 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

Automobil-Sitzrahmen-Stanzen: Fertigungstechnologien und Leichtbau-Trends
Zusammenfassung
Das Stanzpressen von Automobilsitzrahmen ist ein präziser Fertigungsprozess, bei dem hochtonnagige progressiven und Transfervorrichtungstechnologien (typischerweise 100–1.200+ Tonnen) eingesetzt werden, um strukturelle Fahrzeugkomponenten aus hochfesten Materialien herzustellen. Da die Automobilindustrie zunehmend auf Elektrofahrzeuge (EVs) umstellt, hat sich der Schwerpunkt verlagert zu leichtbau —dem Ersatz von herkömmlichem Stahl durch hochfeste Stähle (AHSS), Aluminium und Magnesiumlegierungen, um die Batteriereichweite zu verlängern, ohne die Sicherheit zu beeinträchtigen.
Die moderne Sitzgestellfertigung dreht sich nicht mehr nur um Metallumformung; sie erfordert die Integration von Drahtbiegen, Rohrfertigung und komplexen Montageverfahren wie dem Laserschweißen. Für OEMs und Zulieferer der ersten Ebene hängt der Erfolg davon ab, das richtige Fertigungsverfahren zu wählen – eine Balance zwischen der Geschwindigkeit des Stufenstanzens und der Materialeffizienz von Transfersystemen – und gleichzeitig strenge Sicherheitsstandards wie FMVSS und IATF 16949 einzuhalten.
Die Kerntechnologien: Stufen- vs. Transferstanztechnik
Die Entscheidung zwischen Stanzform und Transferstanztechnik ist die grundlegende ingenieurtechnische Wahl bei der Herstellung von Sitzgestellen. Diese Entscheidung bestimmt die Werkzeugkosten, die Produktionsgeschwindigkeit und die Bauteilkomplexität.
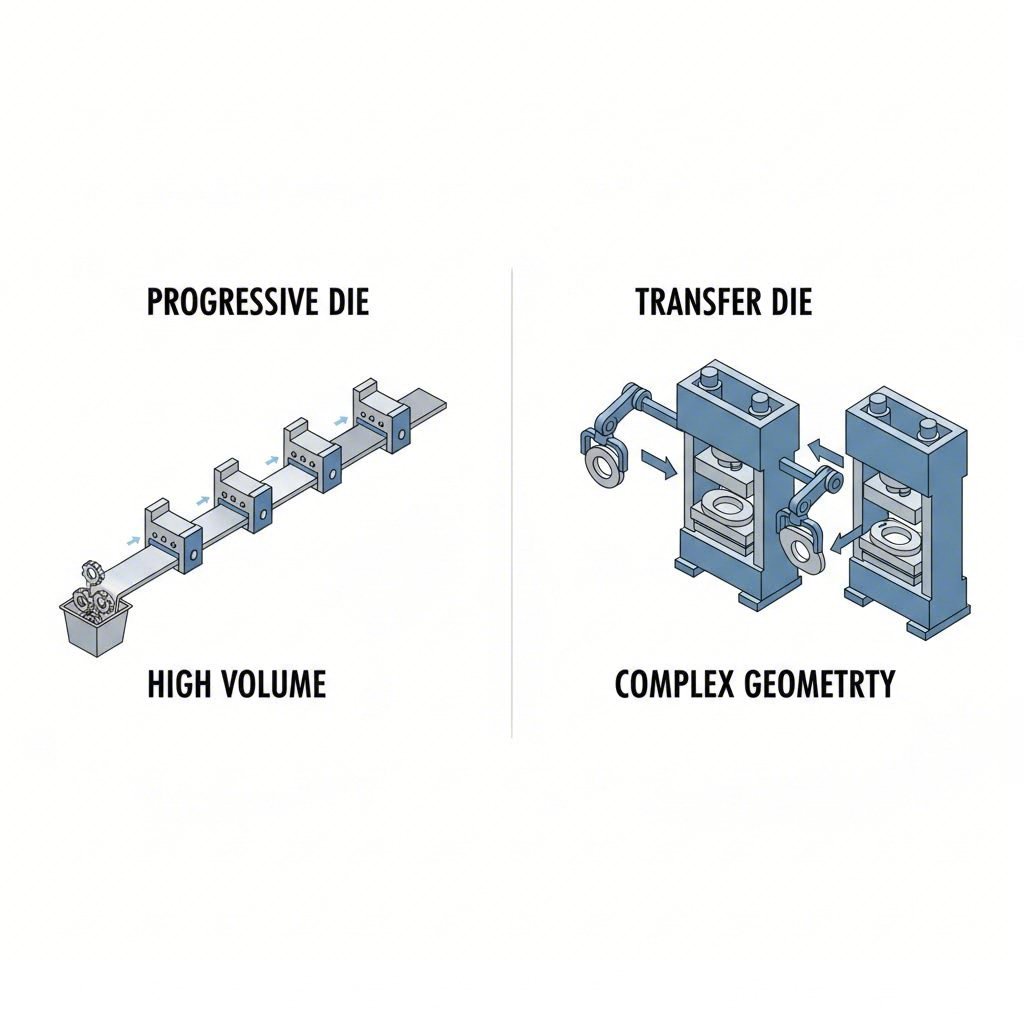
Progressive Stanztechnik ist der Industriestandard für Serienfertigung von kleineren Bauteilen. Bei diesem Verfahren wird ein kontinuierlicher Metallstreifen durch eine Reihe von Stationen innerhalb eines einzigen Werkzeugs geführt. Jeder Hub der Presse führt eine andere Operation aus – Schneiden, Biegen, Kalibrieren – bis das fertige Teil in der letzten Station vom Streifen getrennt wird. Diese Methode eignet sich hervorragend zur Herstellung von Komponenten wie sitzverstellringen, Führungsschienen und Verbindungsbeschlägen bei denen Geschwindigkeit oberste Priorität hat.
Transfer die Stanzung , im Gegensatz dazu, ist erforderlich für größere, tiefgezogene oder komplexere Teile, die nicht an einem Trägerstreifen befestigt bleiben können. Hier werden einzelne Blechzuschnitte mithilfe mechanischer Greifer oder Roboterarme zwischen verschiedenen Werkzeugstationen transportiert. Diese Methode wird typischerweise für umfangreiche Strukturbauteile wie tiefgezogene Sitzschalen, Seitenrahmen und dickwandige Stege verwendet. Obwohl langsamer als das Progressivstanzverfahren, bietet es mehr Gestaltungsfreiheit für komplexe Geometrien und reduziert den Materialabfall – ein entscheidender Faktor beim Einsatz teurer Leichtbauwerkstoffe.
| Funktion | Progressive Stanztechnik | Transfer die Stanzung |
|---|---|---|
| Bestes für | Kleine bis mittlere Teile (Halterungen, Schienen, Ringe) | Große strukturelle Teile (Sitzflächen, Seitenrahmen) |
| Geschwindigkeit | Hoch (kontinuierliche Zufuhr) | Mittel (Teilemanipulation erforderlich) |
| Materialabfall | Höher (benötigt Trägerstreifen) | Niedriger (optimierte Anordnung) |
| Werkzeugkosten | Hohe Anfangsinvestition | Im Allgemeinen niedriger, aber die Presskosten sind höher |
| Komplexität | Begrenzt durch Streifenverbindung | Hohe geometrische Flexibilität |
Materialinnovation: Die Treibjagd auf Leichtbau
Die Vorgabe, die Reichweite von Elektrofahrzeugen zu erhöhen und CO2-Emissionen zu reduzieren, hat die Materialauswahl für Sitzstrukturen revolutioniert. Hersteller setzen zunehmend weniger auf Baustähle und stattdessen auf Materialien mit besseren Festigkeits-Gewichts-Verhältnissen.
Hochfeste Stähle (AHSS) und UHSS sind mittlerweile dominierend. Stahlsorten wie Dual-Phase (DP) und Stähle mit transformationsinduzierter Plastizität (TRIP) ermöglichen es Ingenieuren, dünnere Blechstärken zu verwenden, ohne die Crashfestigkeit zu beeinträchtigen. Führende Hersteller wie die Proma Group nutzen patentierte Einhub-Stanzverfahren, um diese anspruchsvollen Materialien in robuste Sitzkissen- und Lehnenrahmenstrukturen zu formen.
Aluminium- und Magnesiumlegierungen stellen die nächste Entwicklungsstufe dar. Aluminiumrahmen können Gewichtseinsparungen von etwa 28 % im Vergleich zu Stahl erzielen, Magnesium sogar bis zu 35 %. Diese Materialien bringen jedoch Herausforderungen in der Fertigung mit sich, beispielsweise stärkere Rückfederung und der Bedarf an spezieller Schmierung. Um diese Herausforderungen zu bewältigen, sind oft Servopressen erforderlich, die programmatisch die Stößelgeschwindigkeit während des Tiefziehens anpassen können, um Rissbildung zu vermeiden.
Über das Stanzverfahren hinaus: Montage und Komponentenintegration
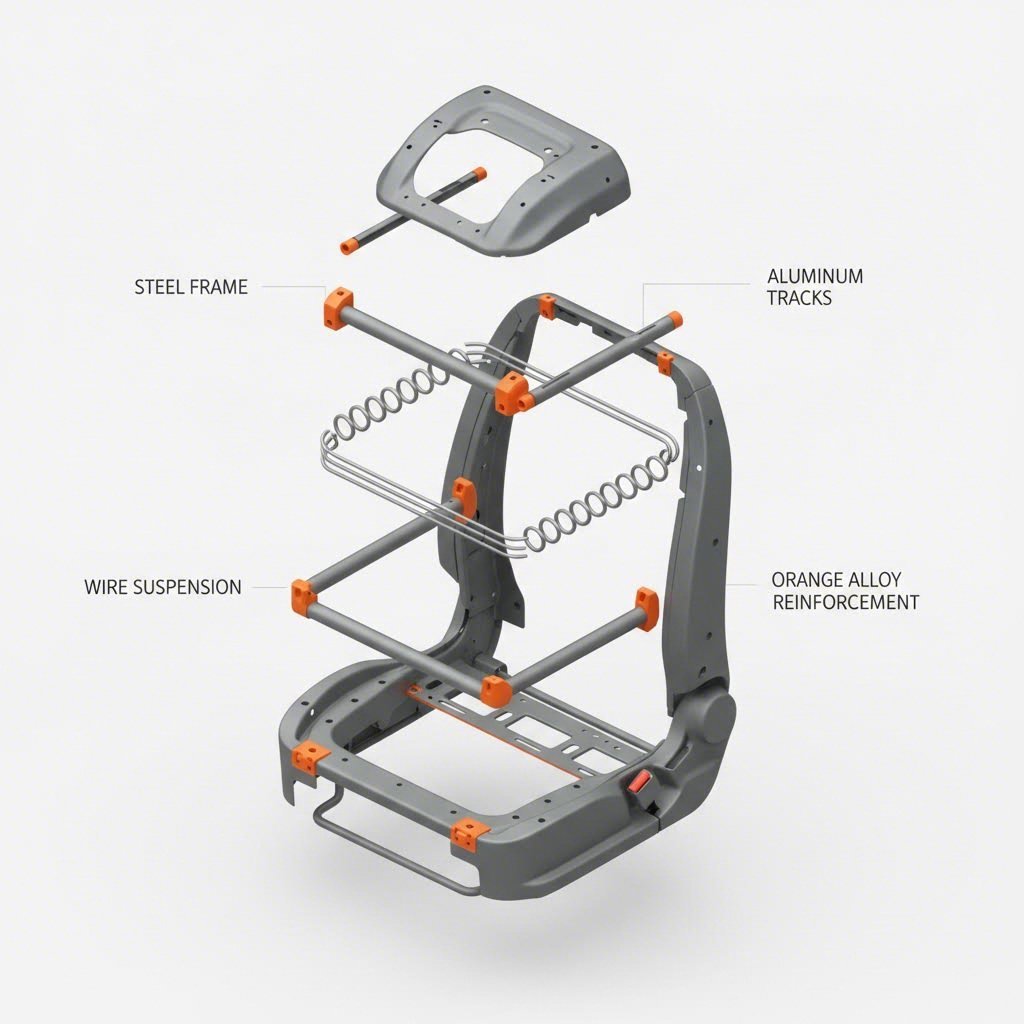
Ein gestanztes Metallteil ist selten das Endprodukt. Moderne Automobilsitze erfordern die Lieferung vollständig integrierter Baugruppen. Zulieferer wie Guelph Manufacturing und Hatch Stamping haben sich zu Systemintegratoren entwickelt, die gestanzte Komponenten mit Drahtformen und Rohrstrukturen kombinieren.
- Rohrbiegen & Drahtformen: Sitzstrukturen basieren häufig auf gebogenen Rohrrahmen für Lehnen und Drahtformen für Federungsmatten. Diese Prozesse müssen mit den Stanzoperationen synchronisiert werden, um eine korrekte Passform sicherzustellen.
- Fügetechnologien: Der Wechsel zu gemischten Materialien (z. B. die Verbindung von Stahlleisten mit Aluminiumwanne) hat dazu geführt, dass das herkömmliche Punktschweißen in einigen Anwendungen nicht mehr ausreichend ist. Hersteller setzen zunehmend MIG-Schweißen, Laserschweißen und mechanische Verbindungstechniken ein, um die strukturelle Integrität bei ungleichartigen Metallen sicherzustellen.
- Mechanismenintegration: Der Rahmen muss komplexe elektromechanische Systeme aufnehmen, darunter hubbremsen, manuelle und elektrische Sitzschienen sowie Verstellmechanismen für die Lehne präzisionsstanzung ist hier entscheidend; bereits mikrometergenaue Abweichungen bei einer Sitzschiene können zu Geräuschen, Vibrationen und harten Stößen (NVH) im fertigen Fahrzeug führen.
Qualitätskontrolle und Prozessoptimierung
Bei sicherheitskritischen Anwendungen wie der Automobilbesitzung ist die Vermeidung von Fehlern zwingend erforderlich. Die Qualität beginnt bereits vor dem Betätigen der Presse. Präzisionsabwicklermaschinen, wie sie von Henli Machine beschrieben werden, spielen eine entscheidende Rolle. Merkmale wie pneumatische Druckarme und Führungssysteme verhindern das Auseinanderlaufen des Materials und schützen die Oberfläche der Spule vor Kratzern – Fehler, die sonst zu optischen Ausschuss oder struktureller Ermüdung führen könnten.
Finiter Elementanalyse (FEA) ist ein weiteres essentielles Werkzeug, das von erstklassigen Zulieferern verwendet wird, um den Stanzprozess zu simulieren, bevor Werkzeuge gebaut werden. Die Finite-Elemente-Analyse (FEA) hilft Ingenieuren, Dickenreduktion, Knitterbildung und Federrücklauf vorherzusagen, sodass eine Kompensation der Werkzeuge bereits in der Entwurfsphase möglich ist, anstatt kostspielige Versuche und Fehler auf der Produktionsfläche durchzuführen.
Beim Auswählen eines Produktionspartners ist die Zertifizierung die Grundvoraussetzung. Achten Sie auf Lieferanten, die IATF 16949 zertifizierung, die die Einhaltung strenger Standards für das Qualitätsmanagement in der Automobilindustrie garantiert. Darüber hinaus ist die Fähigkeit, die Lücke zwischen Entwicklung und Produktion zu überbrücken, entscheidend. Für OEMs, die Agilität benötigen, Shaoyi Metal Technology umfassende Stanzlösungen die von schnellem Prototyping (Lieferung von über 50 Teilen in nur fünf Tagen) bis hin zur Serienproduktion in 600-Tonnen-Presstechnik skaliert, um sicherzustellen, dass die Konstruktionsrealisierbarkeit früh im Projektverlauf validiert wird.
Gestaltung der Zukunft des Sitzens
Der Markt für Fahrzeugsitzgestelle entwickelt sich von einfacher Metallbiegetechnik hin zur hochtechnologischen Strukturkonstruktion. Da Fahrzeuge zunehmend autonom und elektrisch werden, rückt der Sitz ins Zentrum des Fahrgastkomforts und erfordert geringeres Gewicht, höhere Sicherheit und verbesserte Funktionalität. Für Ingenieure und Einkaufsleiter gilt es, mit Herstellern zusammenzuarbeiten, die nicht nur Presskapazitäten anbieten, sondern auch ein ganzheitliches Verständnis für Werkstoffkunde, Fügetechnologien und präzise Qualitätskontrolle mitbringen.
Häufig gestellte Fragen
1. Was ist der Unterschied zwischen progressivem und Transferlochstanzverfahren für Sitzrahmen?
Beim progressiven Lochstanzverfahren wird ein kontinuierlicher Metallstreifen durch mehrere Stationen geführt, was es schneller macht und ideal für kleinere Teile wie Halterungen und Verbindungsstücke ist. Beim Transferlochstanzverfahren werden einzelne ausgestanzte Bleche zwischen den Stationen bewegt, was besser für große, tiefgezogene Teile wie Sitzschalen und Seitenrahmen geeignet ist, die komplexe Umformoperationen erfordern.
2. Warum wird Magnesium in Automobilsitzrahmen verwendet?
Magnesium wird vor allem aufgrund seines außergewöhnlichen Festigkeits-zu-Gewichts-Verhältnisses verwendet. Es ist etwa 33 % leichter als Aluminium und 75 % leichter als Stahl, wodurch es ideal zur Reichweitenverlängerung von Elektrofahrzeugen ist. Aufgrund seiner einzigartigen Materialeigenschaften erfordert es jedoch spezielle Druckguss- oder Stanzverfahren.
3. Wer sind die wichtigsten globalen Hersteller von Automobilsitzstrukturen?
Wichtige Akteure in der Automobil-Sitzindustrie sind Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S und Magna International. Diese Unternehmen fungieren typischerweise als Tier-1-Lieferanten und liefern komplette Sitzsysteme an OEMs.