300 | 40 %ige Reduzierung |
| 50+ Einheiten | $120 | 60 %ige Reduktion |
Dies erklärt, warum kleine CNC-Bearbeitungsaufträge höhere Stückpreise aufweisen – Sie tragen die Einrichtungskosten auf weniger Teile verteilt.
5. Nachbearbeitungsverfahren
Nach der Bearbeitung durchgeführte Oberflächenbehandlungen verursachen zusätzliche Kosten, die bei der ersten Budgetplanung häufig übersehen werden. Laut den Daten zu Nachbearbeitungskosten:
- Maschinengenaue Oberfläche: Keine zusätzlichen Kosten – kürzeste Durchlaufzeit
- Sandstrahlen: Fügt 10–20 USD pro Teil für eine gleichmäßige mattierte Oberflächenstruktur hinzu
- Mit einem Gehalt an Zellstoff von mehr als 0,01 GHT Fügt 25–50 USD pro Einheit für Korrosionsbeständigkeit und Farbe hinzu
- Pulverbeschichtung: Fügt je nach Teilgröße und Komplexität 30–70 USD hinzu
Jede Oberflächenbehandlung erfüllt funktionale oder ästhetische Zwecke, doch die Kosten summieren sich bei Bestellungen mit mehreren Teilen rasch
Intelligente Konstruktionsentscheidungen zur Senkung der Fertigungskosten
Nachdem Sie nun die Kostenfaktoren kennen, wie können Sie die Ausgaben minimieren, ohne die Funktionalität einzuschränken? Die DFM-Analyse von Fictiv identifiziert die Prinzipien einer „geringsten Aufwands“-Konstruktion, die sich direkt in niedrigere Kosten umsetzen:
- Konstruieren Sie ausgehend von Standardmaterialgeometrien — Teile, die von Standardabmessungen für Stäbe, Bleche oder Rundstäbe ausgehen, minimieren den anfänglichen Materialabfall und die Einrichtungskomplexität
- Beschränken Sie die Einrichtungen auf zwei oder weniger — Jede zusätzliche Spannrichtung erhöht die Bearbeitungszeit erheblich; konstruieren Sie Teile daher so, dass sie mit möglichst wenigen Spannrichtungen bearbeitet werden können
- Verwenden Sie Standardwerkzeuggeometrien — Merkmale, die mit gängigen Fräsern, Bohrern und Fasenwerkzeugen bearbeitet werden können, sind kostengünstiger als solche, die Spezialwerkzeuge erfordern
- Nur erforderliche Toleranzen angeben — Enge Toleranzen ausschließlich für funktionale Oberflächen festlegen; ansonsten allgemeine Toleranzen verwenden
- Tiefe Taschen und dünne Wände vermeiden — Merkmale, die spezielle Langstrecken-Werkzeuge oder sorgfältiges Verformungsmanagement erfordern, verlängern die Bearbeitungszeit
- Innenecken abrunden — Scharfe Innenecken erfordern kleinere Werkzeuge und mehrere Bearbeitungsgänge; großzügige Radien lassen sich schneller bearbeiten
- Standard-Oberflächenfinish wählen — Unbearbeitete („as-machined“) oder sandgestrahlte Oberflächen sind kostengünstiger als Eloxal- oder Pulverbeschichtung, wenn das Erscheinungsbild nicht entscheidend ist
Diese Änderungen beeinträchtigen die technische Zielsetzung nicht – sie bringen die Konstruktionsentscheidungen mit den realen Fertigungsbedingungen in Einklang.
Prototypenfertigung vs. Serienfertigung: Unterschiedliche wirtschaftliche Überlegungen
Die Projektphase beeinflusst maßgeblich die optimale Beschaffungsstrategie. Bei Prototypen stehen Geschwindigkeit und Flexibilität in der Regel über der Optimierung der Kosten pro Einzelteil. Sie testen Konzepte, iterieren Designs und validieren die Passform – es ist sinnvoll, für kleine Stückzahlen einen Aufpreis pro Einheit zu zahlen, wenn vor allem die Zeit bis zum Erkenntnisgewinn zählt.
Bei Serienfertigungsmengen verschiebt sich die Kalkulation: Einrichtungskosten verteilen sich auf Hunderte oder Tausende Teile, Mengenrabatte bei Materialien treten in Kraft, und Prozessoptimierungen lohnen sich. In dieser Phase dominieren die wirtschaftlichen Aspekte pro Einheit die Entscheidungsfindung.
Wann Online-Bearbeitung Kostenvorteile bietet
Digitale Plattformen überzeugen in spezifischen Szenarien:
- Prototypenmengen (1–50 Stück) — Sofortige Angebotserstellung, kurze Durchlaufzeiten und kein Aufwand für den Aufbau von Geschäftsbeziehungen
- Design-Iterationszyklen — Schnelle Angebote für mehrere Varianten unterstützen die Optimierung des Designs vor der Serienfreigabe
- Zusätzlicher Kapazitätsbedarf — Wenn Ihre regulären Zulieferer ausgelastet sind, bieten Online-Netzwerke sofort verfügbare Alternativen
- Spezialmaterialien oder -verfahren — Zugang zu umfassenderen Kompetenznetzwerken als lokale Optionen bieten könnten
Situationen, in denen traditionelle Werkstätten möglicherweise besser konkurrieren
Eine ehrliche Einschätzung zeigt Szenarien auf, in denen etablierte Beziehungen Vorteile bringen:
- Hochvolumen-Produktionsläufe — Langfristige Verträge mit lokalen Lieferanten führen häufig zu besseren Preisen durch Beziehungsrabatte und Prozessoptimierung
- Komplexe Baugruppen, die eine Zusammenarbeit erfordern — Konstruktionen, die von der Einbindung des Maschinisten während der Entwicklung profitieren, funktionieren oft besser mit Partnern, die Ihre Produkte kennen
- Regulierte Branchen mit etablierten Zulassungen — Falls ein Lieferant bereits Zulassungen für Ihr Qualitätsmanagementsystem besitzt, birgt ein Wechsel Qualifizierungskosten
- Vorteile der geografischen Nähe — Bei der Suche nach „CNC-Bearbeitung in meiner Nähe“ oder „CNC in meiner Nähe“ entfallen bei lokalen Werkstätten Versandkosten, und bei dringenden Anforderungen ist eine Abholung am selben Tag möglich.
Realistische Budgeterwartungen entwickeln
Bevor Sie Ihr erstes Angebot anfordern, sollten Sie Ihre Erwartungen anhand der Parameter Ihres Projekts festlegen:
- Einfache Aluminium-Prototypen mit Standard-Toleranzen: 100–300 USD pro Teil
- Komplexe Teile mit mehreren Merkmalen oder engen Toleranzen: 300–800 USD pro Teil
- Spezialwerkstoffe oder umfangreiche Nachbearbeitung: 500–1.500+ USD pro Teil
- Serienfertigung (50+ Teile): 40–60 % Preisreduktion gegenüber den Prototyp-Kosten
Diese Spannen dienen als Ausgangspunkt – Ihre konkreten Angebote hängen von der spezifischen Geometrie, dem Werkstoff und den Anforderungen ab. Wenn Sie jedoch bereits grobe Erwartungen zum Angebotstermin mitbringen, können Sie besser beurteilen, ob die Angebote den marktüblichen Preisen entsprechen oder einer weiteren Besprechung bedürfen.
Kostenüberlegungen führen natürlich zu einer weiteren wichtigen Frage: Welche branchenspezifischen Anforderungen könnten für Ihre Anwendung gelten? Die Automobil-, Luft- und Raumfahrt- sowie die Medizinbranche stellen jeweils Zertifizierungs- und Dokumentationsstandards auf, die sowohl die Lieferantenauswahl als auch die Projektkosten beeinflussen.

Branchenanforderungen von der Automobil- bis zur Luft- und Raumfahrtindustrie
Sie haben bereits das geeignete Material ausgewählt, die erforderlichen Toleranzen festgelegt und die Kostenfaktoren verstanden. Doch hier stellt sich eine Frage, die viele Erstnutzer von Online-Fertigungsdiensten vor Probleme stellt: Stellt Ihre Branche zusätzliche Anforderungen über die grundlegenden Bauteil-Spezifikationen hinaus? Für Anwendungen in der Automobil-, Luft- und Raumfahrt- sowie der Medizinbranche lautet die Antwort nahezu immer ja.
Verschiedene Branchen stellen unterschiedliche Anforderungen an Dokumentation, Rückverfolgbarkeit und Prozesskontrolle. Die Auswahl eines Fertigungspartners ohne die richtigen Zertifizierungen kann dazu führen, dass Sie Teile erhalten, die Sie buchstäblich nicht einsetzen können – unabhängig davon, wie dimensionsgenau sie sind. Wir erläutern im Folgenden die jeweiligen Anforderungen der wichtigsten Branchen, damit Sie die Qualifikationen Ihres Lieferanten bereits vor Auftragserteilung überprüfen können.
Anforderungen und Zertifizierungen für Automobilkomponenten
Die Automobilindustrie arbeitet nach einigen der anspruchsvollsten Qualitätsrahmenbedingungen innerhalb der Fertigung. Wenn Sie Komponenten für Fahrzeuganwendungen beschaffen, steht eine Zertifizierung über allen anderen: IATF 16949 .
Was bedeutet IATF 16949 tatsächlich für Sie als Kunden? Laut dem Zertifizierungsleitfaden von American Micro Industries kombiniert dieser globale Standard für das Qualitätsmanagement in der Automobilindustrie die Grundsätze der ISO 9001 mit branchenspezifischen Anforderungen an kontinuierliche Verbesserung, Fehlervermeidung und strenge Lieferantenüberwachung. Er ist die Qualifikationsvoraussetzung, um mit führenden OEMs und Tier-1-Zulieferern zusammenzuarbeiten.
Zu den zentralen Elementen, die die IATF-16949-Zertifizierung garantiert, gehören:
- Fokus auf Fehlervermeidung — Systeme, die darauf ausgelegt sind, Probleme bereits vor ihrem Auftreten zu erkennen – nicht erst danach
- Produktrückverfolgbarkeit — Vollständige Dokumentation, die jedes Teil spezifischen Materialchargen, Maschinen und Mitarbeitern zuordnet
- Protokolle zur kontinuierlichen Verbesserung — Dokumentierte Korrekturmaßnahmen, die Wiederholung von Problemen verhindern
- Lieferanten-Qualitätsmanagement — Strenge Überwachung über die gesamte Lieferkette hinweg
Neben IATF 16949 stellt die Automobilfertigung weitere Anforderungen Statistische Prozesskontrolle (SPC) fähigkeiten. Warum ist SPC wichtig? Bei der Herstellung von Tausenden identischer Komponenten ist eine gewisse Variation unvermeidlich. Die SPC-Überwachung verfolgt dimensionsbezogene Trends in Echtzeit und erkennt Abweichungen, bevor Teile außerhalb der Spezifikation liegen. Diese Konsistenz ist entscheidend für die Serienfertigung, bei der selbst geringe Ausschussraten erhebliche Qualitätskosten verursachen.
Für Ingenieure, die Automobilkomponenten über Online-Plattformen beschaffen, verhindert die vorherige Prüfung dieser Qualifikationen unangenehme Überraschungen. Shaoyi Metal Technology , beispielsweise, hält die IATF-16949-Zertifizierung neben umfassenden SPC-Fähigkeiten aufrecht – was die Art präziser CNC-Bearbeitungsdienstleistungen nachweist, die für die Zuliefererkette von OEMs erforderlich sind. Ihr Vorgehen bei Fahrwerksbaugruppen und kundenspezifischen Metallbuchsen spiegelt die dokumentarische Sorgfalt wider, die für Anwendungen im Automobilbereich gefordert wird.
Berücksichtigungen zur Konformität im medizinischen und Luft- und Raumfahrtbereich
Wenn Automobilstandards anspruchsvoll erscheinen, fügen medizinische und luft- und raumfahrtbezogene Anforderungen weitere Komplexitätsebenen hinzu. Diese regulierten Branchen stellen Dokumentations- und Rückverfolgbarkeitsanforderungen, bei denen Abkürzungen schlicht keine Option darstellen.
Luft- und Raumfahrt: Wo Materialrückverfolgbarkeit nicht verhandelbar ist
Die CNC-Bearbeitung für die Luft- und Raumfahrt unterliegt Rahmenbedingungen, die absolute Zuverlässigkeit sicherstellen sollen. Wenn Komponenten in einer Flughöhe von 35.000 Fuß versagen, sind die Folgen katastrophal – was erklärt, warum die Zertifizierungsanforderungen für die Luft- und Raumfahrt zu den strengsten der Fertigungsindustrie zählen.
AS9100 aS9100 dient als grundlegender Qualitätsstandard für die Luft- und Raumfahrt. Wie von Branchenzertifizierungsexperten hervorgehoben, baut AS9100 auf ISO 9001 auf und führt zusätzliche, spezifisch auf den Luft- und Raumfahrtsektor ausgerichtete Anforderungen ein, wobei besonderer Wert auf Risikomanagement, strenge Dokumentation sowie Kontrolle der Produktintegrität entlang komplexer Lieferketten gelegt wird.
Für luft- und raumfahrtbezogene Verteidigungsaufträge ITAR (International Traffic in Arms Regulations) führt die ITAR-Regelung (International Traffic in Arms Regulations) eine weitere kritische Ebene ein. Laut Der ITAR-Analyse von Advantage Metal Products dieser Rahmen kontrolliert streng die Handhabung sensibler technischer Daten und Komponenten. Für die Einhaltung ist eine Registrierung beim US-Außenministerium sowie die Anwendung rigoroser Informationssicherheitsprotokolle erforderlich.
Was ITAR praktisch für die Fertigung bedeutet:
- Sicherheitsanforderungen an die Produktionsstätte — Kontrollierter Zugang zu Produktionsbereichen, in denen Verteidigungskomponenten verarbeitet werden
- Datenhandhabungsprotokolle — Sichere Übertragung von CAD/CAM-Dateien und geschützte Bearbeitungsprozesse
- Personellen Einschränkungen — Nur US-Bürger dürfen auf kontrollierte technische Daten zugreifen
- Zuliefererqualifizierung — Alle Unterauftragnehmer müssen ebenfalls die ITAR-Konformität sicherstellen
Zusätzlich, Nadcap-Akkreditierung validiert spezielle Verfahren, die für die Luft- und Raumfahrtfertigung entscheidend sind – Wärmebehandlung, chemische Verarbeitung und zerstörungsfreie Prüfung. Im Gegensatz zu allgemeinen Qualitätszertifizierungen untersucht NADCAP prozessspezifische Kontrollen mit außergewöhnlicher Gründlichkeit. Für 5-Achsen-CNC-Bearbeitungsdienstleistungen, die komplexe Luft- und Raumfahrtgeometrien herstellen, erweisen sich diese spezialisierten Validierungen häufig als unverzichtbar.
Medizintechnische Fertigung: Die Patientensicherheit steht im Mittelpunkt
Medizintechnische Fertigungsstandards existieren aus einem grundlegenden Grund: der Patientensicherheit. Wenn ein chirurgischer Implantat- oder Diagnosegerätekomponente versagt, steht das Leben von Menschen auf dem Spiel. Diese Realität prägt jeden Aspekt der Anforderungen an die Herstellung medizinischer Geräte.
ISO 13485 stellt den maßgeblichen Qualitätsmanagementsstandard für Medizinprodukte dar. Gemäß spezialisten für Präzisionsengineering , legt dieser Standard strenge Kontrollen über Konstruktion, Fertigung, Rückverfolgbarkeit und Risikominderung fest. Allein in den USA verursachen fehlerhafte Medizinprodukte jährlich über 83.000 Verletzungen und Todesfälle – was erklärt, warum diese Anforderungen unverzichtbar bleiben.
Zu den wichtigsten Anforderungen der ISO 13485 für CNC-Bearbeitungsprozesse zählen:
- Dokumentierte Arbeitsanweisungen — Jede Entscheidung im Bereich der CNC-Programmierung muss etablierten Protokollen folgen
- Konstruktionskontrollen — FEM-Prüfung und -Validierung für Implantate und kritische Komponenten
- Rückverfolgbarkeitssysteme — Eindeutige Geräteidentifikation (UDI) sowie vollständige Gerätehistorien (DHR)
- Prozessvalidierung — IQ/OQ/PQ-Protokolle, die konsistente Bearbeitungsergebnisse belegen
In den Vereinigten Staaten müssen Hersteller zudem die FDA 21 CFR Part 820 — Qualitätsmanagementsystem-Verordnung (Quality System Regulation) einhalten, die die Herstellung medizinischer Geräte regelt. Dieser Rahmen umfasst die Produktkonstruktion, Fertigungsverfahren und Nachverfolgungssysteme, die eine schnelle Reaktion ermöglichen, falls nach dem Inverkehrbringen Probleme auftreten.
Für CNC-Drehdienstleistungen zur Herstellung medizinischer Komponenten schafft die Kombination aus der ISO-13485-Zertifizierung und der FDA-Konformität eine umfassende Qualitätssicherung. Ohne diese Zertifizierungen dürfen Teile – unabhängig von ihrer geometrischen Genauigkeit – gesetzlich nicht in die medizinische Lieferkette eintreten.
Zusammenfassung der Zertifizierungen: Auf was ist zu achten
Die folgende Tabelle fasst die wichtigsten Zertifizierungen nach Branchenanwendung zusammen:
| Branche | Primäre Zertifizierungen | Zusätzliche Anforderungen | Kernbereiche der Ausrichtung |
|---|---|---|---|
| Automobil | IATF 16949, ISO 9001 | SPC-Fähigkeit, PPAP-Dokumentation | Fehlervermeidung, Lieferantenüberwachung, Rückverfolgbarkeit |
| Luft- und Raumfahrt | AS9100, Nadcap | ITAR-Registrierung (Verteidigung), Materialzertifikate | Risikomanagement, Steuerung besonderer Fertigungsverfahren, Datensicherheit |
| Medizintechnik | ISO 13485, FDA 21 CFR Teil 820 | Biokompatibilitätstests, UDI-Konformität | Patientensicherheit, Rückverfolgbarkeit, Prozessvalidierung |
| Verteidigung | AS9100, ISO 9001 | ITAR-Registrierung, Sicherheitsfreigaben für die Produktionsstätte | Informationssicherheit, heimische Beschaffung, Personalsteuerung |
Warum diese Zertifizierungen für Ihre Projekte wichtig sind
Klingt komplex? Hier ist die praktische Erkenntnis: Zertifizierungen sind kein bürokratischer Aufwand – sie garantieren Ihnen vielmehr, dass Ihre Fertigungspartner über die erforderlichen Systeme, Schulungen und Überwachungsmechanismen verfügen, um bei anspruchsvollen Anwendungen eine konsistente Qualität zu liefern.
Bei der Bewertung von Online-Fertigungsanbietern für regulierte Branchen sollten Sie die Zertifizierungen vor dem Hochladen Ihrer ersten Datei überprüfen. Die meisten Plattformen zeigen die entsprechenden Nachweise deutlich an; zögern Sie jedoch nicht, Kopien der tatsächlichen Zertifikate anzufordern. Achten Sie auf aktuelle Registrierungsdaten – Zertifizierungen erfordern laufende Audits, um ihre Gültigkeit zu bewahren.
Für Projekte außerhalb regulierter Branchen signalisieren diese Zertifizierungen dennoch eine hohe Reife der Fertigung. Ein Betrieb, der die Konformität mit IATF 16949 oder AS9100 aufrechterhält, hat erhebliche Investitionen in Qualitätssysteme, geschultes Personal und Prozesskontrollen getätigt. Diese Investition kommt jedem Kunden zugute – auch denen ohne formale Zertifizierungsanforderungen.
Das Verständnis branchenspezifischer Anforderungen hilft Ihnen bei der Auswahl geeigneter Fertigungspartner. Doch wie bewerten Sie Qualität über das bloße Abhaken von Zertifizierungen hinaus? Der folgende Abschnitt bietet einen praktischen Rahmen für die Bewertung von Online-Fräs- und Drehdienstleistungen – inklusive der Warnsignale, die Vorsicht gebieten sollten.
So bewerten Sie die Qualität von Online-Fräs- und Drehdienstleistungen
Sie haben Ihr Material identifiziert, die Toleranzen festgelegt und verstehen die branchenüblichen Zertifizierungsanforderungen. Nun stellt sich eine praktische Frage: Wie bewerten Sie konkret, ob ein bestimmter Online-Fertigungsdienstleister qualitativ hochwertige Teile termingerecht liefert? Zertifikate liefern einen Ausgangspunkt – doch sie erzählen nicht die ganze Geschichte.
Ob Sie nach „Dreh- und Fräsereien in meiner Nähe“ suchen oder globale Fertigungsnetzwerke erkunden – der Bewertungsprozess folgt stets ähnlichen Grundsätzen. Dieser Abschnitt bietet einen anbieterneutralen Rahmen zur Beurteilung der Servicequalität – sowie Hinweise auf Warnsignale, die Sie vor der Auftragserteilung zweimal überlegen lassen sollten.
Zertifizierungen und Qualitätsindikatoren, die es zu prüfen lohnt
ISO-Zertifizierungen werden häufig erwähnt, doch was garantieren sie Ihnen als Kunden tatsächlich? Laut der Zertifizierungsanalyse von Focused on Machining ist die ISO-Zertifizierung der entscheidende Unterschied zwischen einer Werkstatt, die nach Gutdünken arbeitet, und einer Werkstatt, die über einen klaren Satz dokumentierter Verfahren verfügt, um die höchstmöglichen Branchenstandards zu erfüllen.
ISO 9001:2015 bleibt die grundlegende Zertifizierung für Qualitätsmanagement. Werkstätten mit dieser Zertifizierung haben sämtliche Prozesse entwickelt und dokumentiert, gewährleisten Rückverfolgbarkeit für Materialien und Verfahren und unterziehen sich regelmäßigen internen sowie externen Audits. Dieser systematische Ansatz schafft wiederholbare Verfahren für Angebotserstellung, Materialhandling, Produktion, Qualitätssicherung und Versand.
Doch hier ist etwas, das viele Käufer übersehen: Die Umsetzung der Zertifizierung variiert erheblich zwischen den einzelnen Betrieben. Wie Branchenexperten feststellen, sind zwar die ISO-Anforderungen streng, doch in der Praxis gestaltet sich die Umsetzung oft unübersichtlich und zeitaufwändig. Aktenordner mit Papierdokumenten und handschriftliche Einträge erfüllen zwar die Dokumentationsanforderungen, sind aber keineswegs ein Musterbeispiel für Effizienz.
Die besten Anbieter haben ihre ISO-Prozesse digitalisiert – sie integrieren Checklisten in Software, automatisieren die Dokumentation und führen stets zugängliche Prüfprotokolle. Dieser digitale Ansatz ermöglicht schnellere Reaktionen, geringere Kosten und eine bessere Rückverfolgbarkeit bei auftretenden Problemen.
Fragen zur Prüfkapazität
Qualitätsaussagen bedeuten wenig, wenn sie nicht durch entsprechende Prüfkapazitäten untermauert werden. Laut Kesu Group's Leitfaden zur Bewertung von Anbietern , zuverlässige Anbieter verwenden fortschrittliche Prüfwerkzeuge wie Koordinatenmessmaschinen (CMM) mit einer Genauigkeit von bis zu ±0,001 mm, zweidimensionale Messgeräte oder Röntgenfluoreszenz-Analysatoren (XRF) zur Materialverifizierung.
Bevor Sie sich für einen Anbieter entscheiden, stellen Sie diese konkreten Fragen:
- Welche Prüfgeräte verwenden Sie? — CMMs, optische Vergleichsgeräte und kalibrierte Handwerkzeuge signalisieren ein ernsthaftes Qualitätsengagement
- Führen Sie Zwischenprüfungen oder nur Endprüfungen durch? — Zwischenprüfungen erkennen Fehler frühzeitig und reduzieren Verzögerungen durch fehlerhafte Teile
- Können Sie detaillierte Maßprüfberichte bereitstellen? — Erstteilprüfberichte (FAI) verifizieren kritische Abmessungen vor Beginn der Serienfertigung
- Wie hoch ist Ihre Ausschuss- oder Rücksendungsquote? — Anbieter mit einer jährlichen Rücksendungsquote unter 0,2 % weisen eine starke Qualitätskontrolle nach
- Bieten Sie Feedback zur Konstruktion für die Fertigung (DFM) an? — Eine proaktive Konstruktionsprüfung verhindert Verzögerungen, die durch Fertigungsprobleme verursacht werden
Ihre Bewertungs-Checkliste
Wenn Sie CNC-Dienstleister in Ihrer Nähe vergleichen oder globale Plattformen bewerten, verwenden Sie diese umfassende Checkliste, um potenzielle Partner zu beurteilen:
- Vorliegende Zertifizierungen — Überprüfen Sie mindestens die aktuelle ISO 9001; branchenspezifische Zertifizierungen (IATF 16949, AS9100, ISO 13485) für regulierte Anwendungen
- Transparenz bei der Materialbeschaffung — Können sie die Herkunft der Materialien nachweisen und bei Bedarf Werkszertifikate bereitstellen?
- Kommunikationsreaktionsfähigkeit — Reagieren sie innerhalb von 24 Stunden auf technische Anfragen? Schnelle Kommunikation bereits in der Angebotserstellung gibt einen Vorgeschmack auf das Verhalten während der Fertigung.
- Richtlinien für Änderungen — Wie gehen sie mit Konstruktionsänderungen nach Auftragserteilung um? Klare Änderungsauftragsprozesse verhindern Missverständnisse.
- Inspektionsdokumentation — Welche Qualitätsdokumente werden zusammen mit den gelieferten Teilen übergeben? Können sie historische Unterlagen im Falle später auftretender Probleme wiederbeschaffen?
- Maschinenfähigkeiten — Verfügen sie über die geeignete Ausrüstung (3-Achsen-, 5-Achsen-CNC-Fräsmaschinen, CNC-Drehmaschinen) für Ihre Teilgeometrie?
- Produktionskapazität — Können sie Ihre Mengenanforderungen erfüllen, ohne ihren Produktionsplan zu überlasten?
Warnsignale bei der Bewertung von Online-Fertigungsbetrieben
Nicht jeder Anbieter für Online-Fertigung bietet die gleiche Qualität. Achten Sie auf folgende Warnsignale, die auf mögliche Probleme hindeuten:
- Keine technischen Fragen zu Ihrem Konstruktionsentwurf — Anbieter, die komplexe Bauteile ohne jegliche präzisierende Fragen kalkulieren, verstehen möglicherweise die Fertigungsherausforderungen nicht. Laut Xmake's Zuverlässigkeitsleitfaden ist es häufig ein Warnsignal, wenn ein Anbieter lediglich das vorgegebene Angebot kalkuliert, ohne technisches Feedback zu geben – insbesondere bei komplexeren Bauteilen.
- Unglaubwürdig kurze Lieferzeiten — Versprechen, die zu gut erscheinen, um wahr zu sein, sind es in der Regel auch. Branchenanalysen warnen davor, dass überspitzte Zusagen zu einer hastigen Produktion führen können, was sowohl die Qualität beeinträchtigt als auch Verzögerungen verursacht.
- Unklare Preisstrukturen — Seriöse Anbieter stellen detaillierte Angebote bereit, in denen sich die Kosten für Material, Bearbeitung, Oberflächenfinish und Versand einzeln ausweisen lassen. Versteckte Gebühren deuten auf mangelnde Transparenz hin.
- Funkstille nach Auftragserteilung — Wenn ein Shop nach Erhalt Ihres Auftrags schweigt, stellt dies ein erhebliches Risiko dar. Aktualisierungen zum Produktionsstatus sollten proaktiv erfolgen und nicht erst durch wiederholte Nachfragen eingeholt werden.
- Keine Dokumentation zur Prüffähigkeit — Shops, die ihre Messgeräte oder Prüfprozesse nicht beschreiben können, verfügen wahrscheinlich nicht über ein robustes Qualitätsmanagementsystem.
- Abgelaufene oder fehlende Zertifizierungen — Zertifizierungen erfordern regelmäßige Audits. Abgelaufene Nachweise deuten auf eine Vernachlässigung der Pflege des Qualitätsmanagementsystems hin.
Grundlagen zu Mindestbestellmengen
Mindestbestellmengen (MOQs) variieren zwischen Online-Fertigungsdienstleistern erheblich – und das Verständnis dieser Unterschiede hilft Ihnen bei der Auswahl geeigneter Anbieter für den Umfang Ihres Projekts.
Sofortangebotsplattformen akzeptieren in der Regel Einzelstückbestellungen. Ihre automatisierten Systeme ermöglichen eine effiziente Angebotskalkulation unabhängig von der Bestellmenge und eignen sich daher ideal für Prototypenfertigung und Kleinserienproduktion. Die Rüstungskosten werden in den Stückpreis einbezogen, was die höheren Einzelpreise bei kleinen Bestellungen erklärt.
Traditionelle Online-Fertigungsdienstleister kann Mindestbestellmengen (MOQs) von 5, 10 oder sogar 50 Stück festlegen – insbesondere bei Standardmaterialien oder einfacheren Geometrien. Diese Mindestmengen spiegeln die Wirtschaftlichkeit manueller Angebotsprozesse und der Aufteilung der Rüstzeiten wider.
Keiner der beiden Ansätze ist grundsätzlich besser. Passen Sie Ihr Projekt an das richtige Service-Modell an: Instant-Plattformen für Flexibilität und Geschwindigkeit; traditionelle Werkstätten möglicherweise für bessere Stückkosten bei größeren Bestellungen.
Zuverlässigkeit der Lieferzeiten: Was Sie tatsächlich erwarten können
Angegebene Lieferzeiten sind wertlos, wenn Anbieter diese regelmäßig verfehlen. Laut Fachleuten für Fertigungsbeschaffung sollten Sie nach Daten zur Termintreue des Anbieters fragen – idealerweise über 95 %.
Realistische Lieferzeit-Erwartungen nach Projekttyp:
| Projekttyp | Typische Lieferzeit | Zuverlässigkeitsfaktoren |
|---|---|---|
| Einfache Prototypen (1–5 Teile) | 5-10 Werktage | Standardmaterialien auf Lager, minimale Rüstaufwände |
| Komplexen Prototypen | 10–15 Werktage | Mehrachs-Bearbeitung, Spezialmaterialien, enge Toleranzen |
| Produktion in geringem Umfang | 2-4 Wochen | Losoptimierung, konsistente Qualitätsprüfung |
| Eilbestellungen | 3-5 Werktagen | Prämiumpreise, Priorisierung der Terminvergabe |
Mehrere Faktoren beeinflussen, ob Anbieter diese Zielvorgaben erreichen: aktuelle Arbeitslast, Verfügbarkeit von Materialien und die Komplexität Ihres Designs. Anbieter mit Echtzeit-Systemen zur Auftragsverfolgung weisen eine hohe operative Reife auf – Sie können den Fortschritt verfolgen, anstatt sich über den Status zu wundern.
Plattformen für Sofortangebote im Vergleich zu traditionellen Online-Maschinenbau-Betrieben
Das Verständnis des Unterschieds zwischen diesen Service-Modellen hilft Ihnen dabei, den richtigen Ansatz für Ihr Projekt auszuwählen:
Sofortangebotsplattformen nutzen KI-gestützte Systeme, um Geometrien zu analysieren und innerhalb weniger Sekunden Preise zu generieren. Sie sind in der Regel mit Netzwerken geprüfter Fertigungspartner verbunden und leiten Aufträge an den optimalen Lieferanten weiter – basierend auf dessen Fertigungskapazitäten, Kapazitätsauslastung und Standort. Zu den Vorteilen zählen Geschwindigkeit, Transparenz und ein konsistentes Benutzererlebnis. Mögliche Nachteile sind geringere Flexibilität bei ungewöhnlichen Anforderungen oder komplexen Beratungsbedarfen.
Traditionelle Online-Fertigungsdienstleister bieten Web-basierte Angebotserstellung an, beinhalten jedoch mehr menschliche Interaktion. Angebote können 24–48 Stunden dauern, da Ingenieure die Spezifikationen prüfen. Dieser Ansatz eignet sich oft besser für komplexe Projekte, die technische Zusammenarbeit, kundenspezifische Spannvorrichtungen oder ungewöhnliche Werkstoffe erfordern. Der Beziehungsaspekt kann zusätzlichen Wert schaffen, wenn sich Projekte weiterentwickeln oder eine laufende Fertigung erforderlich ist.
Viele Einkäufer nutzen beide Modelle strategisch: Plattformen mit Sofortangeboten für einfache Prototypen und schnelle Iterationen; traditionelle Geschäftsbeziehungen für Serienfertigung oder technisch anspruchsvolle Anwendungen.
Mit diesem Bewertungsrahmen können Sie Online-Fräsdienstleister objektiv bewerten – egal ob es sich um lokale Werkstätten oder globale Plattformen handelt. Allerdings ist die CNC-Bearbeitung nicht immer das optimale Fertigungsverfahren. Im nächsten Abschnitt wird die Online-Bearbeitung mit alternativen Verfahren wie dem 3D-Druck und dem Spritzguss verglichen, um Ihnen bei der Auswahl der richtigen Technologie für jede Anwendung zu helfen.
Online-Bearbeitung im Vergleich zu alternativen Fertigungsverfahren
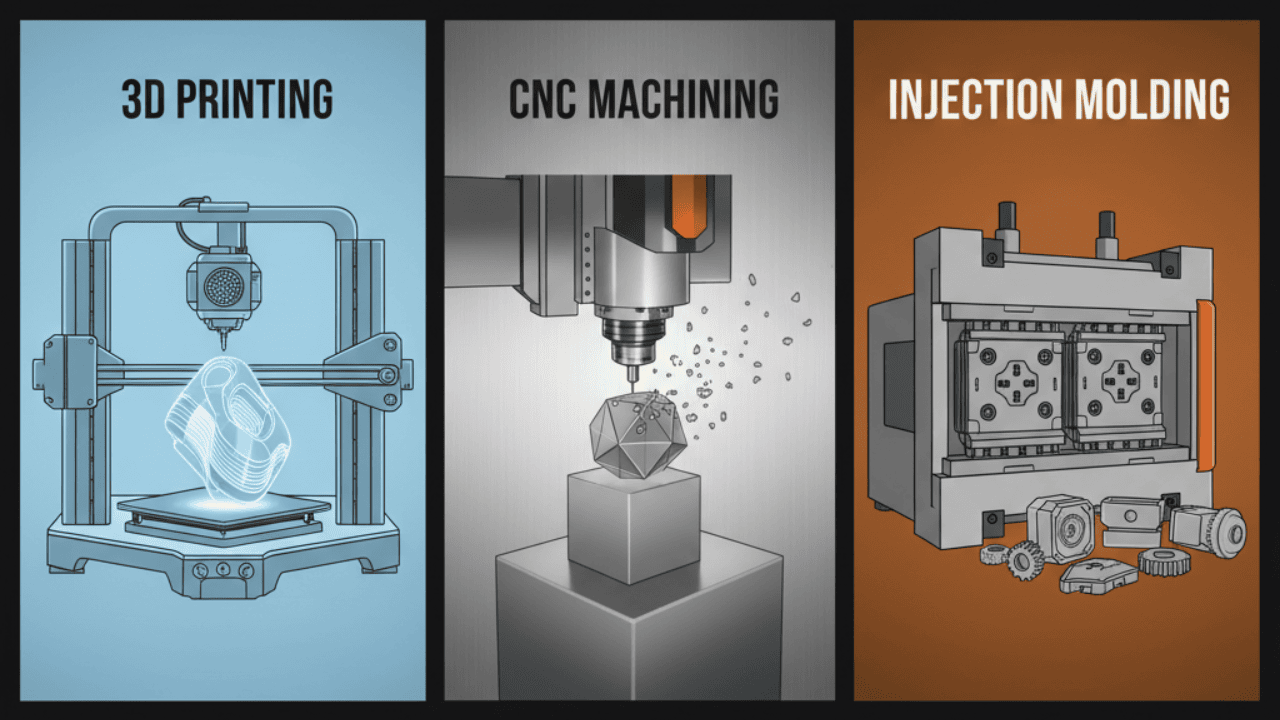
Hier ist eine Realitätsprüfung, die ehrliche Fertigungspartner Ihnen mitteilen werden: Die CNC-Bearbeitung ist nicht immer die beste Lösung. Manchmal liefert der 3D-Druck Bauteile schneller und kostengünstiger. In anderen Fällen ergibt Spritzgießen wirtschaftlich gesehen einen Vorteil, den die Bearbeitung einfach nicht erreichen kann. Und bei bestimmten Geometrien erzielt die Blechbearbeitung bessere Ergebnisse mit weniger Materialverschwendung.
Zu verstehen, wann jede Fertigungsmethode zum Einsatz kommt – und wann sie sinnvoll kombiniert werden sollte – macht den Unterschied zwischen erfolgreichem Produktentwicklungsprozess und teurem Versuch-und-Irrtum-Ansatz aus. Erstellen wir gemeinsam ein praktisches Entscheidungsrahmenwerk, damit Sie für jede Anwendung die richtige Technologie wählen können.
Wann der 3D-Druck die CNC-Bearbeitung übertrifft
Die additive Fertigung hat die Wirtschaftlichkeit des Prototypenbaus revolutioniert. Laut dem umfassenden Fertigungsvergleich von 3D People entstehen beim 3D-Druck keine Ersteinrichtungskosten – es ist weder Werkzeugbau noch Programmierung von Werkzeugwegen erforderlich. Diese Eintrittsbarriere von null macht den 3D-Druck besonders attraktiv für frühe Entwicklungsphasen.
Wann übertrifft der 3D-Druck eine CNC-Maschine bei der Fertigung von Metall- oder Kunststoffteilen? Berücksichtigen Sie folgende Szenarien:
- Komplexe innere Geometrien — Gitterstrukturen, innere Kanäle und organische Formen, die bei subtraktiven Verfahren mehrere Einrichtungen erfordern oder gar unmöglich sind
- Schnelle Designiteration — Wenn Sie gleichzeitig mehrere Konzepte testen und sich die Änderungen täglich ergeben
- Geringe Stückzahlen komplexer Teile — Einzelne Prototypen, bei denen die CNC-Einrichtungskosten den Preis pro Teil dominieren
- Topologieoptimierte Konstruktionen — Gewichtsoptimierte Strukturen, die die geometrische Freiheit des additiven Verfahrens nutzen
Der 3D-Druck weist jedoch Einschränkungen auf, die metallverarbeitende CNC-Maschinen problemlos überwinden. Die Oberflächenqualität weist typischerweise Schichtlinien auf, die eine Nachbearbeitung erfordern. Die Werkstoffauswahl bleibt eingeschränkter – insbesondere für Hochleistungsanwendungen. Und die Maßgenauigkeit, obwohl sie stetig verbessert wird, liegt bei engen Toleranzen immer noch hinter der Präzision herkömmlicher CNC-Verfahren zurück.
Die Kostenentwicklung verändert sich drastisch mit der Bauteilgröße. Gemäß branchenanalyse 3D-Druck wird für große Bauteile teuer, da die Druckzeit – der Hauptkostentreiber – erheblich zunimmt. Eine CNC-Fräsmaschine stellt häufig große, einfache Geometrien wirtschaftlicher her als additive Verfahren.
Spritzguss vs. Zerspanung bei Produktionsmengen
Wenn Sie Produktionsmengen von mehr als 10.000 Einheiten planen, sollte Spritzguss ernsthaft in Erwägung gezogen werden. Die Wirtschaftlichkeit ist klar: Hohe Anfangsinvestitionen für Werkzeuge verteilen sich auf sehr große Stückzahlen und führen zu außergewöhnlich niedrigen Kosten pro Teil.
Laut Herstellungskostendaten beginnen die Werkzeugkosten für Spritzguss typischerweise bei 3.000 £ und steigen stark mit der Komplexität des Bauteils an. Sobald das Werkzeug jedoch vorhanden ist, liefert das Verfahren außergewöhnlich niedrige Einzelstückkosten, wobei der Rohstoff der Hauptkostenfaktor ist.
Betrachten Sie diesen realen Vergleich für ein elektronisches Gehäuse:
| Verfahren | 1 Einheit | 500 Einheiten | 5.000 Einheiten |
|---|---|---|---|
| SLS 3D-Druck | £15.59 | 2,64 £/Stück (gesamt 1.320 £) | 2,35 £/Stück (gesamt 11.750 £) |
| CNC-Bearbeitung | £125.20 | 8,06 £/Stück (gesamt 4.030 £) | Anforderung eines Angebots |
| Spritzguss | N.v. (Werkzeugkosten 5.429 £) | 0,92 £/Stück (gesamt 5.889 £) | 0,38 £/Stück (insgesamt 7.329 £) |
Beachten Sie, dass Spritzguss erst ab etwa 500 Stück kostengünstig wird – und bei 5.000+ Stück die klare Kostenführerschaft übernimmt. Der Break-even-Point hängt von der Bauteilkomplexität, der Werkstoffauswahl und den Werkzeuganforderungen ab. Die CNC-Fertigung behält ihre Vorteile bei Stückzahlen unterhalb dieser Schwellenwerte.
Technologieauswahl im Überblick
Der folgende Vergleich hilft Ihnen dabei, schnell die optimale Fertigungsmethode anhand Ihrer Projektanforderungen zu identifizieren:
| Kriterien | CNC-Bearbeitung | 3D-Druck | Spritzguss |
|---|---|---|---|
| Ideale Stückzahlen | 1–5.000 Einheiten | 1–10.000 Stück | 10.000+ Einheiten |
| Materialoptionen | 20+ Kunststoffe, Metalle, Hölzer | 5+ Kunststoffe (PBF-Verfahren) | 100+ Kunststoffe |
| Geometrische Freiheit | Mittel (begrenzt durch Werkzeugzugang) | Hoch (komplexe Innenstrukturen möglich) | Mäßig (Entformungswinkel, Trennlinien) |
| Lieferzeit | 7–14 Tage | 2–7 Tage | 15–60 Tage |
| Start-up-Kosten | Geringe NRE-Gebühr (£100+) | Keine (Mindestbestellmenge £30–60) | Hohe Werkzeugkosten (£3.000+) |
| Oberflächenfinish | Ausgezeichnet (roh bearbeitet oder poliert) | Zeigt Schichtlinien (Nachbearbeitung möglich) | Ausgezeichnet (glänzend, strukturiert, matt) |
| Designflexibilität | Ja – Änderungen erfordern eine Neuprogrammierung | Ja – Änderungen sind folgenlos | Nein – Werkzeuganpassungen sind teuer |
Blechbearbeitung: Die oft übersehene Alternative
Wenn Ihr Design hauptsächlich aus ebenen Flächen, Biegungen und Ausschnitten besteht, bietet die Blechbearbeitung oft die kostengünstigste Lösung. Eine CNC-Schneidemaschine, die mit Blechmaterial arbeitet, entfernt nur minimale Materialmengen – im Gegensatz zur Blockbearbeitung, bei der bis zu 80 % des Materials als Späne anfallen könnten.
Die Blechfertigung eignet sich besonders für:
- Gehäuse, Halterungen und Chassis-Komponenten
- Platten mit Montageelementen und Lüftungsausschnitten
- Strukturelle Elemente, die ein hohes Steifigkeits-Gewichts-Verhältnis erfordern
- Teile, bei denen Biegeoperationen komplexe bearbeitete Merkmale ersetzen
Der CNC-Metallschneidprozess in Kombination mit der Abkantpresse erzeugt Bauteile, die bei Fertigung aus Vollmaterial deutlich teurer wären. Falls Ihre Geometrie für die Blechumformung geeignet ist, sollten Sie diese Option vor der Standardlösung der konventionellen Zerspanung prüfen.
Wann hybride Ansätze sinnvoll sind
Manchmal ist die intelligenteste Fertigungsstrategie die Kombination mehrerer Verfahren. Laut Fertigungsexperten ist der intelligenteste Ansatz oft hybride: Beginnen Sie mit dem 3D-Druck, um das Konzept zu beweisen, verwenden Sie CNC für kritische funktionale Prototypen und wechseln Sie zum Spritzguss, sobald die Nachfrage bereit ist.
Berücksichtigen Sie diese hybriden Strategien:
- zuerst 3D-drucken, dann kritische Merkmale bearbeiten — Additive Fertigung erzeugt komplexe Gesamtgeometrien, während CNC-Bearbeitung eng tolerierte Passflächen erreicht
- Prototypen durch Zerspanung herstellen, Serienfertigung durch Spritzguss — CNC-Teile validieren die Funktion, bevor teure Werkzeuge beschafft werden
- Kombinieren Sie Gehäuse aus Blech mit zerspanten Details — Blechverarbeitung erzeugt Gehäuse, während zerspante Einsätze präzise Schnittstellen bereitstellen
Übergang vom Prototyping zur Serienfertigung
Wenn Projekte sich von ersten Konzepten zu marktreifen Produkten entwickeln, ändern sich auch die Fertigungsanforderungen. Laut Fictivs Leitfaden zum Übergang in die Serienfertigung ist der Weg vom Prototyp zur Massenfertigung eine komplexe Transformation, die sorgfältige Planung erfordert.
Wichtige Aspekte beim Hochskalieren der Produktion:
- Material Konsistenz — Prototyp-Materialien sollten den Produktionsanforderungen entsprechen, um unerwartete Probleme in einer späten Entwicklungsphase zu vermeiden
- Konstruktion für Montage — Was bei manueller Prototyp-Endmontage funktioniert, kann bei automatisierten Produktionslinien versagen
- Prozessvalidierung — Jedes Fertigungsverfahren muss vor einer Verpflichtung zu Großserienproduktion qualifiziert werden
- Nachfrageprognose — Die Zusammenarbeit mit einem Fertigungspartner, der die Produktion flexibel hoch- oder herunterskalieren kann – von 1.000 bis zu 100.000 Einheiten – unter Einsatz derselben Prozesse, ist entscheidend für den Erfolg
Online-Fertigungsplattformen unterstützen diesen Übergang zunehmend und bieten Prototyp-Mengen über dieselben Netzwerke an, die auch Serienfertigungsmengen abwickeln. Diese Kontinuität eliminiert Verzögerungen durch erneute Qualifizierung beim Hochskalieren.
Die richtige Technologiewahl treffen
Kein einziges Fertigungsverfahren optimiert jedes Projekt. CNC-Bearbeitung über Online-Plattformen eignet sich hervorragend für präzise Teile in mittleren Stückzahlen – doch das Bewusstsein ihrer Grenzen hilft Ihnen, insgesamt bessere Entscheidungen zu treffen.
Stellen Sie sich folgende Fragen, wenn Sie Ihren Ansatz auswählen:
- Welche Menge benötige ich aktuell – und welche Menge könnte ich in 12 Monaten benötigen?
- Fördert meine Geometrie die additive Freiheit oder die subtraktive Präzision?
- Befinde ich mich noch in der Design-Iterierung, oder ist das Teil bereits produktionsreif?
- Welche Toleranzen und Oberflächenqualitäten erfordert meine Anwendung tatsächlich?
- Könnten Blechbearbeitung oder Gießverfahren die Kosten pro Teil senken?
Die Antworten leiten Sie zur geeigneten Fertigungstechnologie – oder zu hybriden Ansätzen, die mehrere Verfahren strategisch kombinieren. Sobald die Auswahl der Fertigungsmethode geklärt ist, sind Sie bereit, konkrete nächste Schritte für Ihr Online-Frästeilprojekt einzuleiten.
Der nächste Schritt mit Online-Fräsen
Sie haben bereits beträchtliches Terrain abgedeckt – von der Klärung, was Online-Fräsen bzw. -Drehen tatsächlich bedeutet, bis hin zur Bewertung von Werkstoffen, Toleranzen, Kosten, branchenspezifischen Anforderungen und alternativen Fertigungsverfahren. Nun stellt sich die praktische Frage: Wie setzen Sie dieses Wissen in die Tat um? Ob Sie Ihre ersten CNC-Bauteile bestellen oder vom Prototyp in die Serienfertigung übergehen – dieser letzte Abschnitt fasst alles zu einem handlungsorientierten Rahmen zusammen.
Abstimmung Ihrer Projektanforderungen mit dem richtigen Service
Bevor Sie Ihre erste Datei hochladen, nehmen Sie sich einen Moment Zeit, um die Merkmale Ihres Projekts dem passenden Service-Modell zuzuordnen. Die Entscheidungen, die Sie im Verlauf dieses Artikels getroffen haben – etwa bei der Werkstoffauswahl, den Toleranzvorgaben und den Mengenanforderungen – beeinflussen unmittelbar, welcher Online-CNC-Bearbeitungsservice optimale Ergebnisse liefert.
Berücksichtigen Sie folgende Zuordnungskriterien:
- Prototypenmengen (1–10 Teile) — Plattformen für Sofortangebote zeichnen sich hier besonders aus: Sie bieten Geschwindigkeit und Flexibilität ohne den Aufwand einer langfristigen Geschäftsbeziehung
- Kleinvolumenfertigung (10–500 Teile) — Sowohl sofort verfügbare Plattformen als auch traditionelle Online-Shops eignen sich gut; vergleichen Sie Angebote beider Optionen
- Anwendungen in regulierten Branchen — Überprüfen Sie die Zertifizierungen bereits zu Beginn; für Automobilanwendungen sind Partner mit IATF-16949-Zertifizierung erforderlich
- Komplexe Geometrien, die eine Beratung erfordern — Traditionelle Anbieter mit technischer Unterstützung können über den reinen Preis hinaus Mehrwert bieten
- Potenzial für die Skalierung der Produktion — Wählen Sie Partner, die mit steigenden Stückzahlen wachsen können, um Konsistenz zu gewährleisten
Für Automobilanwendungen im Bereich Fahrwerkbaugruppen oder kundenspezifischer Metallbuchsen zeigen Anbieter wie Shaoyi Metal Technology wie sich kundenspezifische CNC-Bearbeitungsdienstleistungen von der schnellen Prototypenerstellung bis zur Serienfertigung skalieren lassen – mit Lieferzeiten von nur einem Arbeitstag, was bei verkürzten Entwicklungszeitplänen entscheidend ist.
Erste Online-Fräsaufträge: So starten Sie durch
Bereit zum Start? Verwenden Sie diese umfassende Checkliste, um sicherzustellen, dass Ihr Projekt für eine erfolgreiche Ausführung vorbereitet ist:
Projekt-Bereitschafts-Checkliste
-
Vorbereitung der Konstruktionsdatei
- Exportieren Sie Ihr Modell im STEP-Format (.stp, .step) für beste Kompatibilität
- Überprüfen Sie die wasserdichte Geometrie – es dürfen keine offenen Flächen oder Selbstdurchdringungen vorhanden sein
- Fügen Sie technische Zeichnungen mit kritischen Abmessungen und GD&T-Angaben bei
- Stellen Sie sicher, dass alle Merkmale aus zugänglichen Orientierungen heraus bearbeitbar sind
-
Materialauswahl
- Passen Sie die Materialeigenschaften an mechanische, umgebungsbedingte und Gewichtsanforderungen an
- Berücksichtigen Sie Bearbeitbarkeitswerte und deren Auswirkung auf die Kosten
- Geben Sie ggf. erforderliche Materialzertifizierungen an
-
Toleranzangabe
- Wenden Sie enge Toleranzen nur auf funktionell kritische Merkmale an
- Verwenden Sie allgemeine Toleranzen aus dem Titelblock (±0,010") für nicht kritische Abmessungen
- Berücksichtigen Sie die Toleranzstapelung bei Mehrteilbaugruppen
-
Mengenplanung
- Beginnen Sie mit Prototypmengen, um das Design vor der Produktionsfreigabe zu validieren
- Beziehen Sie die Amortisation der Rüstkosten bei der Gegenüberstellung kleiner und größerer Losgrößen ein
- Teilen Sie geplante zukünftige Mengen mit, um Preisvereinbarungen im Rahmen einer Partnerschaft zu prüfen
-
Nachbearbeitungsanforderungen
- Geben Sie die Anforderungen an die Oberflächenbeschaffenheit an (spanend hergestellt, gestrahlt, eloxiert)
- Nennen Sie erforderliche Nachbearbeitungsschritte (Wärmebehandlung, Beschichtung)
Behandlung von Dateisicherheits- und geistigem Eigentum betreffenden Bedenken
Erstnutzer zögern häufig, proprietäre Konstruktionen auf Online-Plattformen hochzuladen. Dieses Bedenken ist berechtigt – Ihre Konstruktionen stellen eine erhebliche Investition in Forschung, Entwicklung und Innovation dar.
Laut der Analyse zum Schutz des geistigen Eigentums von Factorem birgt die Weitergabe innovativer Konstruktionen an externe Fertigungspartner das Risiko eines Diebstahls geistigen Eigentums oder einer unbefugten Offenlegung. Renommierte Plattformen setzen jedoch mehrere Schutzebenen um.
Bei der Bewertung des Schutzes Ihres geistigen Eigentums durch einen Anbieter sollten Sie folgende Aspekte prüfen:
- Geheimhaltungsvereinbarungen (NDAs) — Standardpraxis für professionelle Fertigungsbeziehungen
- Sichere Dateiübertragungsprotokolle — Verschlüsselte Uploads zum Schutz der Daten während der Übertragung
- Zugangskontrollsysteme — Eingeschränkter Zugriff von Personal auf Ihre Konstruktionsdateien
- Fertigungsvereinbarungen — Klare Regelungen hinsichtlich des Eigentums an den Konstruktionen und Nutzungseinschränkungen
- Geprüfte Partnernetzwerke — Plattformen, die ihre Fertigungspartner hinsichtlich der Einhaltung von Sicherheitsanforderungen qualifizieren
Für besonders sensible Konstruktionen sollten Sie vor dem Hochladen von Dateien ggf. formelle Geheimhaltungsvereinbarungen (NDAs) anfordern. Die meisten etablierten Online-Fertigungsdienstleister berücksichtigen solche Anfragen als Standardgeschäftspraxis.
Beginnen Sie mit Prototypen, bevor Sie sich für die Serienfertigung verpflichten
Hier ist ein Rat, den erfahrene Konstrukteure konsequent befolgen: Validieren Sie, bevor Sie skalieren. Laut spezialisten für Präzisionsfertigung , kann die Nutzung unterschiedlicher Zulieferer für Prototypenfertigung und Serienfertigung zu Qualitätsabweichungen und nicht kompatibler Maschinenausstattung führen – eine fehlende Kontinuität, die für Projekte katastrophale Folgen haben kann.
Der intelligente Ansatz für CNC-Prototypenfertigung umfasst:
- Bestellen Sie zunächst Prototypenmengen — Typischerweise 1–5 Stück zur Validierung von Passgenauigkeit, Funktionalität und Oberflächenqualität
- Testen Sie Montage und Leistung — Bestätigen Sie, dass die Teile die Konstruktionsvorgaben erfüllen, bevor Sie sich für die Serienfertigung entscheiden
- Gegebenenfalls Iteration durchführen — Alle während der Prototypenbewertung entdeckten Probleme beheben
- Skalierung mit demselben Partner durchführen — Fertigungskontinuität von der CNC-Fräsprototypenerstellung bis zur Serienfertigung sicherstellen
Dieser gestufte Ansatz minimiert das Risiko. Falls bei den Prototypenteilen Konstruktionsprobleme zutage treten, haben Sie lediglich in eine Handvoll Teile investiert – nicht in Hunderte. Wenn die Prototypen erfolgreich sind, erfolgt die Skalierung unter Nutzung etablierter Prozesse und bewährter Werkzeugwege.
Anbieter, die eine nahtlose Skalierung anbieten – wie beispielsweise Shaoyi Metal Technology mit ihren Fähigkeiten von der schnellen Prototyperstellung bis zur Massenfertigung – eliminieren Verzögerungen durch erneute Qualifizierung beim Übergang zwischen den Projektphasen. Ihre IATF-16949-Zertifizierung und ihre statistische Prozesskontroll-(SPC-)Fähigkeiten gewährleisten, dass dieselben Qualitätssysteme sowohl für Prototypen- als auch für Serienfertigungsläufe gelten.
Einsatz von Sofortangeboten für fundierte Entscheidungen
Einer der größten Vorteile von Online-Fertigung? Sie können Optionen erkunden, ohne sich verpflichten zu müssen. Bevor Sie eine Bestellung abschließen, nutzen Sie die Sofortangebotstools, um:
- Preise für verschiedene Werkstoffe zu vergleichen — Zu sehen, wie sich Aluminium im Vergleich zu Edelstahl auf Ihr Budget auswirkt
- Kostenauswirkungen von Toleranzen zu bewerten — Zwischen Standard- und Präzisionsspezifikationen umzuschalten
- Mengenwirtschaftlichkeit zu prüfen — Zu verstehen, wie sich der Preis pro Teil mit steigender Menge verringert
- Lieferzeitoptionen zu überprüfen — Zeitvorgaben mit Budgetbeschränkungen in Einklang zu bringen
- DFM-Probleme frühzeitig zu identifizieren — Automatisiertes Feedback markiert Fertigbarkeitsprobleme, bevor die Produktion beginnt
Dieser Vergleichseinkauf dauert Minuten – nicht Tage voller Telefonate und Beziehungsarbeit. Nutzen Sie ihn strategisch, um realistische Erwartungen zu entwickeln und das optimale Gleichgewicht aus Kosten, Qualität und Lieferzeit für Ihre spezifischen Anforderungen an kundenspezifische Dreh- und Frästeile zu identifizieren.
Ihre Online-Bearbeitungsreise beginnt jetzt
Sie verfügen nun über das Wissen, um sich sicher im Bereich des Online-Maschinenschnitts zurechtzufinden – von der Dateivorbereitung bis zur Lieferung, von der Werkstoffauswahl bis zur Qualitätsbewertung. Das digitale Fertigungsumfeld ist bereit, Ihre Konstruktionen in präzise CNC-Dreh- und -Fräsoperationen umzusetzen, mit denen fertige Teile innerhalb weniger Tage statt Wochen geliefert werden.
Der Weg nach vorne ist klar: Bereiten Sie Ihre Dateien gemäß den bewährten Verfahren vor, geben Sie nur die Toleranzen an, die Sie tatsächlich benötigen, wählen Sie Werkstoffe aus, die Ihren Anwendungsanforderungen entsprechen, und wählen Sie Fertigungspartner, deren Kompetenzen Ihren Projektanforderungen entsprechen. Beginnen Sie mit Prototypmengen, um Ihren Ansatz zu validieren, und skalieren Sie anschließend sicher, sobald sich die Konstruktionen als erfolgreich erwiesen haben.
Die Online-Bearbeitung hat den Zugang zur präzisen Fertigung für alle zugänglich gemacht. Ob Sie ein Startup sind, das sein erstes Produkt entwickelt, oder ein etabliertes Unternehmen, das seine Lieferketten optimiert – die hier behandelten Tools und Kenntnisse befähigen Sie, diese Möglichkeiten effektiv zu nutzen. Ihr nächstes kundenspezifisch gefertigtes Bauteil ist nur einen Datei-Upload entfernt.
Häufig gestellte Fragen zur Online-Bearbeitung
1. Was ist ein Online-CNC-Bearbeitungsservice?
Der Online-CNC-Bearbeitungsservice verbindet Ingenieure und Produktentwickler direkt über webbasierte Plattformen mit Präzisionsfertigungskapazitäten. Statt jahrelang Beziehungen zu lokalen Maschinenwerkstätten aufzubauen, laden Sie einfach Ihre CAD-Dateien hoch, erhalten sofortige Angebote mit DFM-Feedback (Design for Manufacturability), wählen Materialien und Toleranzen aus und erhalten die fertigen Bauteile innerhalb weniger Tage geliefert. Diese Plattformen nutzen KI-gestützte Angebotserstellungssysteme und globale Fertigungsnetzwerke, um Transparenz, Geschwindigkeit und wettbewerbsfähige Preise – von Prototypen bis hin zu Serienfertigungsmengen – zu gewährleisten.
2. Wie erhalte ich ein sofortiges Angebot für die Online-CNC-Bearbeitung?
Um ein Sofortangebot zu erhalten, laden Sie Ihre CAD-Datei (vorzugsweise im STEP-Format) auf eine Online-Fertigungsplattform hoch. Das KI-gestützte System analysiert Ihre Geometrie, berechnet die Werkzeugwege und generiert innerhalb weniger Sekunden einen Preis. Anschließend können Sie Parameter wie Werkstoffauswahl, Stückzahl, Toleranzen und Oberflächenfinish anpassen, um sofortige Preisänderungen in Echtzeit zu sehen. Das System liefert zudem automatisiertes DFM-Feedback, das potenzielle Herstellbarkeitsprobleme bereits vor der Produktionsfreigabe identifiziert.
3. Welche Dateiformate werden für die Online-CNC-Bearbeitung akzeptiert?
Die meisten Online-Fertigungsplattformen akzeptieren STEP-Dateien (.stp, .step) als Goldstandard – sie bewahren die Volumengeometrie und gewährleisten die Maßgenauigkeit über verschiedene CAD-Systeme hinweg. IGES-Dateien (.igs, .iges) sind zuverlässige Alternativen mit breiter Kompatibilität. STL-Dateien funktionieren zwar, weisen jedoch bei der CNC-Bearbeitung Einschränkungen auf, da die durch Dreiecksnetze approximierte Oberfläche die Präzision bei gekrümmten Merkmalen beeinträchtigen kann. Stellen Sie vor dem Hochladen stets sicher, dass Ihr Modell wasserdicht ist und keine offenen Flächen enthält.
4. Wie hoch sind die Kosten für CNC-Bearbeitung online?
Die Kosten für die CNC-Bearbeitung hängen von fünf Hauptfaktoren ab: Materialauswahl und -volumen, geometrische Komplexität, Toleranzanforderungen, Mengenwirtschaftlichkeit und Nachbearbeitungsprozesse. Einfache Aluminium-Prototypen mit Standardtoleranzen liegen typischerweise bei 100–300 USD pro Teil, während komplexe Mehrmerkmals-Teile mit engen Toleranzen 300–800 USD erreichen können. Bei Produktionsmengen ab 50 Einheiten sinken die Stückkosten häufig um 40–60 %, da sich die Rüstungskosten auf mehr Teile verteilen. IATF-16949-zertifizierte Anbieter wie Shaoyi Metal Technology bieten wettbewerbsfähige Preise sowie Leistungen von der schnellen Prototyperstellung bis zur Serienfertigung.
5. Welche Zertifizierungen sollte ich bei einem Online-Maschinenbetrieb prüfen?
Die erforderlichen Zertifizierungen hängen von Ihrer Branchenanwendung ab. ISO 9001:2015 stellt den grundlegenden Qualitätsmanagementstandard für die allgemeine Fertigung dar. Für Anwendungen im Automobilbereich ist die IATF 16949-Zertifizierung mit SPC-Fähigkeiten erforderlich. Luft- und Raumfahrtprojekte benötigen die AS9100-Zertifizierung und gegebenenfalls die NADCAP-Akkreditierung sowie eine ITAR-Registrierung für Verteidigungsaufträge. Komponenten für Medizinprodukte erfordern die ISO 13485-Zertifizierung und die Einhaltung der FDA-Vorschrift 21 CFR Part 820. Überprüfen Sie stets, ob die Zertifizierungen zum Zeitpunkt der Bestellung für regulierte Branchenanwendungen noch gültig sind.