 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Geschmiedete Aluminiumlegierungen für Autos: Die richtige Legierung für jedes Bauteil

Warum geschmiedete Aluminiumsorten für die Fahrzeugleistung entscheidend sind
Wenn Sie darüber nachdenken, was ein modernes Aluminiumfahrzeug dazu bringt, Bestleistungen zu erbringen, liegt die Antwort oft unter der Oberfläche – in der Struktur des Metalls selbst. Geschmiedetes Aluminium ist in der Automobilproduktion unverzichtbar geworden und wird für alles eingesetzt, von Aufhängungskomponenten bis hin zu Hochleistungsrädern. Doch hier ist die entscheidende Frage, vor der die meisten Ingenieure und Einkäufer stehen: Bei der Vielzahl verfügbarer Aluminiumsorten – wie wählt man die richtige Legierung für jedes Bauteil aus?
Das Verständnis dieses Zusammenhangs zwischen der Auswahl der Legierung und der Bauteilleistung kann den Unterschied ausmachen zwischen einem Fahrzeug, das hervorragt, und einem, das lediglich die Mindestanforderungen erfüllt. Was ist also eine Aluminiumlegierung genau, und warum ist das Umformverfahren so entscheidend?
Warum Schmieden die Leistung von Aluminium verändert
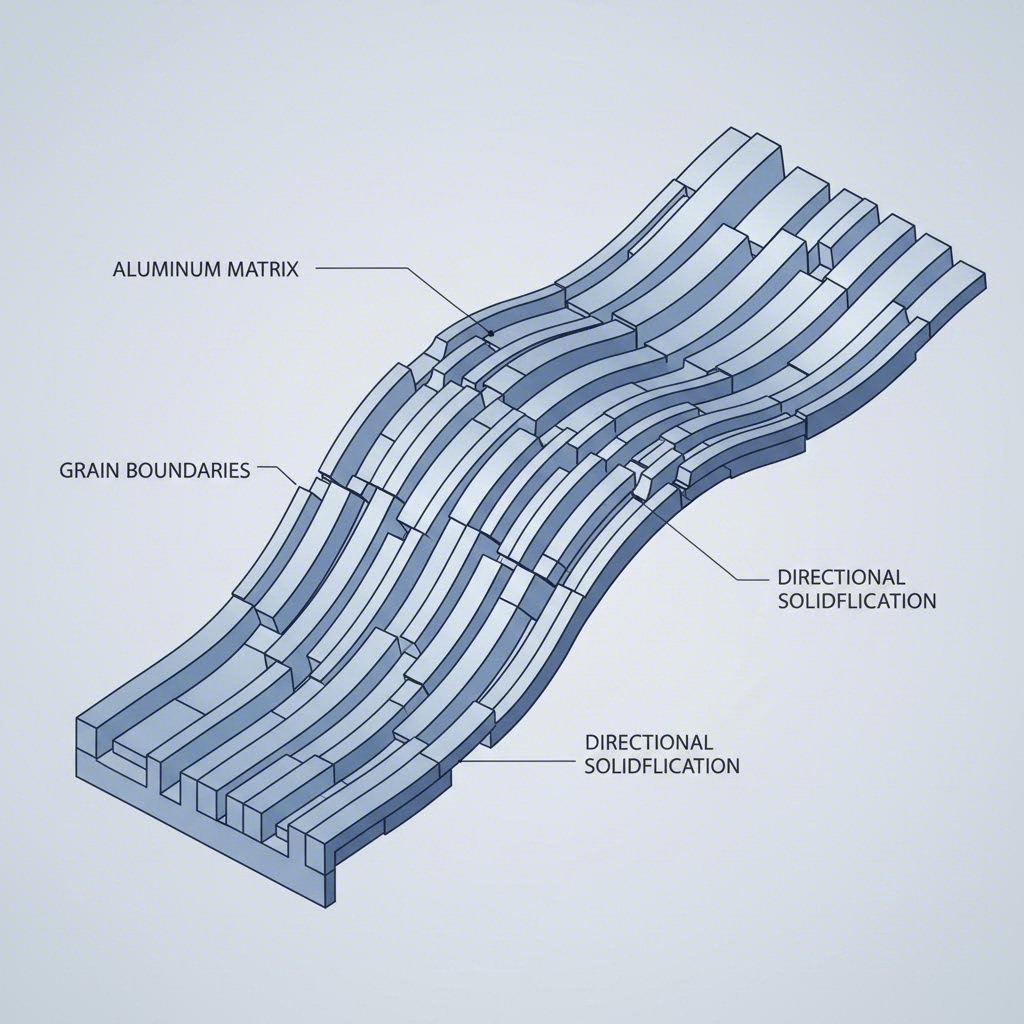
Im Gegensatz zum Gießen – bei dem geschmolzenes Aluminium in Formen gegossen wird – oder zum Strangpressen, bei dem erhitztes Metall durch eine Düse gepresst wird, formt das Schmieden Aluminium durch intensiven Druck bei erhöhten Temperaturen. Dieser Prozess verändert grundlegend die innere Struktur des Materials. Das Ergebnis? Ein dichterer, kontinuierlicherer Kornguss, der den Konturen des fertigen Bauteils folgt.
Laut Fertigungsexperten verdichtet das Schmieden die Kornstruktur von Aluminium , wodurch Festigkeit und Zähigkeit im Vergleich zu gegossenen Alternativen erheblich verbessert werden. Diese feinere Mikrostruktur verbessert zudem die Ermüdungsbeständigkeit und Schlagfestigkeit – Eigenschaften, die für sicherheitskritische aluminiumbasierte Anwendungen im Automobilbereich unabdingbar sind.
Das Schmieden verfeinert die Kornstruktur von Aluminium, indem es die inneren Fasern verdichtet und ausrichtet, und liefert so mechanische Eigenschaften, die gegossene Alternativen einfach nicht erreichen können – insbesondere bei Bauteilen, die wiederholten Belastungszyklen ausgesetzt sind.
Deshalb weist ein Aluminiumauto, das mit geschmiedeten Komponenten in kritischen Bereichen gefertigt ist, eine überlegene Haltbarkeit unter realen Fahrbedingungen auf. Der Schmiedeprozess beseitigt innere Hohlräume und Porosität, die bei Gussteilen üblich sind, und stellt sicher, dass jede Aluminiumfahrzeugkomponente den anspruchsvollen Belastungen moderner Fahrzeuge gewachsen ist.
Die Herausforderung der Werkstoffauswahl in der Automobilproduktion
An dieser Stelle wird es interessant – und komplex. Nicht alle Aluminiumlegierungen lassen sich gleich gut schmieden, und nicht jede geschmiedete Legierung eignet sich für jede Anwendung. Die Auswahl einer ungeeigneten Legierung kann zu Fertigungsschwierigkeiten, vorzeitigem Bauteilversagen oder unnötigen Kosten führen.
Ingenieure müssen mehrere konkurrierende Faktoren berücksichtigen, wenn sie Aluminiumlegierungen für Automobilkomponenten auswählen:
- Anforderungen an die Festigkeit: Benötigt das Bauteil maximale Zugfestigkeit oder gute Umformbarkeit?
- Betriebsumfeld: Wird die Komponente korrosiven Bedingungen oder extremen Temperaturen ausgesetzt?
- Fertigungseinschränkungen: Wie komplex ist die Bauteilgeometrie und welche Schmiedetemperaturen sind machbar?
- Kostenerwägungen: Rechtfertigt die Anwendung hochwertige Legierungen, oder sind Standardqualitäten ausreichend?
Dieser Artikel dient als praktischer Auswahlratgeber und führt Sie durch die wichtigsten geschmiedeten Aluminiumlegierungen, die in heutigen Fahrzeugen verwendet werden. Sie erfahren, welche Legierungen für bestimmte Bauteilgruppen geeignet sind, verstehen die entscheidende Rolle der Wärmebehandlung und lernen, häufige Auswahlfehler zu vermeiden. Egal, ob Sie Werkstoffe für Federbeine, Räder oder Antriebskomponenten festlegen – die richtige Wahl der Legierung für jede Anwendung gewährleistet sowohl Leistung als auch Wirtschaftlichkeit.
Aluminiumlegierungsreihen und ihre Eignung für das Schmieden
Bevor Sie die richtige Legierung für eine Automobilkomponente auswählen können, müssen Sie verstehen, wie Aluminiumlegierungen strukturiert sind. Der Aluminum Association hat ein Nummernsystem eingeführt, das gewalzte Aluminiumlegierungen in Serien kategorisiert, basierend auf ihrem primären Legierungsbestandteil. Diese Klassifizierung – von 1xxx bis 7xxx – gibt Aufschluss darüber, wie sich eine Legierung beim Umformen verhält und welche Leistungseigenschaften sie letztendlich aufweist.
Doch was viele Materialspezifikationen nicht erklären: Warum lassen sich bestimmte Aluminiumlegierungen hervorragend umformen, während andere reißen, verformen oder sich schlichtweg nicht bearbeiten lassen? Die Antwort liegt in der Metallurgie, und das Verständnis dieser Grundlagen wird Ihre Herangehensweise bei der Legierungsauswahl für Automobilanwendungen verändern.
Verständnis des Aluminium-Serien-Systems
Jede Aluminiumlegierungsserie wird durch ihr dominantes Legierungselement definiert, das die Kern Eigenschaften der Legierung bestimmt. Stellen Sie es als einen Familienstammbaum vor, bei dem Verwandte bestimmte Merkmale gemeinsam haben:
- 1xxx-Serie: Im Wesentlichen reiner Aluminium (99 %+ Al). Hervorragende Korrosionsbeständigkeit und Leitfähigkeit, jedoch zu weich für strukturelle Automobil-Schmiedeteile.
- 2xxx-Serie: Kupfer ist das primäre Additiv. Diese Legierungen bieten hohe Festigkeit und ausgezeichnete Ermüdungswiderstand – ideal für anspruchsvolle Anwendungen in der Luftfahrt und im Automobilantriebsstrang.
- 3xxx-Serie: Mangan-legiert. Mäßige Festigkeit mit guter Formbarkeit, jedoch selten im Schmiedeprozess verwendet, da sie nicht durch Wärmebehandlung auf höhere Festigkeitswerte gebracht werden können.
- 4xxx-Serie: Silizium-dominant. Der hohe Siliziumgehalt sorgt für hervorragende Verschleißfestigkeit, wodurch diese Legierungen für Kolben geeignet sind, jedoch Bearbeitungsschwierigkeiten mit sich bringen.
- 5xxx-Serie: Magnesium-basiert. Hervorragende Korrosionsbeständigkeit und Schweißbarkeit, häufig für marine und kryotechnische Anwendungen geschmiedet, seltener für typische Automobilteile.
- 6xxx-Serie: Kombiniertes Magnesium und Silizium. Diese ausgewogene Chemie bietet die Vielseitigkeit, die 6xxx-Legierungen zum Arbeitstier der Aluminium-Schmiedeteile im Automobilbau macht.
- 7xxx-Serie: Zink zusammen mit Magnesium und Kupfer bildet ultra-hochfeste Legierungen. Diese stellen die stärksten verfügbaren Aluminiumlegierungen dar und sind entscheidend für gewichtskritische Anwendungen in der Luft- und Raumfahrt sowie im Hochleistungs-Automobilbau.
Nach branchendokumentation des Aluminum Association , diese Benennungskonvention entstand nach dem Zweiten Weltkrieg, um Ordnung in den wachsenden Katalog an Aluminiumwerkstoffen zu bringen. Das Verständnis der Al-Legierungsbezeichnungen innerhalb dieses Systems ermöglicht es Ihnen, schnell geeignete Kandidaten für eine bestimmte Anwendung einzugrenzen.
Gestaltbarkeitseigenschaften über verschiedene Legierungsgruppen hinweg
An dieser Stelle kommt echtes ingenieurtechnisches Know-how ins Spiel. Nicht jede Aluminiumlegierung lässt sich beim Schmieden gleich verarbeiten, und die Unterschiede sind nicht willkürlich – sie liegen in der chemischen Zusammensetzung begründet, die das Verhalten jeder Legierung unter Druck und Hitze beeinflusst.
Die Schmiedbarkeit hängt von mehreren miteinander verbundenen Faktoren ab:
- Verformungsresistenz: Welche Kraft ist erforderlich, damit die Legierung in die Hohlräume der Schmiedewerkzeuge fließt?
- Temperatursensibilität: Wie stark ändern sich die Eigenschaften im Bereich der Schmiedtemperatur?
- Neigung zum Rissbildung: Verträgt die Legierung starke Verformungen, ohne Oberflächen- oder innere Fehler zu entwickeln?
- Wärmebehandelbarkeit: Kann das geschmiedete Bauteil durch nachfolgende thermische Behandlung verstärkt werden?
Forschung von ASM International zeigt, dass sich die Schmiedbarkeit mit steigender Metalltemperatur bei allen Aluminiumlegierungen verbessert – jedoch variiert das Ausmaß dieses Effekts erheblich. Legierungen der 4xxx-Serie mit hohem Siliziumgehalt weisen die größte Temperatursensitivität auf, während hochfeste 7xxx-Legierungen das engste bearbeitbare Temperaturfenster aufweisen. Dies erklärt, warum Legierungen der 7xxx-Serie eine präzise Temperaturkontrolle erfordern: Die Toleranz gegenüber Abweichungen ist geringer.
Die 6xxx-Serie, insbesondere Legierungen wie 6061, hat ihren Ruf als „hoch schmiedbar“ verdient, da sie eine günstige Kombination aus mäßiger Fließspannung und großzügigen Prozessfenstern bietet. Im Gegensatz dazu weisen 2xxx- und 7xxx-Legierungen höhere Fließspannungen auf – manchmal höher als Baustahl bei typischen Schmiedtemperaturen – was ihre Verarbeitung anspruchsvoller macht, sie aber dennoch für Hochleistungskomponenten notwendig werden lässt.
| Legierungsserie | Primäres Legierungselement | Schmiedbarkeitsbewertung | Typische Automobil-Anwendungen | Hauptmerkmale |
|---|---|---|---|---|
| 2xxx | Kupfer | - Einigermaßen | Kolben, Pleuelstangen, Motordelen | Hochtemperagefestigkeit, hervorragende Ermüdungswiderstand, wärmebehandelbar |
| 5xxx | Magnesium | Gut | Strukturelle Bauteile in korrosiven Umgebungen, teile nach Marinequalität | Nicht wärmebehandelbar, außergewöhnliche Korrosionsbeständigkeit im Marinebereich, hohe Schweißnahtfestigkeit |
| 6xxx | Magnesium + Silizium | Ausgezeichnet | Federbeinarme, Querlenker, Räder, allgemeine strukturelle Bauteile | Ausgewogene Festigkeit und Umformbarkeit, gute Korrosionsbeständigkeit, wärmebehandelbar, kosteneffizient |
| 7xxx | Zink (+ Mg, Cu) | Mäßig bis Schwierig | Hochbelastete Fahrwerksteile, Leistungsräder, Automobilteile in Luftfahrtqualität | Ultraschwere Festigkeit, hervorragende Ermüdungsbeständigkeit, erfordert sorgfältige Prozesskontrolle, wärmebehandelbar |
Warum ist die chemische Zusammensetzung bei Schmieden im Vergleich zu anderen Umformverfahren so wichtig? Wenn Aluminium gegossen wird, erstarrt das Metall aus einem flüssigen Zustand, wobei häufig Porosität eingeschlossen wird und sich grobkörnige Gefügestrukturen bilden. Bei der Strangpressung wird erhitztes Metall durch feste Matrizenöffnungen gedrückt, was die geometrische Komplexität begrenzt. Beim Schmieden hingegen wird das Metall unter enormem Druck verdichtet, wodurch die Kornstruktur verfeinert und innere Hohlräume eliminiert werden – allerdings nur, wenn die Legierung diese starke Verformung aushält, ohne zu reißen.
Die üblichen Aluminiumlegierungen, die bei der Automobilumformung verwendet werden – vorwiegend aus den Familien 2xxx, 6xxx und 7xxx – teilen ein entscheidendes Merkmal: Sie sind wärmebehandelbar. Das bedeutet, dass ihre Festigkeit nach dem Schmieden durch Lösungswärmebehandlung und Aushärtungsverfahren erheblich gesteigert werden kann. Nicht wärmebehandelbare Legierungen wie die Serie 5xxx finden begrenzten Einsatz in der Automobilumformung, da sie nicht die Festigkeitsniveaus erreichen können, die von den meisten Fahrzeugbauteilen gefordert werden.
Auf dieser Grundlage der Aluminiumlegierungsgruppen und ihres Umformverhaltens sind Sie nun bereit, die spezifischen Legierungen zu untersuchen, die in der Automobilproduktion dominieren – und genau zu verstehen, warum Ingenieure jeweils eine bestimmte Legierung für konkrete Anwendungen auswählen.
Wesentliche geschmiedete Aluminiumlegierungen für Automobilkomponenten
Nachdem Sie nun verstehen, wie Aluminiumlegierungsgruppen sich in ihrem Umformverhalten unterscheiden, betrachten wir nun die spezifischen Sorten, die in der Automobilproduktion dominieren. Diese fünf Legierungen – 6061, 6082, 7075, 2024 und 2014 – stellen die Kerlwerkstoffoptionen dar, auf die Sie stoßen werden, wenn Sie geschmiedete Bauteile spezifizieren. Jede bietet unterschiedliche Vorteile, und das Verständnis ihrer Unterschiede hilft Ihnen, fundierte Entscheidungen zu treffen, die Leistung, Kosten und Herstellbarkeit ausgewogen berücksichtigen.
Wodurch zeichnen sich diese speziellen Aluminiumwerkstoffsorten in Fahrzeugen aus? Die Antwort liegt in ihrem optimierten Gleichgewicht aus Festigkeit, Umformbarkeit und anwendungsspezifischen Eigenschaften, das durch jahrzehntelange Erfahrung im Automobilengineering verfeinert wurde.
6061 und 6082 für Strukturbauteile
Die 6xxx-Serie dominiert die automotive Schmiedetechnik aus gutem Grund. Diese Magnesium-Silicium-Legierungen bieten die Vielseitigkeit, die Ingenieure für eine breite Palette von strukturellen Anwendungen benötigen – ohne die hohen Kosten oder Fertigungsschwierigkeiten stärkerer Alternativen.
6061 Aluminium ist die am häufigsten verwendete Aluminiumlegierung in der allgemeinen Fertigung, und im Automobilbereich gilt dies ebenso. Laut Vergleichsdaten für Legierungen von Protolabs wird 6061 „im Allgemeinen gewählt, wenn Schweißen oder Löten erforderlich ist oder wenn hohe Korrosionsbeständigkeit in allen Anlaufformen benötigt wird“. Dies macht es ideal für Automobilteile, Rohrleitungen, Möbel, Unterhaltungselektronik und Strukturbauteile, die möglicherweise eine Verbindung während der Montage erfordern.
Wichtige Eigenschaften von 6061 umfassen:
- Zusammensetzung: Die primären Legierungsbestandteile sind Magnesium (0,8–1,2 %) und Silizium (0,4–0,8 %), mit geringen Beimengungen von Kupfer und Chrom
- Schweissbarkeit: Ausgezeichnet – allerdings kann das Schweißen die wärmebeeinflusste Zone schwächen, was eine Nachbehandlung nach dem Schweißen zur Wiederherstellung der Festigkeit erfordert
- Korrosionsbeständigkeit: Sehr gut unter allen Temperaturbedingungen
- Typische automobilspezifische Anwendungen: Strukturrahmen, Halterungen, allgemeine CNC-gefräste Teile, Bauteile, die anschließend geschweißt werden müssen
6082 Aluminium stellt eine bedeutende Weiterentwicklung in der europäischen Automobil-Schmiedetechnik dar, die viele nordamerikanische Spezifikationen übersehen. Diese Legierung wird heute nahezu ausschließlich für Fahrwerks- und Chassisteile bei europäischen Fahrzeugprogrammen eingesetzt – aus überzeugenden metallurgischen Gründen.
Nach der technischen Dokumentation des Europäischen Aluminiumverbands , "Aufgrund seiner hervorragenden Korrosionsbeständigkeit wird die Legierung EN AW-6082-T6 nahezu ausschließlich für Fahrwerks- und Chassisteile im Automobilbau verwendet." Die Dokumentation zeigt, dass große europäische Hersteller 6082-T6 für Querlenker, Lenkköpfe, Kupplungen, Kupplungszylinder und Antriebswellenbauteile verwenden.
Was macht 6082 besonders geeignet für Aluminium im Automobilbau?
- Zusammensetzung: Höherer Siliziumgehalt (0,7–1,3 %) und Mangan (0,4–1,0 %) im Vergleich zu 6061, zusammen mit Magnesium (0,6–1,2 %)
- Festigkeitsvorteil: Etwas höhere Festigkeit als 6061 im T6-Annealing, mit besserer Leistung unter zyklischer Belastung
- Korrosionsverhalten: Die allgemeine Korrosionsbeständigkeit wird als sehr gut eingestuft, wobei eine Strahlreinigung mit Aluminiumstrahlmittel zusätzlichen Oberflächenschutz bietet
- Ermüdungsverhalten: Geschmiedete 6082-T6-Bauteile halten bei gleicher Nutzungsdauer etwa der doppelten Dehnungsamplitude stand im Vergleich zu gegossenen Alternativen
Die Forschung des European Aluminium Association zeigt, dass geschmiedete 6082-T6-Bauteile ihre Ermüdungseigenschaften auch nach mäßiger Korrosionsbeanspruchung beibehalten – ein entscheidender Aspekt für Fahrwerkskomponenten, die während ihrer gesamten Nutzungsdauer Streusalz und Feuchtigkeit ausgesetzt sind.
7075 und 2024 für hochbelastete Anwendungen
Wenn die strukturellen Anforderungen über das hinausgehen, was 6xxx-Legierungen bieten können, greifen Ingenieure auf die 7xxx- und 2xxx-Serien zurück. Diese Legierungen sind teurer und erfordern eine sorgfältigere Verarbeitung, liefern aber die erforderliche Festigkeit für die anspruchsvollsten Automobilbauteile.
7075 Aluminium gilt allgemein als die stärkste Aluminiumlegierung, die üblicherweise für Schmiedeanwendungen verfügbar ist. Laut branchenspezifikationen , fügt 7075 "Chrom zur Mischung hinzu, um eine gute Beständigkeit gegen Spannungsrisskorrosion zu entwickeln" und dient als "die bevorzugte Legierung für Luftfahrtteile, militärische Anwendungen, Fahrradausrüstung sowie Camping- und Sportausrüstung aufgrund ihrer leichten, aber stabilen Eigenschaften."
Wichtige Aspekte bei der Verwendung von 7075 im Automobilbau:
- Zusammensetzung: Hauptlegierungselemente sind Zink (5,1–6,1 %), Magnesium (2,1–2,9 %) und Kupfer (1,2–2,0 %), mit Chrom zur Verbesserung der Beständigkeit gegen Spannungsrisskorrosion
- Verhältnis von Festigkeit zu Gewicht: Zu den höchsten verfügbaren Werten bei Aluminiumlegierungen – unerlässlich für gewichtskritische Leistungsanwendungen
- Schweissbarkeit: Schlecht – diese Legierung lässt sich nicht gut schweißen und kann im Vergleich zu weniger festen Alternativen spröde sein
- Typische automobilspezifische Anwendungen: Bauteile für hochbelastete Fahrwerkskomponenten, Leichtmetallräder für den Performance-Einsatz, Rennfahrwerksteile und Komponenten, bei denen maximale Festigkeit die Materialprämie rechtfertigt
Für Anwendungen, die eine ähnliche hochfeste Leistung erfordern, ziehen Ingenieure manchmal Aluminiumlegierung 7050 als Alternative zu 7075 in Betracht. Diese eng verwandte Legierung bietet hervorragende Spannungs-Korrosionsbeständigkeit und Zähigkeit, wodurch sie besonders wertvoll für Fahrwerke, tragende Steifen und andere ermüdungskritische Anwendungen ist, bei denen die Grenzen von 7075 zu einem Problem werden.
2024 Aluminium bietet ein anderes Eigenschaftsprofil für Hochlastanwendungen. Diese kupferbasierte Legierung zeichnet sich durch hervorragende Ermüdungsbeständigkeit aus – eine Eigenschaft, die sie für Bauteile wertvoll macht, die wiederholten Belastungszyklen ausgesetzt sind.
Laut Herstellungsdaten bietet 2024 Aluminium „ein hohes Festigkeits- zu Gewichtsverhältnis, hervorragende Ermüdungsbeständigkeit, gute Bearbeitbarkeit und ist wärmebehandelbar.“ Ingenieure müssen jedoch deren Einschränkungen berücksichtigen: „geringe Korrosionsbeständigkeit und Ungeeignetheit zum Schweißen.“
Wesentliche Eigenschaften von 2024 Aluminium umfassen:
- Zusammensetzung: Kupfer (3,8–4,9 %) ist das primäre Legierungselement, mit Zusätzen an Magnesium (1,2–1,8 %) und Mangan
- Ermüdungsverhalten: Hervorragende Beständigkeit gegen zyklische Belastungen – entscheidend für rotierende und hubförmige Bauteile
- Bearbeitbarkeit: Gut, ermöglicht eine präzise Nachbearbeitung von Schmiedestücken
- Typische automobilspezifische Anwendungen: Kolben, Pleuelstangen und hochbelastete Antriebsstrangbauteile, bei denen die Ermüdungsbeständigkeit wichtiger ist als Korrosionsbeständigkeit
aluminium 2014 ergänzt die primären Schmiedelegierungen und bietet hohe Festigkeit bei besserer Schmiedbarkeit als einige 7xxx-Legierungen. Diese Legierung wird in strukturellen Anwendungen eingesetzt, die das kupferbasierte Festigkeitsprofil der 2xxx-Serie erfordern.
Vergleich der mechanischen Eigenschaften
Die Auswahl zwischen diesen Güten erfordert ein Verständnis dafür, wie sich ihre mechanischen Eigenschaften unter gleichen Bedingungen vergleichen lassen. Die folgende Tabelle fasst die relativen Leistungsbewertungen auf Grundlage von Industrienormen und Herstellerdaten zusammen:
| Sorte | Zugfestigkeit (T6-Annehlung) | Streckgrenze (T6-Annehlung) | Dehnung | Relative Härte | Hauptsächlicher Vorteil |
|---|---|---|---|---|---|
| 6061-T6 | - Einigermaßen | - Einigermaßen | Gut (8-10%) | - Einigermaßen | Ausgezeichnete Schweißbarkeit und Korrosionsbeständigkeit |
| 6082-T6 | Mittel-Hoch | Mittel-Hoch | Gut (8-10%) | Mittel-Hoch | Hervorragende Ermüdungsleistung in korrosiven Umgebungen |
| 7075-T6 | Sehr hoch | Sehr hoch | Mäßig (5-8%) | Hoch | Höchstes Festigkeits-Gewichts-Verhältnis |
| 2024-T6 | Hoch | Hoch | Mäßig (5-6%) | Hoch | Ausgezeichnete Ermüdungsbeständigkeit |
| 2014-T6 | Hoch | Hoch | Mäßig (6-8%) | Hoch | Gute Schmiedbarkeit bei hoher Festigkeit |
Beachten Sie die inhärenten Kompromisse bei diesem Vergleich. Die stärksten Aluminiumlegierungen – 7075 und die 2xxx-Güten – geben teilweise Duktilität und Korrosionsbeständigkeit zugunsten ihrer überlegenen Festigkeit auf. Im Gegensatz dazu bieten die 6xxx-Güten ein ausgewogeneres Eigenschaftsprofil, das die meisten strukturellen Anwendungen im Automobilbau abdeckt.
Wenn sich Produktionsmengen, Kostenbeschränkungen und Anforderungen der Anwendung decken, erweist sich 6082-T6 oft als die optimale Wahl für europäische Spezifikationen von Fahrwerks- und Chassisteilen. Für Anwendungen, bei denen maximale Festigkeit unabhängig von anderen Aspekten gefordert ist, liefert 7075-T6 die Lösung. Und wo Ermüdungsbeständigkeit die Konstruktion bestimmt, bleibt 2024-Aluminium die bewährte Wahl.
Das Verständnis dieser legierungsspezifischen Eigenschaften bereitet Sie auf die nächste entscheidende Wahl vor: die Zuordnung jeder Legierung zu bestimmten Bauteilgruppen basierend auf deren einzigartigen Leistungsanforderungen.

Zuordnung der Güten zu Anforderungen von Automobilbauteilen
Sie haben nun die wichtigsten geschmiedeten Aluminiumlegierungen und ihre mechanischen Eigenschaften kennengelernt. Doch hier kommt die entscheidende praktische Frage, die sich jeder Ingenieur und Einkäufer stellt: Welche Legierung eignet sich für welchen Fahrzeugteil? Die Zuordnung spezifischer Legierungen zu Bauteilekategorien wandelt theoretisches Wissen in umsetzbare Spezifikationen um – und genau das liefert dieser Abschnitt.
Denken Sie an die vielfältigen Anforderungen in einem modernen Fahrzeug. Federbeine müssen Millionen von Belastungszyklen auf unebenen Straßen standhalten. Kolben sind extremer Hitze und explosiven Kräften ausgesetzt. Räder müssen Stabilität, Gewicht und Ästhetik in Einklang bringen. Jede Bauteilekategorie bringt einzigartige Herausforderungen mit sich, weshalb bestimmte Aluminiumlegierungen anderen vorgezogen werden.
Auswahl der Legierungen für Komponenten der Aufhängung und des Fahrwerks
Federungs- und Fahrwerkskomponenten stellen eine der größten Anwendungen für Aluminiumteile in Fahrzeugen dar. Diese Teile müssen Fahrbahnstöße absorbieren, unter Last eine präzise Geometrie beibehalten und gleichzeitig Korrosion durch Streusalz und Feuchtigkeit widerstehen – oft alles gleichzeitig. Der Aluminiumfahrgestellrahmen und verwandte strukturelle Elemente erfordern Werkstoffe, die über Millionen von Belastungszyklen hinweg eine konsistente Leistung bieten.
Querlenker und Fahrwerkshebel
Querlenker verbinden die Radschalen mit dem Fahrzeugfahrgestell und steuern sowohl die vertikale Radbewegung als auch laterale Kräfte beim Kurvenfahren. Laut Dokumentation des European Aluminium Association sind geschmiedete Querlenker aus 6082-T6 aufgrund ihrer hervorragenden Ermüdungsleistung in korrosiven Umgebungen zum Standard bei europäischen Fahrzeugprogrammen geworden.
- 6082-T6: Bevorzugte Wahl europäischer OEMs – ausgezeichnete Korrosionsbeständigkeit kombiniert mit überlegener Ermüdungslebensdauer unter zyklischer Belastung; behält Eigenschaften auch nach Salzsprühnebel-Belastung
- 6061-T6: Kostengünstige Alternative, wenn Schweißbarkeit erforderlich ist; etwas geringere Ermüdungsleistung als 6082, aber ausreichend für viele Anwendungen
- 7075-T6: Vorbehalten für Hochleistungs- und Rennanwendungen, bei denen das maximale Festigkeits-zu-Gewichts-Verhältnis die höheren Kosten und die reduzierte Korrosionsbeständigkeit rechtfertigt
Lenkkulissen
Lenkkulissen – die Drehpunkte, die die Aufhängung mit den Rädern verbinden – unterliegen komplexen mehrachsigen Belastungen. Sie müssen dimensionsstabil bleiben, während sie Lenkbewegungen übertragen und das Fahrzeuggewicht tragen. Geschmiedete Aluminiumkulissen wiegen typischerweise 40–50 % weniger als alternative Gusseisenvarianten und bieten gleichzeitig eine bessere Ermüdungsbeständigkeit.
- 6082-T6: Industriestandard für Serienfahrzeuge; die ausgewogenen Eigenschaften der Legierung bewältigen effektiv die Kombination aus statischen Lasten und dynamischen Kräften
- 6061-T6: Geeignet für Anwendungen, die eine Nachschweißung nach dem Schmieden erfordern, oder wenn die Kostenoptimierung oberste Priorität hat
- 2014-T6: In Betracht gezogen für anspruchsvolle Anwendungen, die höhere Festigkeit erfordern, als 6xxx-Legierungen bieten können
Unterwagen und strukturelle Bauteile
Bei der Untersuchung, woraus Karosserien moderner Fahrzeuge bestehen, wird man einen zunehmenden Aluminiumanteil in Unterwagen und strukturellen Querverstrebungen feststellen. Diese Komponenten bilden das Rückgrat der Fahrzeugarchitektur, tragen den Antriebsstrang und verbinden wichtige Aufhängungspunkte.
- 6061-T6: Ausgezeichnete Wahl, wenn die Unterwagenkonstruktion Schweißverbindungen umfasst; behält bei sachgemäßer Nachbehandlung nach dem Schweißen gute Eigenschaften in wärmebeeinflussten Zonen bei
- 6082-T6: Bevorzugt für geschlossene, geschmiedete Unterwagenbauteile, bei denen Korrosionsbeständigkeit und Ermüdungsverhalten entscheidend sind
Anwendungen für Antriebsstrang und Räder
Antriebsstrangkomponenten arbeiten unter anspruchsvollen thermischen und mechanischen Bedingungen, die eine spezielle Auswahl von Legierungen erfordern. Gleichzeitig müssen Räder technische Anforderungen erfüllen und ästhetischen Erwartungen gerecht werden – eine besondere Kombination, die die Materialwahl beeinflusst.
Kolben
Pleuel unterliegen möglicherweise den extremsten Bedingungen in jedem Motor. Jeder Verbrennungszyklus setzt sie explosiven Druckverhältnissen, extremen Temperaturschwankungen und hochgeschwindigen Hubbewegungen aus. Laut branchenspezifischer Forschung ist Aluminium nahezu das einzige Material, das für moderne Kolben verwendet wird, wobei die meisten mittels Schwerkraftguss oder Schmieden hergestellt werden.
- 2618 (Al-Cu-Mg-Ni-Legierung mit niedrigem Siliziumgehalt): Der Standard für leistungsstarke geschmiedete Kolben; behält bei hohen Temperaturen seine Festigkeit und widersteht thermischer Ermüdung
- 4032 (eutektische/übereutektische Al-Si-Legierung mit Mg, Ni, Cu): Bietet geringere Wärmeausdehnung und verbesserte Verschleißfestigkeit für spezialisierte Hochtemperaturanwendungen
- 2024-T6: Wird für Rennkolben ausgewählt, bei denen die Ermüdungsfestigkeit unter extremen zyklischen Belastungen der maßgebliche Konstruktionsfaktor ist
Als referenzdokumentation anmerkungen, "Geschmiedete Kolben aus eutektischen oder hypereutektischen Legierungen weisen eine höhere Festigkeit auf und werden in Hochleistungsmotoren eingesetzt, bei denen die Kolben stärkeren Belastungen ausgesetzt sind. Geschmiedete Kolben mit derselben Legierungszusammensetzung haben eine feinere Mikrostruktur als gegossene Kolben, und der Schmiedeprozess sorgt für größere Festigkeit bei niedrigeren Temperaturen, wodurch dünnere Wände und ein geringeres Kolbengewicht ermöglicht werden."
Kolbenstangen
Die Pleuel übertragen die Verbrennungskräfte vom Kolben auf die Kurbelwelle und erfahren dabei sowohl Zug- als auch Druckbelastung mit hoher Frequenz. Laut leistungsengineering-Daten , hängt die Werkstoffauswahl stark von der spezifischen Motorenanwendung ab.
- 2024-T6: Hervorragende Ermüdungsbeständigkeit macht dieses Aluminium zur bevorzugten Wahl für hochdrehende, natürliche ansaugende Motoren, bei denen die Gewichtsreduzierung oberste Priorität hat
- 7075-T6: Bietet maximale Aluminiumfestigkeit für Anwendungen mit Zwangseinblasung, obwohl viele Konstrukteure Stahllegierungen (4340, 300M) bei extremen Aufladegraden bevorzugen
Für die meisten Hochleistungsanwendungen zeigt das Referenzmaterial, dass „Aluminiumpleuel, die oft für Drag-Racing reserviert sind, eine hervorragende Stoßdämpfung bieten und kurze Phasen extremer Motorleistung verkraften können. Ihre geringe Masse trägt zur Maximierung der Motorbeschleunigung bei. Die relativ geringe Ermüdungsfestigkeit und kürzere Lebensdauer von Aluminium bedeuten jedoch, dass sie für Alltagsfahrzeuge oder Langstreckenrennen ungeeignet sind.“
Schmiedräder
Felgen stellen eine einzigartige Schnittstelle zwischen Konstruktionsingenieurwesen und kundenorientierter Ästhetik dar. Die Kombination aus Aluminiumkarosserie und Felgen beeinflusst sowohl die Fahrzeugleistung als auch die Wahrnehmung durch den Käufer maßgeblich. Geschmiedete Felgen bieten im Vergleich zu Gussfelgen erhebliche Gewichtseinsparungen – typischerweise 15–30 % leichter – sowie überlegene Festigkeit und bessere Schlagzähigkeit.
- 6061-T6: Häufigste Wahl für serienmäßige geschmiedete Felgen; bietet eine ausgewogene Kombination aus Festigkeit, Umformbarkeit und Kosteneffizienz; hervorragende Oberflächenqualität für ästhetische Anwendungen
- 6082-T6: Zunehmende Verbreitung in europäischen Radsystemen; leicht höhere Festigkeit als 6061 bei vergleichbaren Herstellungseigenschaften
- 7075-T6: Vorbehalten für Motorsport- und Ultra-Premium-Anwendungen; das höchste Steifigkeits-zu-Gewicht-Verhältnis rechtfertigt deutlich höhere Material- und Verarbeitungskosten
Die branchendaten bestätigt, dass „A365 eine Gussaluminiumlegierung mit guten Gusseigenschaften und hoher mechanischer Gesamtleistung ist, die weltweit häufig für Aluminiumgussräder verwendet wird“. Geschmiedete Räder hingegen, hergestellt aus Legierungen der 6xxx- und 7xxx-Serie, bieten für leistungsorientierte Anwendungen eine überlegene Festigkeit und geringeres Gewicht.
Strukturelle Karosseriekompontenten
Moderne Aluminiumkarosserie-Fahrzeuge integrieren zunehmend geschmiedete strukturelle Knotenpunkte und Verstärkungen in ihre Aluminium-Karosseriearchitektur. Diese Bauteile stellen wichtige Lastpfade bereit und ermöglichen ein effektives Crash-Energienmanagement in fahrzeugen mit hohem Aluminiumanteil.
- 6061-T6: Bevorzugt, wenn Bauteile mit Blech- oder stranggepressten Aluminium-Karosseriestrukturen verschweißt werden müssen
- 6082-T6: Ausgewählt für hochbelastete Knotenpunkte im Raumrahmenbau; europäische OEMs bevorzugen diese Qualität für integrierte Strukturanwendungen
- 7xxx-Serie: Gezielt eingesetzt für kritische Crash-Bauteile, bei denen eine maximale Energieaufnahme erforderlich ist
Während Fahrzeugarchitekturen sich zunehmend in Richtung höheren Aluminiumanteils entwickeln, wird die Auswahl der geschmiedeten Qualitäten für strukturelle Anwendungen immer wichtiger, um die Anforderungen an die Crasheffizienz zu erfüllen und gleichzeitig das Gewicht zu minimieren.
Nachdem nun klare Empfehlungen für die Werkstoffqualitäten jeder Bauteilgruppe vorliegen, ergibt sich die nächste entscheidende Fragestellung: Wie verändert die Wärmebehandlung die Eigenschaften von geschmiedetem Aluminium, um spezifische Leistungsziele zu erreichen?
Wärmebehandlung und Aushärtezustand für geschmiedete Teile
Sie haben die richtige Aluminiumlegierung für Ihr Fahrzeugbauteil ausgewählt – aber Ihre Arbeit ist damit noch nicht abgeschlossen. Die Wärmebehandlung nach dem Schmieden entscheidet darüber, ob die sorgfältig ausgewählte Legierung ihr volles Potenzial entfaltet oder hinter den Erwartungen zurückbleibt. An dieser Stelle verwandeln sich verschiedene Aluminiumtypen durch gezielte Behandlung von vielversprechenden Materialien in hochleistungsfähige Automotive-Bauteile.
Hört sich kompliziert an? Stellen Sie sich die Wärmebehandlung als letzten Feinabstimmungsschritt vor, der die verborgenen Eigenschaften einer Legierung freisetzt. So wie eine Gitarre richtig gestimmt werden muss, um die gewünschten Töne zu erzeugen, benötigt geschmiedetes Aluminium eine präzise thermische Behandlung, um die geforderten Materialeigenschaften zu erreichen. Um Aluminiumarten und deren Eigenschaften zu verstehen, ist es notwendig zu wissen, wie die Temperbezeichnungen diese entscheidende Umwandlung definieren.
T6-Temper für Anwendungen mit maximaler Festigkeit
Wenn Automobilingenieure maximale Festigkeit aus wärmebehandelbaren Aluminiumlegierungen verlangen, fordern sie nahezu immer T6-Temper. Laut Dokumentation von ASM International zu Aluminium-Tempersortenbezeichnungen , T6 bedeutet, dass die Legierung „lösungsgeglüht und ohne nennenswerte Kaltverformung künstlich gealtert wurde, um eine Ausscheidungshärtung zu erreichen“.
Woraus besteht dieser zweistufige Prozess genau?
- Lösungsglühen: Das geschmiedete Bauteil wird auf eine hohe Temperatur – typischerweise 480–540 °C, abhängig von der Legierung – erhitzt und so lange gehalten, bis sich die Legierungselemente gleichmäßig in der Aluminiummatrix auflösen
- Abschrecken: Eine schnelle Abkühlung, üblicherweise in Wasser, fixiert diese gelösten Elemente in einer übersättigten Festlösung
- Künstliche Alterung: Das Bauteil wird anschließend mehrere Stunden bei mäßiger Temperatur (150–175 °C für die meisten Legierungen) gehalten, wodurch sich mikroskopisch kleine verstärkende Partikel im gesamten Metallgefüge ausscheiden
Wie technische Herstellungsdaten erklärt: „Die Wärmebehandlung T6 verwandelt gewöhnliches Aluminium durch sorgfältige Erhitzungs- und Abkühlungsschritte in hochfeste Bauteile. Dieser Prozess erzeugt Metalle mit der idealen Kombination aus Festigkeit und Verarbeitbarkeit für viele Branchen."
Für Automobilanwendungen liefert T6 die Festigkeitsniveaus, die Achsteile, Radsätze und strukturelle Komponenten erfordern. Die Dokumentation bestätigt, dass beispielsweise die Streckgrenze von Aluminiumlegierung 6061 sich mehr als verdreifacht – von etwa 55 MPa im weichen Zustand auf rund 275 MPa nach der T6-Behandlung.
Dieser Anstieg der Festigkeit geht jedoch mit einem Kompromiss einher. Die Bruchdehnung sinkt typischerweise von etwa 25 % auf ungefähr 12 %, da das Material härter und fester wird. Für die meisten strukturellen Anwendungen im Automobilbau ist diese Verringerung der Duktilität akzeptabel – die Bauteile werden gemäß dem Eigenschaftsprofil von T6 ausgelegt, anstatt maximale Umformbarkeit zu benötigen.
Alternative Glühzustände für spezielle Anforderungen
Während T6 die Schmiedespezifikationen im Automobilbereich dominiert, übernehmen mehrere alternative Temperbezeichnungen entscheidende Rollen, wenn die Anforderungen der Anwendung über maximale Festigkeit hinausgehen.
Temper T651: Spannungsarm für dimensionale Stabilität
Wenn Sie T651 in einer Aluminiumsortentabelle sehen, handelt es sich um T6-Eigenschaften kombiniert mit Spannungsarmung. Laut ASM-Temperbezeichnungsreferenz zeigt das Suffix „51“ an, dass das Produkt nach dem Abschrecken, jedoch vor dem Auslagern, durch Dehnen um 1,5–3 % spannungsarm gemacht wurde.
Warum ist dies für Automobilbauteile wichtig? Das Abschrecken erzeugt erhebliche Restspannungen in geschmiedeten Teilen. Ohne Spannungsarmung können diese inneren Spannungen verursachen:
- Form- und Maßveränderungen während nachfolgender Bearbeitung
- Verminderte Ermüdungslebensdauer aufgrund additiver Spannungseffekte
- Erhöhte Anfälligkeit für Spannungsrisskorrosion in bestimmten Umgebungen
Für präzisionsgefertigte Bauteile wie Lenkkulissen oder komplexe Federungswellen bietet T651 die Maßhaltigkeit, die enge Toleranzen erfordern.
T7-Wärmebehandlung: Verbesserte Korrosionsbeständigkeit
Wenn Spannungsrisskorrosion ein erhebliches Risiko darstellt – insbesondere bei Legierungen der 7xxx-Serie – geben Ingenieure T7-Wärmebehandlungen vor. Die ASM-Dokumentation erklärt, dass T7 bedeutet, dass die Legierung „lösungsgeglüht und künstlich gealtert bis zu einem Überalterungszustand (jenseits der maximalen Festigkeit)“ ist.
Diese bewusste Überalterung geht mit einem gewissen Festigkeitsverlust einher – typischerweise 10–15 % unterhalb des Niveaus von T6 – verbessert aber die Beständigkeit gegen Spannungsrisskorrosion erheblich. Es existieren zwei wichtige Varianten:
- T73: Maximale Beständigkeit gegen Spannungsrisskorrosion, mit etwa 15 % geringerer Streckfestigkeit als T6
- T76: Verbesserte Beständigkeit gegen Schichtabblätterungskorrosion mit nur 5–10 % Festigkeitsverlust
Für hochfeste 7xxx-Legierungen, die in luftfahrttauglichen Automobilkomponenten verwendet werden, stellen T7-Ausführungen oft das optimale Gleichgewicht zwischen Festigkeit und Langzeitbeständigkeit in korrosiven Umgebungen dar.
T5-Ausführung: Kostengünstige Verarbeitung
Die T5-Ausführung bietet einen vereinfachten Wärmebehandlungsweg – das geschmiedete Bauteil wird von der erhöhten Schmiedetemperatur abgekühlt und anschließend künstlich gealtert, wobei der separate Schritt der Lösungsglühung entfällt. Wie branchendokumentation anmerkt, ist T5 „am besten für mittelfeste Anwendungen geeignet, bei denen etwas Flexibilität erforderlich ist.“
Obwohl T5 eine geringere Festigkeit als T6 liefert, reduziert es die Verarbeitungskosten und Bearbeitungszeiten. Dadurch eignet es sich für Komponenten, bei denen maximale Festigkeit nicht erforderlich ist – wie beispielsweise bestimmte Zierleisten oder nichttragende Halterungen.
Bezeichnung der Ausführung
Wenn Sie einen Aluminium-Ausführungs-Chart oder einen Chart der Aluminiumlegierungen für geschmiedete Automobilkomponenten konsultieren, werden Sie am häufigsten auf diese Ausführungsbezeichnungen stoßen:
| Zustand | Behandlungsprozess | Resultierende Eigenschaftsänderungen | Typische Automobil-Anwendungen |
|---|---|---|---|
| T4 | Lösungswärmebehandelt, natürlich gealtert bei Raumtemperatur | Mäßige Festigkeit, höhere Duktilität als T6, gute Umformbarkeit | Bauteile, die nach der Umformung intermediate Bearbeitungsstufen erfordern |
| T5 | Vom Schmiedetemperatur abgekühlt, künstlich gealtert | Mittlere Festigkeit, kostengünstige Verarbeitung, ausreichend für nicht kritische Teile | Halterungen, Abdeckungen, nicht tragende Bauteile |
| T6 | Lösungswärmebehandelt, abgeschreckt, künstlich gealtert bis zur Höchstfestigkeit | Maximale Festigkeit und Härte, reduzierte Duktilität im Vergleich zu T4 | Federbeinarme, Achsknoten, Räder, hochbelastete strukturelle Bauteile |
| T651 | T6-Behandlung plus Spannungsrelief durch Zugbehandlung (1,5–3 %) | T6 Eigenschaften mit verbesserter Maßhaltigkeit und reduziertem Restspannung | Präzisionsgefräste Bauteile, eng tolerierte Teile |
| T7 | Lösungswärmebehandelt, überaltert jenseits der Höchstfestigkeit | Etwas geringere Festigkeit als T6, deutlich verbesserte Spannungskorrosionsbeständigkeit | Hochfeste Legierungsbauteile in korrosiven Umgebungen |
| T73 | Lösungswärmebehandelt, speziell überaltert für maximale Beständigkeit gegen Spannungsrisskorrosion (SCC) | ~15 % niedrigere Streckgrenze als T6, hervorragende Beständigkeit gegen Spannungsrisskorrosion | strukturelle Bauteile der 7xxx-Serie in anspruchsvollen Umgebungen |
| T76 | Lösungswärmebehandelt, überaltert für Beständigkeit gegen Absplitterungskorrosion | 5-10 % geringere Festigkeit als T6, verbesserte Beständigkeit gegen Spallkorrosion | bauteile der 7xxx-Serie, die Feuchtigkeit und Nässe ausgesetzt sind |
Zuordnung der Anlasswahl zu den Leistungsanforderungen
Wie wählt man den richtigen Anlass für ein bestimmtes Automobilbauteil aus? Die Entscheidung ergibt sich aus dem Verständnis, welche Ausfallarten das Bauteil vermeiden muss und welche Herstellungsbeschränkungen bestehen.
Betrachten Sie einen geschmiedeten Fahrwerkslenker. Das Bauteil ist folgenden Belastungen ausgesetzt:
- Millionen von Ermüdungsbelastungszyklen über die Lebensdauer des Fahrzeugs
- Exposition gegenüber Streusalz und Feuchtigkeit
- Mögliche Beschädigung durch Steinschlag
- Präzise dimensionsmäßige Anforderungen für eine korrekte Fahrwerkgeometrie
Für einen Lenker aus der Legierung 6082 bietet der Anlass T6 die erforderliche Festigkeit und Ermüdungsbeständigkeit. Falls der Fertigungsprozess umfangreiches Nachbearbeiten nach der Wärmebehandlung beinhaltet, gewährleistet T651 die Maßhaltigkeit. Die inhärente Korrosionsbeständigkeit der 6xxx-Legierungen macht in der Regel eine Überalterung wie bei Anlass T7 überflüssig.
Betrachten Sie nun eine geschmiedete Komponente aus 7075 für einen Hochleistungsanwendung. Die ultrahohe Festigkeit von 7075-T6 ermöglicht maximale Leistung, jedoch kann die Neigung der Legierung zur Spannungsrißkorrosion im Zustand T6 für sicherheitskritische Bauteile unannehmbar sein. Die Spezifizierung von 7075-T73 verringert die Höchstfestigkeit um etwa 15 %, bietet aber die erforderliche Beständigkeit gegen Spannungsrißkorrosion für langfristige Zuverlässigkeit.
Die entscheidende Erkenntnis? Die Wahl der Auslagerung besteht nicht einfach darin, maximale Festigkeit zu erreichen – sie besteht darin, das gesamte Eigenschaftsprofil an die tatsächlichen Anforderungen jeder einzelnen Komponente anzupassen. Dieses Verständnis der Wärmebehandlungseffekte bereitet Sie auf die fertigungstechnischen Aspekte vor, die darüber entscheiden, ob geschmiedete Aluminiumbauteile ihre Spezifikationen konsistent erfüllen.
Schmiedeprozessparameter und fertigungstechnische Aspekte
Die Auswahl der geeigneten Aluminiumlegierung für Ihre Komponente ist nur die halbe Miete. Die andere Hälfte? Zu wissen, wie man diese Legierung tatsächlich erfolgreich schmieden kann. Prozessparameter – Temperaturbereiche, Druckanforderungen, Werkzeugvorwärmung und Verformungsgeschwindigkeiten – unterscheiden sich erheblich zwischen den Aluminiumlegierungen. Bei falscher Wahl dieser Parameter können selbst die optimale Legierungsauswahl zu Rissbildung, unvollständiger Formausfüllung oder vorzeitigem Bauteilversagen im Einsatz führen.
Warum sind diese Details so wichtig? Im Gegensatz zu Aluminiumlegierungen für Gussverfahren, bei denen flüssiges Metall frei in Formen fließt, erfordert das Schmieden eine präzise Steuerung der Festkörperverformung. Jede Aluminiumlegierung reagiert unterschiedlich auf Druck bei verschiedenen Temperaturen, weshalb die Wahl der Prozessparameter entscheidend ist für strukturelle Anwendungen aus Aluminium.
Kritische Schmiedeparameter nach Legierungsgrad
Nach ASM Handbook Forschung zum Aluminiumschmieden , die Werkstücktemperatur ist möglicherweise die kritischste Prozessvariable. Die empfohlenen Schmiedetemperaturbereiche für üblicherweise verwendete Automobillegierungen sind erstaunlich eng – typischerweise innerhalb von ±55 °C (±100 °F) – und das Überschreiten dieser Grenzen birgt das Risiko von Rissen oder unzureichender Materialfließfähigkeit.
Hier sind die Erkenntnisse der Forschung zu bestimmten Legierungsfamilien:
- 6061 Aluminium: Schmiedetemperaturbereich von 430–480 °C (810–900 °F). Diese Legierung weist beim Schmieden an der oberen Temperaturgrenze im Vergleich zu niedrigeren Temperaturen nahezu eine 50 % geringere Fließspannung auf, weshalb eine präzise Temperaturkontrolle für gleichbleibende Ergebnisse unerlässlich ist.
- 6082 Aluminium: Ähnlicher Temperaturbereich wie bei 6061. Europäische Hersteller schmieden diese Legierung oft nahe der oberen Temperaturgrenze, um die Formfüllung bei komplexen Federungsgeometrien zu optimieren.
- 7075 Aluminium: Engerer Schmiedebereich von 380–440 °C (720–820 °F). Die 7xxx-Serie zeigt die geringste Empfindlichkeit gegenüber Temperaturschwankungen, was jedoch auch bedeutet, dass weniger Spielraum für Fehler besteht – die Legierung wird Verarbeitungsfehler nicht so „verzeihen“ wie duktilere Sorten.
- aluminium der Sorten 2014 und 2024: Temperaturbereiche von 420–460 °C (785–860 °F). Diese kupferbasierten Legierungen erfordern eine sorgfältige Vorwärmsteuerung, da sie bei schnellen Schmiedehüben anfällig für Verformungserwärmung sind.
Die Studie betont, dass »das Erreichen und Aufrechterhalten der richtigen Vorwärmtemperatur des Metalls beim Schmieden von Aluminiumlegierungen eine entscheidende Prozessgröße ist, die für den Erfolg des Schmiedeprozesses unerlässlich ist«. Durchhaltezeiten von 10–20 Minuten pro Zoll Wanddicke gewährleisten typischerweise eine gleichmäßige Temperaturverteilung, bevor das Schmieden beginnt.
Einfluss der Matrizen-Temperatur und der Dehnrate
Im Gegensatz zum Stahlschmieden, bei dem die Matrizen oft relativ kühl bleiben, erfordert das Aluminiumschmieden beheizte Matrizen – und die Temperaturanforderungen variieren je nach Verfahrenstyp:
| Schmiedeprozess/Ausrüstung | Einsatztemperaturbereich °C (°F) | Wichtige Überlegungen |
|---|---|---|
| Hämmer | 95-150 (200-300) | Niedrigere Temperaturen aufgrund schneller Verformung; verringert die Überhitzungsgefahr durch adiabatische Erwärmung |
| Mechanische Pressen | 150-260 (300-500) | Mäßige Temperaturen gewährleisten eine ausgewogene Lebensdauer der Einsätze und Materialfluss |
| Schraubenpresse | 150-260 (300-500) | Ähnlich wie mechanische Pressen; hervorragend geeignet für komplexe Aluminiumschaufeln |
| Hydraulische Pressen | 315-430 (600-800) | Höchste Temperaturen aufgrund langsamer Verformung; isotherme Bedingungen entstehen |
| Ringwalzen | 95-205 (200-400) | Mäßige Temperaturen bewahren die Verformbarkeit des Metalls während des inkrementellen Umformens |
Die Dehngeschwindigkeit beeinflusst das Schmiedergebnis ebenfalls erheblich. Die ASM-Studie zeigt, dass bei einer Dehngeschwindigkeit von 10 s⁻¹ im Vergleich zu 0,1 s⁻¹ die Fließspannung von Aluminium 6061 um etwa 70 % ansteigt, während die Fließspannung von Aluminium 2014 sich nahezu verdoppelt. Dies bedeutet, dass beim Hammerschmieden (hohe Dehngeschwindigkeiten) erheblich mehr Kraft erforderlich ist als beim Pressschmieden mit Hydraulik (niedrige Dehngeschwindigkeiten) für die gleiche Legierung.
Bei den hochfesten 2xxx- und 7xxx-Legierungen können Umformgeräte mit hoher Verformungsgeschwindigkeit, wie beispielsweise Schmiedehämmer, tatsächlich Probleme verursachen. Die ASM-Dokumentation stellt fest, dass „einige hochfeste 7xxx-Legierungen die bei schneller Umformung möglichen Temperaturschwankungen nicht vertragen, weshalb diese Art von Ausrüstung bei der Herstellung von Schmiedeteilen aus diesen Legierungen nicht eingesetzt wird.“ Hersteller senken die Vorheiztemperaturen oft auf den unteren Bereich der akzeptablen Bandbreite, wenn schnelle Ausrüstung verwendet wird, um die Erwärmung durch Verformung auszugleichen.
Gesichtspunkte zur Schweißbarkeit und Montage
Sobald aluminiumne Automobilbauteile geschmiedet und wärmebehandelt sind, müssen viele miteinander verbunden werden, um vollständige Fahrzeugstrukturen zu schaffen. Das Verständnis der schweißbaren Aluminiumsorten und ihrer Grenzen verhindert kostspielige Montagefehler und gewährleistet strukturelle Integrität.
Die Schweißbarkeit der geschmiedeten Aluminiumsorten variiert erheblich je Legierungsgruppe:
- 6061 und 6082: Hervorragende Schweißbarkeit—diese Legierungen können mit herkömmlichen MIG- und TIG-Verfahren unter Verwendung von 4043- oder 5356-Zusatzwerkstoffen verbunden werden. Beim Schweißen entsteht jedoch eine wärmeeinflusste Zone (HAZ), in der die Eigenschaften der T6-Annehmung erheblich beeinträchtigt werden. Laut Lincoln Electric's Schweißforschung kann eine Wärmebehandlung nach dem Schweißen erforderlich sein, um die Festigkeit bei kritischen Anwendungen wiederherzustellen.
- 7075:Schlechte Schweißbarkeit—diese Legierung neigt beim Schweißen zu Heißrissen und sollte im Allgemeinen nicht durch Schmelzschweißen verbunden werden. Mechanische Verbindung oder Kleben sind die bevorzugten Verbindungsmethoden für 7075-Gussbauteile.
- 2024 und 2014: Eingeschränkte Schweißbarkeit—obwohl grundsätzlich schweißbar, sind diese kuperhaltigen Legierungen anfällig für Heißrisse und erfordern in der Regel spezielle Verfahren. Viele Automobilanwendungen sehen stattdessen mechanische Befestigung vor.
- 5xxx-Serie: Hervorragende Schweißbarkeit—diese nicht wärmebehandelbaren Legierungen lassen sich leicht schweißen, sind jedoch aufgrund ihrer geringeren Festigkeit in geschmiedeten aluminiumautomobilbauteilen seltener anzutreffen.
Beim Schweißen von wärmebehandelbaren Aluminiumschmiedestücken wie 6061-T6 oder 6082-T6 kann die Wärmeeinflusszone (HAZ) bis zu 40 % ihrer Streckgrenze verlieren. Die Forschung von Lincoln Electric zur fortschrittlichen Wellenformsteuerungstechnologie weist darauf hin, dass "Variationen in der Chemie die physikalischen Eigenschaften einer Legierung dramatisch verändern" und dass spezielle Schweiß-Wellenformen für bestimmte Legierungen entwickelt werden können, um diese Effekte zu minimieren.
Für kritische strukturelle Aluminiumanwendungen sollten folgende Prozessstrategien berücksichtigt werden:
- Wärmeeintrag minimieren: Puls-MIG-Verfahren verwenden, um die insgesamt in das Grundmaterial eingetragene Wärme zu reduzieren
- Konstruktion unter Berücksichtigung der Schweißnahtlage: Schweißnähte nach Möglichkeit außerhalb der Bereiche mit maximaler Beanspruchung anordnen
- Nachbehandlung nach dem Schweißen vorsehen: Für Anwendungen, bei denen eine vollständige Wiederherstellung der Festigkeit erforderlich ist, Lösungsglühen und Aushärten nach dem Schweißen vorsehen
- Mechanische Verbindungsmethoden in Betracht ziehen: Bei hochfesten 2xxx- und 7xxx-Schmiedestücken bieten verschraubte oder genietete Verbindungen oft eine überlegene Zuverlässigkeit
Moderne Fahrzeugstrukturen kombinieren zunehmend geschmiedete Aluminiumknoten mit stranggezogenen und tafelförmigen Aluminiumbauteilen. Die Fügestrategie für diese Baugruppen muss die unterschiedlichen Güten und Legierungen berücksichtigen – ein geschmiedeter 6082-T6 Aufhängungsbefestigungspunkt kann über Klebverbindung in Kombination mit selbstverankernden Nietverbindungen mit einem stranggezogenen 6063-T6-Träger verbunden werden.
Nachdem die Prozessparameter und Schweißbarkeitsüberlegungen verstanden sind, lautet die logische nächste Frage: Wie schneidet geschmiedetes Aluminium im Vergleich zu alternativen Fertigungsmethoden für dieselben Bauteile ab? Dieser Vergleich zeigt auf, wann das Schmieden tatsächlich einen überlegenen Wert liefert.

Geschmiedet vs. Gecastet vs. Aluminiumblock in Automobilanwendungen
Sie haben die wesentlichen geschmiedeten Aluminiumlegierungen und ihre Herstellungsparameter kennengelernt. Doch hier stellt sich eine Frage, der Einkaufsverantwortliche und Ingenieure häufig gegenüberstehen: Sollte dieses Bauteil überhaupt geschmiedet werden? Zu verstehen, wann das Schmieden einen höheren Wert bietet – im Vergleich zu Guss oder der Bearbeitung aus dem Block – kann erhebliche Kosten sparen und gleichzeitig eine optimale Leistung sicherstellen.
Die Wahrheit ist, dass jedes Fertigungsverfahren deshalb existiert, weil es bestimmte Probleme besser löst als die Alternativen. Bei der Auswahl des richtigen Werkstoffs für Karosseriebauteile, Antriebskomponenten oder Fahrwerkelemente ist der Fertigungsprozess genauso wichtig wie die Legierungsklasse. Wir vergleichen genau, wie sich diese drei Ansätze voneinander unterscheiden.
Leistungsvergleich der verschiedenen Fertigungsverfahren
Was passiert tatsächlich im Inneren des Metalls während jedes Verfahrens? Die Unterschiede sind grundlegend – und bestimmen direkt, wie sich jedes Bauteil in Ihrem Fahrzeug verhält.
Gussaluminium
Laut Forschung zur Automobilproduktion wird beim Schmieden von Teilen „erhitzetes Metall unter Druck verformt, wodurch sich seine innere Struktur verändert und seine Festigkeit erhöht wird“. Dieser Prozess richtet die Kornstruktur des Metalls aus und erzeugt ein deutlich widerstandsfähigeres Material im Vergleich zu gegossenen Alternativen.
Das Schmiedeverfahren bietet mehrere deutliche Vorteile:
- Überlegene mechanische Integrität: Die Ausrichtung der Kornstruktur ermöglicht es geschmiedeten Bauteilen, größere Lasten zu tragen
- Erhöhte Ermüdungsfestigkeit: Kritisch für Bauteile, die Millionen von Belastungszyklen aushalten müssen
- Minimale innere Fehler: Der Kompressionsprozess beseitigt Hohlräume und Porosität, die bei Gussteilen üblich sind
- Hervorragende Zähigkeit: Ideal für anfällige Anwendungen wie Räder und Fahrwerkskomponenten
Gusseisen
Gussteile werden hergestellt, indem geschmolzenes Aluminium in Formen gegossen und zum Erstarren gebracht wird. Während fertigungsanalyse erklärt, dass dieser Prozess „komplexe Formen durch kontrollierte Erstarrung ermöglicht“ und eine beispiellose Gestaltungsfreiheit bietet.
Bei der Bewertung von Aluminiumgusswerkstoffen und Aluminiumdruckgusslegierungen sollten folgende Eigenschaften berücksichtigt werden:
- Fähigkeit zur komplexen Geometrie: Intrikate innere Durchgänge und detaillierte Merkmale sind realisierbar
- Geringere Werkzeugkosten für komplexe Teile: Gussformen sind oft kostengünstiger als Schmiedewerkzeuge bei vergleichbarer Komplexität
- Porositätsrisiko: Eingeschlossene Gase können innere Hohlräume erzeugen, die die Festigkeit beeinträchtigen
- Variable mechanische Eigenschaften: Aluminiumlegierungs-Gussteile weisen stärkere Eigenschaftsschwankungen auf als geschmiedete Entsprechungen
Die Studie stellt fest, dass Fortschritte beim Hochdruckguss die Qualität von Aluminiumlegierungs-Gussteilen erheblich verbessert haben, "wodurch es möglich ist, Bauteile zu schaffen, die sowohl leicht als auch langlebig sind". Für sicherheitskritische Anwendungen bleiben die inhärenten Einschränkungen des Gießverfahrens jedoch relevant.
Billet Aluminum
Beim Billet-Fräsen wird mit massivem Aluminiumrohmaterial begonnen – typischerweise strangpressem oder gewalzt – und mittels CNC-Anlagen Material entfernt, um die endgültige Geometrie zu erzeugen. Laut branchendokumentation , ermöglicht dieser Ansatz "enge Toleranzen, wodurch es ideal für Hochleistungsbauteile ist."
Wesentliche Billet-Eigenschaften umfassen:
- Maximale Präzision: CNC-Bearbeitung erreicht Toleranzen, die Guss- und Schmiedeverfahren nicht direkt erreichen können
- Konsistente Gefügestruktur: Ausgangsmaterial weist überall gleichmäßige Eigenschaften auf
- Hoher Materialabfall: Ein erheblicher Anteil an Aluminium wird weggefräst, was die effektiven Materialkosten erhöht
- Keine Werkzeugkosten: Programmänderungen ersetzen physische Änderungen der Matrize
Vergleich der Fertigungsmethoden
| Kriterien | Gussaluminium | Gusseisen | Billet Aluminum |
|---|---|---|---|
| Festigkeit | Höchste – ausgerichtete Kornstruktur maximiert die mechanischen Eigenschaften | Niedriger – zufällige Kornstruktur; mögliche Porosität schwächt das Material | Hoch – gleichbleibendes Ausgangsmaterial, aber durch Bearbeitung geht die günstige Kornausrichtung verloren |
| Gewichtsoptimierung | Ausgezeichnet – die Festigkeit ermöglicht dünnere Wände bei gleichbleibender Leistung | Gut – komplexe Formen ermöglichen eine optimale Materialplatzierung | Mäßig – begrenzt durch die Geometrie des Ausgangsmaterials und Fräsbegrenzungen |
| Stückkosten | Mäßig bis hoch – abhängig von Komplexität und Stückzahl | Niedrig bei hohen Stückzahlen – die Werkzeugkosten werden über große Produktionsmengen amortisiert | Hoch – erheblicher Maschinenaufwand und Materialverschnitt pro Bauteil |
| Werkzeuginvestition | Hoch – präzise Schmiedewerkzeuge erfordern erhebliche Vorabinvestitionen | Mäßig bis hoch – variiert je nach Gießverfahren und Komplexität | Niedrig – CNC-Programmierung ersetzt physische Werkzeuge |
| Eignung bezüglich Produktionsvolumen | Mittlere bis hohe Stückzahlen – die Werkzeuginvestition begünstigt größere Losgrößen | Hohe Stückzahlen – das Druckgießen eignet sich hervorragend für die Massenproduktion | Geringe Stückzahlen – ideal für Prototypen und Spezialteile |
| Komplexität des Entwurfs | Mäßig – begrenzt durch die Gestaltung der Werkzeuge und Materialeinflussbedingungen | Hoch – innere Hohlräume und komplexe Geometrien sind realisierbar | Sehr hoch – nahezu jede Geometrie, die eine CNC-Bearbeitung erreichen kann |
| Typische Automobil-Anwendungen | Federbeinarme, Räder, Pleuelstangen, Lenkhebel | Motorblöcke, Getriebegehäuse, Ansaugtrakte | Prototypenteile, Kleinserienleichtbauteile, kundenspezifische Halterungen |
Wenn das Schmieden einen überlegenen Wert bietet
Angesichts der oben genannten Kompromisse: Wann ist das Schmieden der klare Gewinner? Die Entscheidungskriterien werden klar, sobald Sie wissen, was jede Anwendung tatsächlich erfordert.
Wählen Sie Schmieden, wenn:
- Ermüdungsfestigkeit entscheidend ist: Bauteile, die wiederholten Belastungszyklen ausgesetzt sind – Federbeinarme, Räder, Pleuelstangen – profitieren am meisten von der ausgerichteten Kornstruktur des Schmiedens. Die Forschung bestätigt, dass geschmiedete Teile „neigen dazu, überlegenere Ermüdungsfestigkeit und Zähigkeit aufzuweisen“, wodurch sie „insbesondere für leistungsorientierte Fahrzeuge geeignet sind.“
- Maximales Festigkeits-Gewichts-Verhältnis entscheidend ist: Unter den Metallen, die in Karosserien und strukturellen Anwendungen von Fahrzeugen verwendet werden, erreicht geschmiedetes Aluminium die höchste Festigkeit bei minimalem Gewicht. Wenn jedes Gramm für Leistung oder Effizienz zählt, rechtfertigt das Schmieden seine höhere Kosten.
- Produktionsmengen rechtfertigen Werkzeugkosten: Bei jährlichen Stückzahlen, die mehrere tausend Einheiten überschreiten, amortisiert sich die Investition in Schmiedewerkzeuge effektiv. Unterhalb dieser Schwelle kann die Bearbeitung aus dem Barren trotz höherer Kosten pro Teil wirtschaftlicher sein.
- Sicherheitskritische Anwendungen erfordern Zuverlässigkeit: Die Abwesenheit innerer Porosität bei Schmiedeteilen bietet eine Zuverlässigkeit, die gegossene Alternativen nicht erreichen können. Für Bauteile, bei denen die Folgen eines Versagens schwerwiegend sind, reduziert die gleichbleibend hohe Qualität des Schmiedens das Risiko.
Erwägen Sie Alternativen, wenn:
- Komplexe innere Geometrien erforderlich sind: Gussverfahren ermöglichen Durchgänge und Hohlräume, die durch Schmieden nicht herstellbar sind. Motorblöcke und Getriebegehäuse sind Beispiele, bei denen die gestalterische Flexibilität des Gusses unverzichtbar ist.
- Stückzahlen extrem hoch sind: Bei Rohstoffkomponenten, die jährlich in Millionenstückzahlen produziert werden, werden die Stückkosten des Druckgusses trotz geringerer Festigkeit überzeugend.
- Prototyp- oder Kleinserienfertigung: Die Bearbeitung aus dem Billet-Block entfällt Werkzeuginvestitionen vollständig und eignet sich daher ideal für Entwicklungsbauteile oder Spezialanwendungen mit Stückzahlen unterhalb der wirtschaftlichen Schwelle für Schmiedeteile.
- Ästhetische Oberflächen sind von höchster Bedeutung: Gegossene und maschinell bearbeitete Oberflächen benötigen oft weniger Nachbearbeitung für dekorative Anwendungen als Schmiedeteile.
Die Materialwahl der Automobilindustrie für Karosserien spiegelt zunehmend diese Abwägungen wider. Hochbelastete strukturelle Knotenpunkte verwenden häufig geschmiedetes Aluminium, während komplexe Gehäuse auf fortschrittliche Gussverfahren zurückgreifen und Prototypenprogramme die Bearbeitung aus dem Billet-Block für eine schnelle Entwicklung nutzen.
Zu verstehen, wann Schmieden anderen Verfahren überlegen ist, hilft Ihnen dabei, von Anfang an den richtigen Prozess festzulegen. Doch selbst mit diesem Wissen treten Fehler bei der Werkstoffauswahl auf – und zu wissen, wie man sie vermeidet oder welche Werkstoffe bei Bedarf verwendet werden können, verhindert kostspielige Produktionsprobleme.
Best Practices für die Werkstoffsubstitution und -auswahl
Auch bei perfektem Wissen über die Eigenschaften von Aluminiumlegierungen und Schmiedeparametern ergeben sich in der realen Fertigung unerwartete Herausforderungen. Lieferkettenunterbrechungen, Probleme bei der Materialverfügbarkeit oder Kostendruck zwingen Ingenieure manchmal dazu, Alternativen zum bevorzugten Aluminiumwerkstoff in Betracht zu ziehen. Zu wissen, welche Substitutionen funktionieren – und welche Probleme verursachen – unterscheidet erfolgreiche Projekte von kostspieligen Fehlschlägen.
Abgesehen von Ersatzszenarien treten viele Fehler bei der Werkstoffauswahl auf, weil Ingenieure Stahlkonstruktionsüberlegungen auf Aluminiumstrukturen anwenden. Das Verständnis dieser häufigen Fehlerquellen hilft, kostspielige Nacharbeit und Bauteileausfälle zu vermeiden, bevor sie auftreten.
Richtlinien für Werkstoff-Ersatz
Wenn die spezifizierte Aluminiumlegierung nicht verfügbar ist, widerstehen Sie der Versuchung, einfach die nächste verfügbare Option von der Liste zu nehmen. Unterschiedliche Aluminiumwerkstoffe verhalten sich unterschiedlich unter Umformbedingungen, Wärmebehandlung und im Einsatz. Erfolgreiche Ersatzlösungen erfordern, dass die kritischsten Leistungsanforderungen erfüllt werden, während man Abstriche bei sekundären Eigenschaften in Kauf nimmt.
Hier sind bewährte Ersatzpaarungen für gängige Aluminium-Schmiedewerkstoffe:
- 6082 → 6061: Die häufigste Substitution im automobilen Schmieden. Geringere Streckgrenze (ca. 5–10 % Reduktion) und etwas reduzierte Ermüdungsleistung in korrosiven Umgebungen zu erwarten. Beide Legierungen zeichnen sich durch hervorragende Schweißbarkeit und Korrosionsbeständigkeit aus. Akzeptabel für die meisten Anwendungen im Bereich Fahrwerks- und Strukturbauteile, bei denen 6082 primär aus Verfügbarkeitsgründen und nicht wegen geringfügiger Festigkeitsvorteile spezifiziert wurde.
- 6061 → 6082: Funktioniert gut, wenn das Material verfügbar ist – 6082 bietet tatsächlich leicht bessere Festigkeit. Keine nennenswerten Einbußen bei Materialeigenschaften, obwohl 6082 je nach regionaler Verfügbarkeit teurer sein kann. Europäische Lieferketten bevorzugen oft 6082, während nordamerikanische Quellen typischerweise 6061 leichter verfügbar haben.
- 7075 → 7050: Beide bieten ultrahohe Festigkeit, aber 7050 bietet eine verbesserte Beständigkeit gegen Spannungsrisskorrosion und bessere Zähigkeit. Dieser Austausch stellt oft eine Verbesserung statt eines Kompromisses dar. Erwarten Sie eine ähnliche oder leicht niedrigere Höchstfestigkeit bei verbesserter Bruchzähigkeit.
- 7075 → 2024: Mit Vorsicht verwenden – obwohl beide Legierungen hochfest sind, unterscheiden sich ihre Eigenschaftsprofile erheblich. 2024 bietet eine hervorragende Ermüdungsfestigkeit, jedoch eine geringere Zugfestigkeit als 7075. Geeignet, wenn zyklische Belastungen im Vordergrund des Konstruktionsfalles stehen, jedoch nicht, wenn maximale statische Festigkeit erforderlich ist.
- 2024 → 2014: Beide kupferbasierten Legierungen weisen ähnliche Schmiedeigenschaften auf. 2014 bietet eine leicht bessere Schmiedbarkeit bei vergleichbarer Festigkeit. Akzeptabel für die meisten Antriebsanwendungen, für die ursprünglich 2024 vorgesehen war.
- 6061 → 5083: Im Allgemeinen nicht empfehlenswert für geschmiedete Bauteile. Obwohl 5083 eine hervorragende Korrosionsbeständigkeit bietet, ist es nicht wärmebehandelbar und kann die Festigkeitsniveaus von 6061-T6 nicht erreichen. Diese Ersatzlösung sollte nur für nicht-strukturelle Anwendungen in Betracht gezogen werden, bei denen die Korrosionsbeständigkeit wichtiger ist als die Festigkeitsanforderungen.
Bei der Bewertung einer möglichen Ersatzlösung muss sichergestellt werden, dass die alternative Sorte alle kritischen Spezifikationen erfüllt – einschließlich der Verträglichkeit mit Schmiedetemperaturen, der Reaktion auf Wärmebehandlung sowie eventueller downstream-Anforderungen wie Schweißbarkeit. Eine metallurgisch geeignete Sorte könnte immer noch versagen, wenn die Produktionsausrüstung sie nicht korrekt verarbeiten kann.
Vermeidung häufiger Auswahlfehler
Nach Technische Richtlinien von Lincoln Electric , einer der häufigsten Fehler bei der Aluminiumkonstruktion besteht darin, einfach die stärkste verfügbare Legierung auszuwählen, ohne andere kritische Faktoren zu berücksichtigen. Laut ihrer technischen Dokumentation: „Sehr oft wählt der Konstrukteur die stärkste verfügbare Legierung. Dies ist aus mehreren Gründen eine schlechte Konstruktionspraxis."
Warum kann die Wahl der stärksten Aluminiumlegierung manchmal nach hinten losgehen?
- Die Durchbiegung bestimmt oft das Design, nicht die Festigkeit: Der Elastizitätsmodul der meisten Aluminiumlegierungen – schwach wie stark – ist ungefähr gleich (ein Drittel des Werts von Stahl). Wenn die entscheidende Grenze Ihres Bauteils die Steifigkeit und nicht die Streckgrenze ist, bringt es nichts, einen Aufpreis für 7075 gegenüber 6061 zu zahlen.
- Viele hochfeste Legierungen sind nicht schweißbar: Die Forschung von Lincoln Electric betont, dass „viele der stärksten Aluminiumlegierungen mit herkömmlichen Verfahren nicht schweißbar sind“. Die Spezifikation von 7075 für ein Bauteil, das in eine größere Baugruppe eingeschweißt werden muss, führt zu unmöglichen Fertigungsbedingungen. In der Dokumentation wird ausdrücklich darauf hingewiesen, dass 7075 „niemals für tragende Anwendungen geschweißt werden sollte“.
- Die Eigenschaften der Schweißzone unterscheiden sich vom Grundwerkstoff: Auch bei schweißbaren Sorten wie 6061 ist „die Schweißnaht selten so fest wie das Grundmaterial“. Die Konstruktion unter Berücksichtigung der Eigenschaften des T6-Ausgangsmaterials, ohne den Abbau in der Wärmeeinflusszone zu berücksichtigen, führt zu zu kleinen Schweißnähten und potenziellen Ausfällen.
Hier sind weitere Auswahlfehler, die vermieden werden sollten:
- Verwendung von spannungsverfestigten Zuständen für geschweißte Baugruppen: Bei nicht wärmebehandelbaren Legierungen (1xxx, 3xxx, 5xxx) wirkt das Schweißen als lokale Glühoperation. Wie die Untersuchung bestätigt, „gilt unabhängig vom Ausgangszustand, dass die Eigenschaften in der Wärmeeinflusszone denen des geglühten Werkstoffs im O-Zustand entsprechen“. Der Kauf teurer spannungsverfestigter Materialien, die anschließend geschweißt werden, verschwendet Geld – die Wärmeeinflusszone kehrt unabhängig davon in die geglühten Eigenschaften zurück.
- Vernachlässigung der Anforderungen an die Nachbehandlung nach dem Schweißen: Hitzebehandelbare Legierungen wie 6061-T6 weisen eine erhebliche Verringerung der Festigkeit in der Schweißnahtzone auf. Die Forschung zeigt, dass die „minimale Schweißfestigkeit von 24 ksi“ im Vergleich zu „40 ksi“ für das T6-Grundmaterial steht – eine Reduktion um 40 %. Wenn keine Nachwärmung nach dem Schweißen vorgeschrieben wird, wo Festigkeitsrückgewinnung erforderlich ist, wird die strukturelle Integrität beeinträchtigt.
- Übersehen der Spannungsrisskorrosibilität: Hochfeste 7xxx-Legierungen im T6-Zustand können anfällig für Spannungsrisskorrosion sein. Die Spezifizierung von 7075-T6 für Bauteile, die Feuchtigkeit und Dauerbelastung ausgesetzt sind, ohne die Zustände T73 oder T76 in Betracht zu ziehen, birgt das Risiko vorzeitiger Ausfälle im Feld.
- Verwechseln von Gusslegierungen mit Schmiedelegierungen: Einige Spezifikationen geben Aluminiumsorten für Guss an, obwohl geschmiedete Bauteile erforderlich sind. A356 und A380 sind hervorragende Druckgusslegierungen, eignen sich jedoch nicht für das Schmieden – ihre Chemie ist auf Fließfähigkeit im geschmolzenen Zustand und nicht auf Umformung im festen Zustand optimiert.
Zusammenarbeit mit qualifizierten Schmiedepartnern
Viele Herausforderungen bei der Sortenauswahl werden beherrschbar, wenn man mit erfahrenen Schmiedezulieferanten zusammenarbeitet, die die Anforderungen der Automobilindustrie verstehen. Speziallegierungen für den Automobilbereich erfordern oft präzise Prozesskontrolle, die nur etablierte Hersteller konstant sicherstellen können.
Bei der Bewertung potenzieller Schmiedepartner sollten Sie deren ingenieurtechnische Unterstützungsleistungen berücksichtigen. Können sie Sie bei der optimalen Sortenauswahl für Ihr spezifisches Bauteil beraten? Verfügen sie über Erfahrung mit den erforderlichen Anlaufeigenschaften und Nachbehandlungen nach dem Schmieden, die Ihre Anwendung benötigt? IATF-16949-zertifizierte Hersteller wie Shaoyi bringen die Qualitätssysteme und technische Expertise mit, die dabei helfen, Entscheidungen zur Sortenauswahl in zuverlässige Serienbauteile umzusetzen.
Ihre Fähigkeiten im Bereich Rapid Prototyping – Lieferung erster Bauteile in nur 10 Tagen – ermöglichen es Ihnen, Werkstoffauswahlen zu validieren, bevor Sie in Werkzeuge für die Serienproduktion investieren. Bei Komponenten wie Querlenkern und Antriebswellen, bei denen die Aluminiumqualität direkten Einfluss auf die Fahrzeugsicherheit hat, erweist sich ein Entwicklungspartner, der sowohl über metallurgisches Wissen als auch über Kenntnisse automobiler Anforderungen verfügt, als unschätzbar wertvoll.
Die Kombination aus fundiertem Wissen zur richtigen Werkstoffauswahl und qualifizierten Produktionspartnerschaften bildet die Grundlage für erfolgreiche geschmiedete Aluminiumprogramme. Mit diesen Voraussetzungen sind Sie bestens gerüstet, endgültige Materialentscheidungen zu treffen, die Leistungsanforderungen, Fertigungseinschränkungen und Kostenaspekte effektiv miteinander in Einklang bringen.
Auswahl der richtigen geschmiedeten Aluminiumlegierung für Ihre Anwendung
Sie haben nun das gesamte Spektrum der geschmiedeten Aluminiumlegierungen für Fahrzeuge erforscht – von den Legierungsreihen-Bezeichnungen über die Zuordnung spezifischer Sorten zu Bauteilanforderungen bis hin zu Wärmebehandlungsaspekten und Fertigungsparametern. Doch wie kombinieren Sie dieses Wissen, um fundierte Entscheidungen zu treffen? Lassen Sie uns die wesentlichen Leitlinien zusammenfassen, die technisches Verständnis in erfolgreiche Beschaffungsergebnisse umwandeln.
Ob Sie Aluminium für Fahrzeuge in einem neuen Fahrzeugprogramm vorschreiben oder eine bestehende Lieferkette optimieren – der Auswahlprozess der Sorte folgt einer logischen Abfolge. Die korrekte Einhaltung dieser Abfolge verhindert kostspielige Fehler und stellt sicher, dass Ihre aluminiumbasierten Automobilteile die gewünschte Leistung erbringen.
Wesentliche Erkenntnisse zur Sortenauswahl
Nach der Analyse des gesamten Angebots an Aluminiumwerkstoffen für Fahrzeuge zeigen sich mehrere entscheidende Faktoren, die den Erfolg maßgeblich beeinflussen:
- Beginnen Sie mit den Belastungsanforderungen, nicht mit Materialpräferenzen: Definieren Sie, welchen Belastungen Ihr Bauteil tatsächlich ausgesetzt ist – statische Lasten, zyklische Ermüdung, Schlagkräfte oder Kombinationen daraus. Ein Fahrwerksträger, der Millionen von Fahrbewegungen aushalten muss, erfordert andere Eigenschaften als eine Halterung, die nur statischen Lasten unterliegt. Wählen Sie die Aluminiumlegierungsgruppe entsprechend diesen realen Anforderungen: 6xxx für ausgewogene Eigenschaften, 7xxx für maximale Festigkeit, 2xxx für hervorragende Ermüdungsfestigkeit.
- Berücksichtigen Sie frühzeitig das Produktionsvolumen: Die Wirtschaftlichkeit von Schmiedeteilen profitiert von mittleren bis hohen Produktionsmengen, bei denen sich die Werkzeugkosten effektiv amortisieren. Für jährliche Stückzahlen unter mehreren Tausend sollte geprüft werden, ob das Schmieden weiterhin kosteneffizient im Vergleich zu Alternativen wie Bearbeitung aus dem Vollen ist. Hochvolumige Serien profitieren am meisten von der Kombination aus überlegenen Materialeigenschaften und effizienter Fertigung.
- Berücksichtigen Sie die nachgelagerte Verarbeitung: Wenn Ihre Komponente in eine größere Baugruppe eingeschweißt werden muss, schließt diese einzige Anforderung ganze Legierungsfamilien von der Auswahl aus. Geben Sie 6061 oder 6082 an, wenn Schweißbarkeit wichtig ist; vermeiden Sie 7075 für jede strukturelle Schweißanwendung. Berücksichtigen Sie ebenso Anforderungen an die Nachbearbeitung durch spanende Bearbeitung – T651-Tempers bieten die Maßhaltigkeit, die präzise Bearbeitung erfordert.
- Gesamtkosten bewerten, nicht nur den Materialpreis: Das günstigste Aluminium für Fahrzeuge ist nicht immer die wirtschaftlichste Wahl. Eine Hochleistungslegierung, die dünnere Wandstärken, reduzierte Nachbearbeitung oder vereinfachte Wärmebehandlung ermöglicht, kann niedrigere Gesamtkomponentenkosten liefern als eine billigere Sorte, die zusätzliche Verarbeitungsschritte erfordert. Berechnen Sie das vollständige Bild, bevor Sie die Spezifikationen festlegen.
- Lieferkettenresilienz aufbauen: Identifizieren Sie akzeptable Ersatzgüten, bevor die Produktion beginnt. Die Kenntnis darüber, dass 6061 als Ersatz für 6082 dienen kann oder dass 7050 einen Verbesserungsweg gegenüber 7075 darstellt, verschafft Ihnen Optionen, wenn es zu Lieferengpässen kommt. Dokumentieren Sie diese Alternativen in Ihren Spezifikationen, damit Beschaffungsteams schnell auf Verfügbarkeitsänderungen reagieren können.
Der entscheidende Auswahlgrundsatz: Wählen Sie die Legierung, die am besten zu den tatsächlichen Leistungsanforderungen Ihres Bauteils passt – nicht unbedingt die stärkste verfügbare Variante. Eine übermäßige Spezifikation verschwendet Geld und kann Fertigungsschwierigkeiten verursachen, während eine unzureichende Spezifikation das Risiko von Ausfällen im Feld erhöht, was sowohl Fahrzeuge als auch den Ruf schädigt.
Zusammenarbeit für den Erfolg im Automobil-Schmiedebereich
Hier ist die Realität, die jeder erfahrene Ingenieur versteht: Selbst eine perfekte Werkstoffauswahl ist bedeutungslos, ohne einen Fertigungspartner, der konsistent umsetzen kann. Die Lücke zwischen Materialeigenschaft und hochwertigen Bauteilen erfordert Fachkenntnisse, die nur qualifizierte Schmiedezulieferer bieten können.
Wenn Aluminium in Fahrzeugen anspruchsvolle Leistungsstandards erfüllen muss, wird die Auswahl des Lieferanten genauso entscheidend wie die Legierungsauswahl. Laut branchenrichtlinien zur Bewertung von Schmiedezulieferern sind drei Faktoren am wichtigsten: Zertifizierungen und Qualitätsmanagementsysteme, Produktionskapazitäten und -ausrüstung sowie strenge Qualitätskontrollstandards.
Für automotive Anwendungen speziell zeigt die IATF 16949-Zertifizierung, dass ein Lieferant die vom Automobilbau geforderten Qualitätsmanagementsysteme implementiert hat. Diese Zertifizierung – aufbauend auf den ISO 9001-Grundlagen mit branchenspezifischen Anforderungen – belegt, dass der Hersteller die Rückverfolgbarkeit, Prozesskontrolle und kontinuierliche Verbesserung auf demjenigen Niveau beherrscht, das Ihre Fahrzeugprogramme erfordern.
Über die Zertifizierung hinaus sollten praktische Fähigkeiten bewertet werden, die technische Spezifikationen in Bauteile umsetzen:
- Ingenieursunterstützung: Kann der Lieferant bei der Auswahl der optimalen Werkstoffgüte für Ihre spezifische Geometrie und Belastungsbedingungen beraten? Versteht er die Auswirkungen der Wärmebehandlung und kann geeignete Anlaufformen empfehlen?
- Prototypengeschwindigkeit: Die Entwicklungszeiten moderner Fahrzeuge erfordern schnelle Iterationen. Partner, die Prototyp-Schmiedeteile in verkürzter Zeit liefern können – teilweise bereits innerhalb von 10 Tagen –, ermöglichen die Designvalidierung, bevor Produktionswerkzeuge eingesetzt werden.
- Komponentenkompetenz: Lieferanten mit nachgewiesener Erfahrung in Ihrer Komponentenkategorie – sei es bei Federungswellen, Antriebswellen oder Strukturknoten – bringen anwendungsspezifisches Know-how mit, das allgemeine Schmiedebetriebe möglicherweise nicht besitzen.
- Qualitätskontrollinfrastruktur: Fortgeschrittene Prüftechnologien, Prozessüberwachung und umfassende Dokumentationssysteme stellen sicher, dass jede Komponente den Spezifikationen entspricht. Die Referenzmaterialien betonen, dass führende Lieferanten in Koordinatenmessmaschinen, zerstörungsfreie Prüfgeräte und Materialanalysefähigkeiten investieren.
Für Ingenieure und Einkaufsprofis, die die Herstellung von Aluminiumkomponenten für Fahrzeuge suchen, Shaoyi (Ningbo) Metal Technology verkörpert das Partnerprofil, das erfolgreiche Programme erfordern. Ihre IATF-16949-Zertifizierung bestätigt qualitätsgerechte Automobil-Systeme, während ihr internes Ingenieurteam die technische Beratung bietet, die dabei hilft, die Auswahl der Werkstoffe in produktionsreife Spezifikationen umzusetzen. Am Standort in Nähe des Hafens von Ningbo verbinden sie schnelle Prototypenfertigung – wobei Erstmuster innerhalb von nur 10 Tagen verfügbar sein können – mit der Fähigkeit zur Großserienproduktion für ausgereifte Programme.
Ihre nachgewiesene Expertise bei anspruchsvollen aluminiumbasierten Fahrzeugteilen wie z. B. Federbeinachsen und Antriebswellen spiegelt die komponentenspezifische Kenntnis wider, die eine handlungsorientierte Auswahl von Werkstoffgüten ermöglicht. Wenn Spezifikationen Lenker aus 6082-T6 oder Leistungsbauteile aus 7075-T6 verlangen, gewährleistet ein Produktionspartner, der sowohl die Metallurgie als auch die Qualitätsanforderungen der Automobilindustrie versteht, dass die Materialwahl in zuverlässige Bauteile umgesetzt wird.
Der Weg von der Legierungsspezifikation zur Fahrzeugleistung führt über die Fertigungsausführung. Indem Sie das in diesem Leitfaden erworbene Wissen zur Gütenauswahl mit qualifizierten Schmiedepartnern kombinieren, die Ihr Streben nach Qualität teilen, positionieren Sie Ihre Automobilprogramme für Erfolg – und liefern so die Festigkeit, Gewichtseinsparungen und Zuverlässigkeit, die moderne Fahrzeuge von geschmiedeten Aluminiumkomponenten verlangen.
Häufig gestellte Fragen zu geschmiedeten Aluminiumlegierungen für Autos
1. Welche Güten gibt es bei Aluminiumschmiedestücken?
Die am häufigsten für Aluminiumschmiedeteile in der Automobilindustrie verwendeten Sorten sind 6061, 6063, 6082 aus der 6000er-Serie sowie 7075 aus der 7000er-Serie. Die Legierungen der 6xxx-Serie bieten eine hervorragende Schmiedbarkeit, Korrosionsbeständigkeit und ein ausgewogenes Verhältnis von Festigkeit, wodurch sie ideal für Fahrwerksarme und Räder sind. Die Legierungen der 7xxx-Serie zeichnen sich durch extrem hohe Festigkeit aus und eignen sich daher für leistungskritische Bauteile. Zusätzlich bieten die Sorten 2024 und 2014 aus der 2xxx-Serie eine überlegene Ermüdungsbeständigkeit für Antriebskomponenten wie Kolben und Pleuelstangen. Hersteller mit IATF-16949-Zertifizierung, wie Shaoyi, können bei der optimalen Auswahl der Sorte entsprechend den spezifischen Anforderungen des Bauteils beratend unterstützen.
welche Aluminiumsorte wird in Autos verwendet?
Automotive Anwendungen nutzen je nach Komponentenanforderungen mehrere Aluminiumlegierungen. Häufig verwendete Legierungen sind 1050, 1060, 3003, 5052, 5083, 5754, 6061, 6082, 6016, 7075 und 2024. Bei geschmiedeten Bauteilen dominiert insbesondere 6082-T6 in europäischen Fahrwerk- und Chassisanwendungen aufgrund der hervorragenden Ermüdungsleistung in korrosiven Umgebungen. 6061-T6 bleibt in Nordamerika aufgrund seiner guten Schweißbarkeit beliebt. Hochleistungsanwendungen verlangen oft 7075-T6 für ein maximales Verhältnis von Festigkeit zu Gewicht, während 2024-T6 bei ermüdungskritischen Antriebskomponenten überzeugt.
3. Ist Aluminium 5052 oder 6061 stärker?
6061-Aluminium ist deutlich stärker als 5052. Im T6-Temper erreicht 6061 eine Zugfestigkeit von etwa 310 MPa im Vergleich zu etwa 220 MPa bei 5052. Stärke ist jedoch nicht alles – 5052 bietet eine bessere Korrosionsbeständigkeit und Formbarkeit, da es eine nicht wärmebehandelbare Legierung ist. Für geschmiedete Aluminiumbauteile, bei denen strukturelle Integrität erforderlich ist, wird 6061-T6 bevorzugt, da es durch Wärmebehandlung höhere Festigkeitswerte erreichen kann, die für Fahrwerkskomponenten wie Achsschenkel, Räder und Rahmenbauteile essentiell sind.
4. Was ist der Unterschied zwischen geschmiedeten und gegossenen Aluminiumrädern?
Geschmiedete Aluminiumräder werden hergestellt, indem erhitztes Aluminium unter extremem Druck verdichtet wird, wodurch die Kornstruktur ausgerichtet wird und eine überlegene Festigkeit sowie Ermüdungswiderstand erreicht wird. Gussräder entstehen durch das Gießen von flüssigem Aluminium in Formen, was zu einer zufälligen Kornstruktur und möglicher Porosität führt. Geschmiedete Räder wiegen typischerweise 15–30 % weniger als gegossene Räder und bieten gleichzeitig eine bessere Schlagfestigkeit und Haltbarkeit. Für Leistungs-Fahrzeuge liefern geschmiedete 6061-T6- oder 7075-T6-Aluminiumräder ein Festigkeits-Gewichts-Verhältnis, das gegossene Alternativen nicht erreichen können.
5. Wie wähle ich die richtige Aluminiumlegierung für das Aluminiumschmieden im Automobilbereich aus?
Beginnen Sie mit der Definition der tatsächlichen Belastungsanforderungen Ihres Bauteils – statische Lasten, zyklische Ermüdung oder Stoßkräfte. Für ausgewogene strukturelle Anwendungen bieten Legierungen der 6000er-Serie wie 6082-T6 oder 6061-T6 eine hervorragende Leistung. Wenn maximale Festigkeit entscheidend ist, wählen Sie 7075-T6. Für überlegene Ermüdungsfestigkeit bei Antriebskomponenten ziehen Sie 2024-T6 in Betracht. Berücksichtigen Sie Anforderungen an die Schweißbarkeit (Legierungen der 6000er-Serie lassen sich gut schweißen; 7075 dagegen nicht), Produktionsmengen und Wärmebehandlungsbedingungen. Die Zusammenarbeit mit erfahrenen Partnern im Bereich Schmiedetechnik wie Shaoyi, die schnelle Prototypenerstellung und IATF-16949-Zertifizierung anbieten, hilft dabei, die Auswahl der Werkstoffgüte zu validieren, bevor in Fertigungswerkzeuge investiert wird.