 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af bilsidekarm: Produktionsteknologier og tendenser inden for letvægtsdesign
TL;DR
Stansning af bil-sæderammer er en præcisionsfremstillingsproces, der anvender progressive og transferstansværktøjer med høj tonnage (typisk 100–1.200+ tons) til fremstilling af strukturelle køretøjsdele ud fra materialer med høj styrke. Efterhånden som bilindustrien skifter til elbiler (EV), har fokus primært flyttet sig til vægtreduktion —at erstatte traditionel stål med Avanceret Højstyrke Stål (AHSS), aluminium og magnesiumlegeringer for at forlænge rækkevidden på batteriet uden at kompromittere sikkerheden.
Modern produktion af sædefrager handler ikke længere kun om metalformning; den kræver integration af wirebøjning, rørfremstilling og komplekse samlemetoder såsom lasersvejsning. For OEM'er og Tier 1-leverandører afhænger succesen af at vælge den rigtige produktionsproces – at balancere hastigheden i progressiv stansning med materialeeffektiviteten i transverssystemer – samtidig med at man overholder strenge sikkerhedsstandarder som FMVSS og IATF 16949.
Kerne-teknologierne: Progressiv vs. Transvers Stansning
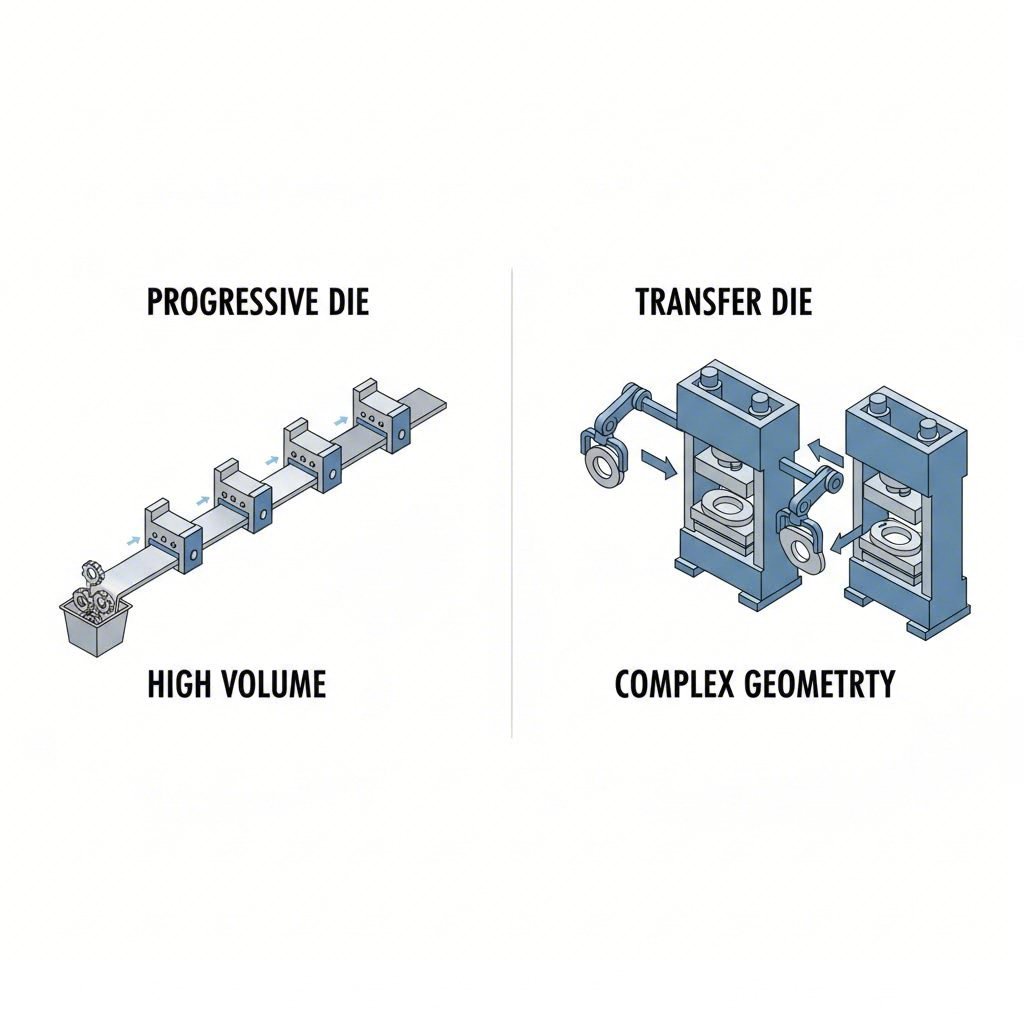
Valget mellem progressiv og transvers stansning er det grundlæggende ingeniørvalg i produktionen af sædefrager. Dette valg bestemmer værktøjsomkostningerne, produktionshastigheden og delenes kompleksitet.
Progressiv stansning er branchestandarden for højvolumen, mindre komponenter. I denne proces føres et kontinuert metalstrimmel gennem en række stationer i en enkelt værktøjsform. Hver slagbevægelse udfører en anden handling – skæring, bøjning, prægning – indtil den færdige del skæres fri fra strimlen i den sidste station. Denne metode er ideel til produktion af komponenter som stolryngrebsringe, føringsskinner og forbindelsesbeslag hvor hastighed er afgørende.
Overføringsstøbning , derimod, er nødvendig for større, dybere eller mere komplekse dele, som ikke kan forblive forbundet til et bæredygtigt strimmel. Her overfører mekaniske fingre eller robotarme individuelle blanks mellem forskellige værktøjsstationer. Denne metode anvendes typisk til større strukturelle elementer som dybtrukne sædepannere, sidekanter og tykkere stigningsprofiler . Selvom det er langsommere end progressiv stansning, giver det større frihed til komplekse geometrier og reducerer materialeaffald – et kritisk aspekt ved anvendelse af kostbare letvægtslegeringer.
| Funktion | Progressiv stansning | Overføringsstøbning |
|---|---|---|
| Bedst til | Små til mellemstore dele (beslag, skinner, ringe) | Store strukturelle dele (sædeplader, sideskeletter) |
| Hastighed | Høj (kontinuerlig tilførsel) | Moderat (kræver delhåndtering) |
| Materialeaffald | Højere (kræver bærerstrimmel) | Lavere (optimeret indlejring) |
| Værktøjsomkostninger | Høj startinvestering | Generelt lavere, men presseomkostningerne er højere |
| Kompleksitet | Begrænset af båndfæstning | Høj geometrisk fleksibilitet |
Materialeinnovation: Kravet på letvægtsdesign
Kravet om at øge rækkevidden for elbiler og reducere CO2-udledning har revolutioneret materialevalget for sædekonstruktioner. Producenter går væk fra bløde stål og mod materialer, der tilbyder en højere styrke i forhold til vægten.
Avancerede højstyrke stål (AHSS) og UHSS er nu dominerende. Kvaliteter som Dual-Phase (DP) og stål med formbarhedsinduceret plastisk deformation (TRIP) giver ingeniører mulighed for at anvende tyndere plader uden at ofre kollisionsikkerhed. Ledende producenter som Proma Group anvender patenterede stansprocesser i én operation til at forme disse vanskelige materialer til robuste strukturer til sædepolstre og ryglæn.
Aluminium- og magnesiumlegeringer repræsenterer den næste grænse. Aluminiumsrammer kan give vægtbesparelser på ca. 28 % i forhold til stål, mens magnesium kan give besparelser op til 35 %. Disse materialer skaber dog udfordringer i produktionen, såsom øget fjedring og behov for specialiseret smøring. For at løse disse udfordringer kræves ofte servodrevne presser, der kan programmere justere slagstempels hastighed under trækfasen for at forhindre revner.
Udover stansning: Samling og komponentintegration
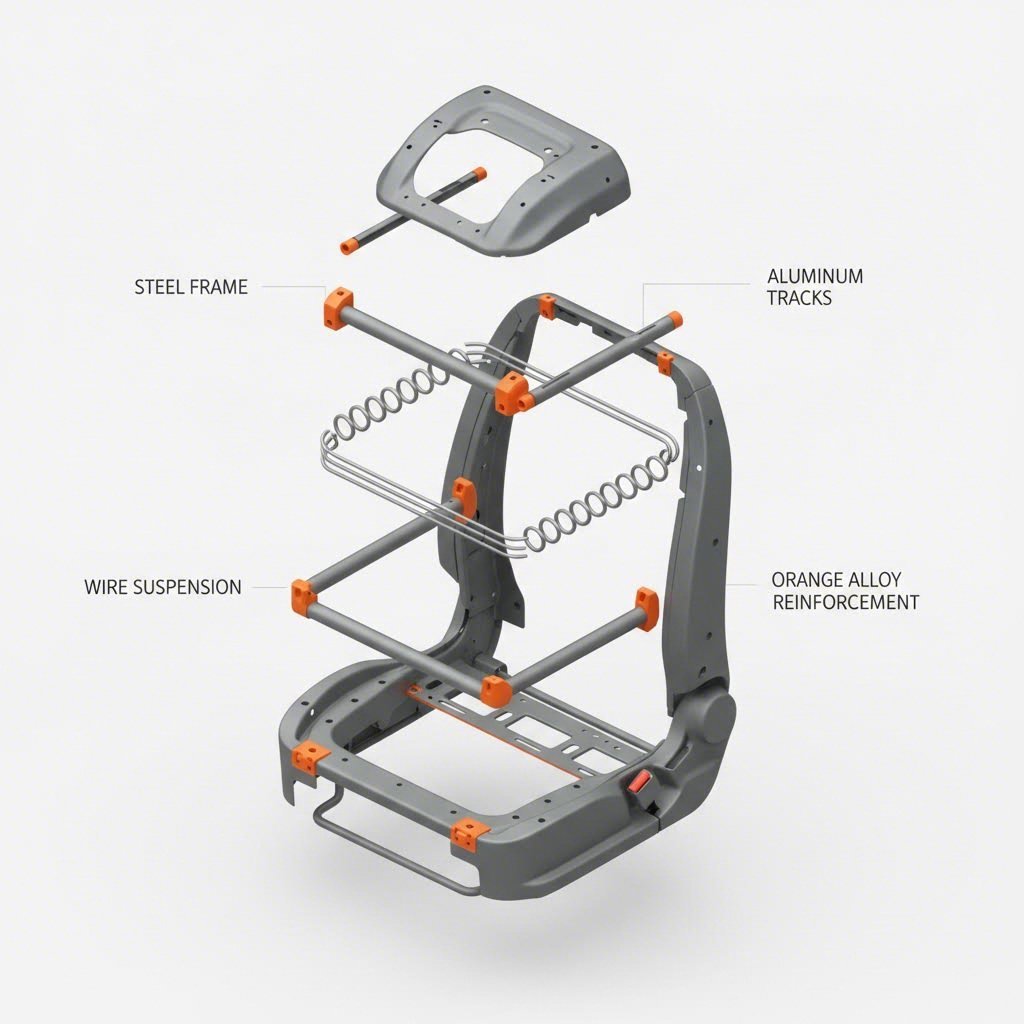
En stansket metaldel er sjældent det endelige produkt. Moderne bil-sæder kræver levering af fuldt integrerede samlinger. Leverandører som Guelph Manufacturing og Hatch Stamping har udviklet sig til systemintegratorer, der kombinerer stanskoponenter med wire-former og rørfacader.
- Rørbøjning & Wire-formning: Sædekonstruktioner er ofte afhængige af buede rammeark for ryglæn og wire-former til suspensionsmåtter. Disse processer skal være synkroniseret med stansoperationer for at sikre korrekt montering.
- Sammenføjningsteknologier: Skiftet til blandede materialer (f.eks. sammenføjning af stålskinner med aluminiumspanner) har gjort traditionel punktsvejsning utilstrækkelig i nogle anvendelser. Producenter anvender i stigende grad MIG-svejsning, lasersvejsning og mekanisk samling for at sikre strukturel integritet mellem forskellige metaller.
- Mekanismeintegration: Rammen skal rumme komplekse elektromekaniske systemer, herunder liftbremser, manuelle og eldrevne sædeskinner samt reclinermekanismer . Præcisionsstansning er afgørende her; selv mikron-afvigelser i et sædebensskinne kan føre til støj, vibration og hårde følelse (NVH-problemer) i det endelige køretøj.
Kvalitetskontrol og procesoptimering
I sikkerhedskritiske anvendelser som bil-sæder er undgåelse af defekter en nødvendighed. Kvalitet starter før presset rammer metallet. Præcisionsafspoolere, såsom dem beskrevet af Henli Machine, spiller en afgørende rolle. Funktioner som pneumatiske trykarme og førearmsystemer forhindrer materialudbredelse og beskytter rulles overflade mod ridser – defekter, der kunne føre til kosmetisk afvisning eller strukturel udmattelse.
Finite element analyse (FEA) er et andet vigtigt værktøj, som top-leverandører bruger til at simulere stansprocessen, inden værktøjerne fremstilles. FEA hjælper ingeniører med at forudsige tyndning, folder og fjedring, så formkompensation kan foretages i designfasen i stedet for kostbar prøve-og-fejl-metode på produktionsdelen.
Når man vælger en produktionspartner, er certificering minimumskravet. Søg efter leverandører, der har IATF 16949 certificering, som garanterer overholdelse af strenge standarder for kvalitetsstyring i bilindustrien. Desuden er evnen til at dække hele spændet fra udvikling til produktion afgørende. For OEM'er, der har brug for fleksibilitet, Shaoyi Metal Technology tilbyder omfattende stemplingsløsninger der rækker fra hurtig prototyping (levering af 50+ dele på så lidt som fem dage) til massiv produktion i store serier på 600-ton presser, så designets gennemførlighed valideres tidligt i projektet.
Udvikler Fremtiden for Sæder
Markedet for bil-sæderammer udvikler sig fra simpel metalbøjning til højteknologisk strukturteknik. Når køretøjer bliver autonome og elektriske, bliver sædet centrum for passageroplevelsen og stiller krav om lavere vægt, højere sikkerhed og større funktionalitet. For ingeniører og indkøbschefer handler målet om at samarbejde med producenter, der ikke kun tilbyder pressekraft, men også en helhedsforståelse af materialevidenskab, sammenføjningsteknologier og præcisionskvalitetskontrol.
Ofte stillede spørgsmål
1. Hvad er forskellen mellem progressiv og transfer stansning til sædeframmer?
Ved progressiv stansning føres et kontinuerligt metalstrimmel gennem flere stationer, hvilket gør processen hurtigere og ideel til mindre dele som beslag og forbindelser. Ved transfer stansning flyttes individuelle udskårne plader mellem stationer, hvilket er bedre egnet til store, dybtrukne dele som sædeplader og sidefremme, der kræver komplekse formeringsoperationer.
2. Hvorfor anvendes magnesium i bil-sædeframmer?
Magnesium anvendes primært på grund af dets fremragende styrke-vægt-forhold. Det er cirka 33 % lettere end aluminium og 75 % lettere end stål, hvilket gør det ideelt til at forlænge rækkevidden af elbiler. Det kræver dog specialiserede trykstøbe- eller stansprocesser på grund af sine unikke materialeegenskaber.
3. Hvem er de største globale producenter af bil-sædekonstruktioner?
Store spillere i bilstolsindustrien inkluderer Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S og Magna International. Disse virksomheder fungerer typisk som Tier 1-leverandører, der leverer komplette sædestystemer til OEM'er.