 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Co vám nikdo neřekne o nákladech a termínech ve službách obrábění

Porozumění službám obrábění a proč jsou důležité
Nikdy jste se zamysleli, proč některé výrobce investují miliony do zařízení, zatímco jiné vyrábějí identické součásti bez toho, aby vlastnily jediný stroj? Odpověď leží v oblasti služeb obrábění – strategickém přístupu, který mění způsob, jakým firmy uvažují o výrobě.
Co služby obrábění ve skutečnosti znamenají pro výrobce
Služby obrábění označují externí zadání přesné výroby specializovaným externím zařízením vybaveným pokročilou CNC technologií. Místo zakoupení drahého vybavení a najmutí kvalifikovaných obsluh spolupracují firmy s specializovanými poskytovateli obráběcích služeb, kteří zajišťují celý výrobní proces od začátku do konce.
Představte si to takto: potřebujete přesné komponenty, ale nemusíte nutně vlastnit továrnu. Podle průmyslového výzkumu společnosti Technavio se trh s obráběcími službami do roku 2028 zvýší o 17,4 miliardy USD, což odpovídá ročnímu složenému růstu 4,5 %. Tento růst odráží zásadní změnu výrobní strategie – firmy stále více uznávají, že externí partneři dokážou dosáhnout vyšší kvality výsledků bez nutnosti kapitálových investic.
Když hledáte „CNC opravnu v blízkosti“ nebo prozkoumáváte služby přesného CNC obrábění, v podstatě hledáte právě tyto specializované partnery. Ať jste startup, který vyrábí první prototyp svého produktu, nebo již zavedený výrobce zvyšující objemy výroby, poskytovatelé služeb nabízejí stejnou vysokou kvalitu výstupu, jakou byste očekávali od vlastních provozů.
Základní rozdíl mezi outsourcingem a interním obrábění
Rozdíl mezi těmito přístupy spočívá v majetkových právech a odpovědnosti. U vnitřního obrábění nesete plnou zodpovědnost za nákup zařízení, plán údržby, školení obsluhy a certifikace kvality.
Zvažte, co vlastně vnitřní provoz vyžaduje:
- Významný počáteční kapitál pro CNC stroje, jejichž cena se pohybuje od desítek tisíc do milionů dolarů
- Náklady na průběžnou údržbu které se s časem hromadí a vyžadují specializované techniky
- Zkušení operátoři kteří si vyžadují vysoké mzdy a neustálé školení
- Kvalitní certifikace jako například ISO 9001, které vyžadují důkladnou dokumentaci a audit
Službové obrábění tyto požadavky eliminuje. Specializovaný strojní závod nebo jakýkoli jiný kvalifikovaný poskytovatel již tato investice uskutečnil. Udržuje nejnovější zařízení, zaměstnává zkušené obráběče a drží certifikace vyžadované ve vašem odvětví. Vy prostě využíváte jejich kapacit podle potřeby.
Proč se firmy z různých odvětví – od leteckého průmyslu po výrobu lékařských přístrojů – spoléhají na externí partnery pro obrábění? Nabízená hodnota je přesvědčivá. Služby vysoce přesného obrábění vám poskytují přístup k víceosým CNC strojům, zkušeným obsluhám a ověřeným systémům řízení kvality, aniž byste museli vázat kapitál. Mnoho strojních dílen v Kalifornii i jiných průmyslových centrech se specializuje na konkrétní odvětví a nabízí odbornost, kterou by trvalo roky vybudovat interně.
Tato flexibilita se ukazuje jako zvláště cenná v případech, kdy se požadavky na projekt mění. Namísto toho, abyste udržovali nevyužívané stroje v obdobích nízké poptávky nebo se v obdobích náhlého nárůstu poptávky snažili co nejrychleji rozšířit kapacity, vám outsourcing umožňuje bezproblémově škálovat výrobu. Jedná se o strategickou výhodu, která vám umožňuje soustředit se na to, co děláte nejlépe – navrhovat výrobky, obsluhovat zákazníky a rozvíjet svůj podnik. 
Typy CNC obráběcích procesů a jejich aplikace
Když spolupracujete se službou pro obrábění, nezískáváte pouze přístup k zařízení – využíváte rozsáhlý arzenál různých výrobních procesů. Ale zde je výzva: jak poznáte, který proces je pro váš projekt nejvhodnější? Pochopení rozdílů mezi frézováním, soustružením a specializovanými technikami vám pomůže efektivně komunikovat se svým partnerem pro obrábění a učinit informovaná rozhodnutí týkající se vašich dílů.
Vysvětlení CNC frézování
Představte si rotující řezný nástroj, který se pohybuje po nepohyblivém obrobku, přičemž odstraňuje materiál vrstvu po vrstvě . To je CNC frézování v praxi. Na rozdíl od procesů, při nichž se obrobek otáčí, frézování udržuje váš obrobek pevně upnutý, zatímco vícebodové řezné nástroje pracují ve více osách.
Tento přístup je vynikající pro výrobu složitých trojrozměrných tvarů, které by bylo nemožné vytvořit jednoduššími metodami. Podle výrobního výzkumu společnosti 3ERP mohou frézky pracovat s 3, 4 nebo 5osou schopností, přičemž každá další osa odemyká nové geometrické možnosti.
Co činí frézování zvláště univerzálním? Zvažte tyto běžné aplikace:
- Rovinných ploch a čel — čelní frézování vytváří přesné vodorovné roviny na horní straně obrobků
- Drážek a dutin — frézování kapes odstraňuje materiál z vnitřních částí a vytváří prohlubně
- Drážky a rýhy — periferní frézování řeže drážky podél hran dílů s přesně regulovanou hloubkou
- Komplexní 3D obrysy — kulové frézy sledují organické křivky pro výrobu forem a prototypů
- Šikmé prvky — frézy pro zaoblení hran a úhlové operace vytvářejí sešikmené hrany
Pokud hledáte služby 5osého CNC frézování, jedná se o nejvyšší stupeň dostupné frézovací technologie. Tyto stroje jsou schopny naklonit nástroj nebo stůl a tak dosáhnout podřezů a složitých povrchů v jediném nastavení. U frézování velkých dílů nebo složitých leteckých komponent poskytují dodavatelé služeb 5osého CNC přesnost, kterou jednodušší uspořádání nedokážou dosáhnout.
Když je soustružení výkonnější než frézování
Nyní obrátíme postup. Při CNC soustružení se obrobek rychle otáčí, zatímco nepohyblivý jednobodový nástroj tvaruje jeho povrch. Tato změna směru pohybu vytváří zásadní rozdíl v tom, v čem každý z těchto procesů dosahuje nejlepších výsledků.
Zní to jednoduše? Je to tak – a tato jednoduchost se přímo promítá do vyšší efektivity. Soustružnické operace jsou z principu rychlejší u válcových součástí, protože otáčivý pohyb přirozeně vytváří kruhové profily. Pokud má vaše součást tvar hřídele, kolíku, vložky nebo závitové tyče, je soustružení téměř jistě nejvhodnější volbou.
Soustružení převyšuje frézování v těchto případech:
- Válcové a kuželové tvary —otáčející se obrobek přirozeně vytváří kruhové profily s vynikající souosostí
- Vysokosériovou výrobu —tyčové podavače umožňují nepřetržitou obrábění s minimálním zásahem obsluhy
- Vnější a vnitřní závity —závitové operace se bezproblémově začleňují do soustružnických cyklů
- Přesné tolerance kruhovosti —proces udržuje konstantní průměry i u dlouhých součástí
- Projekty citlivé na náklady —jednodušší nástroje a kratší časy cyklu snižují náklady na jednu součástku
Moderní CNC soustružnická centra rozmyvají hranici mezi jednotlivými procesy. Mnohé z nich nyní obsahují rotující nástroje – nástroje, které se otáčejí a dokážou provádět frézovací operace, zatímco je obrobek stále upnutý v soustruhu. Tato hybridní schopnost znamená, že jeden stroj dokáže vyvrtat příčné otvory, frézovat rovinné plochy nebo vyříznout drážky pro klíny, aniž by bylo nutné obrobek převádět do samostatného upnutí.
U dílů pro CNC obrábění, které kombinují kulaté i hranolové prvky, se zeptejte svého poskytovatele služeb na možnosti soustružení s frézováním (mill-turn). Tyto hybridní stroje mohou výrazně zkrátit dodací lhůty a zlepšit rozměrovou přesnost eliminací více upnutí.
Specializované procesy pro složité geometrie
Co se stane, když konvenční řezné nástroje nedokážou dosáhnout požadované geometrie? Právě v tomto případě přicházejí do hry specializované procesy, jako je elektroerozní obrábění a precizní broušení.
Elektroerosivní obrábění (EDM) odstraňuje materiál prostřednictvím řízených elektrických jisker místo fyzického řezání. Podle Technické dokumentace OpenLearn eDM funguje na jakémkoli elektricky vodivém materiálu bez ohledu na jeho tvrdost – což jej činí ideálním pro kalené nástrojové oceli a exotické slitiny, které by zničily konvenční řezné nástroje.
EDM se osvědčuje především v následujících aplikacích:
- Malé otvory s vysokým poměrem délky k průměru — drátové EDM dokáže vytvořit otvory o průměru již od 0,05 mm
- Složité dutiny v razítkách — ponořovací EDM tvaruje složité prvky forem bez pilin
- Kalené materiály — eroze jiskrami zcela ignoruje tvrdost materiálu
- Ostré vnitřní rohy — umožňuje dosáhnout poloměrů až 0,4 mm, kam mechanické nástroje nedosáhnou
Nevýhodou je pomalejší rychlost zpracování ve srovnání s konvenčním obráběním; rychlost odstraňování kovu se obvykle udává v krychlových centimetrech za hodinu. Kromě toho vzniká recast vrstva tloušťky 0,0025–0,15 mm, kterou je u aplikací kritických z hlediska únavy materiálu nutné odstranit.
Přesné šlechování využívá brusných kotoučů k dosažení povrchových úprav a tolerancí, které přesahují možnosti řezných nástrojů. Pokud váš projekt vyžaduje zrcadlově lesklé povrchy nebo přesnost v řádu mikrometrů, broušení se stává nezbytným.
Společnosti jako Odyssey Machining a další specializovaní poskytovatelé často kombinují několik procesů za sebou – hrubování frézováním, dokončování broušením a jemné práce elektroerozívním obráběním (EDM). Tento integrovaný přístup využívá nejlepší vlastnosti každé metody a zároveň minimalizuje celkovou dobu výroby.
Porozumění rozdílům mezi těmito procesy vám pomůže lépe spolupracovat se svým obrábecím partnerem. Pokud dokážete přesně specifikovat, zda váš díl vyžaduje flexibilitu frézování, efektivitu soustružení nebo specializovanou přesnost, získáte přesnější cenové nabídky a kratší dodací lhůty.
Průvodce výběrem materiálů pro obráběné díly
Zvolili jste si výrobní proces. Nyní následuje rovněž kritické rozhodnutí: z jakého materiálu má být váš díl vyroben? Tato volba ovlivní každý aspekt vašeho projektu – od doby obrábění a opotřebení nástrojů až po výkonnost hotového dílu a celkové náklady. Pokud se rozhodnete správně, získáte součásti, které překročí vaše očekávání. Pokud se rozhodnete špatně, budete čelit zpožděním, překročením rozpočtu nebo dílům, které selžou v provozu.
Co činí výběr materiálu obtížným: vždy se jedná o kompromis. Podle výrobního výzkumu společnosti Tops Best Precision mají měkké kovy, jako je hliník a mosaz, vynikající obrabovatelnost, avšak mohou postrádat pevnost a odolnost. Naopak tvrdší materiály, jako je titan a nerezová ocel, jsou obtížněji obrábětelné, ale nabízejí vyšší pevnost, odolnost proti korozi a trvanlivost.
Podrobně si rozebereme vaše možnosti, abyste mohli učinit informovaná rozhodnutí pro svůj cNC frézovací služby z hliníku nebo jakékoli jiné požadavky na materiál.
Hliníkové slitiny pro lehkou konstrukci a vysoký výkon
Když výrobci potřebují díly rychle, aniž by obětovali kvalitu, často se hliník umístí na první místo. S hodnocením obráběnosti 90–95 % ve srovnání se standardem z mosazi poskytují služby obrábění hliníku krátké dodací lhůty a vynikající povrchovou úpravu.
Proč se hliník tak dobře obrábí? Jeho vysoká tepelná vodivost umožňuje rychlé odvádění tepla z řezného prostoru, což umožňuje vyšší rychlosti obrábění bez ohrožení životnosti nástrojů. Podle průvodce výběru materiálů společnosti Ethereal Machines nabízí hliník 6061 optimální rovnováhu mezi pevností a obráběností a je proto univerzálně využitelný v aplikacích od automobilového průmyslu po spotřební zboží.
Běžné hliníkové slitiny, které se vyskytují v cenových nabídkách pro CNC frézování hliníku, zahrnují:
- 6061-T6 — univerzální slitina s dobrými mechanickými vlastnostmi, svařitelností a odolností proti korozi pro běžné aplikace
- 7075-T6 — slitina s vyšší pevností, jejíž hodnoty se blíží některým ocelím; ideální pro konstrukční součásti v leteckém a kosmickém průmyslu a pro aplikace za vysokého namáhání
- 2024-T3 —vynikající odolnost proti únavě pro povrchové a konstrukční části letadel
- 5052—vyšší odolnost proti korozi pro námořní prostředí a prostředí chemického průmyslu
Jaký je kompromis? Nižší tvrdost hliníku znamená, že není vhodný pro extrémní opotřebení nebo aplikace za vysokých teplot. V těchto případech budete muset zvážit ocel nebo exotické slitiny.
Ocelové a nerezové možnosti pro trvanlivost
Když je důležitější pevnost a trvanlivost než hmotnost, stávají se ocelové varianty vašimi preferovanými materiály. Ocelová rodina však zahrnuje širokou škálu výkonových charakteristik – stejně jako různou obráběnost.
Uhlíkové a legované oceli (např. 1018, 4140 a 4340) nabízejí rozumnou rovnováhu mezi pevností a obráběností. S hodnocením kolem 70 % jsou výrazně těžší na řezání než hliník, avšak stále zpracovatelné standardními nástroji. Tyto materiály se vyznačují výbornými vlastnostmi u konstrukčních součástí, strojních dílů a ozubených kol, kde je vyšší pevnost odůvodněna delším časem obrábění.
Nerdzidé oceli představují jiný výzvový úkol. Podle materiálového výzkumu mají třídy jako 304 a 316 pouze 30–40 % hodnocení obrábětelnosti. Proč je jejich obrábění tak náročné? Nerezová ocel se při obrábění zpevňuje – to znamená, že se stává tvrdší, jak ji řežete. To vyžaduje pomalejší řezné rychlosti, tužší upínací uspořádání a častější výměnu nástrojů.
Navzdory obtížím při obrábění ospravedlňují vlastnosti nerezové oceli tento úsilí v konkrétních aplikacích:
- 304 nerezová — univerzální odolnost proti korozi pro potravinářský průmysl, architekturu a chemický průmysl
- 316 Nerezová — výjimečná odolnost proti korozi pro námořní, lékařské a farmaceutické prostředí
- 17-4 PH — třída s vysrážkovým zpevněním nabízející vysokou pevnost pro letecké a obranné komponenty
- nerezová ocel 303 — třída s lepší obrábětelností díky přidanému síru, který zlepšuje lámání třísek a životnost nástrojů
Pokud váš projekt vyžaduje nerezovou ocel, počítejte s delšími dodacími lhůtami a vyššími náklady na jednotlivou součástku ve srovnání s cenovými nabídkami pro frézování hliníku. Samotný materiál je dražší, obrábí se pomaleji a rychleji opotřebuje nástroje – všechny tyto faktory budou poskytovatel služby zohledňovat při stanovení ceny.
Technické plasty a exotické materiály
Ne každá součástka musí být kovová. Technické plasty nabízejí jedinečné výhody, jako je nižší hmotnost, odolnost vůči chemikáliím a elektrická izolace. Exotické slitiny naopak zvládají extrémní podmínky, za kterých selžou konvenční materiály.
Běžné technické plasty pro obráběné součástky patří:
- Delrin (acetal) —velmi snadno obráběný materiál s vynikající rozměrovou stabilitou, ideální pro ozubená kola, ložiska a mechanické součásti
- Peek —vysokovýkonný termoplast odolný teplotám až do 250 °C, často používaný v leteckém průmyslu a lékařských implantátech
- UHMW —vynikající odolnost proti opotřebení a nízké tření pro dopravníkové součásti a opotřebitelné lišty
- Polykarbonát —vysoká odolnost proti nárazu a optická průhlednost pro bezpečnostní okna a ochranné kryty
Plastové stroje se zpracovávají rychle, ale vyžadují jiné přístupy. Některé se mohou pod vlivem tepla řezání roztavit nebo deformovat, jiné se mohou rozštípnout, pokud jsou řezány příliš agresivně. Váš partner pro obrábění by měl odpovídajícím způsobem upravit otáčky, posuvy a chladicí strategie.
Exotické slitiny zaujímají opačný konec spektra – jsou obtížné obrábět, ale nezbytné pro extrémní prostředí. Poznámka společnosti Primo Medical Group že materiály jako titan a jiné exotické slitiny vyžadují specializované techniky obrábění kvůli svým jedinečným vlastnostem, jako je tvrdost, odolnost proti korozi a biokompatibilita.
Titan má hodnocení obrábětelnosti pouze 20–25 %. Jeho nízká tepelná vodivost udržuje teplo v řezné zóně, což vyžaduje pomalé otáčky a specializované nástroje s povlaky. Inconel a jiné niklové superlitiny mají ještě nižší hodnocení, 10–15 %, a vyžadují extrémní opatrnost, aby nedošlo k poškození nástroje.
Kdy tyto materiály ospravedlňují obtížnost jejich obrábění? Titan se používá ve vzdušných a kosmických konstrukcích, lékařských implantátech a vysoce výkonných sportovních výrobcích, kde jeho poměr pevnosti vůči hmotnosti nemá obdoby.
Přehled srovnání materiálů
Použijte tuto referenční tabulku při diskuzi možností materiálů se svým poskytovatelem služeb obrábění:
| Materiál | Obrábětelnost | Typické aplikace | Úvaha o nákladech |
|---|---|---|---|
| Brass c36000 | 100 % (standard) | Spojky, elektrické komponenty, dekorativní kovové prvky | Střední náklady na materiál, nejnižší náklady na obrábění |
| Hliník 6061 | 90-95% | Letecký a automobilový průmysl, elektronické skříně | Nízká cena materiálu, rychlé obrábění |
| Uhlíková ocel 1018 | 70% | Konstrukční díly, hřídele, strojní komponenty | Nízké náklady na materiál, střední doba obrábění |
| Nerezová ocel 304 | 30-40% | Potravinářský průmysl, zdravotnictví, námořní prostředí | Vyšší náklady na materiál, pomalejší obrábění |
| Titan 6Al-4V | 20-25% | Vzdušné a kosmické konstrukce, lékařské implantáty, obranný průmysl | Vysoké náklady na materiál, vyžaduje specializované nástroje |
| Inconel 718 | 10-15% | Turbodmychadla, jaderné reaktory, extrémní prostředí | Velmi vysoké náklady na materiál, nejpomalejší obrábění |
| Delrin (acetal) | Vysoký | Ozubená kola, ložiska, přesné mechanické součásti | Střední náklady na materiál, rychlé obrábění |
| Peek | Mírný | Lékařské implantáty, letecký a kosmický průmysl, chemické zpracování | Vysoké náklady na materiál, vyžaduje řízení teploty |
Branchově specifické požadavky na materiál
Vaše odvětví pravděpodobně určuje výběr materiálů mimo čistě výkonnostní hlediska. Předpisy a certifikační standardy výrazně zužují vaše možnosti.
Výroba lékařských přístrojů vyžaduje materiály s prokázanou biokompatibilitou a stopovatelností. Titan, nerezová ocel třídy 316L a specializované polymery jako je PEEK splňují požadavky FDA na implantovatelná zařízení. Váš partner pro obrábění musí vést dokumentaci prokazující původ materiálu a soulad se standardy jako je ISO 13485.
Aplikace v letectví vyžadují certifikované slitiny s úplnou stopovatelností materiálu. Nemůžete použít libovolný hliník – musí jít o hliník pro letecký průmysl s certifikacemi výrobce, které dokumentují jeho chemické složení a mechanické vlastnosti. Mezi běžné specifikace patří AMS (Aerospace Material Specifications) a normy ASTM.
Automobilové komponenty často vyvažují nákladovou efektivitu s požadavky na výkon. U výroby ve velkém množství se obvykle upřednostňují snadno obráběné materiály, jako je hliník a volně obráběné oceli, aby se minimalizovaly náklady na jednotlivou součástku při splnění požadavků na odolnost.
Porozumění těmto materiálovým dynamikám vám pomůže lépe spolupracovat se svým partnerem pro obrábění. Pokud dokážete diskutovat o kompromisních řešeních mezi obráběností a výkonem, budete lépe rozhodovat, kam máte investovat svůj rozpočet – a kde můžete ušetřit. 
Kompletní vysvětlení pracovního postupu obrábění
Zvolili jste si způsob výroby a vybrali jste materiál. A teď co? Pro mnoho nových zakázников se cesta od prvního dotazu až po převzetí hotových součástek jeví jako „černá skříňka“. Co se děje poté, co odeslat své soubory? Jak dlouho trvá každá fáze? Porozumění kompletnímu pracovnímu postupu vám pomůže stanovit realistická očekávání a vyhnout se nákladným nedorozuměním.
Ať již spolupracujete se strojní dílnou v San Jose nebo s dodavatelem z jiné části země, většina renomovaných CNC obráběcích zařízení v Kalifornii dodržuje podobný strukturovaný proces. Projdeme si každý krok, abyste přesně věděli, co můžete očekávat.
Příprava vašich návrhových souborů pro odeslání
Váš projekt začíná v okamžiku odeslání návrhových souborů – a způsob, jakým tyto soubory připravíte, má přímý dopad na přesnost cenové nabídky i dobu realizace. Podle dokumentace průmyslových pracovních postupů by typický balíček pro dotaz měl obsahovat 3D modely CAD, technické výkresy, specifikace materiálů, požadované množství a termíny dodání.
Jaké formáty souborů preferují strojní dílny v San Jose (CA) a další profesionální zařízení?
- STEP (.stp, .step) — univerzální standard pro výměnu 3D modelů, který je čitelný téměř jakýmkoli CAM softwarem
- IGES (.igs, .iges) — starší, ale široce podporovaný formát pro plošnou a tělesnou geometrii
- DXF/DWG — 2D výkresové soubory nezbytné pro rovinné součásti a doplňkové rozměry
- Nativní CAD soubory —Soubory SolidWorks, Inventor nebo Fusion 360 zachovávají plný návrhový záměr, pokud vaše dílna používá stejný software
- Výkresy ve formátu PDF —okomentované 2D výkresy uvádějící tolerance, povrchové úpravy a zvláštní požadavky
Zde je něco, co mnoho zakázníků přehlíží: samotné 3D modely nestačí. Vaše kalifornská strojní dílna potřebuje rozměrově určené 2D výkresy, které specifikují tolerance, požadavky na povrchovou úpravu a kritické prvky. 3D model jí říká, jaký tvar má součást mít; výkres jí říká, s jakou přesností má být vyrobená.
Než odešlete požadavek, dvakrát zkontrolujte tyto časté chyby:
- Jsou všechny rozměry jasně uvedeny s odpovídajícími tolerancemi?
- Označili jste, které prvky jsou kritické a které podléhají obecné toleranci?
- Je třída materiálu explicitně uvedena (nejen „hliník“, ale např. „6061-T6“)?
- Jsou požadavky na povrchovou úpravu uvedeny pomocí standardních hodnot Ra?
- Uvedli jste požadované množství a termín dodání?
Proces cenového nabízení a revize
Jakmile vaše soubory dorazí, začne proces stanovení cen – a je složitější, než si mnozí zákazníci uvědomují. Podle průvodce požadavků na nabídku (RFQ) společnosti Stecker Machine začínají zkušení členové týmu provozu prohlížet balíček s posouzením proveditelnosti na základě svých kapacit a odborných znalostí.
Co se během tohoto posouzení děje? Inženýři zkoumají vaše výkresy na přítomnost nesrovnalostí, přísných tolerancí, potenciálních problémů a výzev spojených s výrobním procesem. Hledají možné problémy ještě předtím, než se stanou drahými chybami.
Nejlepší poskytovatelé služeb obrábění nejen stanovují cenu za to, co požadujete – navrhují také vylepšení. Analýza návrhu pro výrobu (DFM) identifikuje příležitosti k:
- Snížit náklady prostřednictvím náhrady materiálů nebo zjednodušení geometrie
- Zlepšení kvality úpravou tolerancí u nepodstatných prvků
- Zkrácení dodacích lhůt výběrem výrobních postupů lépe vhodných pro vaši geometrii
- Eliminaci potenciálních poruch identifikací tenkých stěn, ostrých vnitřních rohů nebo jiných problematických prvků
Složitost a objem určují, jak mají být díly zpracovávány. Na základě těchto informací spolupracují odhadovatelé s inženýry při provádění časových studií po jednotlivých nástrojích a operacích. Tyto odhady cyklového času ovlivňují vše – kapacitu obsluhy, potřebné vybavení a nakonec i cenu, kterou vám nabídneme.
Formální nabídka, kterou obdržíte, obvykle zahrnuje:
- Cenu za kus a rozpis celkových nákladů
- Odhadovanou dobu dodání od potvrzení objednávky do expedice
- Náklady na materiál (někdy uvedeny samostatně)
- Poplatky za nastavení a požadavky na nástroje
- Jakékoli upřesňující prohlášení týkající se tolerancí nebo specifikací
Výroba až po finální kontrolu
Po schválení nabídky a potvrzení vaší objednávky začíná plánování výroby. Vaše zakázka je zařazena do fronty podle její složitosti, dostupnosti materiálu a plánování strojů. Právě zde se vaše díly skutečně začínají vyrábět.
Fáze výroby zahrnuje několik koordinovaných kroků:
- Získávání surovin —váš obchod zakoupí surový materiál odpovídající vaší požadované třídě, často s certifikáty výrobce pro sledovatelnost
- CNC Programování —inženýři vytvářejí nástrojové dráhy pomocí softwaru CAM s optimalizací rychlosti, přesnosti a životnosti nástrojů
- Nastavení stroje —operátoři namontují upínací zařízení, nainstalují nástroje a provedou kalibraci stroje pro váš konkrétní díl
- Výroba prvního vzorku —první díl je obráběn a důkladně zkontrolován ještě před zahájením další výroby
- Výrobní šarže —jakmile první vzorek úspěšně projde kontrolou, jsou obráběny zbývající díly
- Kontrola během výroby —operátoři během celé výrobní série ověřují kritické rozměry
- Sekundární operace —pokud je to nutné, jsou díly odstruženy, podrobeny povrchové úpravě nebo tepelnému zpracování
- Finální inspekce —dokončené díly jsou měřeny podle vašich specifikací pomocí kalibrovaného měřicího vybavení
- Balení a doprava —dokončené díly jsou vhodně chráněny a odesílány spolu s požadovanou dokumentací
Kontroly kvality probíhají průběžně, nikoli pouze na konci výroby. Zvláště důležitá je kontrola prvního vzorku – právě zde jsou odhaleny případné chyby v programování, problémy se seřízením nebo návrhové nedostatky, ještě než dojde k plýtvání materiálem při plné výrobní sérii.
Kompletní pracovní postup na pohled
Od začátku do konce zde je typický průběh vašeho projektu v profesionální dílně pro obrábění:
- Odevzdání návrhu —zadáte CAD soubory, výkresy a specifikace
- Vytvoření cenové nabídky —inženýři posoudí proveditelnost a vypracují cenovou nabídku
- Revize návrhu a analýza pro výrobu (DFM) —identifikují se potenciální vylepšení a probíhá jejich diskuse
- Potvrzení objednávky —schválíte cenovou nabídku a poskytnete povolení k nákupu
- Plánování výroby —vaše zakázka vstoupí do fronty podle dohodnutých dodacích lhůt
- Obstarávání materiálu —surovinový materiál je zakoupen podle vašich specifikací
- Soustružnické operace —CNC stroje přemění surovinový materiál na dokončené součásti
- Kontrola a kontrola kvality —díly jsou ověřeny vzhledem k rozměrovým a kvalitním požadavkům
- Doprava a doručování —dokončené díly dorazí do vašeho zařízení spolu s dokumentací
Porozumění tomuto pracovnímu postupu vám pomůže efektivněji plánovat projekty. Budete vědět, kdy můžete očekávat aktualizace, jaké informace potřebuje vaše dílna v každé fázi a jak se vyhnout zdržením, která by mohla posunout váš termín dodání.
Nyní, když znáte tento proces, vzniká logická další otázka: kolik to vlastně bude stát? Několik faktorů ovlivňuje ceny způsoby, které nejsou na první pohled zřejmé – a jejich znalost vám může pomoci chytřeji navrhovat a přesněji rozpočtovat.
Co ovlivňuje náklady na obrábění
Zde je to, co vám většina dodavatelů neřekne hned na začátku: cena za obráběné součásti závisí na rozhodnutích, která máte pod svou kontrolou. Výběr materiálu, požadavky na tolerance, požadavky na povrchovou úpravu a objem objednávky všechny ovlivňují vaši konečnou fakturu – někdy dokonce výrazně. Pochopení těchto proměnných vám dává plnou kontrolu nad rozpočtováním projektů a jednáními se dodavateli.
Podle komplexního rozpisu nákladů společnosti Unionfab se náklady na CNC obrábění výrazně liší v závislosti na faktorech, jako je geometrie součásti, výběr materiálu, strategie obrábění, požadavky na tolerance a objem výroby. Probereme každý z těchto faktorů, abyste mohli dříve, než pošlete další žádost o cenovou nabídku, učinit informovaná rozhodnutí.
Jak výběr materiálu ovlivňuje váš rozpočet
Váš výběr materiálu má dopad na každou kategorii nákladů – cenu surového materiálu, dobu obrábění, opotřebení nástrojů a dokonce i hmotnost zásilky. Zvolíte-li materiál správně, maximalizujete poměr cena–hodnota. Zvolíte-li ho špatně, zaplatíte přemíru, která nepřináší žádné zlepšení vašeho výrobku.
Zvažte pouze náklady na suroviny. Podle průmyslových cenových údajů se materiály řadí do jasně vymezených cenových kategorií:
- Nízká cena ($) — Hliník a PMMA (akryl) představují nejekonomičtější výchozí bod
- Střední cena ($$) — POM, PTFE, nylon a kompozitní materiály jako FR4
- Vyšší cena ($$$) — Měď, mosaz, bronz, ocel, nerezová ocel a technické plasty jako PC a ABS
- Premium cena ($$$$$) — Hořčík, titan, PEEK a technické keramiky
Cena suroviny však vypráví jen část příběhu. Strojní dílna v oblasti San Francisco navíc zohledňuje obráběnost – tedy rychlost a snadnost, s jakou lze materiál opracovat. Hliník lze obrábět rychlostí 3–4krát vyšší než nerezovou ocel. Tento rozdíl v rychlosti se přímo promítá do nižších nákladů na práci a strojní čas.
Zde je praktický závěr: nezadávejte titan, pokud vašim požadavkům vyhovuje hliník. Nepoužívejte automaticky nerezovou ocel, pokud uhlíková ocel poskytuje dostatečnou odolnost proti korozi. Každé příliš přísné zadání zvyšuje náklady, aniž by přidávalo hodnotu vaší aplikaci.
Vztah mezi přesností a náklady
Přesnější tolerance vždy stojí více – avšak tento vztah není lineární. Podle výzkumu návrhu výroby společnosti Fictiv používají návrhy v oblasti „nejmenšího úsilí“ střední standard ISO 2768, který představuje dobrý kompromis mezi tím, co je snadno dosažitelné pomocí běžných CNC strojů, a tím, co je nutné pro funkční součásti.
Proč přesnější tolerance zvyšují náklady? Několik faktorů se vzájemně zesiluje:
- Pomalejší obráběcí rychlosti — dosažení přesnosti vyžaduje opatrné a promyšlené řezání místo agresivního odstraňování materiálu
- Další operace — prvky mohou vyžadovat hrubovací průchody následované samostatnými dokončovacími průchody
- Specializované nástroje — přesné práce často vyžadují vysoce kvalitní řezné nástroje s menší vůlí v otáčení
- Prodloužený čas na kontrolu —každá úzká tolerance vyžaduje ověření kalibrovaným měřicím zařízením
- Vyšší míru odmítnutí —součásti mimo specifikaci je nutné zlikvidovat nebo přepracovat
Nejchytřejší přístup? Používejte úzké tolerance pouze tam, kde to funkce vyžaduje. Jakýkoli specializovaný obráběcí podnik pro sériovou výrobu v San Jose nebo jinde vám řekne totéž: uveďte toleranci ±0,001" pouze u kritických stykových ploch a u nepodstatných prvků ponechte standardní toleranci ±0,005" nebo volnější.
Podle nákladové analýzy společnosti Exact Machine Service je důležité stanovit požadované tolerance a povrchové úpravy na základě funkčních požadavků na součásti, aby byla dosažena rovnováha mezi přesností a náklady.
Objemové cenové smlouvy a úvahy týkající se nastavení
Každý výrobní cyklus začíná nastavením – upevněním dílů do přípravků, instalací nástrojů, kalibrací stroje a výrobou prvního vzorku. Tyto náklady zůstávají relativně fixní, ať už vyrábíte 10 nebo 1 000 součástí. Porozumění této dynamice vysvětluje, proč se cena za jednotku dramaticky snižuje s rostoucím množstvím.
Uvažujme následující scénář: obráběcí dílna v San Jose (Kalifornie) uvádí náklady na nastavení ve výši 500 USD plus 20 USD za každou součást na obrábění. U objednávky 10 součástí činí podíl nákladů na nastavení 50 USD na jednotku. U objednávky 100 součástí klesne na 5 USD na jednotku. Náklady na obrábění zůstávají konstantní, celková cena za jednotku se však sníží z 70 USD na 25 USD.
Následuje seznam faktorů ovlivňujících celkové náklady na váš projekt, seřazených od nejvyššího po nejnižší dopad:
- Složitost a geometrie dílu —složité konstrukce vyžadující více nastavení, specializované nástroje nebo obrábění na 5osých strojích jsou cenově vyšší
- Výběr materiálu —exotické slitiny a obtížně obrobitelné materiály zvyšují jak náklady na surový materiál, tak náklady na zpracování
- Požadavky na tolerance —každá desetinná číslice přesnosti přináší nepoměrně vyšší náklady
- Množství objednávky —vyšší objemy umožňují amortizaci nákladů na nastavení a mohou splňovat podmínky pro slevy za dávkové objednávky
- Specifikace povrchové úpravy —dokončovací úpravy nad standardní povrch po obrábění (Ra 3,2 μm) vyžadují další operace
- Sekundární operace —tepelné zpracování, anodizace, pokovování nebo natírání přinášejí dodatečné náklady po obrábění
- Požadovaná dodací lhůta —zrychlená dodávka často vede k příplatkům za expresní zpracování
Chcete snížit náklady, aniž byste obětovali funkčnost? Podle osvědčených postupů výroby od společnosti Fictiv tyto konstrukční úpravy přinášejí největší úspory:
- Zjednodušení geometrie —minimalizujte ostré vnitřní rohy, hluboké drážky a složité prvky, které prodlužují dobu obrábění
- Používejte standardní rozměry nástrojů —navrhování prvků kompatibilních se standardními frézami a vrtáky snižuje náklady na nastavení a nástroje
- Navrhujte tak, aby bylo potřeba méně nastavení —součásti, které lze obrábět ve dvou nebo méně nastaveních, se vyhýbají času potřebnému na opětovné upínání a akumulaci tolerancí
- Uveďte pouze funkční dokončovací úpravy —požadujte leštěné povrchy pouze tam, kde to vyžadují estetické nebo funkční požadavky
- Zvažte mírně větší dávky —zvýšení množství z 25 na 50 kusů často přináší neproporcionální úspory na kus
Strojírenské dílny v oblasti Bay Area a specializované dílny pro přesné obrábění po celých Spojených státech používají podobné nákladové struktury. Pokud pochopíte, co ovlivňuje jejich cenovou politiku, můžete navrhovat chytřejší součásti, předkládat lépe připravené nabídky a jednat z pozice znalostí namísto odhadů.
Tyto nákladové faktory získávají zvláštní význam, pokud váš projekt vyžaduje certifikace specifické pro daný průmyslový segment. Letecký, automobilový a zdravotnický průmysl přinášejí dodatečné požadavky na soulad s předpisy, které ovlivňují jak ceny, tak výběr partnera – těmto tématům se budeme věnovat v další části.

Odvětvové aplikace a požadavky na certifikace
Myslíte si, že všichni dodavatelé obrábění jsou stejní? Přemýšlejte znovu. Dílna vyrábějící dekorativní kovové prvky působí pod zcela jinými pravidly než dílna vyrábějící letadlové uchycovací prvky nebo chirurgické implantáty. Vaše odvětví neovlivňuje pouze to, co vyrábíte – určuje také, jak se musí váš partner v oblasti obrábění chovat, dokumentovat a ověřovat každý krok výrobního procesu.
Porozumění těmto požadavkům na certifikaci vám pomůže posoudit potenciální partnery a vyhnout se nákladným chybám. Podle výzkumu týkajícího se certifikací v průmyslu nejsou certifikace v oblasti obrábění pouhým formálním požadavkem – jedná se o zásadní požadavek, který řídí výběr dodavatelů, oprávnění k uzavírání smluv a dodržování předpisů.
Požadavky a certifikace pro automobilové komponenty
Automobilový průmysl vyžaduje konzistenci v masové výrobě. Pokud vyrábíte tisíce identických komponent určených pro montážní linky vozidel, jakákoli variabilita není jen nežádoucí – je nepřijatelná. Proto automobiloví výrobci (OEM) vyžadují, aby dodavatelé splnili přísné certifikační standardy ještě před udělením zakázky.
Certifikace IATF 16949 iATF 16949 je zlatým standardem pro řízení kvality v automobilovém průmyslu. Tento standard, vydaný Mezinárodní automobilovou pracovní skupinou (International Automotive Task Force), vychází z normy ISO 9001 a doplňuje ji požadavky specifickými pro automobilový průmysl. Podle Výkladových pokynů AIAG k certifikaci , norma IATF 16949:2016 stanovuje požadavky na systém řízení kvality pro organizace působící v celosvětovém automobilovém průmyslu.
Čím se norma IATF 16949 liší od obecných certifikací kvality? Standard zdůrazňuje:
- Prevence vad — systematické přístupy k identifikaci a eliminaci potenciálních poruch ještě před jejich výskytem
- Snížení variability — protokoly neustálého zlepšování, které postupně zpřísňují kontrolu procesů
- Eliminace odpadu —zásady štíhlé výroby integrované do řízení kvality
- Požadavky na zákazníka —flexibilita pro začlenění individuálních specifikací výrobců originálního vybavení (OEM)
Statistická kontrola procesu (SPC) hraje klíčovou roli v automobilovém průmyslu. Namísto kontroly dílů po dokončení výroby SPC sleduje procesy v reálném čase, aby odhalilo odchylky ještě před tím, než dojde k výrobě vadných komponentů. Regulační diagramy, indexy způsobilosti a analýza trendů se stávají standardními nástroji pro certifikovaná zařízení.
Pro CNC obráběcí dílny v Kalifornii i pro CNC obráběcí dílny zaměřené na letecký průmysl, které poskytují služby automobilovým klientům, tyto certifikace nejsou volitelnými doplňky – jsou nezbytným předpokladem pro podnikání. Hlavní výrobci originálního vybavení (OEM), jako jsou General Motors, Ford a Stellantis, vyžadují od svých dodavatelů obráběných dílů certifikaci IATF 16949.
Certifikovaná zařízení jako Shaoyi Metal Technology splňují požadavky automobilového průmyslu díky certifikaci IATF 16949 a přísným protokolům statistické regulace procesů (SPC). Jejich provoz zajišťuje výrobu podvozkových sestav s vysokou přesností a přesných komponentů, přičemž zároveň zachovává dokumentaci a stopovatelnost, které vyžadují dodavatelské řetězce v automobilovém průmyslu.
Standardy přesnosti v leteckém průmyslu
Zatímco automobilový průmysl vyžaduje konzistenci, letecký průmysl vyžaduje dokonalost – a to s potvrzením. Každý materiál, každý proces a každé měření musí být důkladně zdokumentováno a stopovatelné. Pokud selhání komponentu může mít katastrofální následky, jsou požadavky na certifikaci odpovídajícím způsobem přísné.
Certifikace AS9100 rozšiřuje normu ISO 9001 přidaním přísných požadavků na kvalitu speciálně upravených pro letecký, obranný a kosmický průmysl. Podle průmyslového výzkumu vyžaduje více než 80 % globálních leteckých společností od dodavatelů CNC strojů certifikaci AS9100.
Čím se AS9100 liší od obecných norem kvality?
- Plnou stopovatelnost materiálů —každý komponent je spojen s certifikovaným surovým materiálem, jehož čísla tepelných tratí a certifikáty výrobce jsou důkladně zdokumentovány
- První kontrola výrobku (FAI) —Dokumentace v souladu s normou AS9102 prokazuje, že počáteční výroba splňuje všechny specifikace
- Správa konfigurace —Přísná kontrola revizí zajišťuje, že díly odpovídají aktuálním inženýrským vydáním
- Řízení rizik —Formální procesy identifikují, posuzují a zmírňují potenciální kvalitní problémy
- Prevence padělaných dílů —Ověřovací postupy zajišťují autentičnost materiálů
Administrativní zátěž spojená s dokumentací trvá po celou dobu výroby. CNC obráběcí dílna v Kalifornii, která obsluhuje letecké klienty, musí vést záznamy ukazující:
- Certifikáty surovin a ověření jejich zdroje
- Dráhy nástrojů a CNC programy použité pro každou operaci
- Kvalifikace a školení obsluhy
- Kalibrační stav veškeré měřicí techniky
- Kompletní data zkontrolovaných rozměrů pro každý kritický rozměr
Pro dodavatele kovových výrobků v San Jose (Kalifornie) a jiné regionální dílny vyžaduje získání certifikace AS9100 významné investice do systémů dokumentace, školení a přípravy na audit. Certifikace však otevírá přístup ke smlouvám v leteckém průmyslu, které nemohou nezískat konkurenti bez certifikace.
Zvláštní aspekty výroby lékařských zařízení
Výroba lékařských zařízení přidává další vrstvu regulační složitosti. Pokud jsou obráběné součásti součástí diagnostického zařízení nebo implantovatelných zařízení, je bezpečnost pacienta klíčovým faktorem, který určuje všechny požadavky.
Podle Pokyny regulativních orgánů FDA , výrobci musí zavést a dodržovat systémy jakosti, aby zajistili, že jejich výrobky konzistentně splňují příslušné požadavky a specifikace. Tyto systémy jakosti pro výrobky regulované FDA se označují jako současné dobré výrobní postupy (CGMP).
Certifikace ISO 13485 se konkrétně zabývá řízením jakosti lékařských zařízení. Ačkoli má podobnou strukturu jako norma ISO 9001, obsahuje dodatečné požadavky na:
- Kontrola návrhu —systémové ověření, že zařízení splňují požadavky na zamýšlené použití
- Validace procesu —dokumentovaný důkaz, že výrobní procesy konzistentně poskytují přijatelné výsledky
- Dokumentace biokompatibility —důkaz, že materiály nezpůsobí u pacientů nepříznivé reakce
- Validace sterilizace —ověření, že sterilizační procesy dosahují požadované úrovně záruky sterility
- Zpracování stížností —formální systémy pro sledování a vyšetřování problémů s výrobky
Nařízení FDA o kvalitním systému (21 CFR část 820) stanovuje regulační rámec ve Spojených státech. Podle dokumentace FDA se nařízení o kvalitním systému řídí tzv. „nadřazeným“ přístupem, který vyžaduje, aby výrobci vypracovali a dodržovali postupy vhodné pro jejich konkrétní zařízení.
Co to znamená pro vašeho obchodního partnera zabývajícího se obrábením? Ten musí vést:
- Úplné historické záznamy zařízení pro každou vyráběnou dávku
- Validované výrobní procesy s dokumentovanými parametry
- Kalibrované měřicí vybavení, jehož stopovatelnost je zajištěna vzhledem k národním normám
- Kontrolované prostředí vhodné pro požadavky na výrobek
- Záznamy o školení personálu prokazující jeho odbornou způsobilost
Úřad pro potraviny a léčiva (FDA) nedávno vydal konečné pravidlo týkající se předpisu pro systém řízení jakosti (QMSR), které začleňuje normu ISO 13485:2016 do regulačního rámce. Tato harmonizace znamená, že dodavatelé obráběných lékařských zařízení čím dál více potřebují splňovat požadavky jak FDA, tak mezinárodních norem.
Výběr správného certifikovaného partnera
Vaše odvětví určuje, které certifikace jsou nejdůležitější. Níže najdete rychlý přehled:
| Průmysl | Primární certifikace | Zásadní požadavky |
|---|---|---|
| Automobilový průmysl | IATF 16949 | Statistická regulace procesů (SPC), prevence vad, požadavky zákazníka |
| Letectví/Obrana | AS9100 | Plná stopovatelnost, první výrobní kontrola (FAI), správa konfigurace |
| Lékařské přístroje | ISO 13485 | Řízení návrhu, validace procesů, řešení stížností |
| Obecné průmyslové | ISO 9001 | Základy řízení jakosti, neustálé zlepšování |
Nepředpokládejte, že dílna certifikovaná pro jedno odvětví je automaticky způsobilá i pro jiné. Dodavatelé z oboru letecké a kosmické techniky certifikovaní podle normy AS9100 nemusí mít výrobní systémy určené pro vysoký objem výroby, které vyžaduje automobilový průmysl. Specializovaní dodavatelé lékařských přístrojů nemusí mít zkušenosti s exotickými slitinami, které požaduje letecký a kosmický průmysl.
Při hodnocení potenciálních partnerů ověřte certifikace přímo. Požádejte o kopie certifikátů, zkontrolujte datum jejich expirace a ujistěte se, že rozsah certifikace zahrnuje konkrétní typy vašich výrobků. Certifikační orgány vedou veřejné databáze, ve kterých můžete nezávisle ověřit stávající status dodavatele.
Tyto požadavky na certifikaci zvyšují náklady a složitost služeb soustružení – avšak existují z dobrého důvodu. Pokud se vaše komponenty používají ve vozidlech, letadlech nebo lékařských přístrojích, jsou rizika tak vysoká, že se osvědčuje investice do přísných systémů řízení jakosti. Pochopení toho, co jednotlivá odvětví vyžadují, vám pomůže najít partnery, kteří skutečně dokážou splnit své závazky.
Certifikace stanovují základní systémy kvality, ale jak dodavatelé obrábění skutečně ověřují, že jednotlivé díly splňují vaše specifikace? Odpověď leží v metodách kontrol a protokolech zajištění kvality – to je naše další téma.
Zajištění kvality a ověření tolerance
Váš partner pro obrábění drží impresivní certifikaci. Ale tady je skutečná otázka: jak dokazuje, že vaše díly skutečně splňují specifikace? Certifikace stanovují systémy – kontrola ověřuje výsledky. Porozumění tomu, jak profesionální zařízení měří, dokumentují a ověřují rozměry, vám pomůže posoudit tvrzení o kvalitě a správně interpretovat kontroly, které obdržíte spolu se svými dodávkami.
Ať již spolupracujete s obrábním závodem v Santa Clara nebo zakoupíte služby u obrábních dílen v Santa Clara (CA), základy zajištění kvality zůstávají u renomovaných poskytovatelů stejné.
Porozumění specifikacím tolerance
Než bude provedeno jakékoli měření, musí se všichni shodnout na tom, co znamená „přijatelné“. Tolerance určují povolenou odchylku od jmenovitých rozměrů – a pochopení tohoto jazyka vám pomůže efektivně komunikovat se svým partnerem ve strojírenství.
Tolerance se na technických výkresech objevují v několika formách:
- Oboustranné tolerance — odchylka povolená v obou směrech (např. 25,00 ±0,05 mm)
- Jednostranné tolerance — odchylka povolená pouze v jednom směru (např. 25,00 +0,00/−0,10 mm)
- Mezní rozměry — explicitní maximální a minimální hodnoty (např. 24,95–25,05 mm)
- Označení geometrických tolerancí (GD&T) — symboly geometrického určování rozměrů a tolerancí řídící tvar, orientaci a polohu
Proč je toto důležité pro ověřování kvality? Podle Výzkumu metrolgie souřadnicových měřicích strojů (CMM) pokročilé systémy dokážou měřit složité geometrie s výjimečnou přesností, často dosahují nejistot měření v řádu mikrometrů. Avšak i nejsofistikovanější zařízení nemá žádnou hodnotu, pokud nejsou tolerance jasně definovány.
Proces kontrolního měření začíná vaším výkresem. Každý rozměr označený jako kritický je změřen a zdokumentován. U prvků se standardními tolerancemi se může provést pouze výběrová kontrola místo úplného 100% měření – to je praktický přístup, který vyváží důkladnost a cenovou efektivitu.
Metody a zařízení pro kontrolní měření
Profesionální strojírenské služby využívají širokou škálu technologií pro kontrolní měření, přičemž každá z nich je vhodná pro konkrétní měřicí úkoly. Pochopení těchto nástrojů vám pomůže ocenit, co je zapotřebí k ověření vašich součástí.
Koordinátové měřicí stroje (CMM) představují zlatý standard pro rozměrovou verifikaci. Podle průmyslové dokumentace souřadnicové měřicí stroje (CMM) zachycují datové body, které software zpracovává pro výpočet rozměrů, tolerancí a geometrických vztahů. Tyto sofistikované přístroje pracují v trojrozměrném souřadnicovém systému a k určení přesných poloh využívají os X, Y a Z.
Co činí CMM zvláště cennými?
- Měření složitých trojrozměrných geometrií, ke kterým manuální nástroje nemají přístup
- Poskytování opakovatelných výsledků nezávislých na operátorovi
- Generování automatických kontrolních zpráv s úplnou dokumentací dat
- Ověřování specifikací GD&T, včetně skutečné polohy a tolerancí profilu
Optické komparátory zvětšené profily dílů promítají na obrazovky pro vizuální porovnání s referenčními překryvy. Tyto bezkontaktní systémy se dobře hodí pro:
- Křehké nebo snadno deformovatelné díly
- Profil závitů a ozubených kol
- Zaoblení hran a fazetování
- Rychlá vizuální verifikace během výroby
Přístrojů pro měření drsnosti povrchu měří mikroskopickou texturu opracovaných povrchů. Pokud je ve vašem výkresu zadána hodnota Ra (aritmetický průměr drsnosti), tyto přístroje ověřují soulad tím, že po povrchu vedou dotykovou hrotovou sondou a analyzují tak získaný profil.
Zde je srovnání běžných metod kontrol:
| Metoda inspekce | Typická přesnost | Nejlepší použití | Omezení |
|---|---|---|---|
| CMM (kontaktní) | ±0,001–0,003 mm | Složitá trojrozměrná geometrie, ověření geometrických tolerancí (GD&T), výrobní díly | Pomalejší u jednoduchých měření, vyžaduje kontrolované prostředí |
| Optický komparátor | ±0,01–0,025 mm | Kontrola profilu, ověření závitů, vizuální porovnání | pouze 2D, vyžaduje interpretaci operátorem |
| Mikrometry/Kalibry | ±0,01–0,025 mm | Rychlé kontroly, vnější rozměry, jednoduché prvky | Ruční provoz, omezeno na přístupné povrchy |
| Výškové měřidlo | ±0,01mm | Výšky stupňů, referenční body, práce na kontrolní desce | Vyžaduje rovný referenční povrch |
| Měřič hrbolatosti povrchu | Rozlišení až 0,001 μm Ra | Kontrola povrchové úpravy, ověření výrobního procesu | Měří pouze texturu, nikoli rozměrovou přesnost |
| 3D skenování | ±0,025–0,1 mm | Složité tvary, reverzní inženýrství, mapování odchylek | Nižší přesnost než u souřadnicových měřicích strojů (CMM), vyžaduje následné zpracování |
Mechanická dílna v Santa Clara (CA) nebo jakékoli zařízení zaměřené na kvalitu obvykle kombinuje několik metod. Souřadnicové měřicí stroje (CMM) zajišťují koneční kontrolu kritických prvků, zatímco ruční měřicí nástroje podporují kontrolu během obráběcích operací.
Dokumentace a stopovatelnost
Měřicí údaje nemají žádnou hodnotu bez správné dokumentace. Profesionální zabezpečení kvality sahá dál než pouhé provádění měření – zahrnuje úplnou sledovatelnost od suroviny až po koneční expedici.
První kontrola výrobku (FAI) tvoří základ kvality výroby. Podle výrobního výzkumu společnosti PMP Metals je první výrobní kontrola (FAI) formální, písemný proces, který zajišťuje, že výroba součásti nebo sestavy odpovídá konstrukčním specifikacím, výkresům a požadavkům stanoveným zákazníkem nebo konstrukčním oddělením.
Co zahrnuje důkladná první výrobní kontrola (FAI)?
- Balónový výkres —každý rozměr je číslován pro snadnější orientaci
- Tabulka výsledků měření —naměřené hodnoty jsou porovnávány se stanovenými tolerancemi
- Certifikace materiálů —dokumentace potvrzující správnou slitinu a tepelné zpracování
- Záznamy o výrobním procesu —informace o strojích a nástrojích použitých při výrobě
- Schválení — podpisy operátora a inspektora potvrzující ověření
První kontrola výrobku (FAI) se provádí v kritických bodech: při prvních výrobních sériích, po technických změnách, při změně výrobních lokalit nebo po delších přestávkách výroby. Tento systém kontrolních bodů odhaluje problémy dříve, než se rozšíří na celé výrobní množství.
Kontrola během procesu poskytuje průběžné ověření během výrobních sérií. Operátoři kontrolují kritické rozměry v pravidelných intervalech – například každou 10. nebo 25. součást – aby potvrdili stabilitu procesu. Jakékoli odchylky vyvolají šetření ještě před tím, než se nahromadí součásti mimo toleranční limity.
Finální inspekce protokoly ověřují dokončené součásti před expedicí. V závislosti na vašich požadavcích a průmyslových normách může tato kontrola zahrnovat:
- 100% kontrolu všech kritických vlastností
- Statistický výběr na základě velikosti dávky a přijatelné úrovně kvality (AQL)
- Prohlášení o shodě dokumentující dodržení specifikací
- Kompletní rozměrové protokoly s aktuálními naměřenými hodnotami
Systémy řízení kvality spojí tyto prvky dohromady. Podle výzkumu ISO 9001:2015 tato mezinárodně uznávaná norma stanovuje referenční úroveň, kterou musí firmy splnit či překročit, aby naplnily očekávání zákazníků. Strojní dílna s certifikací ISO zavedla robustní systém řízení kvality (QMS), který zaručuje stálou kvalitu a spolehlivost.
Co pro vaše součásti znamená certifikace ISO 9001:2015 ve skutečnosti?
- Dokumentované postupy zajišťují konzistentní procesy bez ohledu na to, který operátor provádí vaši zakázku
- Kalibrační programy ověřují, že měřicí zařízení zachovává přesnost
- Systémy nápravných opatření řeší problémy systematicky, nikoli opakovaně
- Ředitelské posouzení zajišťuje neustálé zlepšování místo stagnace
Kromě normy ISO 9001 přinášejí odvětvově specifické certifikáty specializované požadavky. Norma AS9102 upravuje dokumentaci prvního výrobního vzorku (FAI) v leteckém průmyslu. Norma IATF 16949 stanovuje protokoly statistického procesního řízení (SPC) pro automobilový průmysl. Norma ISO 13485 se zaměřuje na sledovatelnost výrobků pro zdravotnické prostředky. Konkrétní aplikace určuje, které normy jsou použitelné – a jakou dokumentaci byste měli od svého partnera pro obrábění očekávat.
Zajištění kvality se v konečném důsledku redukuje na důvěru potvrzenou důkazy. Certifikáty zakládají systémy. Kontrolní zařízení poskytují kapacitu pro kontrolu. Dokumentace prokazuje výsledky. Při hodnocení poskytovatelů služeb obrábění se neomezujte na deklarované schopnosti, nýbrž pochopte, jak skutečně ověřují kvalitu toho, co dodávají.
Porovnání služeb obrábění s alternativními výrobními metodami
Prozkoumali jste, jak funguje služba obrábění, jaké jsou její náklady a jak se ověřuje kvalita. Ale tady je otázka, která drží manažery provozu v noci vzhůru: Je outsourcing obrábění ve skutečnosti správnou volbou pro váš projekt? Nebo by výroba vlastními silami, 3D tisk nebo lití přinesly lepší výsledky?
Odpověď závisí na vaší konkrétní situaci – požadavky na objem výroby, potřeby přesnosti (tolerancí), omezení týkající se materiálů a časové tlaky všechny ovlivňují optimální postup. Vytvořme rozhodovací rámec, který vám pomůže tyto kompromisy objektivně posoudit.
Služba obrábění versus vlastní provoz
Rozhodnutí mezi outsourcingem a investicí do vlastních kapacit patří mezi nejdůležitější volby, které výrobci čelí. výrobní výzkum podle [zdroje] je obvykle rozumnější outsourcing zahájit již na začátku, pokud nepotřebujete více než přibližně 4 000–5 000 dílů ročně, nemáte přísné požadavky na ochranu duševního vlastnictví (IP) nebo certifikaci, nebo nemůžete zajistit počáteční investici ve výši 200 000 až 700 000 USD plus náklady na školení obsluhy.
Co činí tento výpočet tak složitým? Zvažte, co vlastní obrábění ve skutečnosti vyžaduje:
- Kapitálové náklady —jediný 5osý CNC stroj může stát 200 000 až 700 000 USD ještě před instalací, vybavením nářadím a školením
- Zkušení operátoři —CNC zůstává vysoce specializovaným procesem, který vyžaduje průběžně aktualizované dovednosti
- Neustálá údržba —vybavení vyžaduje pravidelnou kalibraci, opravy a nakonec i náhradu
- Plocha na podlaze a energetické zdroje —obráběcí stroje potřebují vhodné základy, přívod elektrické energie a klimatizaci
Kdy má outsourcing větší smysl? U ročních objemů pod 1 000 kusů matematicky výrazně výhodnější jsou externí partneři. Typický dodavatelský provoz by mohl za nízkosériové CNC obrábění hliníku nabídnout cenu 18 USD za kus – což je mnohem méně než amortizovaná cena vlastního vybavení, které stojí částečně nevyužívané.
Výpočet se však mění při zvětšení měřítka. Pokud roční výrobní objemy přesahují 5 000 kusů a dodržují se standardní tolerance, investice do vlastní výroby začínají přinášet nižší náklady na jednotku. Náklady na nastavení se rozdělí mezi dostatečný počet dílů, čímž se vnitřní výroba stává ekonomicky výhodnou.
Pokud hledáte „CNC obráběče v mé blízkosti“, protože potřebujete občasné výrobní běhy prototypů nebo výrobu středních objemů, služby externího obrábění téměř jistě nabízejí lepší poměr cena–výkon než kapitálová investice.
Kdy dává přídavná výroba více smyslu
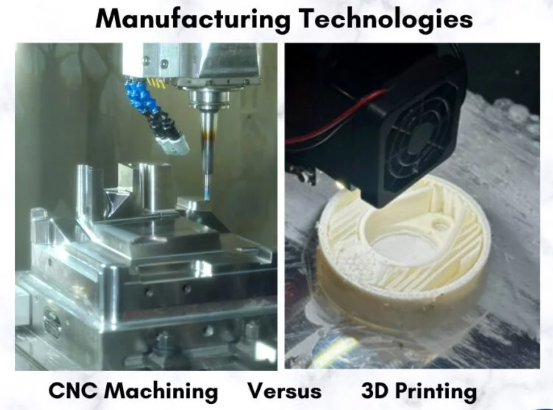
3D tisk změnil ekonomiku výroby – ale nevytlačil obrábění. Pochopení toho, kde která metoda vyniká, vám pomůže učinit vhodnou volbu.
Podle srovnání procesů společnosti Xometry poskytuje 3D tisk hotové součásti v konečném tvaru rychleji, zatímco CNC obrábění vyžaduje individuální nastavení a obecně ruční programování a dozor. U nízkých výrobních objemů a složitých geometrií jsou CNC součásti často desetkrát dražší než součásti vyrobené pomocí 3D tisku.
Kde má aditivní výroba výhodu?
- Složité vnitřní geometrie —mřížové struktury, konformní chladicí kanály a organické tvary, kterých nemohou dosáhnout běžné řezné nástroje
- Rychlá iterace —úpravy vyžadují pouze změnu souboru, nikoli výrobu nového nástroje nebo přeprogramování
- Produkce v malém množství —nastavovací náklady jsou minimální, takže výroba jediné součásti je ekonomicky životaschopná
- Možnosti integrace —soustavy se mohou stát jedinými tištěnými součástmi
3D tisk však má významné omezení. Různé tiskové procesy nabízejí různou pevnost ve srovnání s vlastnostmi původního materiálu – například u FFF z ABS může být pevnost až jen 10 % mezní pevnosti v tahu původního materiálu, zatímco u SLS nylonu může dosahovat až 100 %. CNC obrábění vyrábí součásti z neporušeného původního materiálu, takže jejich pevnost je obecně vysoká.
Další výzvou je povrchová úprava. U 3D tisku je povrch obecně ovlivněn mechanikou procesu – zejména rozlišení ve směru osy Z způsobuje stupňovité povrchy a vizuální nerovnosti. Povrchová úprava při CNC obrábění může být extrémně rovnoměrná a vysoce přesná, pokud jsou dráhy nástroje naprogramovány tak, aby byl povrch hladký.
Praktický rozhodovací bod? Pro výrobu prototypů, složitých geometrií a objemů do 50 kusů zvolte aditivní výrobu. Přepněte se na služby obrábění, pokud potřebujete materiálové vlastnosti vhodné pro sériovou výrobu, přesné tolerance nebo hladké povrchy.
Alternativy k lití a formování
Pro výrobu ve velkém množství nemusí být ani obrábění, ani 3D tisk vaší nejlepší volbou. Lití a vstřikování nabízejí výrazně nižší náklady na jednotku – za předpokladu, že zohledníte náklady na výrobu nástrojů.
Vstřikování umožňuje vyrábět identické plastové díly za několik sekund místo hodin. Náklady na samotné formy se však pohybují od několika tisíc do stovek tisíc dolarů v závislosti na jejich složitosti. Tato investice má smysl pouze tehdy, vyrábíte-li desetitisíce identických součástí.
Lití do tlakové formy nabízí podobné ekonomické výhody pro kovové díly. Složité hliníkové nebo zinkové součásti lze rychle vyrábět, jakmile jsou k dispozici nářadí. Lití do tlakové formy však nedosahuje přesnosti obrábění bez dodatečných operací a změny konstrukce vyžadují drahé úpravy forem.
Kdy tyto metody převýší služby obrábění?
- Objemy přesahující 10 000 kusů —náklady na nářadí se rozptylují tak, že jejich dopad na cenu jednoho kusu je zanedbatelný
- Stabilní konstrukce —změny jsou drahé, proto musí být součásti připraveny k výrobě
- Střední tolerance —přesnost po lití nebo po výrobě ve formě vyhovuje požadavkům
- Prodloužené výrobní série —stejná konstrukce bude vyráběna po měsíce nebo roky
Porovnání výrobních metod na pohled
Použijte tuto referenční tabulku při hodnocení výrobních přístupů pro váš další projekt:
| Kritéria | Služby obrábění | Vlastní obrábění | 3D tisk | Injekční tvarení | Odlévání do form |
|---|---|---|---|---|---|
| Ideální rozsah objemu | 1–5 000 kusů | 5 000 a více kusů ročně | 1–50 kusů | 10 000+ kusů | 5 000+ kusů |
| Možnosti materiálu | Téměř neomezený výběr kovů a plastů | Omezeno vlastním vybavením | Polymery specifické pro daný proces, některé kovy | Termoplasty převážně | Slitiny hliníku, zinku a hořčíku |
| Tolerance / Přesnost | dosáhnutelná přesnost ±0,001" | dosáhnutelná přesnost ±0,001" | typicky ±0,005–0,010 palce | typicky ±0,002–0,005 palce | typicky ±0,005 palce, obrábění pro přesnější tolerance |
| Dodací lhůta | Dny až týdny | Hodiny až dny | Hodiny až dny | Týdny na výrobu nástrojů, poté rychlá výroba | Týdny na výrobu nástrojů, poté rychlá výroba |
| Náklady na nastavení/nářadí | Nízká-střední | Vysoká kapitálová investice | Minimální | 5 000–100 000 USD a více za formy | 10 000–100 000 USD a více za matrice |
| Náklady na díl (malé množství) | Mírný | Vysoký | Nízká-střední | Velmi vysoká | Velmi vysoká |
| Náklady na díl (velké množství) | Mírný | Nízký | Vysoký | Velmi nízké | Velmi nízké |
| Flexibilní konstrukce | Vysoký | Vysoký | Velmi vysoká | Nízké náklady po výrobě nástrojů | Nízké náklady po výrobě nástrojů |
| Síla materiálu | Plné původní vlastnosti materiálu | Plné původní vlastnosti materiálu | 10–100 % v závislosti na procesu | Téměř plné polymerní vlastnosti | Téměř plné slitinové vlastnosti |
Vybrání správné volby pro váš projekt
Optimální výrobní metoda závisí na tom, kde se váš projekt nachází v rámci několika rozhodovacích os. Zvažte tyto scénáře:
Zvolte službu obrábění, pokud:
- Potřebujete kovové díly pro výrobu v množstvích od 10 do několika tisíc kusů
- Vyžadují se tolerance užší než ±0,005 palce
- Váš návrh se může na základě testování nebo zpětné vazby od zákazníků vyvíjet
- Nedostatek kapitálu brání investicím do zařízení nebo zaměstnání kvalifikovaných operátorů
- Potřebujete přístup k obráběcím strojům s 5 osami nebo specializovaným procesům, aniž byste je vlastnili
Zvolte vnitrofiremní obrábění, pokud:
- Roční objemy pravidelně překračují 5 000 kusů podobných dílů
- Kontrola dodací lhůty je kritická – potřebujete díly během hodin, nikoli dnů
- Obavy o ochranu duševního vlastnictví činí externí zadání rizikovým
- Máte nebo dokážete vyvinout kvalifikovanou pracovní sílu pro obsluhu zařízení
Zvolte 3D tisk, když:
- Geometrie zahrnují vnitřní kanály, mřížky nebo organické tvary
- Rychle iterujete návrhy a potřebujete rychlou zpětnou vazbu
- Množství je velmi nízké – zejména jednotlivé prototypy
- Požadavky na pevnost materiálu jsou střední
Zvolte formování nebo lití, pokud:
- Návrhy jsou dokončené a stabilní pro dlouhodobou výrobu
- Objemy ospravedlní investici do nástrojů – obvykle 10 000+ kusů
- Náklady na jeden kus jsou hlavním rozhodujícím faktorem
- Požadavky na tolerance lze splnit bez sekundárního obrábění
Mnoho projektů profituje z hybridních přístupů. Vytvořte prototyp pomocí 3D tisku, ověřte jej pomocí služby obrábění a po stabilizaci návrhů přejděte na formování. Obráběcí dílna v San Franciscu nebo obráběcí dílna v San Franciscu, stát Kalifornie, vám může pomoci tyto přechody zvládnout – mnohé z nich nabízejí jak obrábění, tak poradenství ohledně toho, kdy mají alternativní metody smysl.
Pro výrobce, kteří zkoumají možnosti CNC obrábění v blízkosti mého umístění v Kalifornii, zůstává rozhodovací rámec stejný bez ohledu na polohu. Posuďte své odhady objemu výroby, požadavky na přesnost (tolerance), časové tlaky a kapitálová omezení. Správná výrobní metoda vyplývá z upřímného posouzení těchto faktorů – nikoli z předpokladů o tom, která technologie je „nejlepší“.
Máte-li tento rozhodovací rámec k dispozici, posledním krokem je výběr správného partnera pro obrábění, který bude vaši zvolenou metodou provádět. Kritéria pro hodnocení – i otázky, které byste měli položit – rozhodují o tom, zda váš projekt uspěje nebo potká potíže.
Výběr správného partnera pro služby v oblasti obrábění
Proanalysujete jednotlivé procesy, porovnáte výrobní metody a rozumíte faktorům ovlivňujícím náklady. Nyní přichází rozhodnutí, které určuje, zda váš projekt uspěje nebo zkolabuje: výběr správného partnera pro obrábění. Tato volba ovlivňuje vše – kvalitu, dodací lhůty, náklady a vaši schopnost škálovat výrobu v souladu s rostoucím poptávkou.
Podle průvodce výběru partnerů společnosti Principal Manufacturing Corporation zajišťuje výběr správního partnera pro CNC obrábění úspěch vašeho projektu. Zkušená společnost může pozitivně ovlivnit každý aspekt výrobního procesu – od kvality po dodržení termínů dodávky.
Ať už posuzujete možnosti strojních dílen v San Jose nebo zkoumáte strojní dílny v Oaklandu (stát Kalifornie), tyto kritéria vám pomohou oddělit výjimečné partnery od těch pouze uspokojivých.
Klíčová kritéria pro hodnocení partnerů v oblasti obrábění
Co odlišuje spolehlivého partnera v oblasti obrábění od toho, který způsobuje potíže? Zaměřte se na tyto zásadní faktory místo pouhého srovnání nabízených cen:
- Příslušná osvědčení — ověřte minimálně certifikaci ISO 9001 a navíc průmyslově specifické normy, jako je např. IATF 16949 pro automobilový průmysl, AS9100 pro letecký a kosmický průmysl nebo ISO 13485 pro zdravotnické prostředky
- Výbava a Možnosti — ujistěte se, že mají vhodné stroje pro vaše součásti, ať už jde o pětiosou frézování, švýcarské soustružení nebo specializované elektroerozní obrábění (EDM)
- Výkon dodací lhůty — zeptejte se na typickou dobu výroby pro vámi požadované množství a na jejich historii dodržování dohodnutých dodacích lhůt
- Rychlost reakce na komunikaci —všimněte si, jak rychle reagují na první dotazy, protože to často předpovídá kvalitu komunikace během celého projektu
- Dokumentovaná kvalita —požádejte o reference z podobných projektů a zeptejte se na míru odmítnutí dílů a historii nápravných opatření
- Technická expertiza —posuďte jejich schopnost poskytovat zpětnou vazbu v rámci návrhu pro výrobu (DFM) a navrhovat vylepšení, nikoli pouze slepě realizovat vaše výkresy
- Kapacita a škálovatelnost —ujistěte se, že jsou schopni splnit vaše současné požadavky a růst spolu s vámi při zvyšování objemů výroby
Podle průmyslového výzkumu společnost zaměřená na zákazníka úzce spolupracuje se zákazníkem, aby poskytla cenné poznatky, diskutovala možnosti vylepšení návrhu a navrhovala opatření ke snížení nákladů. Partneři by měli působit jako důvěryhodní poradci, kteří sdílejí své odborné znalosti, aby pomohli dosáhnout nejlepších možných výsledků.
Při hledání strojního závodu ve Fremontu (CA) nebo kdekoli jinde požádejte o doporučení od zákazníků, kteří s danou společností spolupracovali na podobných projektech. Jejich zkušenosti odhalí více než jakákoli prodejní prezentace.
Příprava vašeho projektu na úspěch
I nejlepší partner pro obrábění nedokáže kompenzovat špatně připravené projekty. Umožněte si úspěch tím, že tyto prvky vyřešíte ještě před podáním první žádosti o cenovou nabídku:
- Kompletní konstrukční soubory — poskytněte jak 3D CAD modely (upřednostňovaný formát STEP), tak rozměrové 2D výkresy s jasně uvedenými tolerancemi
- Specifikace materiálu — uveďte konkrétní třídy materiálů, nikoli pouze rodiny materiálů (např. „6061-T6“ místo jen „hliník“)
- Identifikace kritických prvků — zvýrazněte, které rozměry a prvky jsou funkčně kritické ve srovnání s obecnými tolerancemi
- Požadavky na množství a dodací lhůtu — uveďte jasně požadované množství, termíny dodání a zda se tyto požadavky mohou změnit
- Požadavky na dokumentaci kvality — specifikujte, jaké protokoly kontrol, certifikáty nebo možnosti sledovatelnosti vyžadujete
Podle výrobního průvodce společnosti Fictiv poskytuje spolupráce s zkušeným výrobním partnerem od samotného začátku optimalizovanou cestu pro zakoupení dílů v průběhu celého procesu vývoje produktu a pomáhá snížit rizika v budoucnu.
Čím více kontextu poskytnete předem, tím přesnější budou vaše cenové nabídky. Nepřinuťujte potenciální partnery hádat požadavky – nejasnosti vedou buď k nadměrně vysokým cenám (protože pokrývají neznámé faktory), nebo k nepříjemným překvapením později, když se ukáže, že původní předpoklady byly chybné.
Místní dílny, jako je například Joseho strojní dílna nebo Diazova strojní dílna, mohou nabídnout výhody při osobní spolupráci během složitých projektů. Pokud však specializované schopnosti mají větší význam než blízkost, nesmíte své hledání omezovat geograficky.
Rozšiřování od prototypu k výrobě
Následující skutečnost často překvapí mnoho výrobců: dílna, která se vyznačuje v oblasti výroby prototypů, může mít potíže s výrobou ve větších objemech – a naopak. Nalezení partnera, který zvládá obě fáze, vám ušetří bolestivé změny dodavatelů uprostřed projektu.
Podle výzkumů v oblasti výroby je nezbytné spolupracovat s firmou, která dokáže zohlednit budoucí růst. Jakmile se váš podnik rozšiřuje nebo se zvyšují požadavky na projekt, spolehlivý partner dokáže bezproblémově zvládnout vyšší výrobní objemy i stále se měnící požadavky.
Jak v praxi vypadá škálovatelnost?
- Průhlednost prototypování —schopnost rychle vyrobit malé množství, často s dodací lhůtou jednoho dne pro naléhavé potřeby
- Přechodová výrobní kapacita —zpracování nízkovýkonných sérií (desítky až stovky kusů) během ověřování návrhů
- Výrobní kapacita —vybavení a pracovní síla schopné podporovat výrobu tisíců dílů měsíčně, jakmile se objeví poptávka
- Konzistence procesu —zachování stejných standardů kvality bez ohledu na velikost dávky
- Reakce na poptávku —navýšení nebo snížení množství podle potřeby bez kompromisu s dodacími termíny
Škálovatelní partneři v oblasti obrábění také rozumí důležitosti investic do pokročilých technologií. Průběžně modernizují své zařízení, software a výrobní procesy, aby zůstali konkurenceschopní a splnili se měnící se průmyslové požadavky.
U automobilových aplikací konkrétně: Shaoyi Metal Technology ilustruje tento model škálovatelnosti. Jejich zařízení poskytuje přesné CNC obrábění s dodacími lhůtami již od jednoho pracovního dne pro naléhavé prototypy, zároveň však zachovává výrobní kapacitu, certifikaci IATF 16949 a přísné protokoly statistické regulace procesů (SPC), které vyžadují dodavatelské řetězce v automobilovém průmyslu. Tato kombinace rychlosti a škály znamená, že se váš partner nebude stávat nedostatečným, jak se projekty vyvíjejí od konceptu až po plnou výrobu.
Otázky, které je třeba položit před potvrzením zakázky
Než podepíšete první objednávkový formulář, získejte jasné odpovědi na tyto klíčové otázky:
- Jaké certifikace máte a kdy proběhla jejich poslední kontrola?
- Můžete poskytnout reference od zákazníků v mé oblasti?
- Jaká je vaše typická dodací lhůta pro můj rozsah objednávek?
- Jak zvládáte změny v návrhu uprostřed výroby?
- Jaké kontroly provádíte ve svých vlastních prostorách?
- Jak budete komunikovat stav projektu a jakékoli vzniklé problémy?
- Co se stane, pokud díly nesplní specifikace?
Odpovědi odhalují nejen schopnosti, ale i charakter. Partneři, kteří se otázkám vyhýbají nebo nadměrně slibují, by měli vyvolat obavy. Ti, kteří poskytnou přímé a konkrétní odpovědi – včetně upřímného uznání svých omezení – prokazují transparentnost, která je nezbytná pro úspěšné vztahy.
Úspěch ve službách obrábění závisí nakonec stejně na kvalitě partnerství jako na technické zdatnosti. Správný partner přináší odbornost, kterou nemáte, odhaluje problémy dříve, než se stanou nákladnými, a roste spolu s vaším podnikem. Věnujte čas výběru partnera s rozmyslem – vaše obráběcí projekty pak dosáhnou požadovaných výsledků: včas, v rámci rozpočtu a v souladu se specifikací.
Často kladené otázky ke službám obrábění
1. Jaká je hodinová sazba za CNC stroj?
Hodinové sazby pro CNC obrábění se obvykle pohybují v rozmezí 30–100 USD v závislosti na lokalitě, složitosti stroje a zpracovávaném materiálu. Faktory jako schopnost obrábění na 5 os, přísné tolerance nebo exotické materiály vedou k vyšším sazbám. Náklady na nastavení jsou často účtovány samostatně a rozděleny mezi celkový počet vyrobených dílů, což činí větší zakázky cenově výhodnějšími na jednotku. Expediční zakázky obvykle vyžadují příplatek 15–50 % nad standardní sazby.
2. Co znamená obrábění?
Obrábění je subtraktivní výrobní proces, který vytváří požadované tvary odstraňováním nepotřebného materiálu z větších polotovarů. Na rozdíl od 3D tisku, který přidává materiál vrstvu po vrstvě, obrábění využívá rotující řezné nástroje nebo brusné kotouče k přesnému odstraňování materiálu ze suroviny. CNC (počítačově řízené) obrábění tento proces automatizuje pomocí programovaných dráhy nástroje, což umožňuje konzistentní výrobu složitých dílů s tolerancemi až ±0,025 mm u kovů, plastů a kompozitů.
3. Jak dlouho trvá CNC obrábění od objednávky do dodání?
Doba dodání pro servisní obrábění se liší podle složitosti, objemu a kapacity dílny. Jednoduché prototypy lze odeslat již za 1–3 dny z provozoven nabízejících rychlou realizaci. Standardní výrobní zakázky obvykle vyžadují 1–3 týdny, včetně revize návrhu, programování, obrábění a kontrolního měření. Složité součásti vyžadující sekundární operace, jako je tepelné zpracování nebo anodizace, prodlouží dobu dodání o další dny. Certifikovaní automobiloví dodavatelé, jako je např. Shaoyi Metal Technology, nabízejí dobu dodání u naléhavých prototypů až jednu pracovní den.
4. Jaké formáty souborů akceptují CNC obráběcí dílny?
Většina profesionálních strojních dílen preferuje univerzální standard pro výměnu 3D modelů ve formátu STEP (.stp, .step), který je čitelný téměř jakýmkoli CAM softwarem. Soubory ve formátu IGES jsou stále široce podporovány pro plošnou i objemovou geometrii. 2D soubory ve formátu DXF/DWG jsou nezbytné pro rovinné součásti a doplňkové rozměry. Nativní soubory CAD z programů SolidWorks, Inventor nebo Fusion 360 zachovávají plný návrhový záměr, pokud dílny používají stejný software. Vždy přiložte rozměrované PDF výkresy se specifikací tolerancí, povrchových úprav a kritických prvků.
5. Jak si vybrat mezi CNC obráběním a 3D tiskem?
Zvolte CNC obrábění, pokud potřebujete pevnost materiálu na úrovni výrobních dílů, přesné tolerance pod ±0,005 palce, hladké povrchové úpravy nebo kovové díly v množství přesahujícím 50 kusů. 3D tisk je ideální pro složité vnitřní geometrie, rychlou iteraci návrhu, velmi malé množství kusů a organické tvary, které nelze obrábět. Díly vyrobené CNC zachovávají 100 % původních vlastností materiálu, zatímco u některých procesů 3D tisku dosahuje pevnost materiálu pouze 10–50 % původní hodnoty. Mnoho projektů profituje z prototypování pomocí 3D tisku a následného přechodu na CNC obrábění pro sériovou výrobu.