 Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —
Kleine Chargen, hohe Standards. Unser Rapid-Prototyping-Dienst macht die Validierung schneller und einfacher —

A2 vs. D2 Stahl: Welcher ist der Richtige für Ihre Stanzwerkzeuge?

Zusammenfassung
Bei der Auswahl eines Materials für Stanzwerkzeuge stellt die Wahl zwischen A2- und D2-Werkzeugstahl einen entscheidenden Kompromiss dar. D2-Werkzeugstahl bietet eine überlegene Verschleißfestigkeit, wodurch er ideal für lange Produktionsläufe und abrasive Materialien ist, bei denen die Langlebigkeit des Werkzeugs im Vordergrund steht. Im Gegensatz dazu weist A2-Werkzeugstahl eine deutlich bessere Zähigkeit auf, was hilft, Spanen oder Risse in Werkzeugen mit komplexen Geometrien oder unter hohen Stoßbelastungen zu verhindern. A2 lässt sich zudem leichter und kostengünstiger bearbeiten, wodurch es eine vielseitige Wahl für eine breite Palette von Anwendungen darstellt.
Grundlegende Eigenschaften: Eine Einführung in A2- und D2-Werkzeugstähle
A2 und D2 sind beide kohlenstoffreiche, chromhaltige Werkzeugstähle für Kaltumformung, aber ihre spezifischen Zusammensetzungen verleihen ihnen unterschiedliche Eigenschaften. A2 gilt oft als vielseitiger Universalwerkstoff, der ein Gleichgewicht zwischen Zähigkeit und Verschleißfestigkeit bietet. Er bildet eine Brücke zwischen ölgehärteten Stählen und hochchromhaltigen Stählen wie D2. D2 hingegen ist ein Spezialist, der für maximale Verschleißfestigkeit bei anspruchsvollen Anwendungen mit hohem Volumen konzipiert ist.
Der Hauptunterschied liegt in ihrer chemischen Zusammensetzung, die ihre Leistung bestimmt. Der deutlich höhere Chrom- und Kohlenstoffgehalt von D2 ist der Schlüssel zu seiner außergewöhnlichen Verschleißfestigkeit. Während der Wärmebehandlung bilden diese Elemente eine große Menge harter Chromkarbid-Partikel in der Stahlmatrix, die während des Stanzens Abrieb widerstehen. A2 weist einen geringeren Legierungsgehalt auf, was zu einer zäheren und gleichmäßigeren Mikrostruktur führt.
Die folgende Tabelle zeigt die typischen chemischen Zusammensetzungen, die ihre Eigenschaften definieren:
| Elemente | A2 Werkzeugstahl (typisch %) | D2 Werkzeugstahl (typisch %) |
|---|---|---|
| Kohlenstoff (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Chrom (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Molybdän (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Vanadium (V) | 0.15 - 0.50 | ≤ 1.10 |
Nach einer geeigneten Wärmebehandlung können beide Stähle eine ähnliche Härte erreichen, typischerweise im Bereich von 57–62 HRC für A2 und 55–62 HRC für D2. Die Härte allein sagt jedoch nicht alles aus. Die Leistungsunterschiede in Zähigkeit und Verschleißfestigkeit bei diesen Härtegraden sind es letztlich, die sie im Einsatz für Stanzwerkzeuge wirklich voneinander unterscheiden.
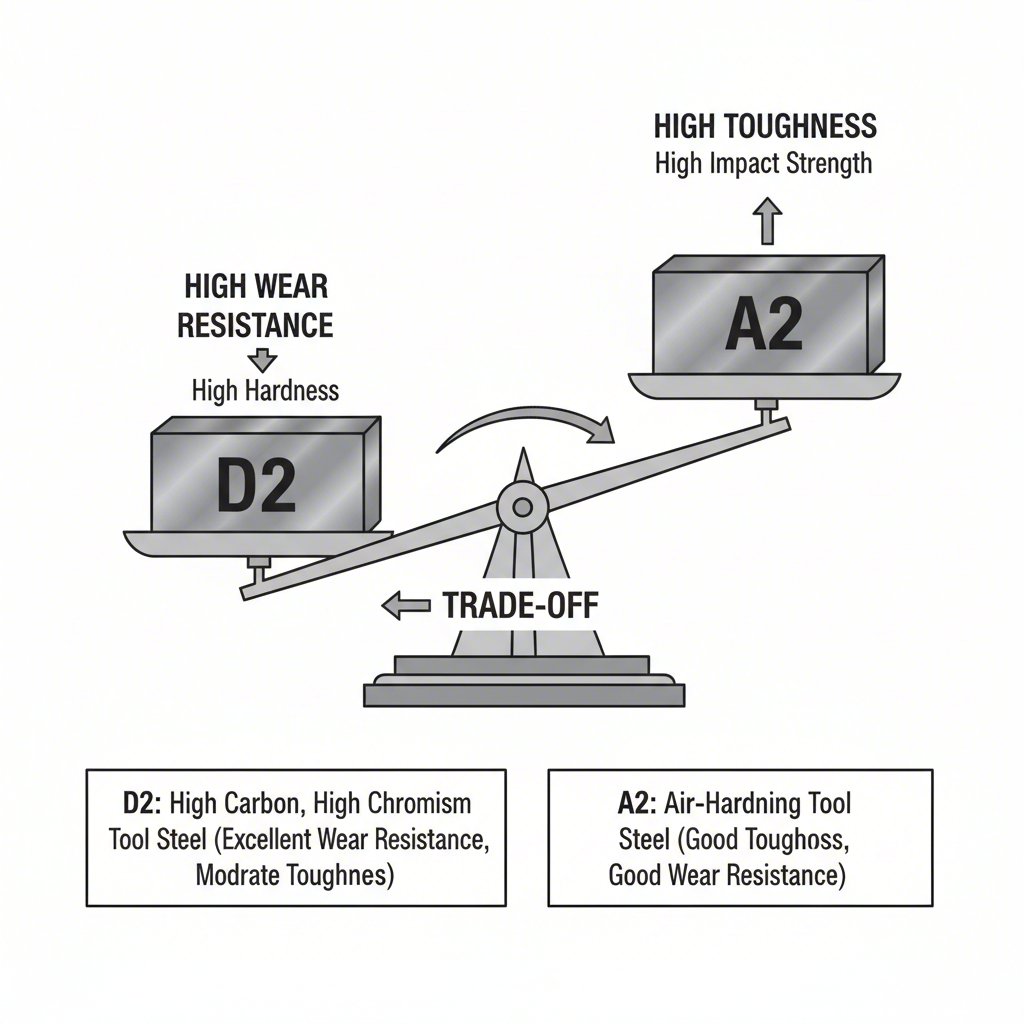
Kernvergleich: Verschleißfestigkeit vs. Zähigkeit bei Stanzwerkzeugen
Der zentrale Entscheidungsfaktor bei der Wahl zwischen A2 und D2 für Stanzwerkzeuge ist das Gleichgewicht zwischen Verschleißfestigkeit und Zähigkeit. Diese beiden Eigenschaften stehen in einem umgekehrten Verhältnis zueinander; mehr von der einen bedeutet fast immer, etwas von der anderen einzubüßen. Das Verständnis dieses Kompromisses ist entscheidend, um die Leistung und Lebensdauer des Werkzeugs zu optimieren.
D2-Werkzeugstahl ist der unangefochtene Marktführer bei der Verschleißfestigkeit. Seine hohe Konzentration an großen, harten Chromkarbiden bietet außergewöhnlichen Widerstand gegen die abrasiven Kräfte, die beim Stanzen von Materialien auftreten, insbesondere bei harten Werkstoffen oder solchen, die abrasive Bestandteile wie siliziumreiches Stahl enthalten. Dies führt zu längeren Produktionszyklen zwischen zwei Schleifvorgängen, geringerer Ausfallzeit und niedrigeren Kosten pro Bauteil in Hochdurchsatz-Szenarien. Diese hohe Verschleißfestigkeit geht jedoch auf Kosten der Zähigkeit. Die gleichen Karbide, die dem Verschleiß widerstehen, können auch als innere Spannungspunkte wirken, wodurch D2 spröder wird und anfälliger für Abplatzen oder katastrophalen Bruch unter plötzlicher Belastung oder hohen seitlichen Kräften ist.
A2-Werkzeugstahl bietet hingegen eine überlegene Zähigkeit. Sein geringerer Legierungsgehalt und seine feinere Karbidstruktur machen ihn wesentlich widerstandsfähiger gegenüber Brüchen und Abplatzungen. Dadurch ist A2 eine ausgezeichnete Wahl für Stempel mit komplexen Details, scharfen Ecken oder für Anwendungen mit starker Umformung oder Schneidvorgängen, bei denen Stoßbelastungen eine erhebliche Rolle spielen. Obwohl seine Verschleißfestigkeit niedriger als die von D2 ist, gilt sie immer noch als gut und ist ausreichend für kurze bis mittlere Produktionsserien oder beim Stanzen weicherer Materialien.
A2-Werkzeugstahl
- Vorteile: Überlegene Zähigkeit und Schlagzähigkeit, weniger anfällig für Abplatzen, bessere Bearbeitbarkeit.
- Nachteile: Geringere Verschleißfestigkeit im Vergleich zu D2, erfordert häufigeres Nachschärfen bei Anwendungen mit hohem Volumen.
D2 Werkzeugstahl
- Vorteile: Hervorragende Verschleißfestigkeit und Kantenhaltigkeit, ideal für lange Serien und abrasive Materialien.
- Nachteile: Geringere Zähigkeit (spröder), anfälliger für Abplatzen unter Stoßbelastung, schwieriger zu bearbeiten.
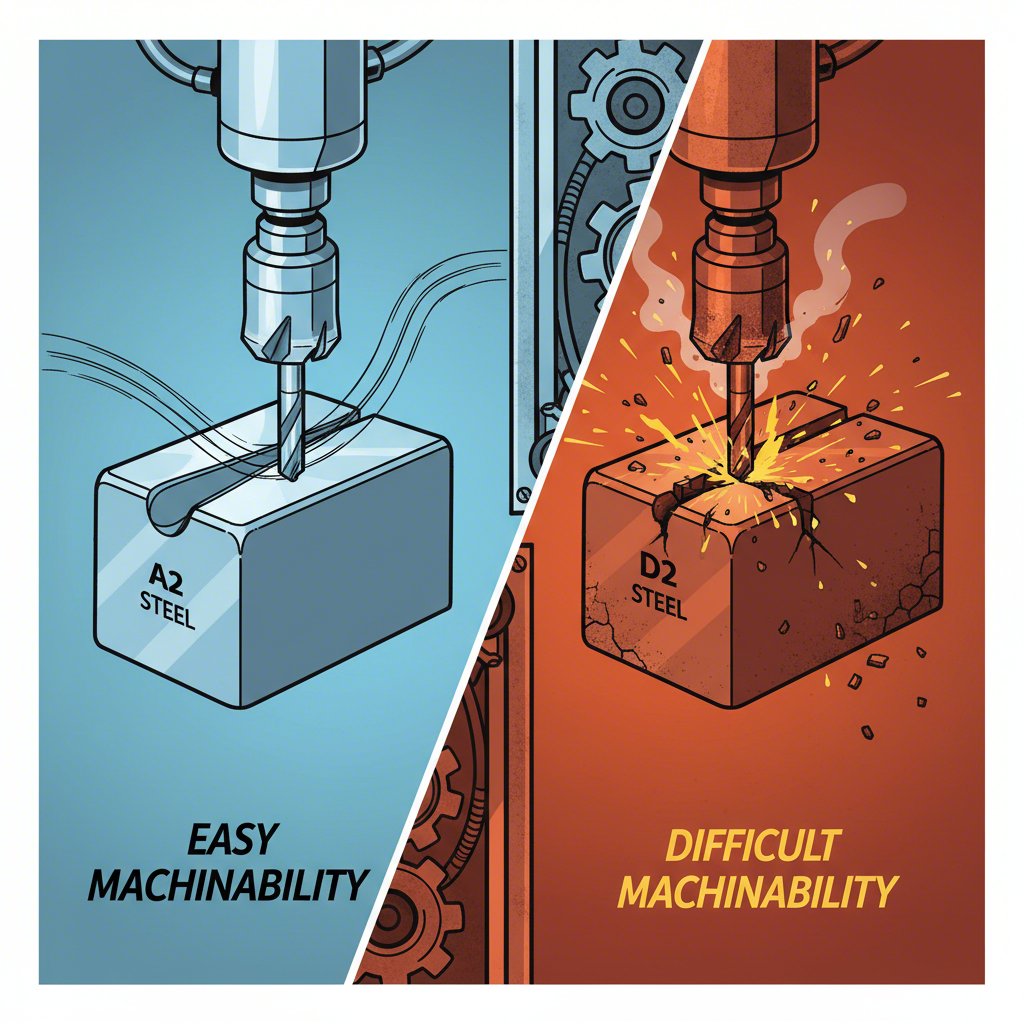
Bearbeitbarkeit und Fertigungsaspekte
Neben den Leistungseigenschaften sind die praktischen Aspekte bei der Herstellung eines Stanzwerkzeugs entscheidend. Dies ist ein weiterer Bereich, in dem A2 und D2 deutlich kontrastieren. A2-Werkzeugstahl ist erheblich leichter zu bearbeiten und zu schleifen. Seine Mikrostruktur ist für Schneidwerkzeuge schonender, ermöglicht höhere Bearbeitungsgeschwindigkeiten, reduziert den Werkzeugverschleiß und führt letztendlich zu niedrigeren Herstellungskosten. Dies ist ein erheblicher Vorteil bei der Fertigung komplexer Werkzeuge, die umfangreiche Bearbeitungsschritte erfordern.
D2 ist aufgrund seines hohen Anteils an abrasiven Chromkarbiden notorisch schwer zu bearbeiten. Es verschleißt Schneidwerkzeuge schnell, erfordert langsamere Bearbeitungsgeschwindigkeiten und kann den Einsatz spezieller Ausrüstung wie Hartmetallwerkzeuge oder fortschrittlicher Verfahren wie des Funkenerosionsverfahrens (EDM) notwendig machen. Auch der Schleifprozess kann schwieriger sein, was Zeit und Kosten im Werkzeugherstellungsprozess erhöht. Diese Fertigungshürden sind ein wesentlicher Nachteil von D2 und müssen in die Gesamtkostenkalkulation einbezogen werden.
Sowohl A2 als auch D2 sind lufthärtende Stähle, ein wesentlicher Vorteil, der ihnen eine hervorragende Maßhaltigkeit bei der Wärmebehandlung verleiht. Das bedeutet, dass sie während des Härteprozesses weniger dazu neigen, sich zu verziehen oder zu verformen, was entscheidend ist, um die engen Toleranzen einzuhalten, die für Stanzwerkzeuge erforderlich sind. Obwohl beide Stähle stabil sind, gilt A2 allgemein als etwas toleranter, während D2 aufgrund seines höheren Legierungsgehalts empfindlicher gegenüber den Parametern der Wärmebehandlung sein kann.
| Faktor | A2-Werkzeugstahl | D2 Werkzeugstahl |
|---|---|---|
| Bearbeitbarkeit | Gut | Schlecht / Schwierig |
| Schleifbarkeit | Gut | Schlecht |
| Wärmebehandlungsstabilität | Ausgezeichnet | Sehr gut. |
Kosten-Nutzen-Analyse und abschließende Empfehlung
Die endgültige Entscheidung zwischen A2- und D2-Werkzeugstahl für Stanzwerkzeuge hängt von einer umfassenden Kosten-Nutzen-Analyse ab. Es geht nicht einfach darum, welcher Stahl „besser“ ist, sondern welcher für eine bestimmte Anwendung wirtschaftlich sinnvoller ist. Dazu muss über den reinen Materialpreis hinausgeschaut werden, um Fertigungskosten und die voraussichtliche Gesamtlebensdauer des Werkzeugs einzubeziehen.
A2 ist in der Regel günstiger als Rohmaterial und, wie erörtert, deutlich kostengünstiger in der Bearbeitung zu einem fertigen Werkzeug. Für kurze bis mittlere Produktionsserien oder zum Stanzen nicht-abrasiver Materialien stellt A2 oft die kosteneffizienteste Lösung dar. Seine hervorragende Zähigkeit bietet eine zuverlässige Sicherheitsmarge gegen vorzeitigen Werkzeugausfall und macht es zu einem robusten Arbeitspferd für eine Vielzahl von Anwendungen.
Die höheren Material- und Bearbeitungskosten von D2 können nur dann gerechtfertigt werden, wenn dessen überlegene Verschleißfestigkeit einen klaren Return on Investment bietet. Beispielsweise könnte ein D2-Werkzeug bei einer sehr langen Serienproduktion zum Stanzen von abrasivem Edelstahl mehrere Male länger halten als ein A2-Werkzeug. Diese verlängerte Nutzungsdauer reduziert den Aufwand für kostspielige Stillstandszeiten zur Wartung oder zum Austausch des Werkzeugs, was trotz der höheren Anschaffungskosten zu geringeren Gesamtbetriebskosten führt. Die Entscheidung wird somit zu einer wirtschaftlichen Abwägung: Übersteigen die Einsparungen durch weniger Stillstandszeiten und seltenere Ersetzungen die anfänglichen Kosten?
Für kritische Projekte, insbesondere in anspruchsvollen Bereichen wie der Automobilfertigung, kann die Konsultation eines Spezialisten von unschätzbarem Wert sein. Unternehmen wie Shaoyi (Ningbo) Metal Technology Co., Ltd. spezialisieren sich auf hochpräzise Stanzformen für die Automobilindustrie und können fachkundige Unterstützung bei der Werkstoffauswahl und Werkzeugkonstruktion bieten, um optimale Leistung und Kosteneffizienz für Ihre spezifischen Bauteile sicherzustellen.
Um eine endgültige Entscheidung zu treffen, verwenden Sie die folgende Matrix, um die spezifischen Anforderungen Ihrer Anwendung zu bewerten:
| Faktor | A2-Werkzeugstahl | D2 Werkzeugstahl |
|---|---|---|
| Verschleißfestigkeit | Gut | Ausgezeichnet |
| Zähigkeit (Spitzenbeständigkeit) | Ausgezeichnet | Fair |
| Bearbeitbarkeit | Gut | Schlecht |
| Anschaffungskosten (Material + Bearbeitung) | Niedriger | Höher |
| Am besten geeignete Anwendung | Allzweck, komplexe Werkzeuge, mittlere Losgrößen, hochbelastetes Stempeln | Großserien, abrasive Materialien, einfache Werkzeugformen |
Häufig gestellte Fragen
1. Ist D2 härter als A2?
Obwohl D2 eine leicht höhere maximale Härte nach Rockwell (HRC) erreichen kann, liegen beide Stähle in einem sehr ähnlichen Härtebereich (typischerweise 55–62 HRC). Der wesentlich größere Unterschied liegt nicht in der Härte, sondern im Verschleißwiderstand. Die einzigartige chemische Zusammensetzung von D2 mit hohem Kohlenstoff- und Chromgehalt bildet eine große Menge harter Karbide. Diese Karbide verleihen D2 einen deutlich besseren Widerstand gegen abrasiven Verschleiß, wodurch es in der Anwendung oft als „härter“ wahrgenommen wird, selbst wenn die HRC-Messung des Grundmaterials ähnlich wie bei A2 ist.
2. Wofür ist A2-Werkzeugstahl geeignet?
A2-Werkzeugstahl ist ein außergewöhnlich vielseitiges Material, das aufgrund seiner hervorragenden Kombination aus Zähigkeit und guter Verschleißfestigkeit geschätzt wird. Er eignet sich ideal für eine breite Palette von Kaltumformanwendungen, einschließlich Schneidwerkzeuge, Umformstempel, Stanzen und industrielle Messer. Seine hohe Zähigkeit macht ihn besonders geeignet für Werkzeuge, die Stoßbelastungen ausgesetzt sind, oder für Stempel mit komplexen Designs, die anfällig für Ausbrüche wären, wenn sie aus einem spröderen Material hergestellt würden.
3. Welche Nachteile hat D2-Stahl?
Die Hauptnachteile von D2-Stahl ergeben sich aus denselben Eigenschaften, die ihm die ausgezeichnete Verschleißfestigkeit verleihen. Seine geringere Zähigkeit macht ihn spröder und anfälliger für Ausbrüche oder Brüche unter Stoßbelastungen. Zudem ist er aufgrund seines abrasiven Charakters deutlich schwieriger und kostspieliger zu bearbeiten und zu schleifen. Schließlich bietet sein hoher Chromgehalt zwar eine gewisse Korrosionsbeständigkeit, aber es handelt sich nicht um rostfreien Stahl, und er wird rosten, wenn er nicht ordnungsgemäß gepflegt wird.