 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

CNC-Fertigung im Überblick: Vom digitalen Design bis zum fertigen Bauteil
Was CNC-Bearbeitung tatsächlich für die moderne Fertigung bedeutet
Haben Sie sich schon einmal gefragt, wie ein digitales Design auf Ihrem Computerbildschirm zu einem präzisen Metallteil wird, das Sie in der Hand halten können? Die Antwort liegt in einer Technologie, die still und leise die Fertigung in nahezu jeder denkbaren Branche revolutioniert hat.
Was ist also CNC? Im Kern ist die Definition von CNC einfach: CNC steht für Computerized Numerical Control diese Technologie nutzt computergesteuerte Systeme, um Werkzeugmaschinen mit außergewöhnlicher Präzision zu führen und Rohmaterialien durch automatisierte Schneid-, Bohr- und Formgebungsoperationen in fertige Komponenten umzuwandeln. Im Gegensatz zur manuellen Bearbeitung, bei der Bediener jedes einzelne Bewegungselement mittels Handräder steuern, führen CNC-Maschinen digitale Anweisungen aus, um komplexe Operationen mit bemerkenswerter Konsistenz auszuführen.
Die Bedeutung von CNC wird klarer, sobald man den Prozess versteht. Ein Computerprogramm, das in einer standardisierten Sprache namens G-Code geschrieben ist, gibt der Maschine genau vor, wie sie sich bewegen muss, mit welcher Drehgeschwindigkeit ihre Schneidwerkzeuge arbeiten sollen und an welchen Stellen genau Material abgetragen werden muss. Das Ergebnis? Bauteile, die mit Toleranzen bis hin zu ±0,001 Zoll gefertigt werden – das entspricht etwa einem Siebzigstel der Dicke eines menschlichen Haares.
Die CNC-Bearbeitung schließt die Lücke zwischen Vorstellungskraft und Realität, indem sie die präzise Geometrie digitaler Konstruktionen mit einer Genauigkeit in physische Bauteile umsetzt, die manuelle Verfahren einfach nicht erreichen können.
Vom digitalen Konstruktionsplan zur physischen Realität
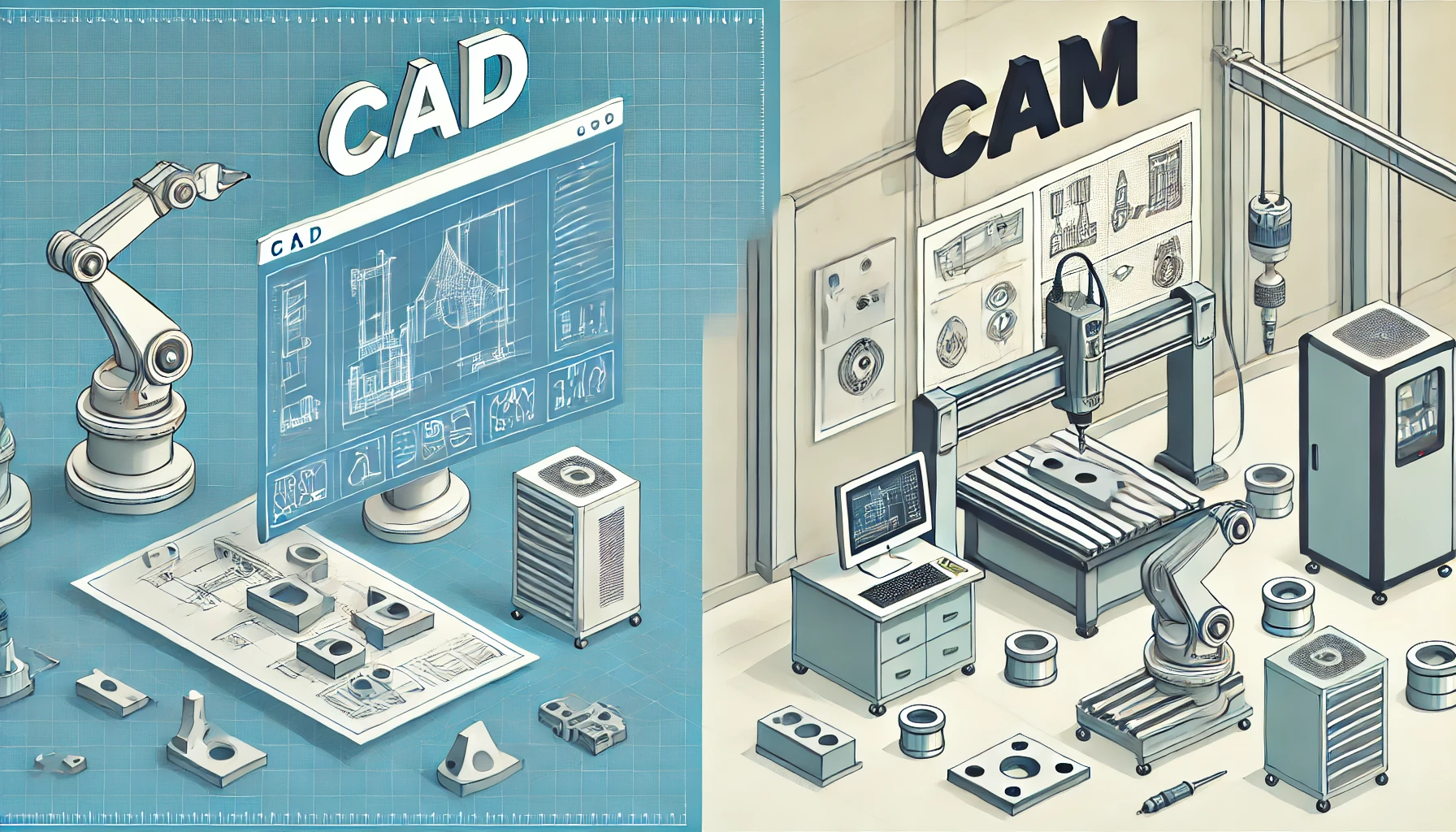
Stellen Sie sich vor, ein komplexes Luft- und Raumfahrtbauteil am Computer zu konstruieren. Jede Kurve, jedes Loch, jede präzise Abmessung existiert als digitale Daten. Die CNC-Technologie nimmt diesen digitalen Entwurf und macht ihn greifbar. Der Prozess beginnt mit einer CAD-Software (Computer-Aided Design), in der Ingenieure detaillierte 3D-Modelle erstellen. Diese Modelle werden anschließend in einer CAM-Software (Computer-Aided Manufacturing) verarbeitet, die die spezifischen Steueranweisungen generiert, die die Maschine benötigt.
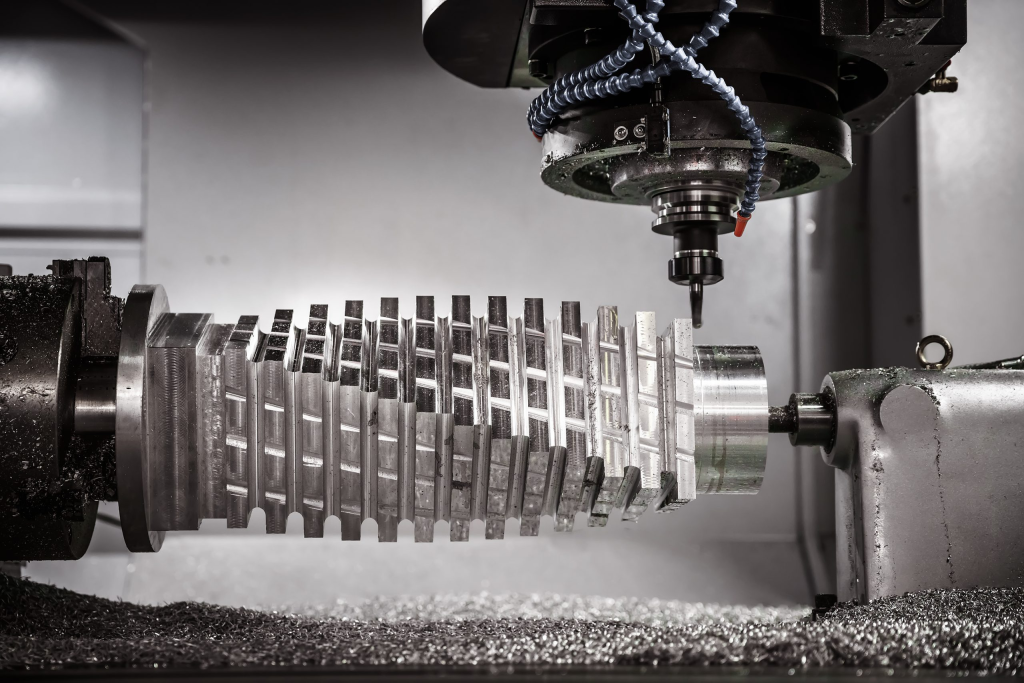
Was bedeutet CNC für den eigentlichen Fertigungsprozess? Es bedeutet, dass ein rotierendes Schneidwerkzeug – gesteuert durch Servomotoren, die auf Computerbefehle reagieren – systematisch Material von einem massiven Werkstoffblock abträgt, bis Ihr Bauteil entsteht. Bei diesem subtraktiven Fertigungsverfahren können Metalle wie Aluminium, Stahl und Titan sowie Kunststoffe und Verbundwerkstoffe verarbeitet werden.
Die Revolution der computergesteuerten Fertigung
Das Verständnis dessen, was CNC bedeutet, hilft zu erklären, warum diese Technologie die moderne Fertigung beherrscht. Von den Motorkomponenten in Ihrem Auto bis hin zu den chirurgischen Instrumenten in Operationssälen – CNC-gefertigte Teile sind überall zu finden. Die Luft- und Raumfahrtindustrie ist auf diese Präzision für sicherheitskritische Flugzeugkomponenten angewiesen. Hersteller medizinischer Geräte setzen sie für Implantate ein, die exakt passen müssen. Selbst Unterhaltungselektronik enthält Präzisionsteile, die mittels computergesteuerter numerischer Steuerung (CNC) hergestellt werden.
Laut Fertigungsexperten können CNC-Maschinen nahezu kontinuierlich mit minimalem menschlichem Eingriff betrieben werden, was die Produktivität deutlich steigert und gleichzeitig eine konstant hohe Qualität gewährleistet. Jedes Teil ist im Wesentlichen eine exakte Kopie des vorherigen – eine Wiederholgenauigkeit, die die Massenfertigung komplexer Komponenten nicht nur möglich, sondern auch wirtschaftlich rentabel macht.
Ob Sie als Ingenieur Fertigungsoptionen untersuchen, als Unternehmer Produktionsmethoden in Erwägung ziehen oder sich einfach dafür interessieren, wie Dinge hergestellt werden – das Verständnis dieser Technologie eröffnet Ihnen Möglichkeiten für intelligentere Konstruktionsentscheidungen und effizientere Produktionsstrategien.

Wesentliche CNC-Maschinentypen und ihre spezifischen Fähigkeiten
Nachdem Sie nun verstanden haben, was computergesteuerte numerische Steuerung (CNC) bedeutet, fragen Sie sich wahrscheinlich: Welche Maschine stellt die Bauteile tatsächlich her? Nicht alle CNC-Anlagen funktionieren auf dieselbe Weise. Einige eignen sich hervorragend zur Erzeugung ebener Flächen und komplexer Nuten, andere zeichnen sich bei der Herstellung runder Wellen und zylindrischer Komponenten aus, und wieder andere verarbeiten große Platten weicherer Materialien schnell und effizient.
Die Auswahl von die richtige CNC-Maschine für Ihr Projekt beeinflusst unmittelbar Qualität, Kosten und Lieferzeit. Werfen wir einen Blick auf die drei grundlegenden Maschinentypen, auf die Sie am häufigsten stoßen werden: Fräsmaschinen, Drehmaschinen und Router.
Fräsmaschinen und ihre Zerspanungsfähigkeiten
Eine CNC-Fräsmaschine ist wohl das vielseitigste Arbeitstier in der Präzisionsfertigung. Diese Maschinen verwenden rotierende Schneidwerkzeuge, die sich entlang mehrerer Achsen bewegen, um Material von einem stationären Werkstück abzutragen. Stellen Sie sich eine Bohrmaschine vor, die während des Schneidens seitlich sowie vorwärts und rückwärts bewegt werden kann – das ist Fräsen in seiner einfachsten Form.
CNC-Fräsmaschinen zeichnen sich besonders aus bei der Herstellung von:
- Flachen Oberflächen und präzisen Stirnflächen
- Nuten, Taschen und Kanälen
- Komplexen 3D-Konturen und skulptierten Oberflächen
- Gebohrten und Gewindeschneidungen
- Zahnradprofilen und komplexen Geometrien
Was macht Fräsmaschinen besonders wertvoll? Sie verarbeiten harte Materialien außerordentlich gut. Edelstahl, Titan, gehärtete Werkzeugstähle und technische Kunststoffe lassen sich auf CNC-Fräsmaschinen hervorragend bearbeiten. Laut Umfassender Leitfaden von CNC Cookbook reichen diese Maschinen von einfachen 2-Achsen-Konfigurationen bis hin zu hochentwickelten 5-Achsen- oder sogar 6-Achsen-Systemen, die Teile nahezu aus jedem Winkel bearbeiten können.
Wann sollten Sie Fräsen wählen? Wenn Ihr Bauteil ebene Flächen, Taschen, Gewinde oder komplexe 3D-Formen aufweist – und insbesondere, wenn es aus harten Metallen gefertigt ist – ist eine CNC-Fräsmaschine wahrscheinlich Ihre beste Wahl.
Drehmaschinen für rotationsgenaue Teile
Eine CNC-Drehmaschine arbeitet nach einem grundsätzlich anderen Prinzip als das Fräsen. Statt den Schneidwerkzeug zu drehen, rotiert die Maschine das Werkstück mit hoher Geschwindigkeit, während ein stationäres Schneidwerkzeug dessen Form bestimmt. Dieses Vorgehen macht Drehmaschinen ideal für die Herstellung zylindrischer, kegelförmiger oder kugelförmiger Teile mit außergewöhnlicher Rotationssymmetrie.
Denken Sie an Komponenten wie:
- Wellen und Spindeln
- Büchsen und Lagern
- Gewindeverbindungen und Armaturen
- Riemenscheiben und Räder
- Gedrehte Griffe und Knöpfe
Zu den CNC-Drehmaschinenoperationen gehören Drehen (Verringerung des Durchmessers), Planen (Erzeugung ebener Endflächen), Bohren (Vergrößerung innerer Bohrungen), Gewindeschneiden und Nutfräsen. Die meisten Standarddrehmaschinen arbeiten mit zwei Achsen: Die Z-Achse steuert die Bewegung entlang der Länge des Werkstücks, während die X-Achse das Schneidwerkzeug zur oder von der Mittellinie bewegt.
Wann ist eine Drehmaschine am sinnvollsten? Jedes Mal, wenn Ihr Werkstück hauptsächlich rund oder zylindrisch ist. Automobil-Antriebswellen, Luft- und Raumfahrt-Befestigungselemente, Sanitärkomponenten sowie Stiele für medizinische Implantate profitieren alle von der Geschwindigkeit und Genauigkeit, die CNC-Drehen bietet.
CNC-Fräser für weichere Materialien und große Werkstücke
Wenn Sie Holz, Kunststoffe, Schaumstoffe, Verbundwerkstoffe oder Aluminiumblech bearbeiten müssen, erweist sich häufig eine CNC-Holzbearbeitungsmaschine oder ein universeller CNC-Frästisch als praktikabler als eine Fräsmaschine. Fräser verwenden Hochgeschwindigkeits-Spindeln und austauschbare Fräswerkzeuge, um aufwändige 2D- und 2,5D-Geometrien aus flachen Blechmaterialien zu fräsen.
Häufige Anwendungen für Fräsmaschinen umfassen:
- Beschilderung und dekorative Platten
- Möbelbeschläge und Möbelteile
- Kunststoffgehäuse und -anzeigen
- Schaumstoff-Prototypen und Verpackungen
- Aluminium-Schilder und leichte strukturelle Komponenten
CNC-Fräsmaschinen verfügen typischerweise über größere Bearbeitungsbereiche als Fräsmaschinen, wodurch sie sich ideal für die Verarbeitung ganzer Materialplatten eignen. Zudem sind sie im Allgemeinen schneller in der Einrichtung und Bedienung bei einfachen Schnittvorgängen. Allerdings gehen sie gegenüber Fräsmaschinen etwas an Präzision ein – ein Kompromiss, der für viele Anwendungen vollkommen akzeptabel ist.
Vergleich der Maschinentypen auf einen Blick
Die Auswahl der richtigen Maschine wird einfacher, wenn Sie deren grundlegende Merkmale direkt miteinander vergleichen:
| Maschinentyp | Hauptbewegung | Die besten Materialien | Typische Anwendungen | Präzisionsstufe |
|---|---|---|---|---|
| CNC-Fräse | Rotierendes Schneidwerkzeug bewegt sich gegen ein stationäres Werkstück | Stahl, Edelstahl, Titan, Aluminium, hartes Kunststoff | Luft- und Raumfahrtkomponenten, Formen, Motorblöcke, komplexe Halterungen | Sehr hoch (±0,001" erreichbar) |
| CNC-Drehmaschine | Werkstück dreht sich gegen ein stationäres Schneidwerkzeug | Metalle, Kunststoffe, Verbundwerkstoffe mit zylindrischer Geometrie | Wellen, Armaturen, Buchsen, Gewindekomponenten, Riemenscheiben | Sehr hoch (±0,001" erreichbar) |
| Cnc-Router | Hochgeschwindigkeitsspindel bewegt sich über flache Blechrohlinge | Holz, Kunststoffe, Schaumstoff, Aluminium, Verbundwerkstoffe | Beschilderung, Möbelbau, Prototypen, dekorative Platten, Gehäuse | Mittel bis Hoch (typischerweise ±0,005" ) |
Die zentrale Erkenntnis? Passen Sie die Maschine an die Geometrie und das Material Ihres Bauteils an. CNC-Fräsmaschinen verarbeiten komplexe prismatische Formen aus harten Metallen. Drehmaschinen dominieren bei rotationssymmetrischen Werkstücken. Fräswerkzeuge bieten Geschwindigkeit und Wirtschaftlichkeit für weichere Materialien sowie größere, flache Werkstücke. Das Verständnis dieser Unterschiede hilft Ihnen, effektiv mit Ihren Fertigungspartnern zu kommunizieren und fundierte Entscheidungen über Ihren Produktionsansatz zu treffen.
Natürlich ist der Maschinentyp nur ein Faktor in der Gleichung. Die Anzahl der Achsen, auf denen Ihre Maschine arbeitet, beeinflusst entscheidend, welche Geometrien realisierbar sind – ein Thema, das einer genaueren Betrachtung bedarf.
Multiachsbearbeitung erklärt: von 3-Achsen bis 5-Achsen
Klingt komplex? Hier ist eine einfache Möglichkeit, darüber nachzudenken: Die Achsen bestimmen, aus wie vielen Richtungen Ihr Schneidwerkzeug auf das Werkstück zugehen kann. Mehr Achsen bedeuten mehr Freiheit, um komplexe Formen zu erzeugen – aber auch höhere Komplexität und Kosten. Das Verständnis dieser Entwicklung hilft Ihnen dabei, die Maschinenkapazität an Ihre konkreten Teileanforderungen anzupassen, ohne unnötig viel auszugeben.
Ob Sie sich für eine CNC-Fräsbearbeitung einer einfachen Halterung entscheiden oder CNC-Drehbearbeitung für präzise zylindrische Merkmale in Betracht ziehen , bestimmt die Anzahl der Achsen grundsätzlich, was möglich ist.
Verständnis der Grundlage der X-, Y- und Z-Bewegung
Stellen Sie sich ein gewöhnliches Koordinatensystem aus dem Mathematikunterricht vor: Die X-Achse verläuft von links nach rechts, die Y-Achse von vorne nach hinten und die Z-Achse von unten nach oben. Eine 3-Achsen-CNC-Fräsmaschine bewegt sich entlang dieser drei linearen Richtungen – nicht mehr und nicht weniger.
Bei einer 3-Achsen-Bearbeitung bewegt sich das Schneidwerkzeug über diese Ebenen, während das Werkstück stationär auf dem Tisch verbleibt. Laut Fictivs Bearbeitungsleitfaden eignet sich diese Konfiguration hervorragend für geradlinige Aufgaben: das Schneiden scharfer Kanten, das Bohren von Löchern, das Ausdrehen (Boring), das Fräsen von Nuten sowie das Erzeugen ebener Flächen.
Was können Sie realistischerweise an einer 3-Achsen-Maschine herstellen?
- Flache Platten und planare Flächen
- Einfache Halterungen und Montageplatten
- Bohrungen und Gewindelöcher, die mit einer Achse ausgerichtet sind
- Einfache Taschen und Kanäle
- Geradlinige mechanische Komponenten für die Automatisierung
Die Einschränkung? Ihr Schneidwerkzeug kann nur von oben heranfahren. Jedes Merkmal an den Seiten oder der Unterseite Ihres Werkstücks erfordert eine manuelle Neupositionierung des Werkstücks – was zusätzliche Rüstzeiten und potenzielle Ausrichtungsfehler mit sich bringt. Bei Teilen mit Hinterschneidungen, gekrümmten Flächen oder Merkmalen unter zusammengesetzten Winkeln stoßen 3-Achsen-CNC-Fräsmaschinen an ihre Grenzen.
Erweiterung der Rotationsfähigkeit durch 4-Achsen-Bearbeitung
Stellen Sie sich vor, Ihr Werkstück könnte sich drehen, während das Schneidwerkzeug arbeitet. Genau das bietet eine 4-Achsen-Maschine. Die vierte Achse – üblicherweise als A-Achse bezeichnet – ermöglicht die Rotation um die X-Achse und erlaubt es der Maschine, mehrere Seiten eines Werkstücks zu bearbeiten, ohne dass eine manuelle Neupositionierung erforderlich ist.
Diese zusätzliche Rotationsfähigkeit erschließt Geometrien, die andernfalls mehrere Aufspannungen erfordern würden. CNC Cookbook bemerkt dass Hersteller, die 4-Achsen-Anlagen einsetzen, schräge Merkmale, Bögen, Helices und komplexe Profilierungen in einer einzigen Aufspannung herstellen können – was die Produktionszeit deutlich verkürzt.
Eine computergesteuerte Drehmaschine (CNC-Drehmaschine) arbeitet nach ähnlichen Prinzipien: Das Werkstück dreht sich gegen stationäre Schneidwerkzeuge. Eine spezielle 4-Achsen-CNC-Fräsmaschine hingegen fügt diese Drehbewegung einer Fräsplattform hinzu und vereint so für bestimmte Anwendungen die Vorteile beider Verfahren.
Teile, die sich besonders gut für die 4-Achsen-Bearbeitung eignen, umfassen:
- Zylindrische Merkmale, die eine Seitenbearbeitung erfordern
- Helikale Muster und spiralförmige Nuten
- Nockenprofile und exzentrische Profile
- Teile mit Bohrungen oder Aussparungen auf mehreren Seiten
- Präzise Gravuren entlang gekrümmter Oberflächen
Der Kompromiss? Vier-Achsen-Maschinen sind teurer als ihre Dreiachsen-Pendants, und die Programmierung wird komplexer. Für einfachere Projekte oder kleinere Budgets rechtfertigt der zusätzliche Funktionsumfang möglicherweise nicht die Investition.
Wenn Ihr Bauteil fünfachsige Freiheit erfordert
Die Fünf-Achsen-CNC-Fräsbearbeitung stellt die Spitze der Flexibilität bei subtraktiver Fertigung dar. Diese Maschinen verfügen über eine zweite Drehachse – typischerweise die C-Achse, die sich um die Z-Achse dreht – und ermöglichen es dem Schneidwerkzeug, das Werkstück nahezu aus jedem Winkel anzufahren.
Warum ist das wichtig? Komplexe konturierte Oberflächen, zusammengesetzte Winkel und aufwändige Geometrien werden in einer einzigen Aufspannung möglich. Das Schneidwerkzeug behält während des gesamten Bearbeitungsvorgangs die optimale Orientierung bei, wodurch hervorragende Oberflächenqualität und engere Toleranzen bei anspruchsvollen Bauteilen erreicht werden.
Laut Fertigungsspezialisten bearbeiten 5-Achsen-Maschinen je nach Konstruktionskomplexität simultan fünf verschiedene Seiten eines Werkstücks. Diese Fähigkeit erweist sich als entscheidend in Branchen, in denen Präzision und Geometrie herkömmliche Grenzen überschreiten.
Bauteile, die tatsächlich 5-Achsen-Freiheit erfordern:
- Turboschaufeln mit komplexen aerodynamischen Konturen
- Luftfahrtstrukturkomponenten
- Komplexe Automobil-Chassisbaugruppen
- Medizinische Implantate mit organischen Formen
- Radialverdichterläufer und Pumpengehäuse
- Formhohlräume mit tiefen Hinterschneidungen
Die Drehbearbeitung auf CNC-Drehmaschinen bewältigt rotierende Teile effizient; wenn Ihre Geometrie jedoch drehähnliche Merkmale mit komplexen fräsbaren Flächen kombiniert, stellt die 5-Achsen-Fräsbearbeitung oft die einzige praktikable Lösung dar.
Abwägung von Leistungsfähigkeit und Kosten
Mehr Achsen bedeuten stets höhere Kosten – sowohl bei der Maschineninvestition als auch bei den Produktionskosten pro Teil. Das Verständnis dieses Zusammenhangs hilft Ihnen dabei, genau die für Ihr Projekt erforderliche Leistungsfähigkeit zu spezifizieren, ohne für ungenutzte Kapazitäten bezahlen zu müssen.
Dreiachsen-Maschinen bleiben die kostengünstigste Wahl für einfache Geometrien. Sie sind einfacher zu programmieren, leichter zu bedienen und weit verbreitet verfügbar. Wenn Ihr Werkstück in einem oder zwei Aufspannungen mit grundlegender Neupositionierung fertiggestellt werden kann, bietet eine 3-Achsen-Bearbeitung oft den besten Kosten-Nutzen-Wert.
Vierachsiges Equipment stellt einen praktischen Mittelweg dar. Die zusätzliche Drehachse reduziert die Anzahl der Aufspannungen bei mittelkomplexen Teilen und verbessert die Genauigkeit, da manuelles Neupositionieren zwischen den Bearbeitungsschritten entfällt. Für mittlere Produktionsmengen mit Merkmalen an mehreren Seiten sind 4-Achsen-CNC-Dreh- und Fräskombinationen häufig wirtschaftlich sinnvoll.
Fünf-Achsen-Maschinen erzielen einen Aufpreis, bieten aber unübertroffene Leistungsfähigkeit. Die erforderliche CAD/CAM-Programmierung ist deutlich komplexer, und qualifizierte Maschinenbediener sind unverzichtbar. Für hochpräzise Luft- und Raumfahrtkomponenten, medizinische Geräte oder beliebige Teile mit wirklich komplexen 3D-Konturen stellt die Fünf-Achsen-Bearbeitung jedoch oft die einzige praktikable Lösung dar – und kann tatsächlich die Gesamtkosten senken, indem mehrere Aufspannungen und Nachbearbeitungsschritte entfallen.
Fazit? Passen Sie die Anzahl der Achsen an Ihre Geometrie an. Zahlen Sie nicht für Fünf-Achsen-Fähigkeit, wenn eine Drei-Achsen-Bearbeitung die Aufgabe erfüllt – zwingen Sie aber auch kein komplexes Teil auf ungeeignete Maschinen. Ihr Fertigungspartner kann Ihnen dabei helfen, zu bewerten, welche Konfiguration für Ihre spezifischen Anforderungen die beste Kombination aus Qualität, Geschwindigkeit und Kosten bietet.
Die gesamte Reise vom digitalen Design zum gefertigten Bauteil
Sie haben Ihren Maschinentyp ausgewählt und die für Ihre Geometrie erforderliche Achskonfiguration bestimmt. Nun stellt sich die Frage, an der sich viele Anfänger die Zähne ausbeißen: Wie wird aus einer Konstruktionsdatei genau genommen ein fertiges Metallbauteil? Die Antwort besteht aus einer sorgfältig abgestimmten Abfolge, die abstrakte digitale Daten in präzise physische Realität umwandelt.
Das Verständnis dieses Arbeitsablaufs ist entscheidend – egal ob Sie selbst CNC-Maschinen programmieren oder mit einem Fertigungspartner zusammenarbeiten. Wenn Sie wissen, was in jeder Phase geschieht, können Sie bessere Dateien vorbereiten, effektiver kommunizieren und potenzielle Probleme erkennen, bevor sie zu kostspieligen Schwierigkeiten werden.
Gehen wir den gesamten Prozess vom ersten Konzept bis zum gefertigten Werkstück gemeinsam durch:
- Erstellung der Konstruktion in CAD-Software – Erstellen des digitalen 3D-Modells
- CAM-Programmierung – Generieren der Werkzeugwege und Maschinenanweisungen
- G-Code-Postprocessing – Erstellen maschinenspezifischer Befehle
- Maschineneinstellung – Vorbereiten der Maschine, der Werkzeuge und des Werkstücks
- Fräs-/Drehbearbeitung – Ausführen des Programms zum Schneiden des Materials
- Nachbearbeitung und Prüfung – Fertigstellung und Qualitätsprüfung
CAD-zu-CAM-Übersetzungsprozess
Alles beginnt mit einer Software für computergestütztes Konstruieren (CAD). Programme wie SolidWorks, Fusion 360 und Inventor ermöglichen es Ingenieuren, detaillierte 3D-Modelle zu erstellen, die sämtliche Abmessungen, Bohrungen, Kurven und Oberflächen des geplanten Bauteils erfassen. Dieses digitale Modell dient als einzige verbindliche Informationsquelle für alle nachfolgenden Schritte.
Doch hier ist etwas, das viele Menschen nicht wissen: Ihre CNC-Maschine kann CAD-Dateien nicht direkt lesen. Laut dem Vorbereitungsleitfaden von JLC CNC müssen Sie Ihr Design zunächst in ein kompatibles Format – üblicherweise STEP oder IGES – exportieren, bevor der Fertigungsprozess fortgesetzt werden kann. Diese neutralen Formate bewahren die geometrische Genauigkeit und ermöglichen gleichzeitig die Kommunikation zwischen verschiedenen Softwaresystemen.
Was ist CNC-Programmierung im Kern? Es ist der Prozess, Ihr 3D-Modell in spezifische Maschinenanweisungen zu übersetzen. Dies erfolgt in CAM-Software (Computer-Aided Manufacturing), wo die eigentliche Programmierung von CNC-Bearbeitungsvorgängen stattfindet.
In der CAM-Software führen Sie folgende Schritte durch:
- Importieren Ihrer CAD-Geometrie
- Festlegen der Größe und des Typs des Ausgangsmaterials (Rohlings)
- Auswählen geeigneter Schneidwerkzeuge
- Festlegen der Schnittparameter (Drehzahlen, Vorschübe, Schnitttiefen)
- Erzeugen von Werkzeugwegen, die Material effizient entfernen
- Simulieren des Bearbeitungsvorgangs zur Überprüfung der Genauigkeit
Gängige CAM-Tools wie Mastercam, Fusion 360 und SolidCAM berechnen automatisch die effizientesten Schnittwege basierend auf Ihren Eingaben. Die Software berücksichtigt Faktoren wie Werkzeugdurchmesser, Materialhärte und gewünschte Oberflächenqualität, um jede Bewegung zu optimieren.
Von G-Code-Befehlen zu fertigen Komponenten
Sobald Ihre Werkzeugwege definiert sind, verarbeitet die CAM-Software diese mithilfe eines Postprocessors – einem Übersetzer, der generische Werkzeugwegdaten in die spezifische Sprache umwandelt, die Ihre Maschine versteht. Diese Ausgabe wird als G-Code bezeichnet und ist das, was die Bearbeitungsmaschine während des Betriebs tatsächlich zeilenweise liest.
Wie sieht G-Code aus? Laut Der Programmiergrundlagen-Anleitung von DeFusco Industrial Supply stellt jede Zeile eine bestimmte Aktion dar. G-Codes steuern die Positionierung und Bewegung: G00 bewegt das Werkzeug schnell zu einer Position, G01 erzeugt gerade Schnitte mit vorgegebener Vorschubgeschwindigkeit, und G02/G03 führen Kreisbögen und Kreise aus. M-Codes steuern Zusatzfunktionen wie das Anlaufen der Spindel (M03), die Aktivierung der Kühlschmierflüssigkeit (M08) oder das Beenden des Programms (M30).
Hier ist ein vereinfachtes Beispiel für den Inhalt eines CNC-Programms:
- G21 – Metrische Einheiten festlegen
- G90 – Absolutpositionierung verwenden
- M03 S3000 – Spindel mit 3000 U/min starten
- G00 X10 Y10 – Schnelle Bewegung in die Startposition
- G01 Z-5 F100 – Absenken um 5 mm mit 100 mm/Minute
- M05 – Spindel anhalten
- M30 – Programm beenden
Sie müssen nicht jeden Code auswendig lernen, um mit CNC-Fertigungspartnern zusammenzuarbeiten. Ein Verständnis dieser Grundlagen hilft Ihnen jedoch dabei, Probleme zu diagnostizieren, das Verhalten der Maschine besser zu interpretieren und effektiver über Ihre Projekte zu kommunizieren.
Maschineneinrichtung und -bedienung
Sobald Ihr G-Code fertig ist, richtet sich die Aufmerksamkeit auf die physische Maschine. Die Einrichtung umfasst mehrere kritische Schritte, die die Genauigkeit des Werkstücks unmittelbar beeinflussen:
Spanntechnik sichert Ihr Rohmaterial fest am Platz. Spannfutter, Spannklammern, Spannvorrichtungen und Vakuumtische verhindern eine Bewegung während des Schneidens – jede Verschiebung während der Bearbeitung zerstört das Werkstück. Die gewählte Spannmethode hängt von der Geometrie des Werkstücks, dem Werkstoff und den bei der Bearbeitung auftretenden Kräften ab.
Werkzeugauswahl und -einbau stellt sicher, dass die richtigen Schneidwerkzeuge an den korrekten Positionen eingespannt sind. Fräser, Bohrer, Gewindebohrer und Spezialschneidwerkzeuge erfüllen jeweils spezifische Aufgaben. Moderne Maschinen mit automatischen Werkzeugwechslern können während einer einzigen Bearbeitung zwischen Dutzenden von Werkzeugen wechseln.
Nullpunkt-Festlegung teilt der Maschine genau mit, wo sich Ihr Werkstück befindet. Mithilfe von Kantenfindern oder Tastsonden stellen die Bediener den Werkstück-Nullpunkt ein – den Bezugspunkt, an dem X0, Y0 und Z0 einer bestimmten Ecke oder einem bestimmten Merkmal Ihres Werkstücks entsprechen. Jede programmierte Bewegung bezieht sich auf diese Position.
Bevor das Zerspanen beginnt, führen erfahrene Bediener Simulationen und Trockenläufe durch. Sie überprüfen die Werkzeugwege visuell, prüfen potenzielle Kollisionen und führen die ersten Schnitte häufig mit reduzierten Vorschubgeschwindigkeiten aus. Dies sorgfältige Vorgehensweise verhindert Zusammenstöße, die teure Maschinen beschädigen oder Werkstücke unbrauchbar machen könnten.
Der Zerspanungsprozess und darüber hinaus
Sobald die Einrichtung verifiziert ist, beginnt die eigentliche Bearbeitung. Die Maschine liest die G-Code-Befehle sequenziell und führt jede Bewegung mit einer Präzision aus, die in Tausendstel Zoll gemessen wird. Schneidwerkzeuge drehen sich mit vorgegebenen Drehzahlen, Kühlschmierstoff fließt zur Wärmeableitung und zum Abtransport der Späne, und das Material wird systematisch entfernt, bis Ihr Bauteil aus dem Rohling hervorgeht.
Je nach Komplexität können die Bearbeitungsschritte Folgendes umfassen:
- Grobschnittgänge zum schnellen Entfernen großer Materialmengen
- Feinschnittgänge für die endgültigen Abmessungen und die Oberflächenqualität
- Bohren und Gewindeschneiden für Gewindebohrungen
- Abschrägen und Entgraten von Kanten
Nach Abschluss der Bearbeitung erfordern die Bauteile in der Regel eine Nachbearbeitung. Dazu gehört typischerweise das Lösen aus der Spannvorrichtung, das Entfernen des Zerspanungsfluids, das Entgraten scharfer Kanten sowie die Prüfung der Abmessungen anhand der Spezifikationen. Je nach Anforderung können anschließend Sekundäroperationen wie Wärmebehandlung, Oberflächenveredelung oder Montage folgen.
Der gesamte Workflow – von der CAD-Konstruktion bis zum fertigen Bauteil – stellt eine nahtlose Kette dar, bei der jeder Schritt auf dem vorherigen aufbaut. Das Verständnis dieses Prozesses hilft Ihnen zu erkennen, warum die Dateiquualität entscheidend ist, warum Toleranzen die Kosten beeinflussen und warum die Zusammenarbeit mit erfahrenen Fertigungspartnern einen echten Unterschied für das Ergebnis macht.
Was die Werkstoffe betrifft: Der gerade beschriebene Workflow gilt unabhängig davon, ob Sie Aluminium, Stahl, Titan oder technische Kunststoffe zerspanen. Die Werkstoffauswahl beeinflusst jedoch sämtliche Aspekte des Prozesses nachhaltig – ein Thema, das einer eigenen detaillierten Betrachtung bedarf.
CNC-Werkstoffauswahl-Leitfaden für Metalle und Kunststoffe
Sie haben Ihren Workflow bereits strukturiert und wissen, welche Maschinenkonfiguration am besten zu Ihrer Geometrie passt. Doch hier stellt sich eine Frage, die alle anderen Entscheidungen prägt: Aus welchem Werkstoff soll Ihr Bauteil gefertigt werden? Die Antwort wirkt sich auf die Zerspanbarkeit, die Kosten, die Leistungsfähigkeit und sogar darauf aus, welche Nachbearbeitungsoptionen verfügbar sind.
Metall-CNC-Maschinen können Materialien von weichem Aluminium bis hin zu titanbasiertem Luft- und Raumfahrtmaterial verarbeiten. Die Parameter für das Metallschneiden, die Werkzeugauswahl und die Zykluszeiten variieren stark je nach Zusammensetzung des Rohmaterials. Ebenso bieten technische Kunststoffe einzigartige Vorteile – doch jedes Material verhält sich unter dem Schneidwerkzeug anders. Wir gehen Ihre Optionen systematisch durch.
Metalle von Aluminium bis Titan
Wenn Sie an CNC-Anwendungen für Metalle denken, fallen Ihnen wahrscheinlich als Erstes Aluminiumlegierungen ein – und das aus gutem Grund. Laut dem Materialauswahl-Leitfaden von Hubs bietet Aluminium ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht, hohe Wärme- und elektrische Leitfähigkeit sowie natürlichen Korrosionsschutz. Zudem ist es außerordentlich leicht zu bearbeiten und damit die kostengünstigste Wahl für viele Anwendungen.
Innerhalb der Aluminiumfamilie werden Sie auf mehrere gängige Sorten stoßen:
- Aluminium 6061 – Der universell einsetzbare Arbeitstier mit guter Bearbeitbarkeit und Schweißbarkeit
- Aluminium 7075 – Luft- und Raumfahrtqualität mit höherer Festigkeit, wärmebehandelbar bis zu einer Härte, die der von Stahl vergleichbar ist
- Aluminium 5083 – Hervorragende Beständigkeit gegen Meerwasser für maritime und bautechnische Anwendungen
CNC-Bauteile aus Stahl überzeugen dort, wo Festigkeit und Langlebigkeit am meisten zählen. Unlegierte Stähle wie 1018 und 1045 lassen sich gut bearbeiten und sind gut schweißbar – ideal für Vorrichtungen, Spannvorrichtungen und tragende Komponenten. Legierte Stähle wie 4140 und 4340 weisen nach einer Wärmebehandlung eine erhöhte Härte und Verschleißfestigkeit auf und eignen sich daher besonders für Zahnräder, Wellen und hochbelastete mechanische Bauteile.
Edelstähle bringen Korrosionsbeständigkeit in die Gleichung. Der Werkstoff 304 bewältigt die meisten Umgebungsbedingungen hervorragend, während 316 beständig gegen Salzwasser und aggressive Chemikalien ist. Für extrem anspruchsvolle Anwendungen kann der hochfeste Edelstahl 17-4 PH durch Ausscheidungshärtung auf außergewöhnliche Festigkeitswerte gebracht werden – ideal für Turbinenkomponenten und medizinische Instrumente.
Messing verdient Erwähnung für elektrische und dekorative Anwendungen. Gemäß Der Materialanalyse von Elcon Precision , Messing C36000 bietet hervorragende Bearbeitbarkeit und natürlichen Korrosionsschutz und eignet sich daher ideal für elektrische Armaturen in Großserienfertigung sowie für architektonisches Beschlagmaterial.
Im Premiumsegment überzeugt Titan durch ein außergewöhnliches Verhältnis von Festigkeit zu Gewicht sowie durch hervorragenden Korrosionsschutz. Titan wird häufig für Luft- und Raumfahrtkomponenten, medizinische Implantate und Hochleistungs-Rennbauteile spezifiziert – trotz seiner höheren Kosten. Beachten Sie, dass Titans geringe Wärmeleitfähigkeit die Bearbeitung erschwert; spezielle Werkzeuge und Verfahren sind daher unerlässlich.
Technische Kunststoffe für Spezialanwendungen
Wenn Ihr Projekt geringeres Gewicht, chemische Beständigkeit oder elektrische Isolierung erfordert, überbieten technische Kunststoffe oft metallische Werkstoffe. Laut dem Kunststoffauswahl-Leitfaden von Komacut weisen Kunststoffe im Allgemeinen eine bessere Bearbeitbarkeit als Metalle auf, da sie geringere Härte und Dichte besitzen und daher weniger Schnittkraft benötigen sowie den Werkzeugverschleiß reduzieren.
Folgende Kunststoffe werden Ihnen am häufigsten begegnen:
- ABS – Gute mechanische Eigenschaften, hervorragende Schlagzähigkeit, ideal für Prototypen vor dem Spritzgießen
- Delrin (POM) – Beste Zerspanbarkeit unter den Kunststoffen, außergewöhnliche Maßhaltigkeit, niedriger Reibungskoeffizient
- Nylon (PA) – Ausgezeichnete Verschleißfestigkeit und chemische Beständigkeit, jedoch feuchtigkeitsaufnahmefähig
- PEEK – Hochleistungs-Thermoplast, der Metalle in anspruchsvollen Anwendungen – einschließlich medizinischen Einsatzgebieten – ersetzen kann
- Polycarbonat – Hervorragende Schlagzähigkeit bei optischer Klarheit, perfekt für Schutzabdeckungen und Displays
- PTFE (Teflon) – Niedrigster Reibungskoeffizient aller Feststoffe, ausgezeichnete chemische und thermische Beständigkeit
Metall-Drehmaschinen bearbeiten zylindrische Kunststoffkomponenten effizient, während Fräszentren komplexe Kunststoffgeometrien bewältigen. Die entscheidende Überlegung? Wärmemanagement. Einige Kunststoffe schmelzen oder verformen sich bei hohen Schnitttemperaturen, weshalb Drehzahlen und Vorschübe angepasst werden müssen.
Materialvergleich auf einen Blick
Die Auswahl des richtigen Materials wird deutlicher, wenn Sie die wichtigsten Eigenschaften direkt miteinander vergleichen:
| Materialkategorie | Wichtige Eigenschaften | Gemeinsame Anwendungen | Bearbeitbarkeitsbewertung |
|---|---|---|---|
| Aluminiumlegierungen | Leichtgewichtig, korrosionsbeständig, hervorragende Wärmeleitfähigkeit | Luft- und Raumfahrtstrukturen, Kühlkörper, Unterhaltungselektronik, Automobilpaneele | Ausgezeichnet |
| Weichstähle/Legierungsstähle | Hochfest, langlebig, wärmebehandelbar, schweißbar | Maschinenteile, Zahnräder, Wellen, Strukturkomponenten | Gut bis mäßig |
| Edelstähle | Korrosionsbeständig, hochfest, polierbar | Medizinische Geräte, Lebensmittelverarbeitung, Marinehardware, chirurgische Instrumente | - Einigermaßen |
| Messing | Ausgezeichnete elektrische Leitfähigkeit, dekorative Oberfläche, geringe Reibung | Elektrische Steckverbinder, Armaturen für Sanitärinstallationen, Musikinstrumente | Ausgezeichnet |
| Titan | Außergewöhnliches Festigkeits-Gewichts-Verhältnis, biokompatibel, korrosionsbeständig | Luft- und Raumfahrtkomponenten, medizinische Implantate, Rennsportteile | Herausfordernd sein |
| ABS-Kunststoff | Schlagzäh, leichtgewichtig, kostengünstig | Prototypen, Gehäuse, Konsumgüter | Ausgezeichnet |
| Delrin (POM) | Maßstabil, geringe Reibung, feuchtigkeitsbeständig | Zahnräder, Lager, Präzisionsmechanismen, lebensmittelgeeignete Komponenten | Ausgezeichnet |
| PEEK | Hohe Temperaturbeständigkeit, chemische Inertheit, metallersetzende Festigkeit | Medizinische Implantate, Luft- und Raumfahrt-Dichtungen, Halbleiterkomponenten | Gut |
Ihre Werkstoffentscheidung treffen
Wie wählen Sie aus? Beginnen Sie mit der Definition Ihrer Anforderungen: Muss Ihr Bauteil hohen Lasten standhalten? Aluminium könnte dafür nicht ausreichen – erwägen Sie stattdessen Stahl oder Titan. Wird es korrosiven Umgebungen ausgesetzt sein? Dann könnten Edelstahl oder PEEK unverzichtbar sein. Ist das Gewicht entscheidend? Hier liegen Aluminium oder technische Kunststoffe wahrscheinlich vorn.
Auch die Kosten spielen eine Rolle. Titanbauteile sind deutlich teurer als vergleichbare Aluminiumteile – nicht nur aufgrund des Rohmaterials, sondern auch wegen der längeren Bearbeitungszeiten und der erforderlichen Spezialwerkzeuge. Für Prototypen oder kostenkritische Anwendungen erfolgt die Auswahl des Werkstoffs für die CNC-Bearbeitung von Metallen häufig standardmäßig auf Aluminium 6061, das eine solide Leistung zu wirtschaftlichen Preisen bietet.
Die Erkenntnis? Passen Sie die Materialeigenschaften an die Anforderungen Ihrer Anwendung an und berücksichtigen Sie anschließend die Bearbeitbarkeit sowie Budgetbeschränkungen. Ihr Fertigungspartner kann Ihnen bei der Bewertung von Kompromissen helfen und Alternativen vorschlagen, die Ihnen möglicherweise noch nicht eingefallen sind.
Natürlich ist die Auswahl des richtigen Materials nur ein Teil der Gleichung. Die von Ihnen festgelegten Genauigkeitsspezifikationen – insbesondere die Toleranzen – beeinflussen unmittelbar sowohl die Fertigungskomplexität als auch die Endkosten.
Verständnis von Toleranzen und Präzision in der CNC-Fertigung
Sie haben Ihr Material ausgewählt und kennen den Ablauf der spanenden Bearbeitung. Doch hier stellt sich eine Frage, die unmittelbar darüber entscheidet, ob Ihr fertiges Bauteil tatsächlich funktioniert: Wie präzise muss es wirklich sein? Die Antwort liegt im Verständnis von Toleranzen – also den zulässigen Abweichungsgrenzen, die bestimmen, ob Ihr Bauteil passt, funktioniert und wie vorgesehen arbeitet.
Stellen Sie sich das so vor: Kein Fertigungsprozess erzeugt absolut perfekte Abmessungen. Jeder Schnitt, jeder Werkzeugvorlauf führt zu mikroskopisch kleinen Abweichungen. Die maschinelle Fertigungsdefinition der Toleranz berücksichtigt diese Realität, indem sie festlegt, wie stark eine Abweichung von der idealen Maßangabe noch akzeptabel ist. Liegt diese Spezifikation falsch, zahlen Sie entweder zu viel für unnötige Präzision oder erhalten Teile, die sich nicht ordnungsgemäß montieren lassen.
Ein Verständnis des Begriffs „maschinelle Fertigung“ im Kontext von Präzision hilft Ihnen, Ihre Anforderungen effektiv zu kommunizieren und realistische Erwartungen für Ihre Projekte zu formulieren.
Standard- vs. engere Toleranzanforderungen
Was gilt in der CNC-Präzisionsfertigung als „Standard“ bzw. als „eng“? Gemäß Absolute Machining , Standardbearbeitungstoleranzen liegen typischerweise im Bereich von ±0,005" bis ±0,001". Die meisten allgemeinen Maschinenteile fallen problemlos in diesen Bereich – beispielsweise Halterungen, Gehäuse, Abdeckungen und Strukturkomponenten, bei denen eine präzise Passung wichtig ist, jedoch nicht auf Tausendstel Zoll genau sein muss.
Engtolerante Bearbeitung bezieht sich auf Maße, die mit einer Genauigkeit von ±0,0005" oder besser eingehalten werden. Zum Vergleich: Das entspricht etwa einem Zehntel der Dicke eines menschlichen Haares. Einige Hochleistungsanwendungen gehen noch weiter: Laut Branchenspezialisten kann bei hochpräziser Bearbeitung für Merkmale wie Presspassungen oder kritische Ausrichtungsflächen sogar eine Toleranz von ±0,0002" erreicht werden.
Wann benötigen Sie tatsächlich engtolerante Fertigung?
- Fügeflächen – Teile, die exakt zusammenpassen müssen, z. B. Lagergehäuse oder Ausrichtungsstifte
- Dichtungsanwendungen – Komponenten, bei denen kein Austreten von Flüssigkeiten oder Gasen auftreten darf
- Rotierende Baugruppen – Wellen und Bohrungen, bei denen die Laufgenauigkeit die Leistung beeinflusst
- Sicherheitskritische Komponenten – Anwendungen in Luft- und Raumfahrt, Medizintechnik oder Verteidigung, bei denen ein Versagen unter keinen Umständen akzeptabel ist
Hier ist die praktische Realität: Engere Toleranzen als für Ihre Anwendung erforderlich zu spezifizieren, verschwendet Geld, ohne einen funktionalen Mehrwert zu bringen. Eine Halterung zur Montage an einer Wand benötigt keine präzisionsmechanische Genauigkeit auf Raumfahrt-Niveau. Das Verständnis dieses Unterschieds hilft Ihnen, sowohl Kosten als auch Leistung optimal auszubalancieren.
Wie Präzisionsspezifikationen Ihr Projekt beeinflussen
Warum hat die Engführung von Toleranzen so starken Einfluss auf Ihr Budget? Laut dem Toleranzleitfaden von Factorem führen engere Toleranzen zwangsläufig zu höheren Fertigungskosten – und zwar aus mehreren miteinander verknüpften Gründen.
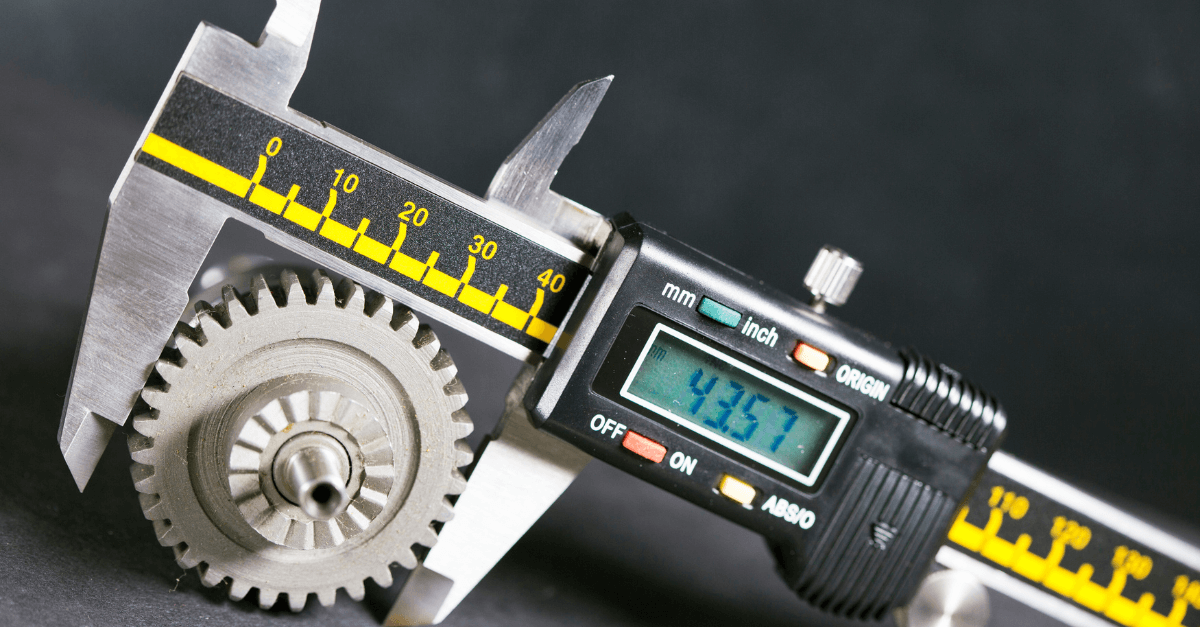
Erstens erfordert das Erreichen engerer Maße langsamere Schnittgeschwindigkeiten und leichtere Schnitte. Mehr Bearbeitungszeit an der Maschine bedeutet höhere Kosten pro Teil. Zweitens sind fortschrittliche Bearbeitungstechnologien und hochpräzise Maschinen mit Aufpreisen verbunden. Drittens steigen die Prüfanforderungen: Ein Teil mit einer Toleranz von ±0,0005" muss mittels Koordinatenmessmaschinen (CMM) oder anderen Präzisionsmessgeräten – und nicht etwa mit einfachen Messschiebern – verifiziert werden.
Die Definition der Rolle des CNC-Fachmanns umfasst zunehmend auch die Qualitätsprüfung. Erfahrene Bediener wissen, dass konsistente Ergebnisse von der gleichzeitigen Kontrolle mehrerer Variablen abhängen.
Welche Faktoren bestimmen tatsächlich die erreichbaren Toleranzen? Mehrere Elemente wirken dabei zusammen:
- Maschinenleistung – Ältere oder minderwertigere Maschinen können einfach nicht dieselbe Präzision wie moderne, gut gewartete CNC-Zentren halten
- Materialien Eigenschaften – Weichere Werkstoffe wie Aluminium lassen sich vorhersehbarer bearbeiten als sich verfestigende Edelstähle oder wärmeempfindliche Kunststoffe
- Teilgeometrie – Dünne Wände, tiefe Taschen und lange, nicht gestützte Merkmale führen zu Verformung und Schwingungen, die die Maßgenauigkeit beeinträchtigen
- Umweltbedingungen – Temperaturschwankungen bewirken eine thermische Ausdehnung sowohl der Maschinen als auch der Werkstücke und beeinflussen dadurch die Präzision
- Werkzeugverschleiß – Schneidkanten verschleißen im Laufe der Zeit; wenn sie nicht überwacht und kompensiert werden, verschieben sie sich allmählich und beeinflussen so die Abmessungen
Laut BDE Manufacturing Technologies beeinflussen Faktoren wie Umgebungstemperatur, regelmäßige Kalibrierung, vorbeugende Wartung und rechtzeitiger Werkzeugwechsel die Genauigkeit der Ausgabe. Die Positionierung von CNC-Anlagen in kontrollierten Umgebungen mit stabiler Temperatur und Luftfeuchtigkeit trägt zur Aufrechterhaltung einer konsistenten Präzision bei.
Konstruktionskomplexität und Herstellbarkeit
Was macht ein Bauteil einfach oder schwierig, präzise zu bearbeiten? Das Verständnis dieser Beziehung hilft Ihnen, intelligenter zu konstruieren und realistische Erwartungen zu formulieren.
Einfache, kantige Geometrien mit angemessenen Wandstärken lassen sich vorhersehbar bearbeiten. Das Schneidwerkzeug erfährt eine gleichmäßige Widerstandskraft, Vibrationen bleiben minimal und die Abmessungen bleiben stabil. Diese Teile können wirtschaftlich enge Toleranzen erreichen, da nichts der Präzision entgegenwirkt.
Komplexität birgt Herausforderungen. Dünne Wände verformen sich unter dem Schnittdruck. Tiefe Taschen begrenzen die Werkzeugreichweite und die Spanabfuhr. Scharfe innere Ecken erfordern Werkzeuge mit kleinem Durchmesser, die sich leichter verformen. Merkmale, die unter zusammengesetzten Winkeln bearbeitet werden müssen, setzen Mehrachsen-Fähigkeit und anspruchsvolle Programmierung voraus.
Bedeutet das, dass Sie komplexe Konstruktionen meiden sollten? Keineswegs. Moderne Bearbeitungstechnologie bewältigt regelmäßig bemerkenswerte Komplexität. Entscheidend ist das Verständnis der Kompromisse: Diese aufwändige Luft- und Raumfahrtkomponente mit zwanzig Merkmalen in engen Toleranzen wird mehr kosten als eine einfache Halterung, die lediglich den Standardtoleranzen entspricht.
Erfahrene Fertigungspartner bewerten Ihre Zeichnungen unter Berücksichtigung von Grundsätzen des Gestaltungsorientierten Fertigungsdesigns (Design for Manufacturability, DFM). Sie identifizieren Merkmale, die die Kosten treiben, schlagen kostengünstigere Alternativen vor, die dieselbe Funktion erfüllen, und unterstützen Sie dabei, enge Toleranzen ausschließlich dort anzuwenden, wo sie tatsächlich erforderlich sind.
Das Fazit? Toleranzspezifikationen beeinflussen unmittelbar die Fertigungskomplexität, die Durchlaufzeit und die Kosten. Wenden Sie hohe Präzision dort an, wo die Funktion dies erfordert, und akzeptieren Sie ansonsten Standardtoleranzen. Dieser ausgewogene Ansatz liefert funktionstüchtige Teile – ohne unnötige Kosten; genau so sieht intelligente Konstruktion aus.
Natürlich ist die Maßgenauigkeit nur ein Teil der Gleichung für das fertige Produkt. Oberflächenbeschaffenheit und Nachbearbeitungsverfahren verwandeln bearbeitete Komponenten in wirklich vollständige Teile, die für ihre vorgesehenen Anwendungen bereit sind.
Oberflächenbeschaffenheit und Nachbearbeitungsoptionen
Ihr Teil ist gerade von der CNC-Fräsmaschine mit perfekten Abmessungen gekommen – doch ist es wirklich fertiggestellt? In den meisten Fällen lautet die Antwort nein. Diese sichtbaren Werkzeugspuren, scharfen Kanten und blanken Metallflächen benötigen noch Aufmerksamkeit, bevor Ihre Komponente für ihre vorgesehene Anwendung einsatzbereit ist. Durch die Oberflächenbearbeitung wird ein bearbeitetes Teil von „maßgenau“ zu „voll funktionsfähig und optisch ansprechend“.
Gemäß der Oberflächenveredlungs-Anleitung von Hubs wird die Oberflächenveredlung als Nachbearbeitung angewendet, um die Oberflächenrauheit, das Erscheinungsbild und die Verschleißfestigkeit von CNC-gefrästen Metallteilen zu verbessern. Wenn die Oberflächenbehandlung zur jeweiligen Anwendung passt, steigert sie sowohl die Funktionalität als auch die Ästhetik.
Oberflächenveredlungsstandards und -messungen
Jeder spanabhebende Bearbeitungsvorgang hinterlässt seine charakteristische Spur am Werkstück. Das rotierende Werkzeug erzeugt beim Materialabtrag feine Rillen und Erhebungen – dies sind Ihre Werkzeugmarkierungen. Die Oberflächenqualität wird als mittlere Oberflächenrauheit gemessen, ausgedrückt als Ra (Rauheitsmittelwert), welcher die durchschnittliche Abweichung von einer ideal glatten Oberfläche quantifiziert.
Was bedeuten diese Zahlen eigentlich? So lassen sich typische Rauheitswerte interpretieren:
- Ra 3,2 μm (125 μin) – Standardmäßige „wie gefräst“-Oberfläche; sichtbare Werkzeugmarkierungen vorhanden
- Ra 1,6 μm (63 μin) – Feinbearbeitete Oberfläche mit reduzierten Werkzeugmarkierungen
- Ra 0,8 μm (32 μin) – Glatte Oberfläche, geeignet für Dichtflächen
- Ra 0,4 μm (16 μin) – Sehr glatt; erfordert zusätzliche Nachbearbeitungsdurchgänge
Engere Ra-Werte sind teurer, da sie zusätzliche Bearbeitungsschritte, langsamere Schnittgeschwindigkeiten und strengere Qualitätskontrollen erfordern. Für viele funktionale Anwendungen reicht die Standard-Oberflächenrauheit von 3,2 μm vollkommen aus. Glattere Oberflächenspezifikationen sollten nur für Flächen reserviert werden, bei denen Dichtigkeit, geringere Reibung oder ästhetisches Erscheinungsbild tatsächlich entscheidend sind.
Nachbearbeitungsbehandlungen zur Leistungssteigerung
Neben der werkzeugseitig erzielten Oberfläche tragen sekundäre Bearbeitungsschritte dazu bei, Schutzschichten aufzubringen, das Erscheinungsbild zu verbessern oder funktionale Eigenschaften zu optimieren. Jede Behandlung eignet sich für andere Anforderungen – ein Verständnis der verfügbaren Optionen hilft Ihnen dabei, genau diejenigen Spezifikationen festzulegen, die Ihre Anwendung tatsächlich benötigt.
Im Folgenden finden Sie die gängigsten Nachbearbeitungsbehandlungen sowie Hinweise zum jeweiligen Einsatz:
- Beadblasing – Erzeugt eine gleichmäßige mattierte oder satinierte Oberflächenstruktur, indem Glasperlen gegen die Oberfläche gestrahlt werden. Entfernt Werkzeugspuren und erzielt ein konsistentes Erscheinungsbild. Geringe Kosten und ideal für kosmetische Bauteile, bei denen Maßtoleranzen nicht kritisch sind. Am besten geeignet für Aluminium-, Stahl- und Edelstahlkomponenten, deren optische Aufwertung erforderlich ist.
- Eloxiert (Typ II) – Elektrochemisches Verfahren zur Bildung einer dünnen keramischen Oxidschicht auf Aluminium und Titan. Bietet Korrosionsschutz und ermöglicht das Einfärben in verschiedenen Farben wie Schwarz, Blau, Rot und Gold. Die Schichtdicke beträgt typischerweise 4–12 μm. Hervorragend geeignet für Unterhaltungselektronik, dekorative Teile sowie Anwendungen, bei denen sowohl Schutz als auch Ästhetik gefordert sind.
- Eloxieren (Typ III / Hartelox) – Dickere Oxidschicht (bis zu 50+ μm), die eine überlegene Verschleißfestigkeit und Oberflächenhärte bietet. Höhere Kosten, jedoch unverzichtbar für funktionale Bauteile, die mechanischer Abnutzung, Gleitkontakt oder anspruchsvollen Umgebungsbedingungen ausgesetzt sind. Häufig eingesetzt in der Luft- und Raumfahrt, der Verteidigungsindustrie sowie bei Hochleistungs-Maschinenbauteilen.
- Pulverbeschichtung – Trockenpulver wird elektrostatisch aufgetragen und bei etwa 200 °C wärmegehärtet, um eine dauerhafte Polymer-Schicht zu bilden. Die Schichtdicke liegt zwischen 18 und 72 μm. Hohe Schlagfestigkeit, breites Farbspektrum und Kompatibilität mit allen Metallen. Ideal für Außengeräte, Gehäuse und Teile, die robuste Schutzbeschichtungen erfordern.
- Galvanik (Chrom, Nickel, Zink) – Dünne metallische Schichten werden mittels elektrochemischer Verfahren abgeschieden. Chrom verleiht eine dekorative Helligkeit und einen mäßigen Korrosionsschutz. Nickel bietet ein ausgewogenes Verhältnis aus Verschleißfestigkeit und optischem Eindruck. Zink zeichnet sich besonders beim Korrosionsschutz von Stahlteilen aus. Jedes Verfahren erfüllt spezifische funktionale und ästhetische Anforderungen.
Die richtige Oberflächenbehandlung für Ihre Anwendung auswählen
Wie wählen Sie aus? Beginnen Sie damit, funktionale Anforderungen von ästhetischen Präferenzen zu trennen. Gemäß SYZ Rod Ends' umfassendem Leitfaden , Oberflächen, die wiederholtem Kontakt, Gleiten oder Abrieb ausgesetzt sind, benötigen in der Regel härtere und dickere Beschichtungen – während kosmetische Oberflächenbehandlungen wie Strahlveredelung das Erscheinungsbild verbessern, jedoch nur begrenzten Schutz bieten, es sei denn, sie werden mit anderen Behandlungen kombiniert.
Berücksichtigen Sie Ihre Betriebsumgebung sorgfältig. Eine Außenaussetzung, Salzsprühnebel, hohe Temperaturen und UV-Strahlung erfordern robustere Oberflächenbehandlungen als ein Einsatz im Innenbereich. Für CNC-Fertigungsteile im maritimen Bereich könnte beispielsweise eine Verzinkung oder eine Pulverbeschichtung erforderlich sein, während Komponenten für den Fahrzeuginnenraum dekorative Eloxierung verwenden könnten.
Mehrere Oberflächenbehandlungen können gezielt kombiniert werden. So erzeugt beispielsweise eine Strahlveredelung vor der Eloxierung ein gleichmäßiges Mattfinish und erhöht gleichzeitig die Korrosions- und Verschleißfestigkeit. CNC-Schneidprozesse erzeugen die Geometrie – doch die Oberflächenbehandlung bestimmt, wie diese Geometrie in der realen Welt funktioniert und aussieht.
Das Fazit? Verstehen Sie die Oberflächenbearbeitung nicht als nachträglichen Gedanken. Geben Sie bei der Bestellung von Teilen die erforderlichen Oberflächen und Toleranzen an, maskieren Sie kritische Merkmale, die keine Beschichtung erhalten sollen, und wählen Sie das geeignete Verfahren entsprechend den funktionalen Anforderungen sowie der Umgebungsbelastung aus. Dieser Ansatz stellt sicher, dass Ihre CNC-Bearbeitung zu Komponenten führt, die jahrelang zuverlässig funktionieren.
Kostenfaktoren beim CNC-Fräsen und Optimierung des Budgets
Sie haben Ihr Material ausgewählt, die Toleranzen spezifiziert und die optimale Oberflächenbeschaffenheit gewählt. Nun stellt sich die entscheidende Frage, ob Ihr Projekt tatsächlich umgesetzt wird: Wie hoch sind die tatsächlichen Kosten? Ein Verständnis der Faktoren, die die Fertigungskosten beim Fräsen beeinflussen, hilft Ihnen, fundierte Entscheidungen zu treffen, unerwartete Budgetüberschreitungen zu vermeiden und Einsparpotenziale zu identifizieren – ohne dabei Kompromisse bei der Qualität einzugehen.
Hier ist die Realität: Die Preise für CNC-Teile sind nicht willkürlich. Jeder Dollar lässt sich auf konkrete Faktoren zurückverfolgen, die Sie beeinflussen können – Materialauswahl, Konstruktionskomplexität, Toleranzvorgaben und Produktionsmenge. Laut der Kostenanalyse von Unionfab ist das Verständnis der Herkunft dieser Kosten entscheidend für eine präzise Budgetplanung und die Auswahl geeigneter Zulieferer.
Lassen Sie uns genau analysieren, wofür Sie bezahlen – und wie Sie jeden einzelnen Faktor optimieren können.
Wesentliche Faktoren, die die Bearbeitungskosten beeinflussen
Stellen Sie sich die Fräs- bzw. Drehbearbeitung im Rahmen der Fertigungskosten als Bausteine vor, die übereinander gestapelt werden. Jede Schicht erhöht die Gesamtkosten, und das Verständnis der einzelnen Komponenten zeigt auf, wo Einsparpotenziale bestehen.
Materialkosten stellen einen erheblichen Anteil Ihrer Gesamtausgaben dar – und die Spanne ist beträchtlich. Aluminium befindet sich am kostengünstigen Ende der Skala, während Titan Premium-Preise verlangt, die fünf- bis zehnmal höher sein können. Laut branchenüblichen Preisdaten beeinflusst die Materialauswahl nicht nur die Kosten für den Rohstoff, sondern auch den Werkzeugverschleiß und die Bearbeitungszeit.
Betrachten Sie diesen vereinfachten Preisvergleich:
| Materialkategorie | Relativer Preis | Wichtige Überlegung |
|---|---|---|
| Aluminium | $ | Ausgezeichnete Bearbeitbarkeit, kürzeste Zykluszeiten |
| Messing/Bronze | $$$ | Leicht zu bearbeiten, für elektrische Anwendungen geeignet |
| Stahl/Edelstahl | $$$ | Härtere Materialien erhöhen den Werkzeugverschleiß |
| Titan | $$$$$ | Spezielle Werkzeuge erforderlich, längere Zykluszeiten |
| PEEK (Kunststoff) | $$$$$ | Hochleistungsmaterial, jedoch teurer Rohstoff |
Bearbeitungszeit vervielfacht die Kosten unmittelbar. Industrielle Zerspanungsprozesse werden stundengenau abgerechnet, wobei die Stundensätze je nach Maschinenkomplexität variieren: 3-Achsen-Fräsmaschinen berechnen typischerweise etwa 40 $/Stunde, während 5-Achsen-Anlagen laut Fertigungsstudien 75–120 $/Stunde verlangen. Komplexe Geometrien, die Mehrachs-Bearbeitung erfordern, enge Toleranzen, die langsamere Vorschübe nötig machen, sowie aufwändige Merkmale, die mehrere Werkzeugwechsel erfordern, verlängern sämtlich die Zykluszeit – und damit auch Ihre Rechnung.
Rüst- und Programmierkosten fallen unabhängig von der Stückzahl an. Jeder Auftrag erfordert die Maschinenvorbereitung, die Konfiguration der Werkstückspannung, das Laden der Werkzeuge sowie die Festlegung des Nullpunkts. Diese fixen Kosten verteilen sich auf Ihre Bestellmenge: Bei zehn gefertigten Teilen entfällt ein Zehntel der Rüstkosten auf jedes Teil; bei hundert Teilen sinkt der pro-Stück-Anteil der Rüstkosten deutlich.
Toleranzspezifikationen sowohl die Bearbeitungszeit als auch die Prüfanforderungen beeinflussen. Gemäß Ensinger Plastics' DFM-Leitfaden sollten enge Toleranzen nur dort eingesetzt werden, wo sie unbedingt erforderlich sind – allgemeine Toleranzen senken die Kosten erheblich, ohne die Funktionalität in nicht kritischen Bereichen zu beeinträchtigen.
Sekundäroperationen führen zu zusätzlichen Kosten, die sich rasch summieren. Oberflächenbehandlungen wie das Eloxieren kosten typischerweise 3–12 USD pro Teil, während die Galvanisierung 10–30 USD erreichen kann. Wärmebehandlung, Prüfung und spezielle Verpackung tragen jeweils eigene Posten bei. Bei CNC-gefertigten Teilen, die mehrere Nachbearbeitungsschritte erfordern, können diese Zusatzkosten die Grundkosten für die mechanische Bearbeitung erreichen oder sogar übertreffen.
Intelligente Strategien zur Optimierung Ihres Budgets
Gute Nachrichten: Die meisten Kostenfaktoren lassen sich durch durchdachte Planung beeinflussen. Laut dem Herstellungskosten-Leitfaden von Protolabs können Sie die Ausgaben deutlich senken, ohne an Qualität einzubüßen – indem Sie sich auf eine intelligente Konstruktion, die Auswahl geeigneter Werkstoffe, angemessene Toleranzen und eine effiziente Produktionsplanung konzentrieren.
Hier sind bewährte Strategien zur Kostenoptimierung bei der maschinellen Fertigung:
- Design for Manufacturability – Vereinfachen Sie die Geometrie, wo immer möglich. Minimieren Sie scharfe innere Ecken, tiefe Aussparungen und Merkmale, die spezielle Werkzeuge erfordern. Verwenden Sie Standardwerkzeuggrößen für Bohrungen und Merkmale. Konsolidieren Sie mehrere Teile zu einer einzigen Komponente, wenn dies praktikabel ist.
- Geben Sie Toleranzen angemessen an – Legen Sie enge Toleranzen nur für kritische Fügeflächen und funktionale Merkmale fest. Für nicht-kritische Abmessungen können standardmäßige Toleranzen von ±0,005" verwendet werden, was die Bearbeitungszeit und die Prüfkosten deutlich senkt.
- Optimieren Sie die Werkstoffauswahl – Wählen Sie Werkstoffe, die die funktionalen Anforderungen erfüllen, ohne überzuspezifizieren. Aluminium bietet häufig eine ausreichende Leistung zu einem Bruchteil der Kosten von Titan. Berücksichtigen Sie die Zerspanbarkeit: weichere Werkstoffe verringern den Werkzeugverschleiß und die Zykluszeit.
- Planen Sie die Produktionsmenge strategisch – Größere Losgrößen verteilen die fixen Rüstungskosten auf mehr Teile und senken so die Kosten pro Einheit. Selbst moderate Mengensteigerungen können erhebliche Einsparungen bringen. Laut der Analyse von Unionfab sinken die Kosten pro Teil deutlich, wenn die Bestellmengen von Einzelstücken bis hin zu Serienfertigungsläufen ansteigen.
- Rüstvorgänge und Neupositionierungen reduzieren – Konstruieren Sie Teile so, dass sie mit möglichst wenigen Rüstvorgängen bearbeitet werden können. Jedes Mal, wenn ein Bediener das Werkstück neu positionieren muss, entstehen durch die Neujustierung Zeitkosten und potenzielle Ungenauigkeiten.
- Standardoberflächen in Betracht ziehen – Oberflächen in spanender Fertigung („as-machined“) verursachen keine zusätzlichen Kosten. Spezialoberflächen sollten nur dann angefordert werden, wenn dies aus funktionalen oder optischen Gründen tatsächlich erforderlich ist.
Ist CNC-Bearbeitung für Ihr Projekt die richtige Wahl?
Manchmal ist die intelligenteste budgetorientierte Entscheidung die Wahl eines völlig anderen Fertigungsverfahrens. Woran erkennen Sie, ob CNC-Bearbeitung den besten Wert bietet?
CNC-Bearbeitung zeichnet sich aus, wenn Sie folgende Anforderungen haben:
- Engste Toleranzen und hohe Präzision
- Komplexe Geometrien in harten Werkstoffen
- Niedrige bis mittlere Produktionsmengen (1–1.000 Teile)
- Schnelles Prototyping mit werkstoffechten Materialien
- Teile, die direkt nach der Bearbeitung eine ausgezeichnete Oberflächenqualität erfordern
Andere Verfahren können wirtschaftlicher sein, wenn:
- Die Produktionsmenge mehrere tausend identischer Teile übersteigt (in Betracht ziehen: Spritzguss oder Gießen)
- Komplexe innere Geometrien nicht durch Zerspanungswerkzeuge zugänglich sind (in Betracht ziehen: 3D-Druck)
- Einfache Formen keine präzise Zerspanung erfordern (in Betracht ziehen: Tiefziehen oder Strangpressen)
Der optimale Einsatzbereich für CNC liegt häufig im Bereich vom Prototyp bis zur Kleinserienfertigung. Die Rüstzeiten und -kosten, die bei Einzelteilaufträgen belastend wirken, werden ab etwa fünfzig oder hundert Stück vernachlässigbar, während die Mengen noch unterhalb der Schwelle bleiben, bei der sich Werkzeuginvestitionen für Spritzguss oder Gießen wirtschaftlich rechnen.
Das Verständnis dieser Kostenentwicklungen ermöglicht es Ihnen, Fertigungspartner als informierter Einkäufer anzusprechen. Sie stellen gezieltere Fragen, bewerten Angebote genauer und erkennen echten Mehrwert – statt lediglich den niedrigsten Preis anzustreben.
Auswahl des richtigen CNC-Bearbeitungspartners für Ihr Projekt
Sie haben Ihr Design fertiggestellt, das Material ausgewählt und Toleranzen festgelegt, die Funktionalität und Budget in Einklang bringen. Nun steht eine Entscheidung an, die darüber bestimmt, ob diese sorgfältig geplanten Spezifikationen tatsächlich in funktionstüchtige Bauteile umgesetzt werden: Wer wird sie fertigen? Der Unterschied zwischen einem kompetenten CNC-Fräser und einem unzureichenden liegt nicht nur in der Qualität – er entscheidet darüber, ob Sie Ihren Produktionszeitplan einhalten oder sich eilig nach einer Erklärung für Verzögerungen umsehen müssen.
Die richtige Partnerwahl erfordert mehr als nur einen Blick auf die angebotenen Preise. Laut dem Partnerauswahl-Leitfaden von Zenith Manufacturing geht es nicht nur darum, einen Lieferanten zu finden, der Ihre Bauteile herstellen kann – vielmehr gilt es, einen strategischen Partner zu identifizieren, der Ihr Geschäft voranbringt. Dieser Prozess beginnt mit einer systematischen Bewertung von Fähigkeiten, Zertifizierungen und Erfolgsbilanz.
Qualitätszertifizierungen, die für Ihre Branche relevant sind
Zertifizierungen sind nicht nur Plaketten an der Wand – sie stellen dokumentierten Nachweis dafür dar, dass ein Hersteller strenge Qualitätsmanagementsysteme aufrechterhält. Welche Zertifizierungen jedoch tatsächlich zählen, hängt vollständig von Ihrer Branche und Anwendung ab.
Das Verständnis der Rolle eines CNC-Operators hilft dabei, die Bedeutung von Zertifizierungen einzuordnen. Eine zertifizierte Belegschaft weist ein einheitliches Grundlagenwissen nach: Alle Mitarbeiter verstehen bewährte Verfahren, Sicherheitsprotokolle und Qualitätsanforderungen. Laut dem Zertifizierungsleitfaden von American Micro Industries bedeutet eine zertifizierte Fertigung, dass die Verfahren und Maschinen selbst festgelegten, dokumentierten Standards entsprechen – was von einer Charge zur nächsten für Konsistenz sorgt.
So erkennen Sie die richtigen Zertifizierungen für Ihren Sektor:
- ISO 9001 – Die grundlegende Zertifizierung für ein Qualitätsmanagementsystem, die branchenübergreifend gilt. Sie belegt dokumentierte Arbeitsabläufe, Leistungsüberwachung und Verfahren zur Korrektur von Abweichungen.
- AS9100 – Baut auf ISO 9001 auf und ergänzt diese durch luft- und raumfahrt-spezifische Anforderungen hinsichtlich Risikomanagement, Dokumentation und Produktintegrität. Unverzichtbar für die Teilnahme an jeder Luft- und Raumfahrt-Zulieferkette.
- ISO 13485 – Der maßgebliche Standard für die Herstellung medizinischer Geräte; umfasst Konstruktionskontrollen, Rückverfolgbarkeit und Risikominderung.
- IATF 16949 – Der weltweite Standard für das Qualitätsmanagement in der Automobilindustrie; kombiniert die Grundsätze von ISO 9001 mit branchenspezifischen Anforderungen zur kontinuierlichen Verbesserung und zur Vermeidung von Fehlern.
- NADCAP – Akkreditierung für besondere Verfahren wie Wärmebehandlung und zerstörungsfreie Prüfung, die für Luft- und Raumfahrt- sowie Verteidigungsanwendungen entscheidend sind.
Für Automobilanwendungen speziell signalisiert die IATF-16949-Zertifizierung, dass ein Hersteller die anspruchsvollen Erwartungen dieser Branche versteht. Unternehmen wie Shaoyi Metal Technology demonstrieren dieses Engagement sowohl durch die IATF-16949-Zertifizierung als auch durch strenge Protokolle der statistischen Prozessregelung (SPC) – um sicherzustellen, dass jedes Präzisionsbauteil konsistent die Anforderungen der Automobilindustrie erfüllt.
Doch allein eine Zertifizierung reicht nicht aus. Laut Fertigungsspezialisten ist der entscheidende Test, wie tief die Qualitätsdenkweise in ihrer Unternehmenskultur verankert ist. Stellen Sie gezielte Fragen wie: „Können Sie mir Ihren Prozess zur Behandlung eines nicht konformen Teils Schritt für Schritt erläutern?“ Die Antwort verrät mehr über ihr echtes Engagement als jedes Zertifikat.
Produktionskapazitäten und Lieferzeiten auswerten
Eine typische Stellenausschreibung für einen CNC-Maschinenbediener umfasst Einrichtung, Bedienung und Qualitätsprüfung – doch die Kompetenzen Ihres Partners reichen weit über einzelne Bediener hinaus. Sie müssen den gesamten Betrieb bewerten: Maschinenpark, Fachkompetenz und Kapazität.
Welche CNC-Werkzeuge und -Ausrüstung sollten Sie suchen? Laut dem Bewertungsleitfaden der Kesu Group ist ein Anbieter mit einer vielfältigen, gut gewarteten Maschinenausstattung – darunter CNC-Drehmaschinen, Fräszentren und Mehrachsenanlagen – besser in der Lage, komplexe Projekte zu bewältigen. Moderne CNC-Fräszentren mit automatischem Werkzeugwechsler und integrierter Messfähigkeit während des Bearbeitungsprozesses bieten sowohl Präzision als auch Effizienz.
Ebenso wichtig: Kann Ihr Partner mit Ihnen wachsen? Die Anforderungen an die schnelle Prototypenerstellung unterscheiden sich erheblich von denen der Serienfertigung. Die ideale CNC-Ausrüstung unterstützt beide Bereiche – sie liefert schnell Musterbauteile und behält gleichzeitig die Kapazität für Tausende Teile, sobald die Auftragsvolumina steigen. Einige Hersteller, darunter Shaoyi Metal Technology, bieten bereits ab einem Arbeitstag Lieferzeiten für dringliche Prototypen-Anforderungen und einen nahtlosen Übergang zur Massenfertigung von präzisen Automobilkomponenten wie Fahrwerksbaugruppen und kundenspezifischen Metallbuchsen.
Verwenden Sie diese Checkliste bei der Bewertung potenzieller Fertigungspartner:
- ZERTIFIZIERUNGEN – Prüfen Sie mindestens die ISO 9001-Zertifizierung; bestätigen Sie, dass branchenspezifische Zertifizierungen (AS9100, IATF 16949, ISO 13485) Ihren Anforderungen entsprechen
- Qualitätssysteme – Achten Sie auf dokumentierte statistische Prozesskontrollprogramme (SPC), Fähigkeit zur Erstbemusterungsprüfung (FAI) sowie Messmaschinen (KMG) zur Verifikation
- Ausstattungsmerkmale – Bewerten Sie Maschinentypen, Achskonfigurationen und Kapazitäten hinsichtlich Ihrer Bauteilgeometrien und -volumina
- Materialkompetenz – Stellen Sie sicher, dass Erfahrung mit Ihren spezifischen Werkstoffen und vergleichbaren Anwendungen vorliegt
- Durchlaufzeiten – Erfragen Sie typische Lieferzeiten für Prototypen im Vergleich zu Serienmengen; überprüfen Sie die On-Time-In-Full-(OTIF)-Lieferkennzahlen
- Kommunikationsreaktionsfähigkeit – Bewerten Sie die Zeit bis zur Angebotserstellung, die Beantwortung technischer Fragen sowie proaktive Projektaktualisierungen
- DFM-Feedback – Gute Partner geben Konstruktionsvorschläge für die Fertigungsgerechtigkeit (Design for Manufacturability) ab, anstatt problematische Konstruktionen stillschweigend zu akzeptieren
Laut einer Studie von Zenith Manufacturing ist mangelhafte Kommunikation ein deutliches Warnsignal. In der heutigen Umgebung benötigen Sie Partner, die schnell reagieren, proaktiv Aktualisierungen bereitstellen und Transparenz wahren, sobald Probleme auftreten. Eine Antwortzeit auf E-Mails von 48 Stunden ist unannehmbar, wenn es um Produktionszeitpläne geht.
Fazit: Ihr Fertigungspartner wird zur Erweiterung Ihres Teams. Seine Kompetenzen, Qualitätsmanagementsysteme und Reaktionsfähigkeit wirken sich unmittelbar auf den Erfolg Ihres Produkts aus. Investieren Sie von Anfang an Zeit in eine gründliche Bewertung – das ist weitaus kostengünstiger, als Kompetenzlücken erst nach Produktionsbeginn zu entdecken.
So starten Sie mit Ihrem CNC-Fräseprojekt
Sie sind vom Verständnis dessen, was ein CNC-System ist, bis hin zur Bewertung von Fertigungspartnern gekommen – jetzt ist es an der Zeit, dieses Wissen in die Praxis umzusetzen. Die Strecke zwischen einer Idee in Ihrem Kopf und einem fertigen Bauteil in Ihrer Hand ist kürzer, als Sie vielleicht denken, vorausgesetzt, Sie gehen systematisch vor.
Denken Sie daran: CNC steht für Computerized Numerical Control – doch was es tatsächlich repräsentiert, ist Ihre Fähigkeit, digitale Präzision in physische Realität umzusetzen. Jede Entscheidung, die Sie in dieser Anleitung kennengelernt haben, steht mit einem einzigen Ziel in Verbindung: Bauteile zu erhalten, die genau so funktionieren, wie vorgesehen, termingerecht geliefert und im Budgetrahmen gehalten.
Lassen Sie uns alles zu einem klaren Weg nach vorn zusammenfassen.
Ihr CNC-Projekt-Aktionsplan
Worauf beruht echter Erfolg beim CNC-Fräsen wirklich? Auf einem methodischen Vorgehen, das jeden kritischen Entscheidungspunkt in der richtigen Reihenfolge adressiert. Befolgen Sie diese Schritte, um sicher vom Konzept bis zu den fertigen Bauteilen voranzukommen:
- Schließen Sie Ihr Design unter Berücksichtigung der Fertigbarkeit ab – Überprüfen Sie Ihr CAD-Modell auf Merkmale, die unnötige Komplexität verursachen. Eliminieren Sie scharfe innere Ecken, soweit möglich, standardisieren Sie Bohrungsdurchmesser so, dass sie gängigen Werkzeugdurchmessern entsprechen, und stellen Sie sicher, dass die Wandstärken den Schnittkräften standhalten können. Falls Sie unsicher sind, fordern Sie vor der Festlegung der endgültigen Spezifikationen Feedback zum Design für die Fertigung (DFM) an.
- Material und Toleranzanforderungen festlegen – Passen Sie die Materialeigenschaften an die Anforderungen Ihrer Anwendung an. Benötigt Ihr Bauteil Korrosionsbeständigkeit? Dann kommen Edelstahl oder eloxiertes Aluminium in Frage. Ist das Gewicht kritisch? Dann könnten Aluminium oder technische Kunststoffe ideal sein. Setzen Sie eng tolerierte Maße nur dort ein, wo dies für Montageflächen oder kritische Funktionen erforderlich ist – ansonsten halten Sie sich an Standardtoleranzen, um die Kosten angemessen zu halten.
- Angebote von qualifizierten Partnern anfordern – Reichen Sie Ihr Design bei mehreren Herstellern ein, deren Zertifizierungen Ihren branchenspezifischen Anforderungen entsprechen. Legen Sie vollständige Unterlagen vor: 3D-Modelle, 2D-Zeichnungen mit Toleranzen, Materialangaben, Mengenvorgaben und geplante Liefertermine. Klare Kommunikation von Anfang an verhindert Missverständnisse später.
- DFM-Feedback sorgfältig prüfen – Erfahrene Partner identifizieren potenzielle Probleme und schlagen Alternativen vor. Eine Empfehlung, den Innenradius einer Ecke von 0,5 mm auf 2 mm zu ändern, mag geringfügig erscheinen – doch könnte dies Ihre Teilekosten um 30 % senken und gleichzeitig die strukturelle Integrität verbessern. Hören Sie diesen Vorschlägen mit offener Haltung zu.
- Mit Zuversicht in die Produktion gehen – Sobald Sie die Muster freigegeben und die Spezifikationen bestätigt haben, erteilen Sie die Freigabe für die Produktion. Halten Sie während des gesamten Prozesses die Kommunikation aufrecht, insbesondere bei Erstauflagen. Vereinbaren Sie bereits vor dem Versand der Teile Qualitätskontrollpunkte und Prüfkriterien.
Vom Konzept zur Produktion
Die Bedeutung von CNC-Fertigungsexpertise wird deutlich, wenn Sie mit Partnern zusammenarbeiten, die Sie bei jedem Schritt begleiten. Der Prototyp bestätigt Ihr Design, bevor Sie sich auf die Serienfertigung festlegen. Die Erstbemusterungsprüfung stellt sicher, dass die Fertigungsprozesse Teile erzeugen, die den Spezifikationen entsprechen. Die statistische Prozesskontrolle gewährleistet Konsistenz über alle Produktionsläufe hinweg.
Für Leser in der Automobilzulieferkette erfordert der Weg vom Prototyp bis zur Massenproduktion Partner mit spezifischen Qualifikationen. Shaoyi Metal Technology verkörpert diese Kompetenz – ihre IATF-16949-Zertifizierung und strengen SPC-Protokolle stellen sicher, dass hochpräzise Komponenten die Anforderungen an Automotive-Qualität erfüllen. Mit Lieferzeiten von nur einem Arbeitstag für Prototypen und einer nahtlosen Skalierung auf Serienfertigung liefern sie präzise Fahrwerkbaugruppen und kundenspezifische Metallbuchsen effizient.
CNC – wofür steht das? Computer Numerical Control – doch noch wichtiger ist, dass es für eine Fertigungskapazität steht, die Ihre digitalen Konstruktionen mit physischen Produkten verbindet. Ob Sie zehn Prototypen oder zehntausend Serienteile herstellen: Diese Technologie liefert eine konsistente Präzision, die manuelle Verfahren einfach nicht erreichen können.
Das Fazit? Sie kennen nun die Maschinentypen, die Auswahl geeigneter Werkstoffe, Toleranzspezifikationen, Oberflächenfinish-Optionen, Kostenfaktoren sowie Kriterien zur Bewertung von Partnerunternehmen. Dieses Wissen verwandelt Sie von einem passiven Einkäufer in einen informierten Fertigungspartner. Nutzen Sie es, um gezieltere Fragen zu stellen, fundiertere Entscheidungen zu treffen und Produkte bereitzustellen, die exakt Ihren Anforderungen entsprechen.
Ihr nächster Schritt ist einfach: Nehmen Sie Ihr Design, wenden Sie die erlernten Prinzipien an und kontaktieren Sie einen qualifizierten Fertigungspartner, der Ihre Vision in die Realität umsetzen kann. Die Technologie ist bereit. Die Expertise existiert. Ihre präzisen Komponenten warten nur darauf, gefertigt zu werden.
Häufig gestellte Fragen zur CNC-Bearbeitung
1. Was ist CNC-Bearbeitung?
CNC-Bearbeitung ist ein Fertigungsverfahren, bei dem vorgegebene Computerprogramme die Bewegung von Werkzeugmaschinen und Produktionsanlagen steuern. CNC steht für „Computerized Numerical Control“ (rechnergesteuerte numerische Steuerung) und verwendet G-Code-Anweisungen, um Schneidwerkzeuge mit außergewöhnlicher Präzision zu führen – mit Toleranzen bis hin zu ±0,001 Zoll. Bei diesem subtraktiven Fertigungsverfahren wird Material von massiven Rohblöcken abgetragen, um fertige Komponenten für Branchen wie Luft- und Raumfahrt sowie Medizintechnik herzustellen.
2. Verdienen CNC-Facharbeiter viel Geld?
CNC-Facharbeiter verdienen wettbewerbsfähige Löhne; im Durchschnitt betragen diese in den Vereinigten Staaten etwa 27,43 US-Dollar pro Stunde. Die Verdienstmöglichkeiten variieren je nach Erfahrung, Zertifizierungen und Spezialisierung. Bediener mit fortgeschrittenen Kenntnissen in der Mehrachsen-Programmierung, der Bearbeitung mit engen Toleranzen oder der luft- und raumfahrttechnischen Fertigung erzielen in der Regel höhere Stundensätze. In nach IATF 16949 oder AS9100 zertifizierten Betrieben werden häufig Prämienlöhne für qualifizierte Facharbeiter gezahlt, die die geforderten Qualitätsstandards sicherstellen.
3. Welche verschiedenen Arten von CNC-Maschinen gibt es?
Die drei wichtigsten CNC-Maschinentypen sind Fräsmaschinen, Drehmaschinen und Fräser (Router). CNC-Fräsmaschinen verwenden rotierende Schneidwerkzeuge an stationären Werkstücken, um komplexe 3D-Geometrien in hartem Metall herzustellen. CNC-Drehmaschinen drehen das Werkstück gegen stationäre Werkzeuge und eignen sich daher ideal für zylindrische Teile wie Wellen und Buchsen. CNC-Fräser (Router) verarbeiten weichere Materialien und größere flache Platten und werden häufig für Schilder, Möbelbau und Kunststoffgehäuse eingesetzt.
4. Wie hoch sind die Kosten für die CNC-Bearbeitung?
Die Kosten für die CNC-Bearbeitung hängen von der Materialauswahl, der Komplexität des Bauteils, den Toleranzanforderungen und der Produktionsmenge ab. Aluminiumteile sind aufgrund des geringeren Materialpreises und kürzerer Zykluszeiten kostengünstiger als vergleichbare Titanbauteile. Enge Toleranzen erhöhen die Bearbeitungszeit und die Prüfkosten. Die Rüstungskosten verteilen sich bei größeren Aufträgen auf mehr Einheiten, wodurch die Kosten pro Teil sinken. Strategien wie Design for Manufacturability (Gestaltung für die Fertigung), eine angemessene Spezifikation der Toleranzen sowie eine sorgfältige Planung der Losgrößen können die Gesamtkosten eines Projekts erheblich senken.
5. Welche Zertifizierungen sollte ich bei einem CNC-Bearbeitungspartner prüfen?
Wichtige Zertifizierungen hängen von Ihrer Branche ab: ISO 9001 stellt die Grundlage für das Qualitätsmanagement dar, AS9100 deckt die Anforderungen der Luft- und Raumfahrtindustrie ab, ISO 13485 gilt für Medizinprodukte und IATF 16949 regelt die Standards für die Automobilfertigung. Partner wie Shaoyi Metal Technology unterstreichen ihr Engagement durch die IATF 16949-Zertifizierung in Kombination mit Protokollen zur statistischen Prozesskontrolle (SPC), um eine konsistente Qualität für präzise Automobilkomponenten – darunter Fahrwerksbaugruppen – sicherzustellen.