 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Lisování radiátorových nosníků: Výrobní specifikace a tajemství restaurování
SHRNUTÍ
Výroba radiátorových podpěr zahrnuje dvě odlišné kategorie: průmyslový výrobní proces tváření silných plechů do rámových konstrukcí vozidel a výběr těchto dílů pro obnovu vozidel nebo pro výkonové účely. V průmyslové výrobě se tento proces provádí pomocí vysoce výkonných lisech (často 600–800 tun), které tvarují materiály jako hliník nebo ocel o tloušťce 0,250 palce s přesností až do tolerance +/- 0,010 palce. Pro automobilové nadšence je volba mezi OEM stylu plechovými podpěrami, které nabízejí tovární tuhost a autentičnost, a náhradními trubkovými verzemi navrženými pro úsporu hmotnosti ve sportovních aplikacích. Ať se jedná o konstrukci sestavení nákladního vozu třídy 8 nebo o obnovu klasického Mustangu, pochopení mechaniky výlisků a identifikace datového kódu je rozhodující pro zajištění strukturní integrity a hodnoty vozidla.
Výrobní mechanika: Jak se razí radiátorové podpěry
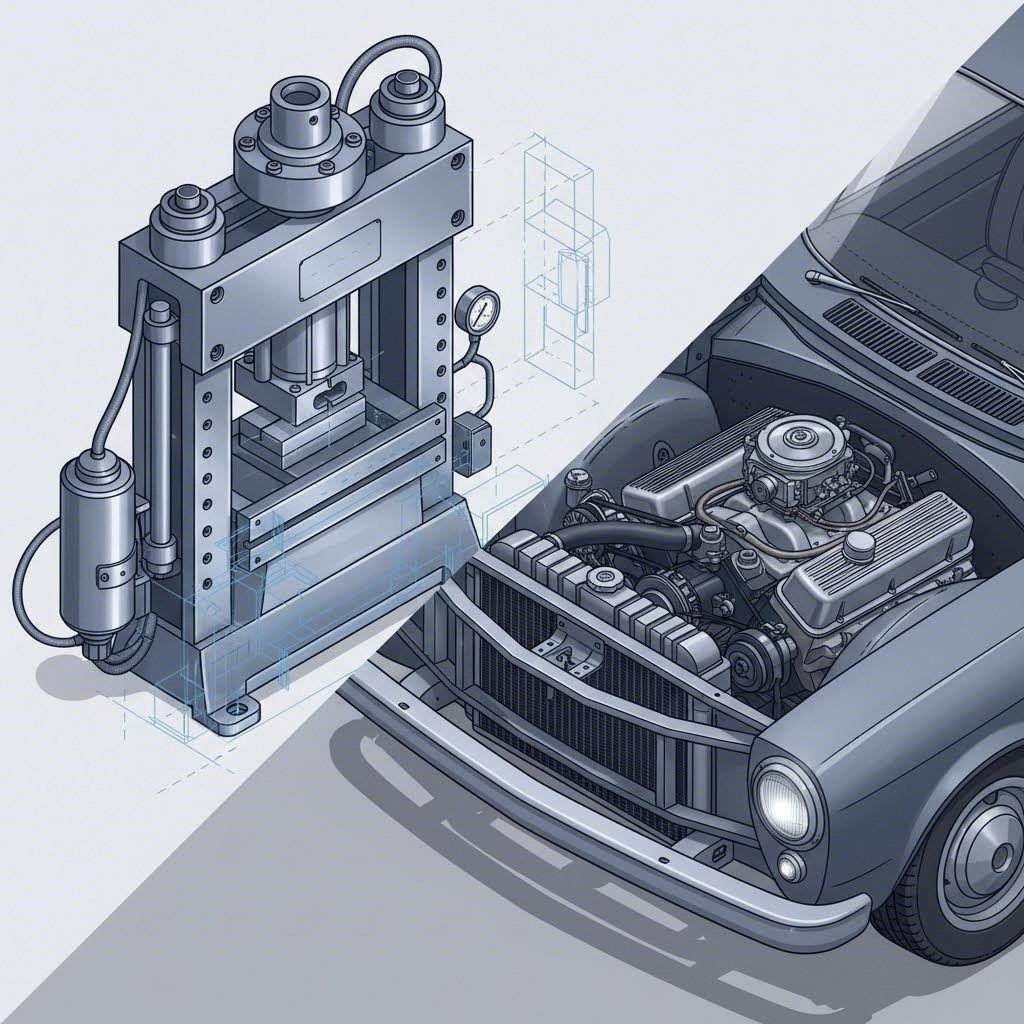
Výroba nosné konstrukce chladiče je výkonem těžkého průmyslového inženýrství. Na rozdíl od jednoduchých karosářských dílů jsou tyto podpěry konstrukčními prvky, které musí nést hmotnost chladiče, kondenzátoru a často i předních karosářských dílů, zatímco zajišťují tuhý směr pro kapotu a blatníky. Proces začíná výběrem materiálu, obvykle oceli vysoké pevnosti nebo hliníku v silnější tloušťce. Například u náročných aplikací, jako jsou nákladní automobily třídy 8, mohou výrobci použít hliník o tloušťce 0,250 palce, aby dosáhli rovnováhy mezi pevností a hmotností.
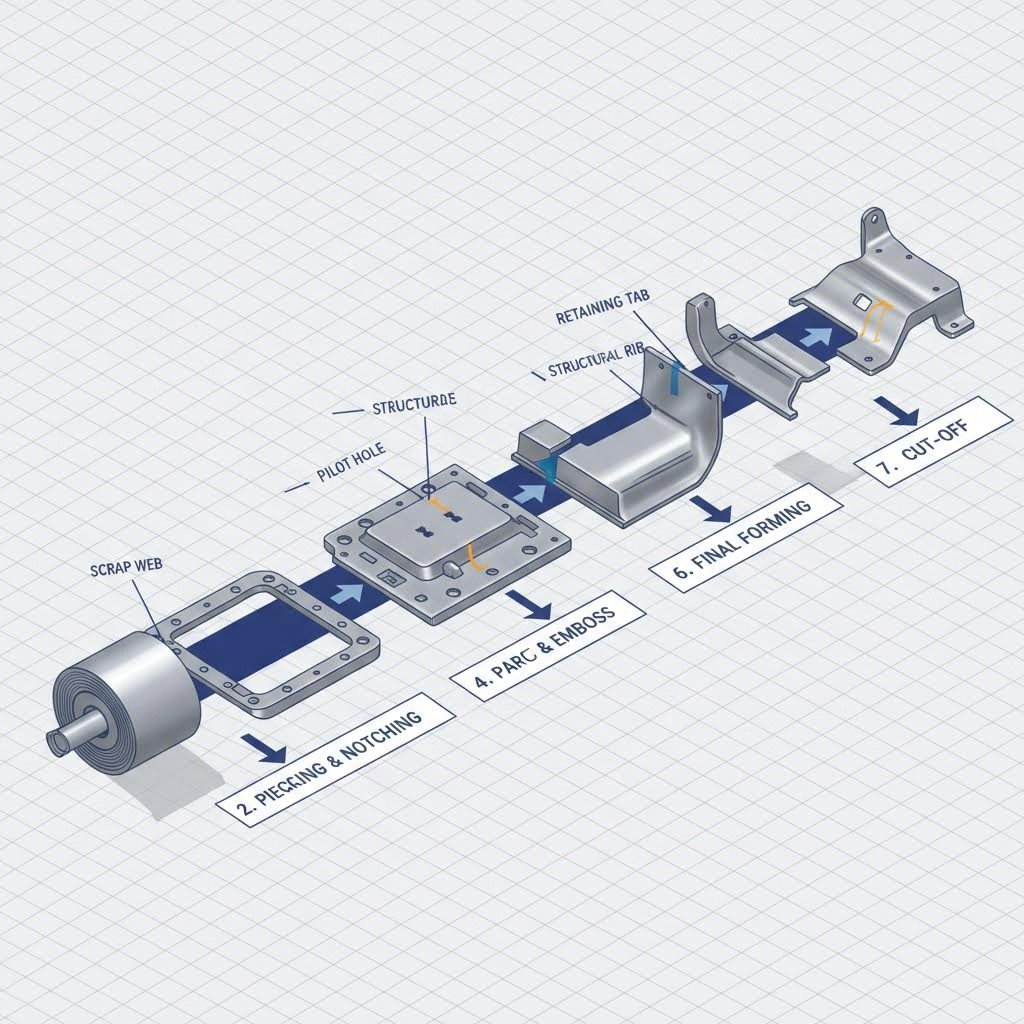
Pro výrobu těchto odolných materiálů používají výrobci masivní hydraulické nebo mechanické lisy. Údaje od odborníků z průmyslu, jako je Aranda Tooling, ukazují použití lisů o síle 800 tun pro razení sestav rámu chladiče. Proces často zahrnuje postupné tváření do matrice, při kterém se nepřetržitý proužek kovu posouvá skrz více stanic. Každá stanice provádí konkrétní řez, ohyb nebo děrování a postupně tak tvaruje plochý plech do složitého trojrozměrného rámu. Tato metoda zajišťuje vysokou opakovatelnost a efektivitu a je schopna ročně vyrobit více než 15 000 kusů.
Přesnost je v tomto odvětví nepostradatelná. Radiátorová podpěra není jen držák; jedná se o referenční bod pro celou přední část vozidla. Přední výrobci dodržují přísné normy kontroly kvality a udržují tolerance tak malé jako ± 0,010 palce. Tato úroveň přesnosti je dosažena pomocí pokročilého nástrojování a sekundárních operací, jako je robotické svařování, které spojuje více lisy vyrobených dílů do jednoho soudržného celku. Pro automobilové subjekty, které chtějí naplnit mezeru mezi rychlým prototypováním a výrobou ve velkém rozsahu, Shaoyi Metal Technology nabízí přesnost certifikovanou podle IATF 16949. Díky lisovacím kapacitám až 600 tun – srovnatelné s hlavními průmyslovými standardy – dodávají klíčové nosné součásti, jako jsou řídicí ramena a rámy karoserie, a zároveň dodržují globální specifikace OEM.
Společnosti, jako je Regal Metal Products, využívají také velké rozměry ložítek (až 60“ x 168“), aby vyhověly značné ploše automobilových nosných konstrukcí. Tyto možnosti umožňují výrobu jednodílných lisovaných dílů nebo složitých sestav, které integrují upevňovací body pro systémy zavěšení a chlazení, čímž zajišťují splnění přísných požadavků moderních automobilových montážních linek.
Lisovaná ocel versus trubkové podpory: srovnání výkonu
Pro automobilové nadšence termín „podpory chladiče vytvořené tvářením“ často znamená rozhodovací okamžik: měli byste zůstat u továrního dílu z lisované oceli, nebo jej vyměnit za trubkovou alternativu? Tato volba zásadně mění charakter vozidla a ovlivňuje vše od rozložení hmotnosti až po účinnost chlazení.
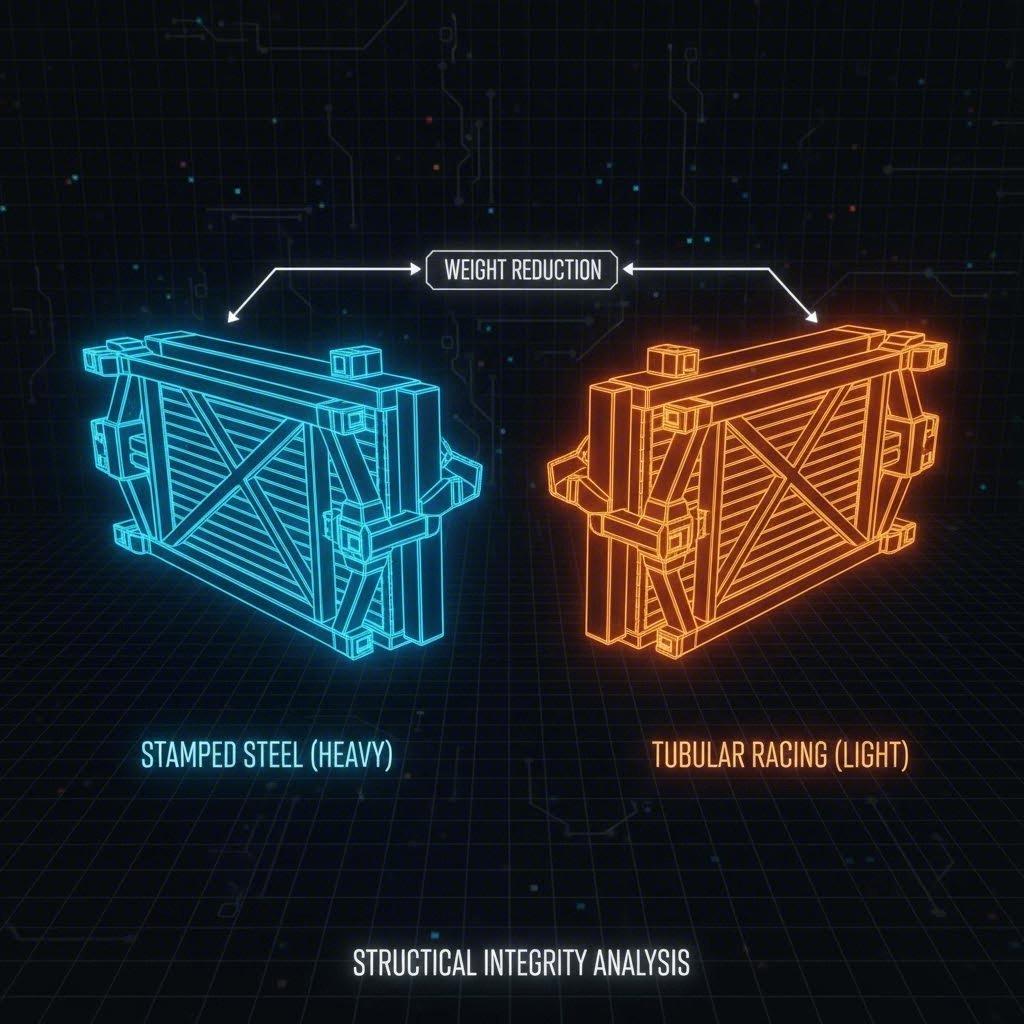
Originální podpory z lisované oceli jsou standardem pro restaurování a silniční vozy. Tyto díly jsou vyráběny metodami lisování za studena, jak je popsáno výše, a jsou navrženy tak, aby se při nárazu ohybovaly a pohlcovat energii, čímž chrání podvozek. Nabízejí továrně správné rozměry, předvrtané otvory pro kabelové svazky a upevňovací body pro sériové příslušenství, jako jsou nádržky ostřikovače skla a klaksony. Jsou však těžké a kvůli své objemné, masivní konstrukci mohou omezit přísun vzduchu ke chladiči.
Trubkové a chrommolybdenové nosníky , jako jsou ty od Rhodes Custom Auto, jsou preferovanou volbou pro závody na čtvrt míle a traťové aplikace. Tyto podpory jsou vyrobeny z lehkých trubek (často 4130 Chromoly) a mohou ušetřit významnou hmotnost – často až 10 až 20 liber na přední části vozu, kde to nejvíce počítá. Jejich otevřený design maximalizuje průtok vzduchu ke chladiči, což je kritickou výhodou pro vysoký výkon motoru. Případnou nevýhodou může být nižší tuhost v běžném silničním provozu a absence montážních bodů pro sériové příslušenství, což je činí méně vhodnými pro plně vybavený silniční vůz.
| Funkce | Originální lisovaná ocel | Tubusové / Chromoly (posyp) |
|---|---|---|
| Hlavní použití | Obnova, každodenní jízda, oprava následků kolize | Závodění na čtvrt míle, traťový den, Pro-Touring |
| Materiál | Lisovaný plech (ocel/hliník) | Svařované trubky (uhlíková ocel nebo Chromoly) |
| Hmotnost | Těžké (standardní výrobní hmotnost) | Lehké (úspora 10–20 liber) |
| Vzduchový tok | Omezené (plné panely blokují průtok vzduchu) | Maximum (otevřený design) |
| Montáž | Přímé připevnění šrouby s továrními příslušenstvím | Může vyžadovat úpravy pro příslušenství |
Obnova a autentičnost: Dešifrování razníků data na podpěře chladiče
Ve světě obnovy klasických automobilů, zejména u modelů Mustang, Chevelle a Camaro, hraje razníkovaná podpěra chladiče klíčovou roli pro ověření. Odborníci na autentičnost i vážní sběratelé hledají konkrétní razníky data a výrobní kódy, aby určili, zda vozidlo má původní plechové díly nebo bylo opraveno pomocí náhradních dílů.
U vozidel jako je klasický Ford Mustang je nalezení razítka s datem notoricky obtížné, ale klíčové pro hodnocení na soutěžích concours. Nadšenci na fóru Concours Mustang Forum upozorňují, že tato razítka se často nacházejí pod držákem baterie nebo za příčnou vzpěrou. Typické razítko z montážní linky může obsahovat kód data (např. "4/14/64"), který odpovídá dni výroby vozidla. Rozdíly však mohou být varovným signálem. Razítko s označením "A 62" nebo podobným nesouvisejícím formátem data často indikuje Náhradní díl pro servis —součástku namontovanou dealery nebo karosárnou po nehodě, nikoli na tovární montážní lince.
Dekódování těchto raznítek vyžaduje bystrý zrak. U Chevroletů určených k obnovování se datumové kódy obvykle objevují na horní desce blízko zámku kapoty nebo na straně motoru nosiče. Formát obvykle odpovídá struktuře Měsíc/Týden/Rok. Mimo samotné znaky je rozhodujícím ukazatelem způsob upevnění. Tovární nosiče byly obvykle přivařeny bodovým svařováním pomocí průmyslových odporových svařovacích zařízení s vysokým proudem, čímž vznikly malé, přesné prohlubky. Náhradní nosiče jsou často přivařeny záplatovým svařováním (MIG svařování skrz vrtané otvory), což je zřetelným vizuálním indikátorem, že historie „ražených nosičů chladiče“ tohoto vozidla zahrnuje opravu po havárii.
Výzvy při instalaci a seřízení
Nahrazení lisované podpěry chladiče není jednoduchou záležitostí typu „přišroubuj a hotovo“; jedná se o strukturální operaci, která určuje zarovnání celé přední části vozidla. Protože tato podpěra spojuje levý a pravý vnitřní blatník, určuje rovnoběžnost motorového prostoru. Běžným problémem u náhradních lisovaných dílů od dodavatelů je nepatrná odchylka rozměrů. I odchylka o několik milimetrů může vést k špatnému nastavení mezer u kapoty nebo k nesrovnání blatníků.
Úspěšná instalace začíná přípravou. Většina náhradních lisovaných podpěr přichází s černým povrchem EDP (elektrodepozitní primer). Ačkoli toto povrstvení brání korozí během přepravy, musí být v místech svařování zbroušeno nebo odstraněno, aby bylo zajištěno správné přilnutí. Zkušení restaurovatelé doporučují "suché nasazení" celé přední části – blatníků, kapoty a mřížky – ještě před tím, než bude nová podpěra natvrdo přivařena. To umožňuje upravit montážní otvory nebo přidat justovací podložky.
U těch, kteří opravují vozidlo z doby výroby, je zachování původního razítka VIN (často umístěného na nosníku chladiče u určitých modelů) právní a hodnotově důležité. Pokud je nosič zrezivělý, ale razítko je neporušené, někteří restaurovatelé volí přenesení původního razítka do nového nosníku, což ovšem vyžaduje odborné dovednosti ve zpracování kovu, aby byla úprava nepozorovatelná.
Často kladené otázky
1. Můžete jet bez nosníku chladiče?
Ne, jízda bez nosníku chladiče je velmi nebezpečná a mechanicky riskantní. Tato součástka má větší význam než pouhá montáž chladiče; dodává tuhost přední části vozidla a spojuje rámové nosníky s vnitřními blatníky. Bez ní může dojít k výraznému prohnutí přední části, což způsobí nesrovnání karoserie a potenciální poruchu zámku kapoty. Navíc by chladič neměl žádné pevné uchycení, což by vedlo ke kmitání, poškození hadic chlazení a nakonec k fatálnímu přehřátí nebo poškození motoru.
2. Jaký druh pájky se používá při opravách chladičů?
Při opravách mosazných nebo měděných chladičů, které jsou často instalovány ve vozidlech se staršími lisovanými nosiči, jsou běžnou normou olovo-cínové pájky. Běžné složení jsou například 40/60 (40 % cínu, 60 % olova) nebo 30/70. Přesnost je však klíčová; jak je uvedeno ve diskusích odborné veřejnosti, nadměrné teplo nebo nesprávný materiál může oslabit jádro. Moderní hliníkové chladiče s plastovými nádržemi, které jsou spojeny s novějšími lisovanými nosiči, nelze obecně pájet a vyžadují zpravidla výměnu jádra nebo dočasné opravy pomocí epoxidových náplastí.