 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Lisování čelních stěračů: Technický a identifikační průvodce
SHRNUTÍ
Ve kontextu automobilových komponentů, stříhání ramen stěračů označuje dva odlišné pojmy: vysokorychlostní progresivní razení výrobní proces používaný k tvorbě kovové konstrukce a identifikační kódy vyražené na ramenu pro ověření dílu. Moderní výroba se z velké části přesunula od lití kovů ke stříhání, což umožňuje rychlost výroby až 60 dílů za minutu s vyšší přesností.
Pro majitele vozidel a osoby provádějící restaurování jsou tato ražená označení (například loga výrobců jako Trico nebo směrové indikátory jako 55L/55R) rozhodující pro identifikaci originálních náhradních dílů a zajištění správné montáže. Ať už hledáte výrobce pro sériovou výrobu nebo dekódujete číslo starožitného dílu, porozumění procesu razení je klíčové.
Výrobní proces: Stříhání s postupnou maticí
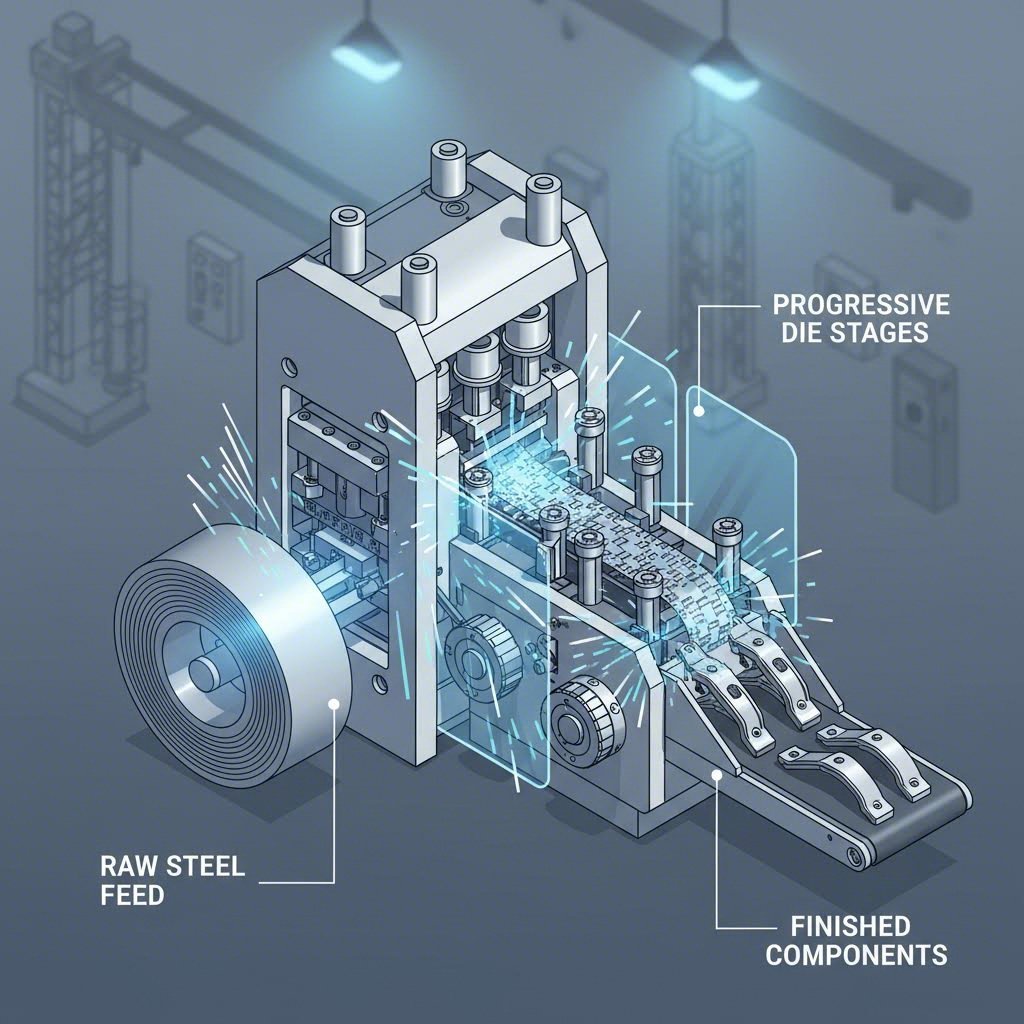
Výroba ramen ostřikovačů čelního skla se výrazně vyvíjela, aby vyhověla požadavkům automobilového průmyslu. Tradičně byly mnohé komponenty ostřikovačů vyráběny litím kovů. Moderní inženýrství však upřednostňuje progresivní razení postupné tváření na lisu, metodu, která přeměňuje rovinné kovové cívky na složité, odolné tvary v nepřetržitém sledu.
Tento posun přináší významné zvýšení efektivity. Podle průmyslových studií, například společnosti Penne , umožňuje přechod na postupné tváření výrobcům vyrobit až 60 ramen ostřikovačů za minutu. Na rozdíl od lití, které často vyžaduje dodatečné obrábění pro odstranění přebytečného materiálu nebo vyhlazení hrubých hran, opěchované díly vycházejí z lisu téměř hotové. Proces spočívá ve vedení pozinkovaných ocelových nebo hliníkových pásků do lisu, kde řada nástrojů řeže, ohýbá a tvaruje kovové lišty a profily s přesností na mikrony.
Pro automobilové výrobce OEM, kteří vyžadují takovou propustnost a přesnost, je klíčové vybrat si partnera s pevnými kapacitami. Komplexní lisyovací řešení společnosti Shaoyi Metal Technology propojíme mezeru mezi rychlým prototypováním a výrobou ve velkém objemu, přičemž využíváme přesnost a lisovací kapacity až do 600 tun certifikované podle IATF 16949 pro dodávku klíčových komponent splňujících přísné globální standardy. Lisovací zařízení s vysokou silou zajišťují, že i ocel větší tloušťky používaná u vytrvalých stěračů zachová svou strukturální integritu bez únavy kovu.
Rozluštění raznic na ramenech stěračů: kódy a identifikace
Pro nadšence a mechaniky termín „razení“ často označuje alfanumerické kódy vytlačené do kovového ramene. Tato razení nejsou pouze dekorativní; slouží jako hlavní prostředek identifikace pro správné sednutí a pravost, zejména při obnově klasických automobilů.
Nejběžnější razítka uvádějí výrobce a stranu montáže. Například komunity milovníků klasických vozidel často odkazují na konkrétní kódy jako „55L“ (vlevo/řidičova strana) a „55R“ (vpravo/spolujezdce) umístěné na spodní straně náprstku. Identifikace těchto značek je klíčová, protože levý a pravý stěračový náprstek často mají nepatrné rozdíly v úhlech nebo délkách, které jsou pouhým okem nerozeznatelné, avšak rozhodující pro kvalitu čištění skla.
Dále původní vybavení (OEM) náprstky, jako jsou ty vyrobené Trico, často obsahují Trico patentová razítka nebo specifické kódy data výroby. Tyto značení rozlišují skutečné OEM díly od obecných náhradníků z druhé ruky, které obvykle postrádají podrobné razítka nebo používají zjednodušená čísla součástí. Při vybírání náhradních dílů ověřte, zda razítko typu „nožové“ nebo „hákové“ připojení odpovídá specifikacím vašeho vozidla, aby se předešlo mechanickému poškození.
Povrchová úprava: Nátěry a ochrana proti korozi
Syrová lisovaná ocel je velmi náchylná na korozi, což vyžaduje důkladné povrchové úpravy ihned po výrobě. Ve výrobním prostředí se běžně používá elektroforézní nátěr (E-coat) nebo prášková smaltování k vytvoření trvanlivé, odolné bariéry proti povětrnostním vlivům. Tento nátěr musí odolávat trvalému působení UV záření, vlhkosti a silničních solí, aniž by se odlupoval.
Pro domácí opravce je udržování tohoto nátěru běžným problémem. V průběhu času může původní povlak vyblednout nebo odlupovat, což vede ke korozním jevům, zejména v oblastech okolo lisovaných kloubů. Chcete-li efektivně obnovit lisované rameno stěrače, musíte odstranit starý nátěr, aniž byste při tom odbrousili identifikační kódy. Použijte brousek s jemným zrnem (přibližně 400–600), abyste povrch matně očistili, poté jej důkladně očistěte rozpouštědlem.
Nanášení vysoce kvalitního polomatného nebo saténového černého nátěru je průmyslovým standardem pro obnovení továrního vzhledu. Vyhněte se silným vrstvám, které by mohly ucpat lisovaná čísla nebo pružinový mechanismus. Podrobné návody na platformách jako GM-Trucks.com zdůrazněte důležitost přípravy – pokud neodstraníte rez z výstřižných drážek, dojde u nového nátěru během několika měsíců k napučení.
Odstraňování a údržba výstřižných ramen
I když jsou ramena z výstřižného kovu robustní, nejsou imunní vůči mechanickým poruchám. Nejčastějším místem poruchy jsou drážky – výstřižné rýhy uvnitř montážního otvoru, které drží hřídel převodovky stěrače. Pokud je rameno stěrače nuceno nebo nesprávně namontováno bez potřebného točivého momentu, mohou se tyto měkké kovové drážky poškodit, což způsobí prokluz ramene a selhání pohybu čepele, i když se motor otáčí.
Dalším problémem je fyzická deformace. Protože ocel, která prošla tvářením, má „paměť“, ohnutý rameno lze někdy opravit, ale vyžaduje opatrné manipulování. Použití dvou klíčů k otočení ramene zpět do správné polohy může opravit „chvění“ (když se ostří poskakuje po skle), avšak nadměrná síla může zlomit kov nebo oslabit pružinové napětí. Pokud vnitřní pružina – často uchycená na tažený jazýček – ztratí napětí, ostří nebude tlačit na čelní sklo dostatečně silou, a tím pádem nebude efektivní bez ohledu na to, jak nové je gumové ostří.
Závěrečné úvahy k tváření ramena wiperu
Porozumění dvojímu charakteru výrazování – jako přesné výrobní metody a zároveň klíčového identifikačního systému – posiluje jak inženýry, tak majitele vozidel. Pro výrobce představuje přechod k postupnému výrazování skok v efektivitě a konzistenci. Pro spotřebitele může schopnost číst výrazové kódy na stěračovém rameni znamenat rozdíl mezi dokonalou rekonstrukcí a frustrujícím problémem s nesedící součástkou. Ať už zadáváte sériovou výrobu nebo obnovujete klasické auto, detaily vyznačené do kovu vypráví celý příběh původu a funkce dané součástky.

Nejčastější dotazy
1. Lze stěračová ramena povrchově upravit práškovým nátěrem?
Ano, práškový nátěr je vynikající volbou pro stěračová ramena, protože poskytuje silnější a odolnější povrch než běžná sprejová barva. Je vysoce odolný proti odlupování a poškození UV zářením. Musíte však zajistit, že nátěr nebude rušit ve svorkovém kloubu ani nezaplní montážní drážky, což by mohlo zabránit správnému nasazení ramene na vozidlo.
2. Jak rozpoznám typ svého držáku stěrače?
Chcete-li identifikovat svůj držák stěrače, podívejte se na jeho spodní stranu nebo základnu, kde hledejte vytlačené alfanumerické kódy. Kódy končící písmenem „L“ nebo „R“ obvykle označují levou nebo pravou stranu. Dále si prohlédněte připojovací bod, kde je připevněna gumová část; běžné typy vytlačených označení zahrnují „Hook“ (hák), „Bayonet“ (držák s kývavým upevněním) nebo „Side Pin“ (boční kolík). Porovnání těchto označení s diagramy výrobce je nejspolehlivější metodou.
3. Jaký je rozdíl mezi lisovanými a odlévanými držáky stěračů?
Lisované držáky stěračů jsou vyrobeny ze plechu pomocí lisů s vysokou silou, což vede ke vzniku lehčí, rovnoměrnější součástky s hladkým povrchem. Odlité držáky jsou vyráběny odléváním roztaveného kovu do formy, což může mít za následek těžší a křehčí komponent, který může vyžadovat více dodatečné úpravy pro odstranění švů a nepřesností.