 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Kosten für kundenspezifisches Laserschneiden von Metall aufgedeckt: Was Werkstätten Ihnen nicht verraten

Was ist kundenspezifisches Lasermetallschneiden
Erinnern Sie sich daran, als Kind mit einer Lupe gespielt zu haben und das Sonnenlicht auf einen kleinen, intensiven Punkt zu bündeln? Beim kundenspezifischen Lasermetallschneiden funktioniert das nach einem ähnlichen Prinzip – allerdings in einem außergewöhnlichen Maße verstärkt. Anstelle von Sonnenlicht verwenden Hersteller hochkonzentrierte Laserstrahlen, die Temperaturen erreichen können, die 20.000 Grad Celsius überschreiten um Stahl, Aluminium und andere Metalle mit chirurgischer Präzision zu durchtrennen.
Was ist also genau Laserschneiden? Im Kern verwendet dieses Verfahren fokussierte optische Lichtenergie, um Metall entlang computergesteuerter Bahnen zu schmelzen oder zu verdampfen. Das Ergebnis? Bauteile, die genau Ihren Spezifikationen entsprechen – egal, ob Sie einen Prototypen oder hundert maßgefertigte Winkel benötigen. Im Gegensatz zu Standardfertigungen, bei denen identische Teile aus vorgegebenen Vorlagen produziert werden, bietet das Laserschneiden von Metall maximale Gestaltungsfreiheit – Ihre einzigartige CAD-Datei wird direkt in ein physisches Bauteil umgewandelt.
Wie Laserstrahlen rohes Metall in präzise Bauteile verwandeln
Stellen Sie sich vor, Sie haben eine komplexe Montageplatte mit aufwändigen Ausschnitten und präzisen Lochmustern entworfen. So wird Ihr Design durch das Metall-Laserschneiden realisiert:
- Lasererzeugung: Die Maschine erzeugt einen leistungsstarken Strahl entweder mithilfe von CO2-Gasgemischen oder faseroptischer Systeme, die mit Seltenen Erden angereichert sind
- Fokussieren: Spiegel und Linsen bündeln den Strahl zu einem äußerst feinen Energiepunkt
- Materialwechselwirkung: Wenn dieser fokussierte Strahl auf die Metalloberfläche trifft, schmilzt oder verdampft das Material am Auftreffpunkt augenblicklich
- CNC-Steuerung: Computerunterstützte numerische Steuerungssysteme führen den Laserkopf mit äußerster Präzision entlang Ihres programmierten Designpfads
Die Schönheit dieses Verfahrens liegt in seiner Fertigung nach Maß. Sie sind nicht auf bestehende Vorlagen oder Katalogdesigns beschränkt. Ob Sie architektonische Paneele mit dekorativen Mustern oder Luft- und Raumfahrtkomponenten mit engen Toleranzen benötigen, der Laserschnitt von Metall passt sich Ihren Anforderungen an, statt dass Sie sich an Herstellungseinschränkungen anpassen müssen.
Die Wissenschaft hinter der thermischen Schneidtechnologie
Warum funktioniert das Laserschneiden von Metall so effektiv? Die Antwort liegt in zwei wesentlichen wissenschaftlichen Prinzipien.
Zunächst einmal gibt es absorption . Unterschiedliche Metalle absorbieren unterschiedliche Lichtwellenlängen. Wenn die Photonen des Lasers mit den Elektronen des Metalls interagieren, kommt es am exakten Kontaktort zu einer raschen Erwärmung. Diese gezielte Energieübertragung bewirkt, dass die Schnittzone sich nahezu augenblicklich erhitzt, während das umgebende Material relativ kühl bleibt.
Zweitens sind Metalle hervorragende wärmeleiter . Die Wärme wird schnell aus der Schnittzone abgeleitet, wodurch Schäden an angrenzenden Bereichen verhindert werden. Diese Kombination – intensive lokalisierte Erwärmung mit schneller Wärmeabfuhr – erzeugt die sauberen, präzisen Kanten, die den Laserschnitt ideal für detaillierte Arbeiten machen.
Das maßgeschneiderte Laserschneiden von Metall erreicht Toleranzen und komplizierte Muster, die einst als unmöglich galten, und ist damit die bevorzugte Lösung für Anwendungen von der Schmuckgestaltung bis hin zu Aerospace-Bauteilen.
Was unterscheidet maßgeschneiderte Lösungen wirklich von Standardfertigungen? Flexibilität. Serienfertigungen optimieren die Effizienz bei sich wiederholenden Designs. Individuelle Projekte hingegen werden auf Ihre spezifischen Anforderungen zugeschnitten – einzigartige Abmessungen, nicht standardmäßige Materialien oder komplexe Geometrien, die vorgefertigte Bauteile einfach nicht bieten können. Wenn Sie verstehen, wie die Technologie tatsächlich funktioniert, sind Sie besser in der Lage, Bauteile zu entwerfen, die ihre Vorteile nutzen und unnötige Kosten vermeiden.

CO2- versus Faserlaser-Technologie erklärt
Hier ist etwas, das die meisten Geschäfte Ihnen nicht von vornherein verraten: Die Art des Lasers, der Metall schneidet, beeinflusst erheblich Kosten, Qualität und Durchlaufzeit Ihres Projekts. Doch viele Fertigungsbetriebe übergehen dieses entscheidende Detail, wenn sie Angebote abgeben. Das Verständnis des Unterschieds zwischen CO2- und faserlaser-Technologie hilft Ihnen dabei, die richtigen Fragen zu stellen – und bei Ihrer nächsten Bestellung möglicherweise Hunderte zu sparen.
Beide Technologien verwenden gebündeltes Licht, um Metall zu durchtrennen, erzeugen dieses Licht aber auf grundlegend unterschiedliche Weise. Ein CO2-Laser erzeugt seinen Strahl, indem er eine Gasmischung (hauptsächlich Kohlendioxid) elektrisch anregt, während ein Faserlaser optische Fasern verwendet, die mit Selten-Erde-Elementen wie Ytterbium dotiert sind. Dieser Unterschied mag technisch klingen, wirkt sich jedoch direkt darauf aus, welche Metalle effizient geschnitten werden können und wie hoch Ihre Kosten ausfallen.
Vorteile von Faserlasern für reflektierende Metalle
Haben Sie sich schon einmal gefragt, warum Kupfer-Laserschneidanfragen manchmal überraschend hoch ausfallen? Herkömmliche CO2-Laser haben Schwierigkeiten mit reflektierenden Metallen, da ihre längere Wellenlänge (10,6 Mikrometer) von glänzenden Oberflächen wie Aluminium, Messing und Kupfer abprallt. Diese Reflexion kann die Optik des Lasers tatsächlich beschädigen – eine kostspielige Reparatur, die Werkstätten in Ihr Angebot einbeziehen.
Faseraser haben das Spiel verändert. Mit einer Wellenlänge von 1,064 Mikrometern – etwa zehnmal kürzer als bei CO2 – werden sie von reflektierenden Metallen leicht absorbiert, anstatt zurückgeworfen zu werden. Laut branchenanalyse können Faseraser hochreflektierende Materialien schneiden, ohne dass Rückreflexionen die Ausrüstung beschädigen, wodurch sich Möglichkeiten für die Verarbeitung einer breiteren Materialpalette eröffnen.
Was bedeutet das für Ihr Projekt? Wenn Sie mit Aluminium, Messing oder Kupfer arbeiten, wird ein Unternehmen, das eine Faserlaser-Schneidmaschine für Metall verwendet, wahrscheinlich liefern:
- Höhere Schneidgeschwindigkeiten (um das 3- bis 5-fache produktiver bei geeigneten Aufträgen)
- Bessere Kantenqualität mit minimalen wärmebeeinflussten Zonen
- Geringere Kosten pro Bauteil aufgrund kürzerer Bearbeitungszeiten
- Höhere Zuverlässigkeit ohne Risiko von Reflexionsschäden
Laser-Technologie passend zum Metalltyp auswählen
Welcher ist nun der beste Laser zum Schneiden Ihres spezifischen Materials? Die Antwort hängt davon ab, was und wie dick Sie schneiden.
CO2-Laser sind nach wie vor hervorragende Arbeitspferde für dickere Baustahlplatten – insbesondere im Bereich von 10–20 mm und darüber. Einige Anwendungen verwenden sogar Sauerstoffunterstützung, um Stahlplatten bis zu einer Dicke von 100 mm zu schneiden. Sie sind außerdem die erste Wahl für nichtmetallische Materialien wie Acryl, Holz und Leder und damit vielseitig einsetzbare Maschinen für Betriebe mit gemischten Materialien.
Fasergestützte Laser hingegen dominieren dort, wo Präzision und Geschwindigkeit im Vordergrund stehen. Sie eignen sich hervorragend für dünne bis mitteldicke Metallbleche (typischerweise 20 mm oder weniger) und bewältigen schwer zu schneidende Metalle wie Titan mühelos. Ihre Effizienz liegt über 90 % – das bedeutet, dass sie den größten Teil der elektrischen Energie in tatsächliche Schneidleistung umwandeln – verglichen mit nur 5–10 % bei CO2-Systemen.
| Faktor | CO2-Laser | Faserlaser |
|---|---|---|
| Beste Metallarten | Mildstahl, dickere Platten | Edelstahl, Aluminium, Messing, Kupfer, Titan |
| Optimaler Dickenbereich | 10–100 mm und mehr (mit Sauerstoffunterstützung) | Bis zu 20mm |
| Kantenqualität | Gut | Ausgezeichnet (glatter, präziser) |
| Energieeffizienz | 5-10% | 90%+ |
| Betriebskosten | Höher (mehr Stromverbrauch, Kühlung erforderlich) | Niedriger (geringerer Energieverbrauch, minimale Wartung) |
| Gerätelebensdauer | ~2.500 Stunden typisch | 25.000–100.000+ Stunden |
| Anschaffungskosten | Niedrigere Anfangsinvestitionen | 5- bis 10-facher Anschaffungspreis |
| Beste Anwendungen | Schwere Blecharbeiten, gemischte Materialien | Präzisionsteile, reflektierende Metalle, Großserienfertigung |
Hier ist die Erkenntnis, die sich auf Ihr Budget auswirkt: Obwohl Faser-Metallschneidlaser deutlich höhere Anschaffungskosten verursachen, summieren sich ihre Betriebsersparnisse schnell. Geringerer Energieverbrauch, minimale Wartungsanforderungen und Nutzungsdauern, die über 100.000 Stunden hinausgehen können, bedeuten, dass Unternehmen mit Faserausrüstung diese Einsparungen oft in Form wettbewerbsfähiger Preise weitergeben – insbesondere bei Aluminium- und Edelstahlprojekten.
Wenn Sie Angebote anfordern, zögern Sie nicht zu fragen, welche Lasertechnologie ein Unternehmen verwendet. Eine CO2-Laserschneidmaschine für Metall könnte perfekt für Ihr Projekt mit 15-mm-Stahlplatte sein, während ein Faserlaser für Metall Ihre Kosten bei jener Charge Aluminium-Winkelträger erheblich senken könnte. Das Verständnis dieses Unterschieds versetzt Sie in eine stärkere Position, um Angebote zu bewerten und den richtigen Partner für Ihre spezifischen Anforderungen auszuwählen.
Metallarten und Materialauswahl für das Laserschneiden
Sie haben die Technologie verstanden – doch hier entscheidet die Materialauswahl darüber, ob Ihr Budget hält. Unterschiedliche Metalle reagieren auf das Laserschneiden in stark unterschiedlicher Weise, was sich auf alles von der Kantenqualität bis zur maximalen Dicke auswirkt. Die meisten Werkstätten gehen jedoch davon aus, dass Sie bereits wissen, welches Metall für Ihr Projekt geeignet ist. Schließen wir diese Wissenslücke, damit Sie fundierte Entscheidungen treffen können, bevor Sie Angebote anfordern.
Bei der Auswahl von Materialien für maßgeschneiderte metallische Laserzuschnitte müssen Sie im Wesentlichen fünf zentrale Faktoren abwägen: Festigkeitsanforderungen, Korrosionsbeständigkeit, Gewichtsbeschränkungen, ästhetische Anforderungen und Kosten. Das gewählte Metall beeinflusst direkt die Schneidgeschwindigkeit, die Kantenoberfläche und letztendlich Ihre Ausgaben. Wenn Sie verstehen, wie sich jedes Material unter dem Laserstrahl verhält, können Sie sowohl Leistung als auch Budget optimieren.
Schneideigenschaften von Stahl und rostfreiem Stahl
Kohlenstoffstahl bleibt der Arbeitstier bei Laser-Schneidanwendungen für Stahl – und das aus gutem Grund. Diese Eisen-Kohlenstoff-Legierung bietet hohe Festigkeit und Härte zu einem kostengünstigen Preis und eignet sich daher ideal, wenn Korrosion und Ästhetik keine primären Anforderungen sind. Das Laserschneiden von Stahl erzeugt saubere Schnittkanten mit minimalem Nachbearbeitungsaufwand, und je nach Ausstattung können Werkstätten beeindruckende Materialstärken verarbeiten.
Welche Dicke lässt sich realistisch schneiden? Einstiegs-Faserlaser (500 W–1,5 kW) verarbeiten dünne Bleche bis zu einer Stärke von 3 mm effizient. Mittelklasse-Systeme (3 kW–6 kW) bewältigen die meisten industriellen Aufgaben, während Hochleistungsanlagen (10 kW–40 kW) dickes Plattenmaterial mit einer Stärke von über 25 mm durchschneiden können. Die je dicker Ihr Material ist, desto mehr Leistung wird benötigt —was sich unmittelbar auf Ihr Angebot auswirkt.
- Eigenschaften von Kohlenstoffstahl: Ausgezeichnete Schweißbarkeit, einfache Umform- und Bearbeitbarkeit, hohes Verhältnis von Festigkeit zu Kosten, anfällig für Korrosion ohne Oberflächenfinish
- Beste Anwendungen: Bauteile, Autoteile, landwirtschaftliche Ausrüstung, Möbelgestelle, Maschinengehäuse
- Dickebereich: Bis zu 100 mm+ mit Sauerstoffunterstützung bei Hochleistungs-CO2-Anlagen; bis zu 25 mm bei Standard-Faserlasern
Das Laserschneiden von Edelstahl erfordert mehr Laserleistung als bei Baustahl – liefert aber hervorragende Ergebnisse. Der Chromgehalt, der dem Edelstahl seine Korrosionsbeständigkeit verleiht, beeinflusst ebenfalls die Wechselwirkung mit dem Laserstrahl. Gleichwohl weisen lasergeschnittene Edelstahlteile eine glatte Oberfläche auf, die oft keine zusätzlichen Nachbearbeitungsschritte benötigt.
- Eigenschaften von Edelstahl: Hervorragende Korrosionsbeständigkeit, ausgezeichnete Festigkeit, gute Schweißbarkeit, härter als Baustahl, höherer Materialpreis
- Beste Anwendungen: Medizintechnik, Lebensmittelverarbeitungskomponenten, Luft- und Raumfahrtteile, architektonische Elemente, maritime Anwendungen
- Kantenqualität: Saubere Schnitte mit minimaler Oxidation bei Verwendung von Stickstoff als Zusatzgas
Profi-Tipp: Wenn Sie Angebote für Edelstahl anfordern, geben Sie an, ob Sie kanten ohne Oxidation benötigen. Das Schneiden mit Stickstoffzusatz kostet mehr, verhindert aber Verfärbungen, die durch Sauerstoffzusatz entstehen können – ein entscheidender Punkt bei sichtbaren Bauteilen oder Anwendungen im Lebensmittelbereich .
Arbeiten mit Aluminium, Messing und Kupfer
Erinnern Sie sich an die Herausforderung durch reflektierende Metalle, über die wir zuvor gesprochen haben? Hier trifft Materialauswahl direkt auf Technologiewahl. Das Laserschneiden von Aluminium, die Fertigung von Messingteilen und die Bearbeitung von Kupfer erfordern alle eine Faserlaser-Technologie für optimale Ergebnisse – und das Verständnis ihrer besonderen Eigenschaften hilft Ihnen, intelligenter zu konstruieren.
Lasergeschnittenes Aluminium bietet eine unschlagbare Kombination aus geringem Gewicht, Langlebigkeit und Wirtschaftlichkeit. Es wiegt etwa ein Drittel von Stahl, behält dabei aber eine gute Festigkeit, wodurch es ideal für Anwendungen ist, bei denen jedes Gramm zählt. Das Laserschneiden von Aluminium erzeugt saubere Kanten, jedoch kann die hohe Wärmeleitfähigkeit des Materials etwas größere wärmeeinflusste Zonen erzeugen als bei Stahl.
- Eigenschaften von Aluminium: Leichtgewichtig (ein Drittel des Gewichts von Stahl), hervorragende Wärme- und elektrische Leitfähigkeit, gute Korrosionsbeständigkeit, leicht anodisierbar für verbesserten Schutz
- Beste Anwendungen: Automobilverkleidungen, Luft- und Raumfahrtkomponenten, Gehäuse für Elektronik, Kühlkörper, architektonische Elemente
- Dickebetrachtungen: Effizientes Schneiden bis zu 20 mm auf Faserasern; erfordert höhere Leistungseinstellungen als bei gleichwertiger Stahldicke
- Designhinweis: Die Weichheit von Aluminium bedeutet, dass bei komplexen Designs mit sehr feinen Merkmalen sorgfältig die minimalen Merkmalsgrößen berücksichtigt werden müssen
Kupfer und laserbeschnittenes Messing bieten einzigartige Möglichkeiten – und Herausforderungen. Beide Metalle zeichnen sich durch hervorragende elektrische Leitfähigkeit und natürliche antimikrobielle Eigenschaften aus, wodurch sie für elektrische Bauteile, dekorative Beschläge und Spezialanwendungen unverzichtbar sind. Faserlaser verarbeiten beide Materialien effektiv, obwohl die Schneidgeschwindigkeiten aufgrund der hohen Reflektivität und Wärmeleitfähigkeit in der Regel langsamer sind als bei Stahl.
- Kupfer-Eigenschaften: Hervorragende elektrische Leitfähigkeit, ausgezeichnete Korrosionsbeständigkeit, antimikrobielle Eigenschaften, markanter ästhetischer Reiz
- Messing-Eigenschaften: Erhöhte Festigkeit und Duktilität im Vergleich zu reinem Kupfer, niedrigerer Reibungskoeffizient, hervorragend geeignet für dekorative Anwendungen, leicht bearbeit- und lötbar
- Beste Anwendungen: Elektrische Steckverbinder, architektonische Elemente, Musikinstrumente, dekorative Beschläge, Wärmetauscher
- Kostenüberlegung: Höhere Materialkosten und langsamere Schneidgeschwindigkeiten bedeuten, dass Projekte mit Kupfer und Messing in der Regel einen Aufpreis aufweisen.
Hört sich kompliziert an? Hier ist ein vereinfachter Entscheidungsrahmen: Wählen Sie Baustahl, wenn Kosten und Festigkeit am wichtigsten sind und Korrosion keine kritische Rolle spielt. Wählen Sie Edelstahl für anspruchsvolle Umgebungen oder lebensmitteltaugliche Anwendungen. Entscheiden Sie sich für Aluminium, wenn Gewichtseinsparungen den geringen PreisAufschlag rechtfertigen. Behalten Sie Kupfer und Messing für Anwendungen vor, die ihre einzigartigen elektrischen, thermischen oder ästhetischen Eigenschaften erfordern.
Das Verständnis dieser Materialeigenschaften, bevor Sie einen Fertigungsdienstleister kontaktieren, verschafft Ihnen eine stärkere Verhandlungsposition. Sie werden wissen, warum das Angebot für Edelstahl teurer ist als das für Baustahl, warum Ihre Aluminiumteile möglicherweise besondere Kantenüberlegungen benötigen und ob Kupfer wirklich notwendig ist – oder ob eine kostengünstigere Alternative ausreichen könnte. Gerüstet mit diesem Wissen, sind Sie bereit, den nächsten entscheidenden Schritt anzugehen: die korrekte Vorbereitung Ihrer Konstruktionsdateien.
Gestaltungsrichtlinien und Anforderungen an die Dateiaufbereitung
Sie haben Ihr Metall ausgewählt und die Technologie verstanden – doch an dieser Stelle geraten viele Projekte unerwartet ins Stocken. Wenn Sie Konstruktionsdateien einreichen, die nicht den Fertigungsanforderungen entsprechen, führt dies zu wiederholten Überarbeitungen, Zeitverlust und manchmal teuren Neukonstruktionen. Die meisten Werkstätten verstecken ihre Gestaltungsrichtlinien jedoch in schwer auffindbaren Dokumenten, sodass Sie Probleme erst bemerken, nachdem Sie Ihre Dateien bereits hochgeladen haben.
Die richtige Gestaltung Ihres Designs bereits beim ersten Mal geht über die bloße Vermeidung von Frustration hinaus – sie wirkt sich direkt auf Ihr Angebot aus. Präzises Laserschneiden erfordert Dateien, die nahtlos in Maschinenanweisungen umgesetzt werden können. Je besser Ihre Dateivorbereitung ist, desto schneller ist die Bearbeitungszeit und umso genauer werden Ihre lasergeschnittenen Teile ausgeführt.
Dateiformate und Kompatibilität der Konstruktionssoftware
In welchem Dateiformat sollten Sie Ihre Daten einreichen? Das hängt von Ihrer Konstruktionssoftware und den Fähigkeiten des jeweiligen Betriebs ab, doch die meisten Fertigungsdienstleister akzeptieren eine Kernmenge an vektorbasierten Formaten.
Zu den Industriestandards gehören:
- DXF (Drawing Exchange Format): Die universelle Sprache von Laser- und CNC-Anlagen. Nahezu jeder Fertigungsbetrieb akzeptiert DXF-Dateien, wodurch dies Ihre sicherste Wahl für Kompatibilität ist
- DWG (AutoCAD-Nativ): Häufig in ingenieurtechnischen und architektonischen Anwendungen verwendet. Die meisten Betriebe wandeln diese intern in DXF um
- AI (Adobe Illustrator): Beliebt für dekorative und künstlerische Projekte. Stellen Sie sicher, dass alle Texte vor der Einreichung in Konturen umgewandelt wurden
- EPS und SVG: Vektorformate, die sich gut für einfachere Designs eignen, obwohl einige Betriebe DXF bei Präzisionsarbeiten bevorzugen
Hier ist ein Detail, das viele Erstbesteller überrascht: Wenn Sie Ihre Datei aus einem Rasterbild konvertiert haben, überprüfen Sie Ihre Maße sorgfältig. Das Vektorisieren eines JPEG- oder PNG-Bildes kann Skalierungsfehler verursachen. Der Ausdruck Ihres Designs im Maßstab 100 % hilft dabei, sicherzustellen, dass die Abmessungen Ihren Vorstellungen entsprechen, bevor Sie es einreichen.
Nutzen Sie Studenten-Software? Kein Problem – Wasserzeichen wie „Student Version“, die in Dateien von Programmen wie SolidWorks erscheinen, werden von Fertigungssystemen normalerweise ignoriert. Aktive Textfelder müssen jedoch in Formen umgewandelt werden. In Illustrator bedeutet dies, sie in „Pfade umwandeln“. In CAD-Programmen suchen Sie nach Befehlen wie „zerlegen“ oder „erweitern“.
Wesentliche Konstruktionsregeln für saubere Schnitte
Die Präzision beim Laserschneiden hängt stark vom Verständnis der physikalischen Grenzen des Verfahrens ab. Selbst die modernste CNC-Laserschneidmaschine hat Einschränkungen – und die Konstruktion innerhalb dieser Parameter stellt sicher, dass Ihre Bauteile genau so entstehen, wie vorgesehen.
Kerf-Breitenzugaben
Wenn ein Laser Metall schneidet, verdampft er einen dünnen Materialstreifen, der als Kerf bezeichnet wird. Diese Breite liegt typischerweise zwischen 0,1 mm und 0,5 mm, je nach Materialstärke, Lasertyp und Leistungseinstellungen. Warum ist das wichtig? Wenn Sie ineinandergreifende Teile oder präzise Baugruppen entwerfen, müssen Sie diesen Materialabtrag bei Ihren Maßen berücksichtigen.
Mindestabmessungen für Merkmale
Diese feinen Details in Ihrem Design mögen auf dem Bildschirm perfekt aussehen – aber zu kleine Elemente können einfach nicht korrekt ausgeschnitten werden . Allgemeine Richtlinien beinhalten:
- Minimale Lochdurchmesser: In der Regel gleich oder größer als die Materialstärke
- Minimale Schlitzbreite: Üblicherweise das 1,5-Fache der Materialstärke
- Minimale Schrifthöhe: Oft 3 mm oder größer für bessere Lesbarkeit
- Minimale Stegbreite (Material zwischen Schnitten): Im Allgemeinen entspricht sie der Materialstärke
Anforderungen an Eckenradien
Laserstrahlen haben eine physikalische Breite, weshalb perfekt scharfe innere Ecken nicht erzielbar sind. Innere Ecken weisen naturgemäß einen kleinen Radius auf, der etwa der halben Schnittbreite (Kerf) entspricht. Bei teilen, die hohen mechanischen Belastungen ausgesetzt sind, verbessert die gezielte Hinzufügung von Eckenradien (0,5 mm–1 mm) die strukturelle Integrität, da Spannungskonzentrationen vermieden werden.
Abstand zwischen den Schnitten
Wenn Schnittlinien zu dicht beieinander liegen, kommt es zu einer Hitzestauung, wodurch dünne Abschnitte verformt werden können oder die Kantenqualität beeinträchtigt wird. Halten Sie einen Abstand zwischen parallelen Schnitten von mindestens 1,5-facher Materialdicke ein – mehr bei wärmeempfindlichen Anwendungen.
Toleranzspezifikationen
Welche Genauigkeitsniveaus können Sie realistisch erwarten? Standard-Laser-CNC-Verfahren erreichen typischerweise Toleranzen von ±0,1 mm bis ±0,2 mm. Für Anwendungen mit engeren Vorgaben besprechen Sie Ihre Anforderungen im Vorfeld – die Erreichung von Toleranzen von ±0,05 mm kann spezielle Verfahren oder Nachbearbeitungsschritte erfordern, was sich auf Kosten und Lieferzeit auswirkt.
Checkliste zur Dateivorbereitung
Bevor Sie Ihr Design einreichen, durchlaufen Sie diesen Schritt-für-Schritt-Verifizierungsprozess, um häufige Fehler zu vermeiden, die die Produktion verzögern:
- Wandeln Sie alle Texte in Konturen oder Formen um —führen Sie den Mauszeiger über Textelemente, um sicherzustellen, dass diese nicht mehr als Text bearbeitbar sind
- Überprüfen Sie die Maße im Maßstab 1:1 —drucken Sie Ihr Design aus oder verwenden Sie Messwerkzeuge der Software, um die Genauigkeit zu bestätigen
- Prüfen Sie auf doppelte oder überlappende Linien —dies führt dazu, dass der Laser denselben Pfad zweimal schneidet, was Zeit verschwendet und die Kanten beschädigen kann
- Entfernen Sie alle versteckten Ebenen und Konstruktionsgeometrien —es sollten nur Elemente enthalten sein, die geschnitten werden sollen
- Stellen Sie sicher, dass alle Formen geschlossene Pfade sind —offene Pfade führen zu Unklarheiten darüber, welche Bereiche geschnitten oder ignoriert werden sollen
- Überprüfen Sie, ob die Mindestabmessungen für Merkmale den Anforderungen des Materials entsprechen —prüfen Sie Löcher, Schlitze und Text in Bezug auf die gewählte Materialstärke
- Berücksichtigen Sie die Schnittbreite (Kerf) bei präzisen Baugruppen —passen Sie die Maße an, wenn ineinander greifende Teile exakte Passformen erfordern
- Bestätigen Sie, dass behaltene Aussparungen ordnungsgemäß verbunden sind —Innenteile, die nicht mit der Hauptkonstruktion verbunden sind, können herausfallen und verloren gehen
- In einem akzeptierten Vektorformat speichern —DXF bietet die universellste Kompatibilität
- Fügen Sie eine maßstabsgetreue Referenzzeichnung bei, wenn Toleranzen kritisch sind —hilft Fertigungsunternehmen, Ihre Präzisionsanforderungen zu verstehen
Wie wirkt sich die Konstruktionskomplexität auf Ihre Kosten aus? Jeder Durchbruch (wo der Laser einen neuen Schnitt beginnt) und jeder Richtungswechsel erhöht die Schneidzeit. Ein einfaches Rechteck mit vier Ecken wird schneller geschnitten als ein aufwändiges dekoratives Muster mit Hunderten komplizierter Kurven. Wenn das Budget eine Rolle spielt, sollten Sie prüfen, ob vereinfachte Designs Ihre funktionalen Ziele erreichen könnten – oder ob der ästhetische Wert zusätzliche Schneidzeit rechtfertigt.
Wenn Sie diesen Richtlinien folgen, verhindern Sie nicht nur Verzögerungen – Sie zeigen den Fertigungsbetrieben damit auch, dass Sie den Prozess verstehen. Werkstätten schätzen gut vorbereitete Dateien, und dieses entgegenkommende Verhältnis kann sich in bessere Kommunikation, schnellere Angebote und einen reibungsloseren Projektablauf umsetzen. Wenn Ihre Konstruktionsdateien ordnungsgemäß vorbereitet sind, können Sie nun beurteilen, wie diese Technologie im Vergleich zu alternativen Schneidverfahren abschneidet.
Laserschneiden im Vergleich zu alternativen Verfahren
Sie wissen also, dass maßgeschneidertes Laserschneiden von Metall Präzision bietet – ist es jedoch immer die richtige Wahl? Folgendes verraten viele Fertigungsbetriebe Ihnen nicht freiwillig: Abhängig von Ihren Projektanforderungen könnten alternative Technologien Ihnen tatsächlich besser dienen. Die falsche Schneidmethode zu wählen, kann Ihnen Tausende an unnötigen Kosten verursachen oder die Bauteilqualität beeinträchtigen. Wenn Sie wissen, wann jede Technologie ihre Stärken ausspielt, behalten Sie die Kontrolle über diese Entscheidung.
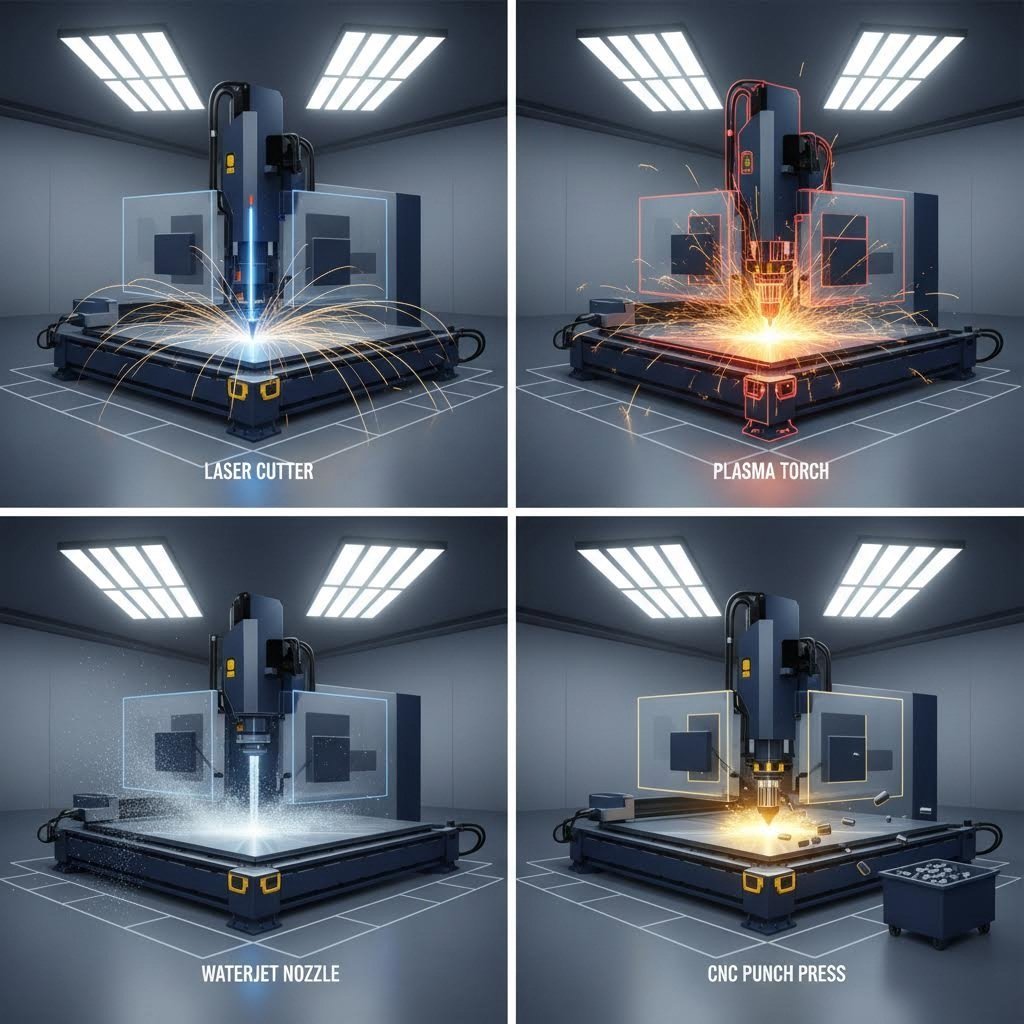
Vier Haupttechnologien dominieren die Suche nach Metallbearbeitung in meiner Nähe: Laserschneiden, Wasserschneiden, Plasmaschneiden und CNC-Stanzen. Jede hat ihre eigenen Stärken, und die „beste“ Option hängt vollständig von Ihrem Material, der Dicke, den Präzisionsanforderungen und Ihrem Budget ab. Wir schauen uns an, wann jede Technik geeignet ist – und wann man besser woanders sucht.
Wann das Laserschneiden Alternativen übertrifft
Das CNC-Laserschneiden zeichnet sich besonders bei dünnen bis mitteldicken Materialien aus, die komplizierte Details oder enge Toleranzen erfordern. Wenn Ihr Projekt saubere Kanten, kleine Bohrungen oder komplexe Geometrien benötigt, liefert die Lasertechnologie in der Regel überlegene Ergebnisse.
Nach brancheprüfung über mehrere Technologien hinweg , bietet das Laserschneiden entscheidende Vorteile:
- Aussergewöhnliche Präzision: Toleranzen von ±0,1 mm auf geeigneten Materialien erreichbar
- Überlegene Kantengüte: Sauberer Schnitt, oft ohne nachträgliche Nachbearbeitung erforderlich
- Schnelle Verarbeitung: Hochgeschwindigkeitsschneiden bei Materialstärken bis zu 20–25 mm
- Geringe Schnittbreite: Weniger Materialverschnitt im Vergleich zu Plasma- oder Wasserschneiden
- Hohe Detailgenauigkeit: Kleine Löcher, scharfe Ecken und detaillierte Muster werden präzise ausgeführt
Präzise Metallschneidanwendungen wie Gehäuse für Elektronik, Komponenten für Medizingeräte und dekorative architektonische Paneele bevorzugen in der Regel die Lasertechnologie. Wenn Ihre Teile exakt zusammenpassen oder feine Details aufweisen müssen, bietet ein Laser zum Schneiden von Stahl und anderen Metallen normalerweise die beste Wertschöpfung.
Allerdings hat das Laserschneiden Grenzen. Sehr dicke Materialien (über 25 mm bei den meisten Anlagen), wärmeempfindliche Legierungen und nichtmetallische Materialien erfordern möglicherweise alternative Verfahren. Das Verständnis dieser Grenzen hilft Ihnen, frustrierende Gespräche mit Fertigungsdienstleistern zu vermeiden, die nicht liefern können, was Sie benötigen.
Wahl zwischen thermischen und nicht-thermischen Schneidverfahren
Hierbei handelt es sich um einen Unterschied, der sowohl die Bauteilqualität als auch die Materialauswahl beeinflusst: Laserschneiden und Plasmaschneiden sind thermische Verfahren, während das Wasserstrahlschneiden keine Wärme verwendet. Dieser grundlegende Unterschied bestimmt, welche Technologie für bestimmte Anwendungen geeignet ist.
Plasmaschneiden: Der Spezialist für dickes Metall
Wenn Sie nach einer Plasmaschneidtechnik in meiner Nähe oder einem Plasmaschneidservice in meiner Nähe suchen, arbeiten Sie in der Regel mit dickem, leitfähigem Metall, bei dem Geschwindigkeit und Kosten wichtiger sind als höchste Präzision. Plasmaschneider verwenden einen elektrischen Lichtbogen und Druckgas, um Stahl, Aluminium und Kupfer effizient zu durchtrennen.
Plasmaschneiden ist dominierend bei:
- Stahlplatten über ½" (12 mm) Dicke
- Projekten zur Herstellung von Stahlkonstruktionen
- Schwermaschinenbau
- Anwendungen, bei denen eine geringe Kantenrauheit akzeptabel ist
Der Kostenvorteil ist erheblich – Plasmasysteme kosten etwa 90.000 $ im Vergleich zu 195.000 $ für vergleichbare Wasserstrahlschneidanlagen. Für Metallbearbeitungsbetriebe, die sich auf dicke Stahl- und Aluminiumteile spezialisiert haben, bietet das Plasmaschneiden oft die beste Kapitalrendite.
Wasserstrahlschneiden: Keine Wärme, maximale Vielseitigkeit
Beim Wasserstrahlschneiden wird hochdrückiges Wasser mit abrasiven Partikeln gemischt, um nahezu jedes Material berührungslos und ohne Wärmeeinwirkung zu schneiden. Dieses kalte Schneidverfahren verhindert Verzug, Verhärtung und wärmebeeinflusste Zonen vollständig.
Wählen Sie Wasserstrahlschneiden, wenn Ihr Projekt folgende Anforderungen umfasst:
- Wärmeempfindliche Materialien, die sich bei thermischem Schneiden verziehen oder verhärten würden
- Dicke Materialien jenseits der Fähigkeiten von Lasern (bis zu mehreren Zoll)
- Nichtmetallische Materialien wie Stein, Glas oder Verbundwerkstoffe
- Anwendungen, bei denen absolut keine thermische Verformung zulässig ist
Der Wasserstrahlschneidemarkt wächst schnell und wird voraussichtlich bis 2034 über 2,39 Milliarden US-Dollar erreichen, angetrieben durch die Nachfrage nach wärmefreiem Schneiden in der Luft- und Raumfahrt, Medizintechnik und präzisen Fertigung.
CNC-Stanzen: Großserien mit einfachen Formen
Für Projekte, die Tausende identischer Teile mit relativ einfachen Geometrien erfordern – beispielsweise Befestigungslöcher, Lüftungsschlitze oder einfache Ausschnitte – ist das CNC-Stanzen oft kostengünstiger als das Laserschneiden. Stanzmaschinen verwenden geformte Werkzeuge, um Bleche rasch zu stanzen, wodurch sie ideal für Großserien sind, bei denen sich die Rüstkosten auf viele Teile verteilen lassen.
Das CNC-Stanzen ist besonders geeignet, wenn:
- Sehr große Mengen identischer Teile benötigt werden
- Die Formen zu verfügbaren Stanzwerkzeug-Sätzen passen (Kreise, Rechtecke, Standardmuster)
- Materialdicke liegt innerhalb des Stanzbereichs (typischerweise bis zu 6 mm)
- Geschwindigkeit und Kosten pro Teil sind wichtiger als feine Detailgenauigkeit
| Faktor | Laserschneiden | Plasmaschneiden | Wasserstrahlschneiden | Cnc punching |
|---|---|---|---|---|
| Präzision | ±0,1 mm (ausgezeichnet) | ±0,5–1 mm (mäßig) | ±0,1–0,2 mm (sehr gut) | ±0,1 mm (gut) |
| Materialstärke | Bis zu 25 mm typisch | Bis zu 150 mm+ | Bis zu über 200 mm | Bis zu 6 mm typisch |
| Kantenqualität | Hervorragend, minimale Nachbearbeitung | Rauer, möglicherweise Nachbearbeitung durch Schleifen erforderlich | Glatte Oberfläche, leichte Konizität möglich | Sauber, geringe Umschlagbildung |
| Wärmeeinflusszone | Klein, aber vorhanden | Größer, signifikant | Keine (kalter Prozess) | Keine (mechanisch) |
| Bestes für | Präzisionsteile, dünnes bis mittleres Metall | Dicke Stähle, kostensensible Projekte | Wärmeempfindliche Materialien, dicke Schnitte | Großserienfertigung einfacher Formen |
| Relativer Preis | - Einigermaßen | Niedriger bei dicken Materialien | Höher (langsamerer Prozess) | Am niedrigsten bei hohen Stückzahlen |
Deine Entscheidung treffen
Stellen Sie sich diese Fragen bei der Auswahl einer Schneidtechnologie:
- Wie dick ist Ihr Material? Unter 20 mm spricht für Laser; über 25 mm spricht für Plasma oder Wasserstrahl
- Wie präzise müssen die Schnitte sein? Engere Toleranzen sprechen für Laser oder Wasserstrahl
- Ist Wärme ein Problem? Wärmeempfindliche Anwendungen erfordern Wasserstrahlschneiden
- Wie hoch ist Ihre Menge? Hohe Stückzahlen einfacher Formen können den CNC-Stanzverfahren Vorteile verschaffen
- Wie hoch ist Ihr Budget? Plasma bietet Kostenvorteile bei dickem Stahl; Laser liefert Mehrwert bei präzisen Arbeiten
Viele erfolgreiche Fertigungsunternehmen setzen auf mehrere Technologien, genau weil keine einzelne Methode alle Anwendungen optimal abdeckt. Bei der Bewertung von Angeboten zögern Sie nicht, zu fragen, ob die empfohlene Technologie wirklich ideal für Ihr Projekt geeignet ist – oder ob eine Alternative bessere Ergebnisse liefern könnte. Das Verständnis dieser Abwägungen verwandelt Sie vom passiven Kunden in einen informierten Partner im Fertigungsprozess.
Kostenfaktoren und Preisvariablen erklärt
Hier ist die unbequeme Wahrheit, die die meisten Fertiger Ihnen nicht von vornherein erklären: Das Angebot für das Laserschneiden, das Sie erhalten haben, ist keine beliebige Angabe – es basiert auf einer präzisen Formel, in die Variablen einfließen, von deren Existenz Sie wahrscheinlich nichts wussten. Das Verständnis dieser Kostenfaktoren dient nicht nur der Befriedigung Ihrer Neugier; vielmehr verschafft es Ihnen eine Verhandlungsposition, um Ihr Design zu optimieren, Ihre Kosten zu senken und gezielte Fragen zu stellen – was signalisiert, dass Sie kein leichtes Ziel für überhöhte Preise sind.
Der größte Irrtum? Die Annahme, dass die Kosten vor allem mit der Materialfläche korrelieren. Tatsächlich ist die Maschinenlaufzeit der einzige entscheidende Faktor, der Ihre Kosten für maßgeschneidertes Metall bestimmt. Ein einfaches Rechteck und ein verziertes Dekorpaneel, beide aus identischen Blechen geschnitten, können dramatisch unterschiedliche Preise aufweisen – manchmal um den Faktor fünf oder mehr.
Verständnis der Angebotsvariablen und Preisfaktoren
Jedes Angebot für das Laserschneiden basiert auf einer grundlegenden Berechnung: Endpreis = (Materialkosten + variable Kosten + Fixkosten) × (1 + Gewinnmarge). Im Folgenden wird erläutert, was jede Komponente für Ihre Kosten bedeutet.
Materialkosten beinhalten nicht nur das Rohmetall, das Sie erwerben, sondern auch den beim Schneiden entstehenden Abfall. Wenn Sie maßgeschneiderte Metallteile bestellen, müssen Werkstätten den vollen Blechpreis berücksichtigen, selbst wenn Ihre Teile nur 60 % des Materials nutzen. Ein effizientes Nesting – also die strategische Anordnung der Teile auf dem Blech – reduziert diesen Verschwendungsfaktor direkt.
Variable Kosten stellen die Maschinenzeit multipliziert mit dem Stundenverrechnungssatz der Werkstatt dar. Laut branchendaten liegen die typischen Stundensätze für Laserschneidanlagen zwischen 60 und 120 US-Dollar, abhängig von der Ausrüstungskapazität und Leistungsstufe. Ihr Design bestimmt, wie viele Minuten oder Stunden die Maschine läuft.
Fixe Kosten decken die betrieblichen Gemeinkosten ab – Miete, Wartung der Ausrüstung, Softwarelizenzen und Verwaltungsaufwendungen – anteilig zugewiesen zu Ihrem Projekt.
Hier sind die wichtigsten Kostentreiber, sortiert nach ihrer typischen Auswirkung auf Ihr Endangebot:
- Materialstärke: Die bedeutendste Variable. Eine Verdopplung der Dicke kann die Schneidzeit mehr als verdoppeln, da der Laser viel langsamer bewegt werden muss, um vollständig zu durchdringen
- Designkomplexität: Intrikate Muster mit vielen Kurven und Richtungswechsel zwingen die Maschine, sich zu verlangsamen, wodurch die Bearbeitungszeit verlängert wird
- Anzahl Durchstiche: Jedes Mal, wenn der Laser einen neuen Schnitt beginnt, muss er zunächst das Material durchlöchern. Eine Konstruktion mit 100 kleinen Löchern kostet mehr als ein großer Ausschnitt, bedingt durch die kumulative Lochtzeit
- Materialart und -qualität: Aluminium oder Edelstahl in hoher Qualität ist teurer als Baustahl – sowohl hinsichtlich des Rohstoffpreises als auch manchmal der Bearbeitungszeit
- Bestellmenge: Die Rüstkosten, verteilt auf mehr Teile, führen zu niedrigeren Stückpreisen
- Anforderungen an die Oberflächenbearbeitung: Sekundäre Bearbeitungsschritte wie Biegen, Entgraten oder Pulverbeschichten erhöhen die Arbeits- und Bearbeitungskosten
Wie Komplexität der Konstruktion Ihr Budget beeinflusst
Stellen Sie sich zwei Teile vor: ein einfaches 6" × 6" Quadrat und eine aufwändige dekorative Platte mit denselben Außenmaßen, die jedoch 50 innere Ausschnitte und verzierte Schnörkel aufweist. Beide verwenden dasselbe Material – dennoch könnte die dekorative Platte fünfmal so viel kosten. Warum?
Schnittdistanz: Die gesamte lineare Strecke, die der Laser zurücklegt, steht in direktem Zusammenhang mit der Zeit. Längere Bahnen bedeuten höhere Kosten. Für die dekorative Platte sind möglicherweise 10 Fuß Schneidstrecke erforderlich, gegenüber 2 Fuß für das einfache Quadrat.
Piercing-Vorgänge: Jeder innere Ausschnitt erfordert, dass der Laser zunächst durch das Material sticht, bevor er schneidet. Ein Design mit vielen Piercings kann aufgrund der kumulativen Stichdauer teurer sein als eines mit einem großen Ausschnitt – selbst wenn die gesamte Schneidlänge ähnlich ist.
Geschwindigkeitsschwankungen: Komplexe Geometrien mit engen Kurven und scharfen Ecken zwingen den Schneidkopf zu ständigem Abbremsen und Beschleunigen. Eine gerade Linie wird schneller geschnitten als eine Reihe komplexer Kurven, da die Maschine bei einfachen Bahnen eine höhere Durchschnittsgeschwindigkeit beibehält.
Toleranzanforderungen: Engere Toleranzen als funktionell notwendig sind, stellen einen versteckten Kostentreiber dar. Um sehr präzise Abmessungen einzuhalten, müssen Maschinen langsamer und kontrollierter laufen. Bevor Sie Toleranzen von ±0,05 mm anfordern, sollten Sie sich fragen, ob ±0,2 mm für Ihre Anwendung tatsächlich ausreichen würden.
Menge und Skaleneffekte
Rüstkosten stellen einmalige Kosten dar – wie Materialbeladung, Maschineneichung und Dateivorbereitung – die je nach Bestellmenge unterschiedlich aufgeteilt werden. Bei einer Bestellung von 10 Teilen schlagen diese 50 $ Rüstkosten mit 5 $ pro Stück zu Buche. Bei 100 Teilen sind es nur noch 0,50 $ pro Stück.
Nach branchenanalyse , Mengenrabatte können bei Großbestellungen bis zu 70 % erreichen. Die Maschine muss zwischen identischen Teilen nicht neu eingerichtet werden, und die Materialausnutzung wird bei größeren Mengen effizienter. Wenn absehbar ist, dass Sie zukünftig Teile benötigen, ist die Zusammenfassung von Bestellungen oft sinnvoll.
Zusätzliche Kostenfaktoren
Neben den Kernvariablen können mehrere Faktoren Ihren Angebotspreis erhöhen:
- Beschleunigte Produktion: Eilbestellungen erfordern, dass Werkstätten ihre Zeitpläne umstellen und möglicherweise Überstunden leisten müssen – mit höheren Preisen ist zu rechnen
- Dateivorbereitung: Die Einreichung von Dateien mit Fehlern (doppelte Linien, offene Konturen, fehlende Maße) bedeutet, dass Techniker Probleme vor dem Schneiden beheben müssen, was oft zusätzliche Gebühren verursacht
- Spezielle Materialien: Die Anforderung von Metallzuschnitten aus Speziallegierungen, die die Werkstatt nicht vorrätig hat, kann Zusatzkosten für die Materialbeschaffung verursachen
- Versand und Logistik: Schwere oder zerbrechliche Teile erfordern eine besondere Handhabung und Verpackung
Praktische Budgetschätzung
Obwohl sich die genauen Kosten für Laserschneiden je nach Anbieter unterscheiden, können Sie realistische Schätzungen vornehmen, indem Sie diese Zusammenhänge berücksichtigen: Einfache Designs aus dünnem Baustahl bilden Ihre Basiskosten. Jeder zusätzliche Komplexitätsfaktor – dickere Materialien, komplizierte Muster, reflektierende Metalle, enge Toleranzen – erhöht diese Basis. Die Anfrage von Angeboten bei mehreren Anbietern hilft Ihnen, Ihre Erwartungen für bestimmte Projekttypen besser einzuschätzen.
Der intelligenteste Ansatz? Bevor Sie die Konstruktionen endgültig festlegen, fragen Sie potenzielle Fertigungspartner, welche Änderungen Ihre Kosten am stärksten senken würden. Manchmal können geringfügige Konstruktionsanpassungen – wie das Hinzufügen von Eckenradien, das Zusammenfassen kleiner Löcher zu Schlitzen oder das Akzeptieren etwas weiterer Toleranzen – die Angebote um 20–30 % senken, ohne die Funktionalität zu beeinträchtigen. Mit diesem Kostenvorteil im Hinterkopf sind Sie gut gerüstet, um zu verstehen, wie diese präzisionsgeschnittenen Teile in der Praxis in verschiedenen Branchen eingesetzt werden.
Gängige Anwendungen in verschiedenen Branchen
Nachdem Sie nun die Kosten kennen – wo genau kommt dieser präzise Zuschnitt eigentlich zum Einsatz? Folgendes könnte Sie überraschen: maßgeschneiderte Metallteile durch Laserschneiden finden sich in nahezu jeder denkbaren Branche. Vom Auto, das Sie fahren, bis zum Smartphone in Ihrer Tasche – laserbeschnittene Komponenten sind überall unsichtbar eingebaut. Die Kenntnis dieser Anwendungen hilft Ihnen dabei einzuschätzen, ob diese Technologie für Ihr konkretes Projekt geeignet ist – und vermittelt Ihnen ein besseres Verständnis dafür, warum bestimmte Branchen die Fertigungslandschaft dominieren.
Nach branchenanalyse , kundenspezifisches Metall-Laserschneiden bietet Präzision, Geschwindigkeit und Vielseitigkeit, die den Anforderungen der innovativsten Branchen von heute gerecht werden. Lassen Sie uns erkunden, wo geschlitztes Metall tatsächlich zum Einsatz kommt – und was das für Ihr Projekt bedeutet.
Anwendungen für Automobil- und Industriekomponenten
Wenn Sie die Motorhaube Ihres Autos öffnen, sehen Sie Dutzende von lasergeschnittenen Bauteilen. Die Automobilindustrie ist stark auf industrielle Laserschneidverfahren angewiesen, von Fahrwerkhalterungen bis hin zu Bauteilen des Kraftstoffsystems. Warum? Weil Präzision entscheidend ist, wenn Komponenten unter extremen Bedingungen perfekt zusammenpassen müssen.
Automobilanwendungen:
- Chassisteile: Strukturplatten, Verstärkungshalterungen und Rahmenbauteile, die exakt nach Vorgabe geschnitten wurden
- Abgasanlagen: Hitzeschilde, Krümmerbauteile und individuelle Auspuffspitzen, die eine präzise Passform erfordern
- Bauteile für Elektrofahrzeuge: Batteriegehäuse, Motorträger und Kühlungssystemkomponenten
- Innenelemente: Armaturenbretthalterungen, Sitzgestelle und Halteplatten für Verkleidungen
- Fahrwerkskomponenten: Querlenkerbauteile, Montagehalterungen und individuelle Leistungs-Upgrades
Im Automobilsektor ermöglicht der kundenspezifische Metall-Laserschnitt Herstellern, die Produktion hochzufahren, während gleichzeitig eine gleichbleibende Qualität gewährleistet, Abfall reduziert und die Effizienz verbessert wird. Dies macht ihn ideal sowohl für die Massenproduktion als auch für maßgeschneiderte Ersatzteile im Aftermarket.
Industrielle Ausrüstung und Maschinen:
Schwermaschinen und industrielle Ausrüstungen erfordern robuste, präzise Teile, die unter anspruchsvollen Bedingungen zuverlässig funktionieren. Die Laserverarbeitung ermöglicht es Herstellern, folgende Komponenten herzustellen:
- Zahnräder und Armaturen: Präzisionsbauteile für Kraftübertragungssysteme
- Maschinengehäuse: Gehäuse und Schutzvorrichtungen zum Schutz interner Mechanismen
- Befestigungsplatten: Strukturelle Elemente zur Positionierung von Motoren, Sensoren und Steuersystemen
- Förderanlagenkomponenten: Halterungen, Führungen und Tragkonstruktionen für die Materialhandhabung
- Landwirtschaftliche Geräte: Langlebige Teile für Traktoren, Mähdrescher und Bewässerungssysteme, die harschen Bedingungen ausgesetzt sind
Die Wiederholgenauigkeit beim Laserschneiden von Metallblechen stellt sicher, dass Ersatzteile exakt mit den Originalteilen übereinstimmen – entscheidend, wenn Stillstandszeiten der Ausrüstung Tausende pro Stunde kosten.
Architektonische, Beschilderungs- und Dekorationsprojekte
Sind Sie schon einmal an einem Gebäude vorbeigegangen, das über aufwendige Metallfassadenpaneele oder beeindruckende dekorative Geländer verfügt? Höchstwahrscheinlich stammen diese Elemente aus einem Laserschneidverfahren für Bleche. Architekten und Designer greifen zunehmend auf den Laserschnitt zurück, wenn es bei Projekten um die Verbindung von Ästhetik und Präzision geht.
Architektur und Bauwesen:
- Dekorative Metallpaneele: Fassadenelemente mit geometrischen Mustern, organischen Designs oder individuellen Kunstwerken
- Strukturelle Komponenten: Stahlhalterungen, Verbindungsstücke und Sonderbefestigungen nach exakten Vorgaben
- Geländer und Tore: Verzierte Balustraden und Sicherheitselemente, die Funktion mit visueller Attraktivität verbinden
- Leuchten: Individuelle Lampenschirme, Hängeleuchtengehäuse und Streuscheiben
- Raumteiler: Perforierte Schirme und Sichtschutzelemente mit aufwendigen Ausstanzmustern
Laser schneiden erzeugt saubere, scharfe Linien, die innovative Designs zum Leben erwecken, egal ob aus ästhetischen oder funktionalen Gründen. Diese Fähigkeit hat verändert, was in der modernen Architektur möglich ist.
Beschilderung und Markenbildung:
Gehen Sie durch jedes Gewerbegebiet und Sie werden überall Laser-Schneidarbeiten an Blechen sehen – von auffälligen Ladenfassaden bis hin zu dezenten Orientierungssystemen. Die Möglichkeiten des Laserschneidens und Lasergravierens umfassen:
- Channel-Letter-Frontplatten: Präzise geschnittenes Aluminium und Edelstahl für beleuchtete Schilder
- Räumliche Logos: Markenzeichen mit sauberen Kanten, die Licht und Schatten einfangen
- Orientierungssysteme: Richtungsschilder für Krankenhäuser, Flughäfen und Gewerbeobjekte
- Gedenktafeln: Detaillierte Texte und Abbildungen für Gedenkinstallationen
- Messepräsentationen: Tragbare Werbeelemente, die visuelle Wirkung erzielen müssen
Kunst- und Kreativanwendungen:
Künstler und Designer nutzen laserbeschnittenes Blech, um Kunstwerke zu schaffen, die mit herkömmlichen Fertigungsmethoden unmöglich oder zeitlich unvertretbar aufwändig wären. Von Galerie-Skulpturen bis hin zu individuellem Schmuck eröffnet die Technologie neue kreative Möglichkeiten:
- Metallskulpturen: Großformatige Kunstinstallationen mit komplexen Negativräumen
- Schmuckkomponenten: Detaillierte Muster in Gold, Silber und Messing
- Inneneinrichtung: Wanddekorationen, Kerzenhalter und dekorative Objekte
- Musikinstrumente: Individuelle Bauteile und dekorative Elemente
Elektronik, Technologie und Prototypenentwicklung
Da Elektronik immer kleiner und komplexer wird, sind Hersteller auf Laserschneiden angewiesen, um die erforderlichen engen Toleranzen zu erreichen. Dieser Bereich zählt zu den am schnellsten wachsenden Anwendungen der präzisen Laserfertigung.
Elektronik und Technologie:
- Kühlkörper: Präzise geschnittene Aluminiumkühllamellen zur Maximierung der Wärmeabfuhr
- Befestigungsplatten: Leiterplattenhalterungen und Komponentenpositionierungselemente
- Gehäuse: Schutzgehäuse für empfindliche Elektronik mit exakten Belüftungsmustern
- Abschirmkomponenten: EMV/RFI-Schirme zur Blockierung elektromagnetischer Störungen
- Telekommunikationsinfrastruktur: Komponenten für 5G-Infrastruktur, die Präzision und Langlebigkeit erfordern
Die berührungslose Schneidmethode stellt sicher, dass empfindliche Bauteile während der Fertigung unbeschädigt bleiben – entscheidend beim Umgang mit dünnen Materialien und engen Toleranzen.
Prototypenentwicklung und schnelle Iteration:
Möglicherweise liefert der Laserschnitt nirgendwo mehr Wert als bei der Prototypenentwicklung. Stellen Sie sich vor, Sie müssten fünf verschiedene Halterungskonstruktionen testen, bevor Sie in Fertigungswerkzeuge investieren. Herkömmliche Fertigungsmethoden könnten wochenlang dauern und Tausende von Dollar pro Iteration kosten. Mit dem Laserschnitt können Sie:
- Mehrere Konstruktionen gleichzeitig testen: Fünf Varianten in einem einzigen Produktionslauf schneiden
- Schnell iterieren: Teile innerhalb von Tagen statt Wochen erhalten, die Leistung bewerten und die Konstruktionen optimieren
- Werkzeugkosten minimieren: Keine Stanzen oder Formen erforderlich – einfach Ihre CAD-Datei aktualisieren
- Nahtlos skalieren: Vom Prototyp direkt in die Produktion wechseln, unter Verwendung derselben Technologie
- Entwicklungsrisiken reduzieren: Designs mit physischen Teilen validieren, bevor Ressourcen gebunden werden
Diese Fähigkeit zu schneller Iteration hat die Produktentwicklungszyklen in verschiedenen Branchen verändert. Ingenieure können Passform, Gestalt und Funktion mit echten Metallteilen – nicht nur mit 3D-Modellen – validieren, bevor sie in Infrastruktur für die Massenproduktion investieren.
Weitere Branchenanwendungen:
- Luft- und Raumfahrt: Leichte Halterungen, Strukturplatten und Gehäuse aus Aluminium und Titan
- Medizintechnik: Chirurgische Instrumente, Implantatbestandteile und Bauteile für Diagnosegeräte
- Erneuerbare Energien: Rahmen für Solarpaneele, Halterungen für Windkraftanlagen und Gehäuse für Batteriesysteme
- Verteidigung: Fahrzeugkomponenten, Kommunikationssysteme und Schutzausrüstung
- Lebensmittel und Getränke: Bauteile für Edelstahl-Verarbeitungsanlagen und Verpackungsmaschinen
Passt Ihr Projekt in diese Kategorien? Wenn Sie an Projekten arbeiten, die präzise Metallteile erfordern – sei es funktionale Halterungen oder dekorative Platten – bietet der Laserschnitt wahrscheinlich Vorteile gegenüber anderen Verfahren. Der Schlüssel liegt darin, die Stärken der Technologie an Ihre spezifischen Anforderungen anzupassen. Da die Anwendungen von künstlerischem Ausdruck bis hin zu sicherheitskritischen Bauteilen reichen, hilft das Verständnis, wo Ihr Projekt einzuordnen ist, effektiv mit Fertigungspartnern zu kommunizieren und angemessene Erwartungen hinsichtlich Qualität, Zeitplan und Kosten zu setzen.
Nachbearbeitung und Oberflächenoptionen
Sie halten Ihre lasergeschnittenen Teile bereits in der Hand – und jetzt? Hier ist etwas, das Fertiger selten von vornherein erklären: Der Schneidprozess ist oft erst der Anfang. Je nach Anwendungsfall benötigen diese frisch geschnittenen Komponenten möglicherweise Nachbearbeitungsschritte, Oberflächenbehandlungen oder Schutzbeschichtungen, bevor sie tatsächlich fertiggestellt sind. Ein Verständnis dieser Nachbearbeitungsoptionen hilft Ihnen, von Anfang an vollständige Anforderungen zu spezifizieren und so Verzögerungen sowie unerwartete Kosten später zu vermeiden.
Die Beziehung zwischen der Qualität des Laserschneidens von Blechen und den Anforderungen an die Nachbearbeitung ist einfach: Eine bessere Kantenqualität durch den Laser bedeutet weniger Vorarbeiten vor der Endbearbeitung. Selbst die saubersten lasergeschnittenen Kanten erfordern jedoch je nach Anwendungsfall möglicherweise doch noch zusätzliche Bearbeitung. Wir betrachten nun, was nach Abschluss des Laserschneidvorgangs für Bleche geschieht.
Nachbearbeitungsschritte und Metallumformung
Flache Teile sind bei vielen Projekten lediglich der Ausgangspunkt. Das Laserschneiden und Biegen von Blechen ergänzen sich oft, wodurch zweidimensionale Ausschnitte in dreidimensionale Baugruppen umgewandelt werden. Das Verständnis dieser nachfolgenden Arbeitsschritte hilft Ihnen dabei, komplette Fertigungsabläufe zu planen.
Biegen und Formen
Die meisten kundenspezifischen Blechprojekte erfordern einen gewissen Umformgrad. Kantenpressen biegen flache Bleche zu Winkeln, Profilen und komplexen Geometrien. Berücksichtigen Sie beim Konstruieren für das Biegen, dass das flach gelaserte Muster die Materialdehnung an den Biegelinien berücksichtigen muss – ein Aspekt, der als Biegearm genannt wird. Erfahrene Blechbearbeiter können bei der Wahl optimaler Biegeradien und -reihenfolgen beraten.
Schweißen und Montage
Mehrere lasergeschnittene Komponenten werden häufig durch Schweißen verbunden. Die sauberen Kanten, die beim Laserschneiden von Metallblechen entstehen, lassen sich in der Regel hervorragend schweißen, wobei nur minimale Vorarbeiten erforderlich sind. Wenn Ihre Teile jedoch geschweißt werden sollen, bedenken Sie, wie die Schweißzonen die Gesamtabmessungen beeinflussen und ob eine Nachbearbeitung durch Schleifen nach dem Schweißen akzeptabel ist.
Entgraten und Kantenveredelung
Auch hochwertige Laserschnitte können geringfügige Unvollkommenheiten hinterlassen. Laut fachleuten der Branche entfernt Entgraten Kratzer, Grate und geringfügige Unvollkommenheiten, die vom Fertigungsprozess übrig bleiben, und bereitet Teile für eine spätere Lackierung oder Eloxierung vor. Gängige Entgratmethoden umfassen:
- Lineares Entgraten: Bürsten einer Seite, um Kratzer zu glätten und Schlacke zu entfernen – wird oft kostenlos von qualitativ hochwertigen Blechbauern angeboten
- Rundschleifen: Schwingfinishen für kleinere Teile, wodurch eine gleichmäßige Kantenbearbeitung auf allen Oberflächen erzielt wird
- Manuelle Entgratung: Manuelle Nachbearbeitung für Teile, die besondere Aufmerksamkeit erfordern oder zu groß für automatisierte Prozesse sind
Beachten Sie, dass Entgraten und Rundlaufen zwar scharfe Kanten abschleifen, Ihr Teil dadurch aber nicht perfekt aussehen wird. Für ein wirklich fertiges Erscheinungsbild benötigen Sie zusätzliche Oberflächenbehandlungen.
Oberflächenveredelung und Schutzbeschichtungen
Oberflächenveredelungen tun mehr, als nur das Erscheinungsbild zu verbessern – sie können die Materialeigenschaften erheblich verbessern. Metallische Oberflächen erhöhen die Korrosionsbeständigkeit, Abriebfestigkeit, Oberflächenhärte, Leitfähigkeit und vieles mehr. Die Wahl der richtigen Veredelung hängt von der Umgebungseinwirkung, den ästhetischen Anforderungen und dem Budget Ihrer Anwendung ab.
Hier sind die wichtigsten Veredelungsoptionen für Laserschneid-Blechteile:
- Pulverbeschichtung: Elektrostatisch aufgebracht und im Ofen gehärtet, hält Pulverlack bis zu zehnmal länger als herkömmliche Farbe und enthält keine flüchtigen organischen Verbindungen. Er ist in verschiedenen Farben und Oberflächenstrukturen erhältlich, darunter Matt-, Glanz- und Riffeloptik
- Mit einem Gehalt an Zellstoff von mehr als 0,01 GHT Erzeugt durch einen elektrochemischen Prozess eine dauerhafte, kratzfeste Oxidschicht auf Aluminium. Bietet hervorragende Korrosions-, Wärme- und elektrische Beständigkeit – ideal für Außenbereiche oder elektrische Anwendungen
- Überzug: Trägt metallische Beschichtungen wie Zink oder Nickel auf Grundmaterialien auf. Verzinkung verbessert die Korrosionsbeständigkeit von Stahl, während Nickelauftrag die Leitfähigkeit und das Erscheinungsbild von Kupfer und Stahl verbessert
- Lackierung: Traditionelle Nassapplikation, geeignet für viele Projekte. Eine ordnungsgemäße Oberflächenvorbereitung – durch Abschleifen und Reinigen – gewährleistet die Haftung und Langlebigkeit der Farbe
- Passivierung: Chemische Behandlung zur Verbesserung der Korrosionsbeständigkeit von Edelstahl, ohne das Aussehen zu verändern
- Strahlverfahren: Hochdruck-Strahlverfahren, das Oberflächen reinigt, glättet oder raut, um sie für nachfolgende Oberflächenbehandlungen vorzubereiten
Oberflächenanforderungen spezifizieren
Bei der Bestellung kundenspezifischer laserbeschnittener Teile sollten Ihre Anforderungen an die Oberflächenbeschaffenheit von Anfang an klar kommuniziert werden. Geben Sie Folgendes an:
- Gewünschte Art und Farbe der Oberfläche (falls zutreffend)
- Welche Oberflächen behandelt werden sollen (alle Seiten, nur eine Seite, bestimmte Bereiche)
- Leistungsanforderungen (Außenbereich, Lebensmittelkontakt, elektrische Isolation)
- Maßhaltigkeit nach der Oberflächenbehandlung (Beschichtungen erhöhen die Dicke)
Die Zusammenarbeit mit Herstellern, die umfassende Fähigkeiten anbieten – von Laserschneiden über Umformen, Oberflächenbearbeitung und Montage – vereinfacht den Weg vom Design zum fertigen Produkt. Integrierte Partner, die Unterstützung bei der DFM (Design for Manufacturability) bieten, können frühzeitig potenzielle Probleme erkennen, während schnelle Prototypenerstellung es Ihnen ermöglicht, die fertigen Teile zu validieren, bevor Sie sich auf Produktionsmengen festlegen. Bei anspruchsvollen Anwendungen wie Automobilkomponenten sollten Sie auf Partner mit Zertifizierungen wie IATF 16949 achten, die eine reife Qualitätsmanagementsystem belegen. Unternehmen wie Shaoyi (Ningbo) Metal Technology verkörpern diesen integrierten Ansatz und bieten alles von einer 5-Tage-Schnellprototypenerstellung bis hin zur automatisierten Serienproduktion mit umfassenden Oberflächenoptionen.
Die Quintessenz? Behandeln Sie die Oberflächenbearbeitung nicht als nachträglichen Gedankenstrich. Berücksichtigen Sie diese Anforderungen bereits in Ihren ursprünglichen Spezifikationen, und Sie vermeiden kostspielige Nacharbeiten, während sichergestellt wird, dass Ihre Teile genau wie vorgesehen in ihrem endgültigen Einsatz funktionieren. Wenn Sie die verfügbaren Veredelungsoptionen kennen, sind Sie bereit, potenzielle Fertigungspartner zu bewerten und fundierte Entscheidungen darüber zu treffen, wer Ihre kundenspezifischen Komponenten herstellen sollte.
Den richtigen Partner für maßgeschneidertes Laserschneiden wählen
Sie beherrschen die Technologie, verstehen die Kosten und wissen, welche Nachbearbeitung Sie benötigen – doch an dieser Stelle scheitern oder gelingen viele Projekte: bei der Auswahl des richtigen Fertigungspartners. Der Unterschied zwischen einem reibungslosen Ablauf und einer frustrierenden Erfahrung hängt oft davon ab, ob Sie vorab die richtigen Fragen stellen. Dennoch konzentrieren sich die meisten Kunden ausschließlich auf den Preis und übersehen dabei Faktoren, die letztendlich entscheiden, ob die Teile pünktlich geliefert werden, den Spezifikationen entsprechen und wie vorgesehen funktionieren.
Hochwertige Laserschneid-Dienstleistungen in meiner Nähe zu finden, erfordert mehr als nur eine schnelle Online-Suche. Die besten Anbieter für Metall-Laserschneiden zeichnen sich durch ihre Fähigkeiten, Kommunikation, Zertifizierungen und zuverlässige Lieferzeiten aus – Merkmale, die erst offensichtlich werden, wenn man weiß, worauf es ankommt.
Wichtige Fragen vor Beginn Ihres Projekts
Bevor Sie Hersteller kontaktieren, beantworten Sie zunächst diese grundlegenden Fragen zu Ihren Anforderungen. Ihre Antworten bestimmen, welche Anbieter Ihre Bedürfnisse tatsächlich erfüllen können – und welche nur Ihre Zeit verschwenden würden.
Welche Genauigkeit benötigen Sie tatsächlich?
Das mag offensichtlich klingen, aber viele Kunden legen Toleranzen zu eng fest, wodurch die Kosten unnötig steigen. Fragen Sie sich: Reichen ±0,2 mm aus, oder erfordert Ihre Anwendung wirklich ±0,1 mm oder enger? Es gibt präzise Laserschneid-Dienstleistungen mit extrem engen Toleranzen, doch sie berechnen entsprechend höhere Preise. Passen Sie Ihre Toleranzvorgaben an die funktionalen Anforderungen an – nicht an ideale Wunschvorstellungen.
Welche Menge bestellen Sie?
Einzelne Prototypen erfordern andere Fähigkeiten als Serien von 10.000 Stück. Einige Laserschneid Dienstleister spezialisieren sich auf Kleinstmengen mit kundenspezifischen Lösungen und schnellen Durchlaufzeiten; andere optimieren hingegen auf Effizienz bei Großserien. Ein Betrieb, der ideal für Ihre Bestellung von 50 Stück ist, könnte die falsche Wahl für laufende Produktionsanforderungen sein.
Welches Material und welche Dicke?
Nicht jeder Betrieb verarbeitet jedes Material gleich gut. Wenn Sie mit reflektierenden Metallen wie Kupfer oder Aluminium arbeiten, vergewissern Sie sich, dass der Anbieter über Faserlaser-Technologie verfügt. Bei dickem Stahlblech prüfen Sie die Kapazität der Ausrüstung. Laut branchenempfehlungen geben die meisten Anbieter von Metall-Laserschneid-Dienstleistungen auf ihren Websites detaillierte Angaben zu den maximal bearbeitbaren Blechdicken und den zulässigen Blechmetallarten an – prüfen Sie dies, bevor Sie Kontakt aufnehmen.
Wie sieht Ihr Zeitplan aus?
Standard-Lieferzeiten variieren stark zwischen Anbietern. Einige CNC-Laserschneidservices liefern innerhalb von 3–5 Werktagen, während andere 2–3 Wochen benötigen. Wenn Sie eine Expresslieferung benötigen, klären Sie rechtzeitig die Verfügbarkeit und kennen Sie die Zusatzkosten. Eine vorausschauende Planung spart fast immer Geld.
Benötigen Sie Sekundäroperationen?
Wenn Ihre Teile Biege-, Schweiß-, Pulverbeschichtungs- oder Montagearbeiten erfordern, erspart Ihnen ein Full-Service-Anbieter Koordinationsprobleme. Werkstätten, die nur Schneiden anbieten, können bei einfachen Aufträgen schneller liefern, verursachen jedoch logistische Komplexität bei kompletten Baugruppen.
Bewertung der Fähigkeiten des Dienstleisters
Sobald Sie Ihre Anforderungen geklärt haben, bewerten Sie potenzielle Partner systematisch. Akzeptieren Sie nicht einfach das niedrigste Angebot – die günstigste Option bietet selten den besten Wert, sobald Verzögerungen, Qualitätsprobleme oder Kommunikationsschwierigkeiten ins Spiel kommen.
Verwenden Sie diese Bewertungsliste bei der Prüfung von Metall-Laserschneidservices:
- Überprüfen Sie die Ausrüstungskapazitäten: Fragen Sie nach der verwendeten Lasertechnologie (CO2, Faser oder beides) und bestätigen Sie, dass ihre Maschinen Ihren Anforderungen hinsichtlich Materialart und -dicke entsprechen
- Überprüfen Sie die Qualitätszertifizierungen: Für anspruchsvolle Anwendungen sind Zertifizierungen entscheidend. Die IATF-16949-Zertifizierung weist auf Qualitätsmanagementsysteme nach Automobilstandard hin – ein starker Indikator für Prozessdisziplin, auch bei Projekten außerhalb des Automobilbereichs
- Fordern Sie Referenzen oder Kundenstimmen an: Etablierte Anbieter sollten Kundenfeedback gerne zur Verfügung stellen. Bitten Sie um Kundenstimmen anderer Auftraggeber und erkundigen Sie sich nach der Erfahrung des Betriebs mit Projekten, die Ihrem Vorhaben ähneln
- Bewertung der Kommunikationsreaktionsfähigkeit: Wie schnell reagieren sie auf Anfragen? Ein Anbieter, der Tage benötigt, um vorverkaufliche Fragen zu beantworten, wird Sie wahrscheinlich auch während der Produktion frustrieren
- Bestätigen Sie die Zeit für die Erstellung des Angebots: Professionelle Unternehmen erstellen Angebote für Standardprojekte innerhalb von 12 bis 48 Stunden. Längere Verzögerungen können auf Kapazitätsengpässe oder organisatorische Ineffizienzen hindeuten
- Informieren Sie sich über ihren Dateiüberprüfungsprozess: Qualitätsanbieter prüfen Ihre Konstruktionsdateien vor dem Schneiden auf Herstellbarkeit – mögliche Probleme werden frühzeitig erkannt, statt erst nach deren Auftreten.
- Klärung der Prüfkriterien: Welche Qualitätsprüfungen erfolgen vor dem Versand? Professionelle Dienstleister sollten ihre Prüfprozesse sowie ihre Methoden zur Toleranzverifikation klar darlegen.
- Bewertung zusätzlicher Serviceleistungen: Rohrlaserschneiden, Biegen, Oberflächenbearbeitung und Montage aus einer Hand vereinfachen Ihre Lieferkette und reduzieren den Koordinationsaufwand.
Wann ist Laserschneiden sinnvoll – und wann nicht?
Laserschneiden eignet sich besonders für:
- Präzisionsteile mit engen Toleranzen und feinen Details
- Dünne bis mitteldicke Materialien (typischerweise unter 25 mm)
- Prototypenentwicklung mit Anforderung an schnelle Iterationen
- Geringe bis mittlere Produktionsmengen mit Anforderungen an die Gestaltungsfreiheit
- Teile, die saubere Kanten mit minimalem Nachbearbeitungsaufwand erfordern
Erwägen Sie Alternativen, wenn:
- Materialdicke übersteigt die Fähigkeiten des Lasers (Plasma- oder Wasserstrahlschneiden kann besser geeignet sein)
- Wärmeeinflusszonen sind unzulässig (Wasserstrahlschneiden eliminiert thermische Effekte)
- Sehr hohe Mengen einfacher Formen rechtfertigen die Wirtschaftlichkeit des CNC-Stanzens
- Budgetbeschränkungen bei dickem Stahl machen den Kostenvorteil von Plasma entscheidend
Qualitätsstandards, die Sie erwarten sollten
Professionelle Laser-Schneidservice-Suchanfragen in meiner Nähe sollten Anbieter hervorbringen, die grundlegende Qualitätsstandards erfüllen:
- Dimensionsgenauigkeit: Schnitte innerhalb der vorgegebenen Toleranzen, durch Messung verifiziert
- Kantenqualität: Sauberer Schnitt ohne übermäßigen Anschnitt, Grate oder Oxidation
- Material-Rückverfolgbarkeit: Dokumentation, die bestätigt, dass die Werkstoffgüten den Spezifikationen entsprechen
- Inspektionsberichte: Auf Anfrage für kritische Anwendungen erhältlich
- Verpackungsstandards: Teile sind gegen Beschädigungen während des Transports geschützt
Für Anwendungen im Automobil-, Luft- und Raumfahrtbereich oder im Medizinsektor wird eine Zertifizierung unabdingbar. Die IATF-16949-Zertifizierung – der Qualitätsmanagemeinstabdard der Automobilindustrie – belegt, dass ein Hersteller strenge Prozesskontrollen, dokumentierte Verfahren und Praktiken zur kontinuierlichen Verbesserung gewährleistet. Anbieter wie Shaoyi (Ningbo) Metal Technology verkörpern diesen Standard und kombinieren zertifizierte Qualitätssysteme nach IATF 16949 mit praktischen Vorteilen wie Angebotserstellungen innerhalb von 12 Stunden und umfassender DFM-Unterstützung, die dabei hilft, Konstruktionen bereits vor Produktionsbeginn zu optimieren.
Treffen deiner endgültigen Entscheidung
Der richtige Partner bietet eine ausgewogene Kombination aus Leistungsfähigkeit, Qualität, Kommunikation und Kosten. Ein leicht höheres Angebot eines reaktionsschnellen Anbieters mit nachgewiesenen Qualitätssystemen liefert oft einen besseren Gesamtwert als das niedrigste Gebot eines Anbieters, der Schwierigkeiten in der Kommunikation oder bei der Konsistenz hat.
Fordern Sie Angebote von 2–3 qualifizierten Anbietern an und vergleichen Sie nicht nur die Preise, sondern auch Durchlaufzeiten und enthaltene Leistungen. Stellen Sie klärende Fragen – professionelle Fertigungsdienstleister schätzen informierte Kunden und respektieren Ihre Sorgfalt. Mit dem richtigen Partner wird Ihr individuelles Metall-Laserschneideprojekt sicher vom Konzept zur Realität, gestützt durch das technologische Verständnis und den Entscheidungsrahmen, die Sie nun entwickelt haben.
Häufig gestellte Fragen zum kundenspezifischen Laserschneiden von Metall
1. Welche Materialien können mit dem Laser geschnitten werden?
Das kundenspezifische Laserschneiden verarbeitet eine breite Palette von Metallen, darunter Baustahl, Edelstahl, Aluminium, Messing, Kupfer und Titan. Fasermodule eignen sich hervorragend für reflektierende Metalle wie Aluminium und Kupfer, während CO2-Laser gut für dickere Baustahlsorten geeignet sind. Die Materialstärken reichen bei Fasermodulen von dünnen Blechen bis zu 25 mm und bei leistungsstarken CO2-Systemen mit Sauerstoffzusatz über 100 mm. Nichtmetallische Materialien wie Acryl und Holz können ebenfalls auf CO2-Lasersystemen bearbeitet werden.
2. Wie viel kostet kundenspezifisches Laserschneiden?
Die Kosten für das Laserschneiden hängen von mehreren Faktoren ab: Materialart und -stärke, Designkomplexität, Anzahl der Durchstiche, bestellte Menge und Anforderungen an die Oberflächenbearbeitung. Die Maschinenzeit ist der Hauptkostentreiber, wobei Stundensätze typischerweise zwischen 60 und 120 US-Dollar liegen. Einfache Designs aus dünnem Baustahl stellen die Basiskosten dar, während aufwändige Muster, dickere Materialien und reflektierende Metalle die Preise erhöhen. Mengenrabatte können bei Großaufträgen bis zu 70 % betragen, da sich die Rüstkosten auf mehr Teile verteilen.
3. Was ist der Unterschied zwischen Faserlaser- und CO2-Laserschneiden?
Faserlaser arbeiten bei einer kürzeren Wellenlänge (1,064 Mikrometer) und eignen sich daher ideal für reflektierende Metalle wie Aluminium, Messing und Kupfer. Sie bieten einen höheren Wirkungsgrad (über 90 % im Vergleich zu 5–10 % bei CO₂-Lasern), schnellere Schnittgeschwindigkeiten bei dünnen Materialien und eine Gerätelebensdauer von über 100.000 Stunden. CO₂-Laser zeichnen sich dagegen bei dickeren Stahlblechen (10–100 mm und mehr) sowie bei nichtmetallischen Materialien aus. Faserlaser verursachen zwar höhere Anschaffungskosten, führen aber langfristig zu niedrigeren Betriebskosten.
4. Welches Dateiformat wird für das Laserschneiden benötigt?
DXF (Drawing Exchange Format) ist der universelle Standard, der von nahezu allen Blechbearbeitungsbetrieben akzeptiert wird. Weitere akzeptierte Formate sind DWG, AI (Adobe Illustrator), EPS und SVG. Bevor Sie Ihre Datei einreichen, wandeln Sie sämtlichen Text in Konturen um, entfernen doppelte oder überlappende Linien, stellen sicher, dass alle Formen geschlossene Pfade sind, und überprüfen die Maße im Maßstab 100 %. Eine sorgfältige Dateivorbereitung verhindert Verzögerungen und gewährleistet präzise lasergeschnittene Teile.
5. Wie wähle ich einen Laserschneid-Dienstleister aus?
Bewerten Sie Anbieter anhand ihrer Ausrüstungskapazitäten (CO2- vs. Faseraser), Qualitätszertifizierungen wie IATF 16949 für anspruchsvolle Anwendungen, Kommunikationsreaktionsfähigkeit und Angebotsbearbeitungszeit. Professionelle Dienstleistungen sollten Dateien auf Herstellbarkeit prüfen, Prüfverfahren transparent darlegen und Referenzen aus ähnlichen Projekten bereitstellen. Berücksichtigen Sie, ob Sie sekundäre Dienstleistungen wie Biegen, Veredelung oder Montage aus einer Hand benötigen, um Ihre Lieferkette zu vereinfachen.