 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af bilbrandmur: Afløsning af fabrikksinspektionsmærker
TL;DR
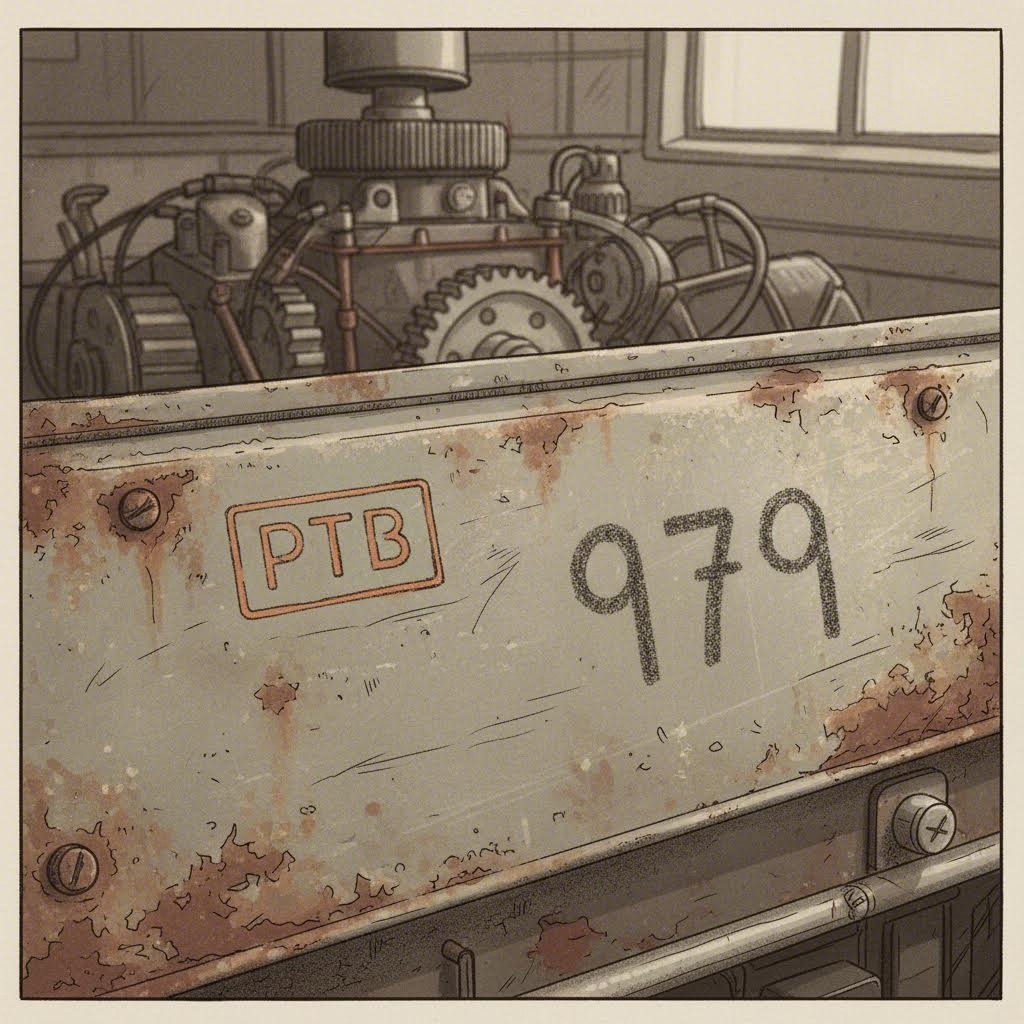
Brandmuren stempling i automobilverdenen har en dobbelt betydning: den refererer mest almindeligt til de kryptiske kvalitetskontrol (QC) blækemærkninger (som "PTB" eller "OK") påført under samling for at verificere lak, indretning og karosserikontroller, som er højt værdsat af restauratører for autenticitet. For det andet beskriver det den industrielle metal stansningsproces proces af at presse den strukturelle brandmurplade selv ud fra pladestål. Hvis du restaurerer en klassisk bil, er disse udsmudrede blækstemplinger vigtige spor til dens fabriksoprindelse; hvis du ser på produktion, er brandmuren en kritisk stansket komponent for strukturel stivhed.
For entusiaster inden for restoration er det bevarende eller genskabelse af disse inspektionsmærker—ofte gemt bag varmebokse eller hovedcylindre—tilføjer "concours"-værdi. Det er dog afgørende vigtigt at skelne disse kosmetiske blækemærker fra de lovbestemt beskyttede, permanente VIN metalstemplinger for at undgå alvorlige straffelovbrud ved manipulation.
Afbrydning af mysteriet: PTB og inspektionsmærker
For den klassiske bil-detective er der intet, der kan overgå spændingen ved at finde et bevaret brandmur med de originale blækstempler intakte. Disse mærkninger var ikke tiltænkt kunden; de var fabriksforkortelser, som Fisher Body og kontrollører på samlebåndet brugte for at godkende bestemte byggefaser. Den mest legendariske blandt disse er "PTB"-systemet, der findes på mange GM-muskelbiler (Camaros, Chevelles, GTOs) fra slutningen af 1960'erne og begyndelsen af 1970'erne.
Koden opdeler enkle samlekontroller:
- P (Lak): Bekræftede, at karosseriets lakfinish opfyldte fabriksstandarder, og at belægningen var komplet.
- T (Trim): Bekræftede, at profiler, krom og indvendigt blødt trim var monteret korrekt uden skader.
- B (Karosseri): Den endelige kontrol af pladeføjet, dørgab og svejsningskvalitet i konstruktionen.
Farven på gearskiftet
Farven på blækket var sjældent et tilfældigt valg. Fabrikskonsensus tyder på, at farver ofte blev brugt til at identificere specifikke arbejdsgrave for at spore ansvarlighed. For eksempel indikerede en orange stempel typisk Dagskiftet, mens en grøn stempel ofte markerede Natte skiftet. Der findes dog undtagelser – inspektører tog nogle gange bare den fedtpennestift eller gummiestempel, der var til rådighed, hvilket førte til gule, hvide eller blå mærker på "overlevende" biler. At finde et gult "OK" eller et blåt "Z" handler mindre om en hemmelig kode og mere om, hvem der arbejdede på linjen den tirsdag i 1969.

Krat af fedtpennestift mod gummiestemplinger
Ikke alle brandskille-mærker er lige værdifulde. Du vil ofte se to forskellige typer skrift på en original brandskille, og det er afgørende for en autentisk genopbygning at forstå forskellen.
Gummiestemplinger (Den officielle kvalitetskontrol): Disse er de formelle "P-T-B," "Inspected," eller "Approved"-mærker. De blev påført med en gummiestempel og permanent blæk. De befinder sig typisk i konsekvente områder – som den flade overflade nær varmeapparatet eller bag bremseforstærkeren – men vinklen og klarheden varierer meget. Det var en manuel proces, ofte udført hurtigt, mens chassiset bevægede sig ned ad produktionslinjen.
Fedtpennestift (Monteringshjælpen): Disse ser ud som grove, håndskrevne kladre. De var visuelle hjælpemidler for montører, ikke kvalitetskontroller. Et stort "979" kradset med gul fedtpennestift kan svare til koden for et Sienna Brown indtrumm, hvilket fortæller liniearbejderen, hvilke sæder han skal tage, inden trimmærkaten var let læselig. Et "59" kan angive lakfarvekoden. Disse mærker er ofte meget større og mere ujævne end inspektionsstemple.
Genopretningsvejledning: Påføring af rekonstruerede stemple
En af de største debatter i restaureringsmiljøet handler om, hvorvidt man skal genanbringe disse mærker efter en nyvaskning af brandmuren. Hvis du vælger at tilføje dem, er målet uforfinethed . En almindelig fejl ved »over-restaurering« er, at mærkerne placeres helt lige og centrerede. Fabriksarbejdere stemplede hundreder af biler pr. vagt, ofte mens de ragede over en fjæring; de sigtede sjældent mod geometrisk perfektion.
Teknikker for et »fabriksagtigt« udseende:
- Stensilmetoden: Vinylstensiler er populære, men de kan efterlade hårde, uoprigtige kanter. For at mildne effekten kan man bedst sprøjte malingen svagt i stedet for at oversvømme stensilet.
- »Gulerodstricket«: Gamle skole-restauratører bruger nogle gange en skåret gulerod som stemple til fedagtige markeringer. Gulerodens struktur efterligner den uregelmæssige overførsel fra et slidt gummi-stempel bedre end et skarpt vinyl-decal.
- Placeringsstrategi: Gæt ikke. Leds efter "skygger" af den originale blæk under slibning. Hvis din bil har mistet alle spor, så tjek overlevende-fora for dit specifikke montageanlæg (f.eks. Norwood mod Van Nuys for Camaros). At placere et mærke der, hvor det aldrig tidligere fandtes, er et tydeligt tegn på en ikke-authentisk genopbygning.
KRAVENDE: VIN-mærkning mod blækmærker
Det er afgørende at skelne mellem kosmetiske blækmærker og VIN (Vehicle Identification Number) metalmærkninger . Mens du frit kan skrubbe, male over eller genudføre blækmærker, er manipulation af de indprægede metal-VIN-numre en federal forbrydelse.
Skjulte VIN'er (Con-numre):
Udover VIN-pladen i instrumentbrættet stemples der ofte et "delvist VIN" eller "skjult VIN" direkte i karosseripladen i ildvæggen, typisk skjult bag varmeaggregatet eller blæsermotoren. Disse var stjæle-sikringsforanstaltninger beregnet til at hjælpe politiet med at identificere stjålne køretøjer. Fyld aldrig, slib eller ændr disse metalstemple under karosseriarbejde. Hvis du sandblæser ildvæggen, dæk over disse numre for at bevare dem. De er det endelige bevis på din bils identitet.
Bilplade Metalstansning: Den industrielle side
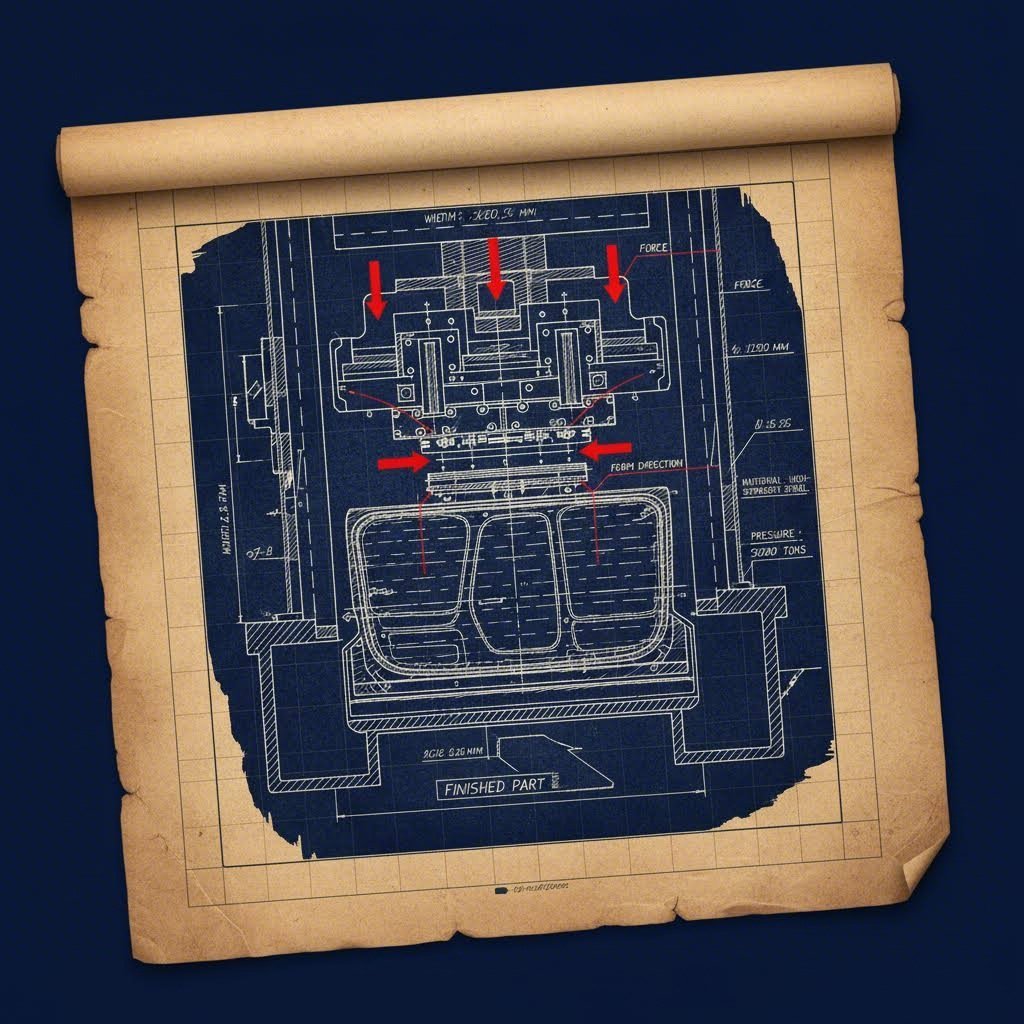
Mens restauratorer fokuserer på mærkerne, er ildvæggen i sig selv et vidunder inden for den anden betydning af "stansning": metalbearbejdelsesprocessen. Ildvæggen (eller skotvæggen) er en kompleks plade, der dannes ved at presse fladt plademetal mellem massive ståldør under hundredvis af tons tryk. Denne proces, kendt som dybtrækning, skaber de komplekse kurver og hulrum, der er nødvendige for at montere motoren, styrespindlen og pedalerne, samtidig med at den yder en rigid strukturel beskyttelse af kabinen.
Fra klassisk til moderne stansning
I 1960'erne var ildvægsstansning en grov kraftmetode, der ofte krævede flere slag for at danne formen. I dag er teknologien udviklet til præcisionsarbejde. Moderne bilproduktion kræver stramme tolerancer til robotassemblering. For producenter, der ønsker at dække afstanden mellem prototyping og masseproduktion, tilbyder virksomheder som Shaoyi Metal Technology omfattende stansningsløsninger. Ved at udnytte IATF 16949-certificeret præcision og pressekraft op til 600 tons leveres afgørende komponenter – fra strukturelle undercarrosser til indviklede beslag – og dækker afstanden uanset om du har brug for 50 prototyper eller millioner af massproducerede dele.
Ofte stillede spørgsmål
1. Hvad er en ildvæg i automobiltermer?
I bilkonstruktionen er brandvæggen (også kaldet skotbordet) den metalplade, der adskiller motorrummet fra passagerkabinen. Dens primære funktioner er at yde strukturel stivhed, fastgøre nødvendige komponenter såsom styrespindel og hovedcylinder samt beskytte passagerer mod motorstøj, varme og potentielle brande.
2. Hvor er brandvægsinspektionsmærker typisk skjult?
Inspektionsmærker findes ofte i områder, der var tilgængelige under den tidlige samling, men senere blev dækket over. Almindelige skjulesteder inkluderer området bag varme- eller klimaanlægget, bag bremseservoen/hovedcylinderen eller nær vinduesviskermotoren. På mange 'overlevende' biler opdages disse mærker først, når komponenter fjernes under genopbygning.
3. Hvad er den bedste brandvægsisolation til genopbygning?
For autentisk genopretning bruger mange ejere rekonstrueret jutepadding eller asfaltbaserede tæpper, der efterligner fabrikantens udseende. Men for moderne ydeevne giver butylbaserede lydisoleringsmaterialer (som Dynamat) kombineret med en lukket-celle skumliner overlegen varme- og støjreduktion. Hvis du ønsker det originale udseende med modern ydeevne, anbringer nogle genoprettere moderne isolering under det fabriksmæssige gummitæppe.