 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

CO2 vs vláknový vs krystalový laser: která technologie řezání laserem vyhovuje vašemu projektu
Co je to dílna pro laserové řezání a jak funguje
Nikdy jste se zamysleli, jak se vyrábějí složité kovové tabulky, přesně řezané akrylové výstavní prvky nebo individuální automobilové díly s tak dokonalou přesností? Odpověď často směřuje k dílně pro laserové řezání – specializovanému zařízení vybavenému pokročilým strojním vybavením, které transformuje suroviny na přesné součásti pomocí intenzivních světelných paprsků.
Jednoduše řečeno, tyto provozy využívají výkonné lasery k řezání, tvarování a individuální úpravě materiálů od nerezové oceli po dřevo. Tato technologie funguje tak, že soustředí intenzivní laserový paprsek na povrch materiálu , čímž jej zahřívá do teploty, při níž se podél přesně řízené dráhy taví, shoří nebo odpařuje. Zůstává tak čistý řez s minimální tepelnou deformací a téměř žádnými odpady materiálu.
Tyto dílny nabízejí více než jen řezání. Následují hlavní schopnosti, které obvykle najdete:
- Části a součásti: Řezání materiálů s extrémní přesností, vytváření dílů od jednoduchých tvarů po složité geometrie
- Gravírování: Odstraňování materiálu za účelem vytvoření trvalých nápisů, logotypů nebo textu pod povrchem
- Etching: Vytváření povrchových značek bez hlubokého odstraňování materiálu
- Označení: Vytváření viditelných změn na povrchu pro identifikaci, značkování nebo dekorativní účely
Od průmyslových podlah až po vaše práh
Cesta vývoje technologie laserového řezání připomíná fascinující příběh evoluce. Když Theodore Maiman vyvinul první funkční laser v roce 1960 , málo kdo si dokázal představit, že se časem stane dostupným i malým podnikům a nadšencům. Po desetiletí zůstávaly tyto stroje uzamčené ve výzkumných zařízeních leteckoprůmyslového průmyslu a velkých výrobních závodech – obrovské a drahé zařízení, které si mohly dovolit pouze velké korporace.
Rychle dopředu do dnešní doby, a krajina vypadá pozoruhodně jinak. To, co bylo kdysi výhradní průmyslovou technologií, se stalo demokratickým. Moderní služby laserového řezání nyní uspokojují všechny od společností z Fortune 500 až po víkendové výrobce pracující na vášnivých projektech. Najdete laserový řezač, který zvládne vše od vývoje prototypu až po kompletní výrobu, s online objednávkami, které činí proces jednoduchým jako nahrávání souboru designu.
Technologie, která se skrývá za přesnými řezáními
Co je tedy laserové řezání? Představte si, že se sluneční světlo soustředí skrze lupu, ale zesílí se tisíckrát. Laserový paprsek, generovaný CO2, vlákninovými nebo krystalickými laserovými zdroji, se přes specializovanou optiku soustředí do neuvěřitelně úzkého bodu. Tato koncentrovaná energie vytápí materiály tak přesně, že šířky řezání mohou mít menší rozměry než lidský vlas.
Proces začíná s vaším návrhovým souborem – obvykle vytvořeným v softwaru pro počítačově podporované návrhování (CAD) – který je předán do systému počítačově řízeného obrábění (CNC). Tato automatizace zajišťuje, že každý řez přesně odpovídá specifikacím, ať už vyrábíte jedinou součástku nebo tisíc kusů. Výsledek? Přesné laserové gravírování a řezání s konzistencí, kterou ruční metody prostě nedokážou dosáhnout.
Kdo dnes využívá služby laserového řezání
Zákaznická základna pro služby laserového řezání a gravírování se výrazně rozšířila. Výrobci se na tyto dílny spoléhají při výrobě komponent pro sériovou výrobu. Architekti objednávají individuální architektonické prvky. Umělci vytvářejí složité sochy. Majitelé malých podniků vyrábějí značkové propagační předměty. Dokonce i nadšenci hledající „služby laserového gravírování v mé blízkosti“ nyní mají přístup k výsledkům profesionální úrovně.
Ať potřebujete jeden jediný prototyp nebo tisíce identických dílů, pochopení toho, jak tyto zařízení fungují, vám poskytne lepší pozici pro využití jejich kapacit přesně podle potřeb vašeho konkrétního projektu.
Pochopení technologií CO₂ laserů na bázi vláken a krystalů
Nyní, když víte, co tyto zařízení nabízejí, podívejme se podrobněji na technologii, která všechno umožňuje. Ne všechny lasery jsou stejné – a znalost rozdílů mezi CO₂, vláknovými a krystalovými laserovými systémy vám může ušetřit čas, peníze i zbytečné frustace při výběru vhodného provozu pro laserové řezání pro váš projekt.
Představte si to takto: výběr typu laseru je jako výběr správného nástroje z nářadí. Kladivo je skvělé pro hřebíky, ale zcela nevhodné pro šrouby. Podobně každá laserová technologie vyniká při zpracování konkrétních materiálů a v konkrétních aplikacích. Pochopení těchto rozdílů vám pomůže efektivně komunikovat se službami a zajistí, že bude váš projekt přiřazen k optimálnímu zařízení.
CO2 lasery pro organické materiály
CO2 lasery jsou již desítky let pracovní koně tohoto průmyslu – a to z dobrého důvodu. Tyto plynné lasery fungují elektrickým vybuzením směsi oxidu uhličitého, čímž vzniká laserový paprsek o vlnové délce 10,6 mikrometru . Tato delší vlnová délka je pro nekovové materiály mimořádně účinná.
Co to znamená pro vaše projekty? Pokud pracujete s dřevem, akrylem, sklem, papírem, textiliemi, kůží nebo většinou plastů, CO2 laser pro řezací stroje poskytuje vynikající výsledky. Paprsek vytváří čisté řezy s minimálním ohořením organických materiálů a práce z akrylu často vyjde s charakteristickými leštěnými, lesklými hranami – což je pro aplikace v oblasti značení a výstavních prvků velkou výhodou.
CO2 systémy však mají i svá omezení. Potíže mají s odrazivými kovy a vyžadují více údržby než novější alternativy. CO2 laser pro řezání kovů dokáže zpracovat některé kovové součásti, avšak pro tento účel je obecně pomalejší a méně účinný než vláknové alternativy.
Fiberové lasery pro dominanci nad kovy
Pokud je kov vaším primárním materiálem, služby řezání kovů pomocí fiberových laserů představují zlatý standard. Tyto lasery na pevném stavu generují svůj svazek prostřednictvím speciálně navržených skleněných vláken zesilovaných čerpacími diodami a vytvářejí vlnovou délku 1,064 mikrometru – přibližně desetkrát kratší než CO₂ lasery.
Proč je vlnová délka důležitá? Tato kratší vlnová délka umožňuje vytvořit extrémně malý ohniskový průměr s intenzitou až 100krát vyšší než u CO₂ laserů při stejných výkonových úrovních. To se projevuje vyšší rychlostí řezání, lepší přesností a vynikajícími výsledky při zpracování odrazivých materiálů, jako je hliník, mosaz a měď, u nichž CO₂ systémy často selhávají.
Z praktického hlediska nabízí kovový laserový řezací stroj využívající vláknovou technologii další výhody: minimální požadavky na údržbu a životnost přesahující 25 000 hodin laserového provozu. U jakéhokoli laserového řezacího stroje pro kovové aplikace – ať už jde o uhlíkovou ocel, nerezovou ocel nebo titan – poskytuje vláknová technologie obvykle nejlepší výsledky.
Zvláštní variantou, o níž stojí za zmínku, je laser MOPA s nastavitelnou délkou pulzu. Tato flexibilita činí tento typ jedním z nejvíce univerzálních řešení pro širokou škálu aplikací v rámci jediného laserového řezacího stroje pro kovy.
Krystalové lasery: specializovaní odborníci na přesnost
Krystalové lasery, včetně Nd:YAG (neodym-em dopovaný yttrium-aluminium-garnet) a Nd:YVO (neodym-em dopovaný yttrium-orto-vanadát), zaujímají specializovanou niši. Stejně jako vláknové lasery vyzařují vlnovou délku 1,064 mikrometru, což je činí vhodnými pro opracování kovů i plastů.
Kompromis? Krystalové lasery obsahují čerpadlové diody, které je třeba vyměnit po přibližně 8 000 až 15 000 hodinách laserového provozu – což je výrazně méně než životnost vláknových laserů. Samotné krystaly mají také omezenou životnost. Ačkoli jsou schopny vynikající přesné práce, zejména při značení a gravírování, jejich vyšší nároky na údržbu a vyšší náklady na komponenty je činí méně běžnými v obecných aplikacích laserového řezání kovů.
Výběr vhodné laserové technologie pro váš projekt
Výběr vhodné technologie závisí na shodě mezi vašimi požadavky na materiál a aplikaci a možnostmi daného laseru. Následující srovnávací tabulka shrnuje klíčové rozdíly:
| Typ laseru | Nejlepší materiály | Typický rozsah tloušťky | Rysy rychlosti | Ideální aplikace |
|---|---|---|---|---|
| CO2 | Dřevo, akryl, sklo, papír, textilie, kůže, plasty, fólie | Až 25 mm u nekovových materiálů; omezená schopnost řezat kovy | Střední; vynikající kvalita svazku | Značení, vývěsky, gravírování, řezání nekovových materiálů, dekorativní práce |
| Vlákno | Uhlíková ocel, nerezová ocel, hliník, měď, mosaz, titan | Tenký list až do tloušťky 2 palce (5 cm) v závislosti na velikosti stroje | Rychlé; až 100násobná intenzita CO₂ při stejné výkonové úrovni | Výroba plechových dílů, autokomponenty, průmyslové součásti, odrazivé kovy |
| Krystal (Nd:YAG/Nd:YVO) | Kovy, povlakované kovy, plasty, některé keramické materiály | Především tenké materiály; zaměřeno na značení | Přesné, ale vyžaduje častější údržbu | Přesné značení, gravírování, specializované průmyslové aplikace |
Při konzultaci se službami pro řezání pomocí vláknového laseru nebo s jakýmkoli poskytovatelem se přímo zeptejte, jaké typy laserů provozují. Dílna s možnostmi jak CO₂, tak vláknového laseru nabízí flexibilitu pro projekty s různými materiály, zatímco specializovaná zařízení mohou poskytnout hlubší odbornou zkušenost v konkrétních kategoriích materiálů.
Porozumění těmto technologickým základům vám pomůže učinit informovaná rozhodnutí – technologie je však jen jednou stranou rovnice. Stejně důležité je vědět, které materiály nejlépe fungují s jednotlivými typy laserů a jaké výsledky si můžete realisticky očekávat.
Materiály, které lze řezat v dílně pro laserový řez
Zvolili jste správnou laserovou technologii – ale co materiály? Vědomí toho, které podklady jsou vhodné pro každý systém, přeměňuje dobré výsledky na výjimečné. Podívejme se podrobně na kategorie materiálů, s nimiž se setkáte, a na to, čeho od každého můžete očekávat.
Vztah mezi typem laseru a materiálem není pouze otázkou kompatibility – jde o optimalizaci. Vlákenní laser technicky dokáže řezat dřevo, avšak nezajistí čisté okraje, které poskytuje CO₂ systém. Stejně tak pokus o laserový řez kovů pomocí CO₂ stroje zbytečně plýtvá časem a dává horší výsledky. Následující pokyny vám pomohou přiřadit materiály k odpovídající technologii pro optimální výsledky .
Kovy, které se nejlépe řežou laserem
Laserový řez kovů patří mezi nejnáročnější aplikace a vyžaduje vysokovýkonové vlákenní lasery pro dosažení nejlepších výsledků. Dobrou zprávou je, že moderní zařízení zvládá s vysokou přesností širokou škálu kovových materiálů – přesnost, jakou tradiční metody nedokážou dosáhnout.
Ocel a nerezová ocel: Tyto kovy zůstávají nejčastěji zpracovávanými kovy. Když je třeba laserem řezat nerezovou oceli, vláknité lasery poskytují čisté okraje bez oxidu, zejména pokud dusík slouží jako pomocný plyn. Uhlíková ocel efektivně řeže v různých tloušťkách, od tenkého plechu až po desky o délce více než jeden palce.
Hliník: Laserově řezané hliníko představuje jedinečné výzvy díky vysoké odrážečnosti a tepelné vodivosti. Moderní systémy s vysokým výkonem vlákniny však tyto vlastnosti efektivně zvládnou. Očekávejte mírně širší šířky řezů ve srovnání se železnou, ale kvalita okrajů zůstává vynikající pro většinu aplikací.
Měď a mosaz: Tyto vysoce odrazující materiály kdysi představovaly vážné rizika pro laserové zařízení. Odrazové paprsky mohly poškodit optické komponenty. Dnešní specializované vláknité laserové systémy s odpovídající úrovní výkonu spolehlivě řežou oba materiály, což otevírá možnosti pro elektrické součásti, dekorativní předměty a přesné díly.
Plasty a akryly pro čisté okraje
Laserové řezání plastových materiálů vyžaduje pečlivý výběr – ne všechny plasty reagují na laserové zpracování bezpečně.
Akryl (PMMA/Plexisklo): Tento materiál je nepopiratelným šampiónem pro laserové zpracování. Podle Výrobních pokynů ACRYLITE produkuje CO₂ laser hranice s plamenovým leštěním s tolerancí řezu pod 0,005 palce/stopa. Služba řezání akrylu s použitím vhodných nastavení poskytuje lesklé, profesionální hrany, ideální pro informační tabule, výstavní prvky a šperky.
POM (acetal/Delrin): Tento technický plast se výjimečně hodí pro funkční součásti. Pokud potřebujete ozubená kola, vložky nebo mechanické díly, POM se čistě řeže a udržuje rozměrovou stabilitu.
Materiály, které je třeba vyhnout se: Několik běžných plastů představuje vážné nebezpečí. PVC uvolňuje chlorový plyn, který vytváří kyselinu chlorovodíkovou – ničí vybavení a vytváří toxické podmínky. ABS uvolňuje kyanidové sloučeniny a taje spíše než se odpařuje. Silný polycarbonát (Lexan) hoří a značně ztmavuje. Jakékoli renomované zařízení tyto materiály odmítne.
Pokyny pro dřevo a kompozitní materiály
Dřevo nabízí teplo a univerzálnost, kterou syntetické materiály nedokážou napodobit. CO₂ lasery efektivně zpracovávají většinu druhů dřeva, i když kvůli rozdílům v hustotě je nutné upravit pracovní parametry.
Přirozené tvrdé dřeviny: Ořech, javor, třešeň a dub poskytují nádherné výsledky, ale kvůli vyšší hustotě vyžadují vyšší výkon a pomalejší rychlost řezání. Očekávejte tmavší opálení okrajů, které mnoho aplikací dokonce uvítá jako estetický prvek.
Měkké dřeviny: Balsa, borovice a cedr se řežou rychle při nižších nastaveních výkonu. Tyto materiály jsou vhodné pro výrobu prototypů a projekty, kde je důležitější rychlost než dokonalost okrajů.
Inženýrské dřevěné výrobky: Překližka a MDF vyžadují opatrnost. Lepidla použitá k spojení těchto materiálů mohou při zahřátí uvolňovat formaldehyd a jiné sloučeniny. Dobrá ventilace je proto nezbytná a kvalita řezu se může lišit v důsledku nerovnoměrnosti lepidla mezi jednotlivými vrstvami.
| Kategorie materiálu | Běžné typy | Typický rozsah tloušťky | Poznámky k jakosti řezu | Zvláštní úvahy |
|---|---|---|---|---|
| Železné kovy | Uhlíková ocel, Nerdzavá ocel | 24 gauge až 1"+ (vláknový laser) | Čisté řezy; pomocný plyn dusík brání oxidaci nerezové oceli | Vyžaduje vláknový laser; CO₂ laser je neúčinný |
| Neželezné kovy | Hliník, měď, mosaz | Až 0,5" v závislosti na slitině | Dobré řezy; širší řezná šířka u hliníku | Vysoká odrazivost vyžaduje specializované vláknové systémy |
| Akryly | PMMA, Plexiglas, litý akryl | Až 1" při vhodném výkonu | Hranice upravené plamenem; vynikající průhlednost | Preferován CO2 laser; ochranná fólie brání poškození povrchu |
| Technické polymery | POM/Delrin, Mylar | Až 0,5" | Čisté řezy vhodné pro funkční díly | Ověřte složení materiálu; vyhýbejte se PVC/ABS |
| Přirozené dřevy | Dub, javor, ořech, borovice, balsa | Obvykle až 0,75" | Charakteristické ohořelé okraje; liší se podle hustoty | Hořlavý materiál; nikdy nezanechávejte bez dozoru |
| Hmotinové dřevo | Překližka, MDF, tvrdá deska | Až 0,5" | Proměnná hodnota způsobená lepicími vrstvami | Toxické výpary z pojiv; vyžadují vynikající větrání |
| Látek | Bavlna, felt, džínová látka, polyester | Jedna vrstva až lehké balíky | Přírodní vlákna se čistě řežou; syntetické látky uzavírají okraje | Riziko požáru u přírodních vláken; polyester vytváří okraje bez ošlapání |
| Papír/karton | Karton, vlnitý papír, lepenka | Až do 0,25" | Vynikající schopnost reprodukovat detaily | Vysoké riziko požáru; udržujte přívod vzduchu a dozor |
Po vyjasnění výběru materiálu jste připraveni přistoupit k dalšímu klíčovému kroku – správné přípravě vašich návrhových souborů. Dokonalý výběr materiálu nemůže kompenzovat chyby při přípravě souborů, které způsobují zpoždění projektů a zvyšují náklady.
Příprava návrhových souborů pro úspěch při laserovém řezání
Vybrali jste si materiál a víte, jaká technologie laserového řezání je pro váš projekt vhodná. Nyní následuje krok, ve kterém se mnoho zákazníků poprvé potýká s potížemi – příprava souborů. I nejvyspělejší CNC stroj s laserovým řezáním dokáže zpracovat pouze to, co mu poskytnete, a špatně připravené soubory způsobují zpoždění, chybné řezy a plýtvání materiálem.
Představte si svůj návrhový soubor jako sadu pokynů. Pokud tyto pokyny obsahují chyby, nejasnosti nebo formátovací problémy, stroj je interpretuje doslovně – často s frustrujícími výsledky. Dobrá zpráva? Většinu problémů s přípravou souborů lze úplně předejít, jakmile pochopíte, co od vašich návrhů skutečně vyžadují služby pro laserové řezání.
Souborové formáty, které akceptuje každá laserová dílna
Laserové řezačky spoléhají na vektorové soubory, nikoli na rastrové obrázky. Proč? Vektorové soubory definují tvary pomocí matematických křivek, což umožňuje neomezené škálování bez ztráty kvality. Rastrový obrázek (např. JPEG nebo PNG) se skládá z pixelů, které se při zvětšení rozmazají a neposkytují přesné řezné dráhy, které stroje vyžadují.
Většina zařízení pro přesné laserové řezání akceptuje tyto standardní formáty:
- DXF (Drawing Exchange Format): Univerzální standard pro CAD soubory – téměř každá dílna tento formát akceptuje bez potřeby konverze
- AI (Adobe Illustrator): Nativní soubory Illustratoru fungují dobře, zejména u návrhů obsahujících umělecké prvky
- SVG (Scalable Vector Graphics): Otevřený formát, který zachovává vektorovou integritu napříč různými softwarovými platformami
- PDF (Portable Document Format): Přijímán při obsahu vektorové grafiky, i když některé dílny upřednostňují specializované CAD formáty
- DWG (AutoCAD Drawing): Nativní formát AutoCADu, který se běžně používá v inženýrských a architektonických aplikacích
Pokud máte pochybnosti, DXF zůstává nejbezpečnější volbou. Podle Pokynů SendCutSend , je po převodu z rastrových formátů nezbytné ověřit rozměry – tisk vašeho návrhu v měřítku 100 % vám pomůže potvrdit, že všechny rozměry jsou správné ještě před odesláním.
Chyby v návrhu, které zpomalují váš projekt
I zkušení návrháři při přípravě souborů činí chyby. Porozumění nejčastějším pastem vám pomůže vyhnout se opakovaným revizím, které zpomalují výrobu a zvyšují náklady.
Níže jsou uvedeny chyby, které nejčastěji způsobují problémy:
- Neuzavřené dráhy: Každý tvar musí tvořit úplnou, uzavřenou smyčku. Otevřené cesty mate systémy pro laserové řezání – stroj nemůže určit, kde končí vnitřek a kde začíná vnějšek. Jak poznamenává Kirmell jakýkoli otevřený obrys může vést k neúplným nebo nepřesným řezům
- Překrývající se nebo duplicitní čáry: Pokud se dvě čáry nacházejí na stejné pozici, laser může tento obrys vyříznout dvakrát, čímž dojde k nadměrnému propálení materiálu nebo vzniku širšího řezu, než je zamýšleno
- Nesprávné měřítko nebo jednotky: Návrh o rozměru 10 mm ve vašem softwaru může být řezacím systémem interpretován jako 10 palců. Vždy ověřte, že váš soubor používá konzistentní jednotky a odpovídá požadovaným fyzickým rozměrům
- Chybějící tolerance: Laserové řezání dosahuje výjimečné přesnosti – obvykle ±0,1 mm – avšak výroba bez komunikace kritických rozměrových požadavků vede k dílům, které se do montážních celků nevejdou správně
- Aktivní textové pole: Text, který nebyl převeden na obrysy (nebo „rozbit“ v některých CAD programech), se může zobrazit nesprávně nebo vůbec nebude vyříznut. Najedete-li kurzorem myši nad textové prvky – pokud jsou upravitelné, je třeba je převést na vektorové tvary
- Vložené rastrové obrázky: Pozadí nebo jiné nevektorové grafiky vložené do vašeho souboru budou buď ignorovány, nebo způsobí chyby při zpracování
- Nereálně malé prvky: Podrobnosti menší než šířka řezu laseru nelze přesně vyříznout. Kruhy, text nebo složité vzory pod minimálními rozměrovými prahy vedou k vyhořeným nebo chybějícím prvkům.
Příprava souborů pro úspěšné první použití
Správná příprava přemění váš návrh na díly vyříznuté laserem, které přesně odpovídají vaší představě. Dodržujte tyto postupy, abyste zajistili, že služby pro návrh pomocí laseru budou moci zpracovat vaše soubory bez nutnosti požadovat jejich úpravu.
Ověřte, že každá křivka je uzavřená: K identifikaci mezer použijte nástroje pro analýzu křivek ve svém softwaru. V programu Illustrator příkaz „Spojit“ propojí otevřené koncové body. Většina CAD programů obsahuje podobné funkce pro ověření.
Odstraňte veškerou duplicitní geometrii: Překrývající se čáry často vznikají operacemi kopírování a vkládání nebo importem souborů z jiných programů. Spusťte ve svém softwaru funkci pro úklid nebo sloučení, abyste odstranili zbytečné prvky.
Převést text na obrysy: Před exportem vyberte všechny textové prvky a převeďte je na vektorové dráhy. V programu Illustrator to znamená „Vytvořit obrysy.“ Uživatelé SolidWorks mohou exportovat bez obav – většina systémů automaticky ignoruje vodoznaky s označením „Verze pro studenty.“
Zohledněte šířku řezu (kerf): Laserový paprsek odstraňuje materiál během řezání, obvykle v rozmezí 0,1 mm až 0,4 mm v závislosti na materiálu a nastavení výkonu. Pro přesné pasování upravte polohu řezných čar o polovinu očekávané šířky řezné spáry (kerfu). Mnoho provozoven uvádí konkrétní hodnoty šířky kerfu na vyžádání.
Zkontrolujte, zda nejsou uvnitř návrhu uvězněné výřezy: Vnitřní díly, které nejsou spojeny s hlavním návrhem, během řezání odpadnou a nelze je zachovat. Pokud tyto prvky potřebujete, přidejte malé spojovací můstky (zápustky), aby zůstaly připojeny, nebo je odešlete jako samostatné návrhy.
Jasně specifikujte tolerance: Pro dosažení přesnosti laserového řezání u kritických rozměrů uveďte ve svém souboru nebo poznámkách k objednávce konkrétní požadavky na tolerance. Standardní schopnost dosahuje přibližně ±0,1 mm, avšak sdělení, které rozměry jsou pro vás nejdůležitější, pomůže operátorům zaměřit přesnost tam, kde ji skutečně potřebujete.
Kontrola rozměrů: Tiskněte svůj návrh v měřítku 100 % a změřte klíčové prvky pomocí posuvného měřítka nebo pravítka. Tento jednoduchý krok odhalí chyby měřítka ještě předtím, než se z nich stanou drahé chyby.
Profesionální tip: Mnoho služeb pro laserové řezání nabízí kontrolu souborů ještě před zahájením výroby. Využijte této možnosti – rychlá kontrola před výrobou odhalí problémy, které jinak mohou vyžadovat nákladné opakování výroby.
S řádně připravenými soubory máte zajištěnu kvalitní výslednou produkci. Jak se však laserové řezání vyrovnává s alternativními technologiemi? Pochopení toho, kde tento proces vyniká – a kde by vám jiné metody mohly lépe vyhovovat – vám pomůže učinit nejrozumnější rozhodnutí pro každý projekt.
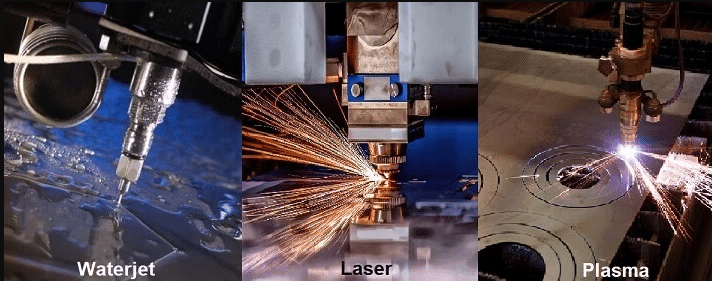
Laserové řezání vs. vodní paprsek, plazma a CNC frézování
Vaše návrhové soubory jsou připraveny a víte, které materiály nejlépe fungují s laserovou technologií. Ale zde je otázka, kterou stojí za to položit: Je laserové řezání vůbec správnou volbou pro váš konkrétní projekt? Někdy je odpověď jasně kladná – jindy však alternativní technologie poskytují lepší výsledky za nižší náklady.
Výběr nesprávné metody řezání vám může stát tisíce korun kvůli zbytečně zničeným materiálům a ztracenému času. Ať už provozujete kovářskou dílnu nebo objednáváte zakázkové součásti pro svůj koníček, správné přiřazení řezné technologie k vašim konkrétním požadavkům rozhoduje o úspěchu celého projektu. Podívejme se, jak se CNC laserové řezání vyrovnává s třemi hlavními alternativami: vodním paprskem, plazmou a CNC frézováním.
| TECHNOLOGIE | Úroveň přesnosti | Rychlost | Materiální slučitelnost | Kvalita hrany | Nákladové faktory | Nejlepší případy použití |
|---|---|---|---|---|---|---|
| Laserové řezání | ±0,001 mm až ±0,1 mm; vynikající pro jemné detaily | Rychlé u tenkých materiálů; rychlost klesá s rostoucí tloušťkou | Kovy, plasty, dřevo, textilie; omezené možnosti u tlustých nebo odrazivých materiálů bez použití vláknového laseru | Čisté, hladké řezy; minimální nutnost dodatečné úpravy | Střední náklady na zařízení; efektivní pro sériové řezání tenkých plechů | Složité návrhy, tenké plechy, přesné díly, elektronika, značení |
| Vodní paprsek | ±0,1 mm typicky; výborné výsledky u tlustých materiálů | Pomalejší než laserové a plazmové řezy; u oceli tloušťky 1 palce je až 3–4krát pomalejší než plazmový řez | Téměř jakýkoli materiál včetně kamene, skla a kompozitů; pro hrubé řezy až do tloušťky 24 palců | Satinově hladký povrch; žádné tepelně ovlivněné zóny | Vyšší pořizovací náklady na zařízení (cca 195 000 USD oproti 90 000 USD u plazmového řezání); vyšší provozní náklady | Teplotně citlivé materiály, tlusté polotovary, kámen/sklo, letecké součásti |
| Plast | Méně přesné než laserové řezání; vhodné pro konstrukční práce | Nejrychlejší u tlustých vodivých kovů | Pouze elektricky vodivé kovy (ocel, hliník, měď) | Zanechává škváru/strusku; často vyžaduje dodatečné dokončování | Nejnižší pořizovací náklady na zařízení a provozní náklady | Konstrukční ocel, těžká technika, lodní stavba, práce s tlustými plechy |
| CNC frézování | ±0,01 mm; výjimečné pro složitou 3D geometrii | Celkově pomalejší; odstraňuje materiál postupně | Kovy, plasty, dřevo, kompozity; dobře zpracovává tlusté a husté materiály | Hladký povrch; může vyžadovat broušení nebo leštění | Vyšší počáteční investice; cenově efektivní pro přesné 3D součásti | Složité 3D součásti, letecký a kosmický průmysl, lékařské přístroje, obrábění tlustých materiálů |
Kdy laserové řezání překonává alternativy
Laserová CNC technologie dosahuje nejvyššího výkonu tehdy, když se kříží přesnost a rychlost. Podle Srovnávacího výzkumu společnosti Makera dosahuje laserové řezání tolerance až ±0,001 mm – což ho činí ideálním pro aplikace vyžadující jemné detaily a ostré hrany. Například součásti šperků, pouzdra pro elektroniku, individuální dopravní značení a složitá dekorativní práce.
Zaměřený paprsek vytváří mimořádně čisté okraje, které často nevyžadují žádné další dokončení. U tenkých plechů a podrobných vzorů poskytuje laserové řezání kovů výsledky, které plazmové řezání prostě nedokáže dosáhnout. Nejlepší laser pro řezání tenkých materiálů se obvykle řadí do kategorie laserů, pokud je na prvním místě kvalita okrajů a přesnost.
Výhody rychlosti se stávají zvláště patrné u tenkých materiálů a složitých návrhů. Zatímco CNC frézování odstraňuje materiál postupně (což je časově náročný proces pro složité dvourozměrné vzory), laserové řezání kovů probíhá téměř okamžitě po celé délce řezné dráhy. Vysokorychlostní výroba s krátkými dodacími lhůtami výrazně profituje z této efektivity.
Laserové řezání však má i praktická omezení. Průmyslové testování potvrzuje, že lasery mají potíže s povrchy tlustšími než jeden palec – a teplo vznikající při řezání může způsobit spáleniny nebo napěťové stopy, které u některých materiálů vyžadují sekundární dokončení.
Vodní paprsek versus laser pro tlusté materiály
Když se zvyšuje tloušťka materiálu nebo vznikají obavy týkající se citlivosti materiálu na teplo, řezání vodním paprskem se stává přitažlivou alternativou. Tento chladný řezný proces využívá vodu pod vysokým tlakem (často smíchanou s abrazivními částicemi), která materiál řeže bez vzniku tepelně ovlivněných zón.
Jeho univerzálnost je pozoruhodná. Podle technického srovnání společnosti Flow Waterjet dokáže abrazivní řezání vodním paprskem zpracovat prakticky jakýkoli materiál – kov, kámen, sklo, kompozity a dokonce i potraviny – a to v tloušťkách až 61 cm pro hrubé řezy. Žádná jiná řezná technologie nedosahuje takové flexibility vzhledem k materiálům.
U aplikací citlivých na teplo se volba stává ještě jasnější. Laserové řezání generuje soustředěnou tepelnou energii, která může deformovat tenké materiály nebo vytvářet ztvrdlé zóny u kovů. Vodní paprsek naopak vytváří hedvábně hladký řez bez tepelné deformace, což jej činí preferovanou metodou pro letecké a kosmické komponenty, lékařská zařízení a materiály, u nichž je nutné zachovat původní metalurgické vlastnosti.
Kompromis? Rychlost a náklady. Testy ukazují, že plazmové řezání oceli tloušťky 25 mm je přibližně 3–4krát rychlejší než řezání vodním paprskem, přičemž provozní náklady jsou zhruba poloviční na metr. Kompletní systémy pro řezání vodním paprskem stojí přibližně 195 000 USD, zatímco srovnatelné plazmové systémy stojí přibližně 90 000 USD. Pro většinu dílen zabývajících se zpracováním kovů, které se zaměřují na ocel a hliník, poskytují plazmové nebo laserové řezání často lepší návratnost investic – řezání vodním paprskem však zůstává nezbytné díky svým jedinečným schopnostem.
Výběr správné technologie pro váš projekt
Po prostudování těchto technologií se objeví jedna zásadní pravda: žádná z metod není univerzálně „nejlepší“. Každá z nich vyniká ve specifických situacích.
Zvolte laserové a CNC laserové řezání, pokud:
- Potřebujete složité tvary s jemnými detaily na tenkých materiálech
- Je důležitá kvalita řezu a chcete minimální následnou úpravu
- Je prioritou rychlost výroby na plechových materiálech
- Jsou vyžadovány úzké tolerance (±0,1 mm nebo lepší)
Zvolte vodní paprsek, pokud:
- Materiál nesmí být vystaven teplu (aerospace slitiny, tepelně zpracované kovy)
- Řežete nekovové materiály, jako jsou kámen, sklo nebo kompozity
- Tloušťka materiálu přesahuje jeden palec
- Tepelně ovlivněné zóny jsou pro vaše použití nepřijatelné
Zvolte plazmové řezání, když:
- Silné vodivé kovy (ocel, hliník, měď) dominují vaší práci
- Rozpočtová omezení jsou důležitější než kvalita dokončení okrajů
- Rychlost řezání tlustých desek má přednost před požadavky na přesnost
- Hledáte plazmové řezání v mé blízkosti s rychlým dodacím termínem pro konstrukční práce
Zvolte CNC frézování, když:
- Vyžadují se složité trojrozměrné tvary
- Husté nebo tlusté materiály vyžadují přesné obrábění
- Kvalita povrchové úpravy vyžaduje pořezové dokončení
- Aplikace vyžadují odstraňování materiálu ze solidních bloků, nikoli řezání z plechů
Mnoho úspěšných strojírenských dílen nakonec začne využívat více technologií – a to z dobrého důvodu. Začít s tím systémem, který řeší vaše nejčastější projekty, je rozumné, avšak postupné rozšiřování kapacit vám umožní uspokojit širší potřeby zákazníků.
Pochopení toho, která technologie je pro váš projekt vhodná, je jen jednou částí hádanky. Stejně důležité je vědět, kolik tyto služby ve skutečnosti stojí a jak funguje jejich cenová kalkulace – téma, které často frustrovat nové zákazníky, kteří hledají transparentnost.
Náklady na laserové řezání a faktory ovlivňující ceny
Pokud jste někdy hledali službu řezání laserem v blízkosti mé polohy a cítili se frustrovaní kvůli nejasným informacím o cenách, nejste sami. Na rozdíl od nákupu produktu z regálu se náklady na řezání laserem výrazně liší podle desítek proměnných – a většina poskytovatelů z dobrého důvodu nezveřejňuje pevné ceníky.
Pochopte, co ovlivňuje vaši konečnou cenu, abyste mohli učinit chytřejší rozhodnutí, optimalizovat své návrhy z hlediska cenové efektivity a efektivně komunikovat při žádosti o cenovou nabídku na řezání laserem. Podívejme se podrobně na faktory, které skutečně určují, kolik za řezání laserem zaplatíte.
Co ovlivňuje vaši konečnou cenu
Každý projekt řezání laserem je jedinečný, avšak výpočet ceny sleduje předvídatelné vzorce. Podle analýzy cenové politiky společnosti Komacut patří mezi hlavní faktory typ materiálu, jeho tloušťka, složitost návrhu, doba řezání, náklady na práci a dokončovací procesy. Níže je uvedeno, jak každý z těchto prvků ovlivňuje vaše náklady na řezání laserem:
- Typ a cena materiálu: Různé materiály mají různé základní náklady – nerezová ocel je dražší než uhlíková ocel a speciální slitiny jsou cenově výrazně vyšší. Náklady na suroviny tvoří základ každé cenové nabídky
- Tloušťka materiálu: Tlustší materiály vyžadují více energie, pomalejší řezné rychlosti a zvyšují opotřebení stroje. Součást z oceli o tloušťce 1 mm se může například řezat během jedné až tří sekund, zatímco tlustší materiál vyžaduje výrazně více času a spotřeby energie
- Složitost designu: Složité vzory s mnoha vyříznutými díly vyžadují více průrazných bodů – každý z nich prodlužuje dobu řezání. Podle odvětvových údajů přímo zvyšují náklady jak počet průrazných bodů, tak délka řezné dráhy, neboť prodlužují dobu provozu stroje
- Celková délka řezné dráhy: Laser musí projít každou čarou ve vašem náčrtu. Více řezů znamená více času a čas se při provozu strojů za 60–100+ USD za hodinu rovná penězům
- Požadavky na sekundární dokončování: Odstraňování hran (deburring), leštění, broušení, práškové nátěry nebo montážní práce zvyšují celkové náklady díky dodatečné pracovní síle, času strojů a spotřebě materiálů
- Čas dodání: Rychlé objednávky obvykle zahrnují přirážku 20–50 % za práci ve stejný den nebo o víkendu. Standardní dodací lhůty udržují náklady nižší.
Chytrý tip pro návrh: Snížení počtu vyříznutí a zjednodušení geometrií může výrazně snížit vaše náklady, aniž by došlo ke zhoršení funkčnosti.
Náklady na výrobu prototypu versus úspory při sériové výrobě
Jedna z nejčastějších otázek, kterou zákazníci kladou: proč je cena jednoho prototypu tak mnohem vyšší na kus než u sériové výroby? Odpověď spočívá v tom, jak se náklady rozdělují podle množství.
Každá laserová řezba vyžaduje pevné náklady na nastavení, bez ohledu na množství – příprava souborů, programování stroje, naskladnění materiálu a kontrola kvality probíhají stejně, ať už řežete jeden díl nebo tisíc kusů. U jediného prototypu nesete 100 % těchto nákladů na nastavení. U objednávky 100 kusů se stejný náklad na nastavení rozdělí mezi všechny jednotky.
Ekonomika funguje následovně:
- Výroba prototypů (1–10 kusů): Náklady na nastavení dominují vaší ceně za kus. Očekávejte vyšší sazby za laserové řezání za kus, ale nižší celkové investice do projektu pro testování konceptů
- Výroba malých sérií (10–100 kusů): Náklady na nastavení se začínají významně rozptylovat. Tento optimální rozsah často dává smysl pro omezené edice, specializované komponenty nebo testování na trhu
- Výrobní objem (100+ kusů): Fixní náklady na kus se stávají zanedbatelnými. Účinnost využití materiálu se zlepšuje optimalizací uspořádání dílů na listech materiálu a dodavatelé mohou nabídnout slevy za velké objemy jak na strojový čas, tak na materiál
Efektivní uspořádání – tedy umísťování dílů co nejblíže k sobě na listech materiálu – se při vyšších výrobních objemech stává stále cennějším. Podle odborných praxí průmyslu pokročilý software pro uspořádání minimalizuje odpad materiálu, snižuje čas řezání a výrazně snižuje náklady na kus u sériové výroby.
Mnoho služeb pro laserové řezání v mé blízkosti i v celém průmyslu nepožaduje minimální objednávky, čímž se prototypování stává snadno přístupným. Pochopení struktury nákladů však pomáhá realisticky plánovat rozpočty pro jednotlivé fáze projektu.
Získání přesných cenových nabídek rychle
Jste připraveni získat skutečné číselné údaje pro váš projekt? Většina dílen nabízí prostřednictvím svých webových stránek okamžité systémy pro získání cenové nabídky na laserové řezání, avšak přesnost automatických nabídek závisí výrazně na informacích, které poskytnete. Tady je, jak tento proces zjednodušit:
- Zašlete čisté a správně formátované soubory: Soubory DXF se uzavřenými obrysy a správnými rozměry umožňují automatickým systémům pro tvorbu nabídek přesně vypočítat dobu řezání. Chyby vyvolají ruční kontrolu, což způsobuje zdržení.
- Uveďte přesné materiály: "Ocel" nestačí – uveďte třídu (např. nerezová ocel 304, mírná ocel A36 apod.), tloušťku a jakékoli zvláštní požadavky, jako je předúprava povrchu nebo certifikace.
- Jasně definujte množství: Zahrňte potřeby pro výrobu prototypů i předpokládané objemy sériové výroby. Některé dílny nabízejí postupné cenové stupnice, které ukazují, jak se náklady snižují při dosažení různých hranic množství.
- Poznamenejte si všechny požadavky na dokončení: Dodatečné operace, jako je odstranění hran, ohýbání, svařování nebo povrchová úprava, ovlivňují celkovou cenu. Uvedení těchto požadavků již na začátku zabrání překvapivým dodatečným nákladům později.
- Komunikujte očekávaný časový rámec: Standardní doba výroby udržuje náklady nižší. Pokud potřebujete urychlenou dodávku, zmíníte to co nejdříve, aby dodavatelé mohli odpovídajícím způsobem stanovit cenu.
Při porovnávání nabídek od více poskytovatelů se ujistěte, že posuzujete ekvivalentní specifikace. Výrazně nižší cena může naznačovat použití jiných tříd materiálů, odlišných předpokladů pro tolerance nebo vynechané kroky dokončování. Než se zavážete, položte upřesňující otázky – transparentní dodavatelé tuto komunikaci vítají.
Porozumění základům cenotvorby vám umožní přesně plánovat rozpočet a optimalizovat návrhy z hlediska cenové efektivity. Cena však není jediným kritériem – znalost odvětví, která tyto služby využívají, a způsob, jakým technologii aplikují, může inspirovat nové možnosti pro vaše vlastní projekty.

Průmyslová odvětví a aplikace, které spoléhají na laserové řezání
Nyní, když rozumíte dynamice cen, pojďme prozkoumat, kde se tato technologie ve skutečnosti uplatňuje. Od výrobních hal, kde se vyrábí tisíce automobilových komponent, až po dílny v garážích, kde se vyrábějí jedinečné umělecké díla, laserové řezání nachází uplatnění v neuvěřitelně široké škále aplikací. Pohled na to, jak různé odvětví tyto možnosti využívají, vám může napadnout nápad pro vaše vlastní projekty.
Univerzálnost průmyslového laserového řezání sahá daleko za to, co si většina lidí představuje. Podle průmyslového výzkumu společnosti Accurl laserová technologie proměnila odvětví od výroby letadel a kosmických lodí až po návrh šperků – každé z nich vyžaduje jinou úroveň přesnosti, jiné materiály a jiné objemy výroby.
Automobilové a dopravní aplikace
Pokud uvažujete o laserovém řezání kovů v praxi, automobilový průmysl představuje jedno z nejnáročnějších prostředí pro jeho ověření. Přesnost a konzistence zde nejsou volitelné – jsou to požadavky, které ovlivňují bezpečnost a výkon vozidel.
Moderní výroba vozidel závisí ve velké míře na laserovém řezání plechů pro součásti, které musí při každém jednotlivém výrobku splňovat přesné tolerance.
- Konstrukční díly: Zesílení rámu, příčníky a konstrukční úhelníky vyžadující konzistentní rozměrovou přesnost u tisíců kusů
- Karosárijské panely: Kryty dveří, části blatníků a interiérové ozdobné prvky, u nichž kvalita okrajů ovlivňuje přesnost montáže a dokončení povrchu
- Součásti výfukového systému: Tepelné clony, upevňovací úhelníky a potrubní součásti řezané z nerezové oceli
- Prvky zavěšení: Součásti řídicích ramen, upevňovací body pro pružiny a úhelníky pro nastavení geometrie náprav, které vyžadují přísné tolerance
- Součásti motorového prostoru: Kryty rozvodového ústrojí, sací kolena a upevňovací úhelníky pro příslušenství řezané z hliníkových slitin
Železniční a dopravní sektor stejně jako jiné odvětví těží z laserového řezání kovových plechů pro součásti vlaků, tramvají a infrastrukturní prvky. Podle Odborné analýzy společnosti SENFENG , vysoce pevné oceli a hliníkové slitiny zpracované pomocí systémů s vláknovým laserem zajišťují spolehlivost a bezpečnost, kterou tyto aplikace vyžadují.
Od prototypů po sériovou výrobu
To, co činí laserové řezání v průmyslu obzvláště cenným, je jeho škálovatelnost – stejná technologie, která vyrábí jeden jediný prototyp, se může zvýšit na plnění výrobních zakázek tisíců kusů.
Vesmírný a obranný průmysl: Jen málo průmyslových odvětví vyžaduje větší přesnost než letecký průmysl. Služby laserového řezání trubek vyrábějí konstrukční prvky, součásti motorových skříní a letadlové uchycovací prvky z titanu, vysokopevnostní oceli a speciálních hliníkových slitin. Schopnost této technologie zachovat pevnost materiálu během řezání je rozhodující, pokud musí součásti fungovat za extrémních podmínek.
- Konstrukční uchycovací prvky a zesílení pro letadla
- Součásti motorových skříní
- Části satelitů a vesmírných lodí
- Ochranné pancéřové desky a součásti obrněných vozidel pro obranu
Elektronika a pouzdra: Trend k miniaturizaci v elektronice vyžaduje řezné schopnosti, které odpovídají stále menším rozměrům součástek. Laserové systémy vytvářejí přesné vyříznutí pro ventilaci, montážní otvory a vedení kabelů v serverových skříních, řídicích panelech a pouzdrech spotřebních zařízení.
- Ochranné skříně pro datová centra a součásti serverových skříní
- Vyříznutí v řídicích panelech pro spínače a displeje
- Komponenty pro odstínění elektromagnetického rušení
- Sestavy chladičů
Reklamní a ukazovací tabule: Reklamní průmysl využívá laserové řezání k výrobě nápadných trojrozměrných informačních tabulí. Kanálová písmena, kovové loga, panely pro osvětlené krabice a dekorativní vývěsky všechny těží z možnosti této technologie zpracovávat složité vzory s čistými hranami. Podle odborníků průmyslu poskytují malé a středně výkonné vláknové lasery (1000 W–3000 W) potřebnou přesnost pro složité písma a detailní grafiky.
Architektonické prvky: Moderní architektura stále častěji začíná zahrnovat kovové prvky na míru – dekorativní mříže, zábradlí, fasadní panely a vnitřní přepážky, které přeměňují funkční prvky v designové prohlášení.
Kreativní a umělecké projekty vyrobené laserovým řezáním
Zde se pro jednotlivé tvůrce věci stávají zajímavé. Služba laserového řezání pro nadšence otevírá možnosti, které dříve byly vyhrazeny pouze průmyslovým výrobcům – a aplikace jsou omezeny pouze představivostí.
Podle Dokumentace projektů společnosti Full Spectrum Laser , nadšenci a umělci využívají laserovou technologii v široké škále kreativních aplikací:
- Šperky a doplňky: Složité náušnice, náhrdelníky a dekorativní předměty vyřezané z akrylu, dřeva nebo tenkých kovových plechů
- Interiér: Vlastní tapetové obrazy, vrstvené sochy, personalizované dárky a funkční předměty, jako jsou podložky na sklenice nebo tácy
- Modelářství: Architektonické modely, malé terény pro deskové hry a měřítkové repliky s precizním detailováním
- Součásti nábytku: Přehrady, dekorativní vložky a konstrukční prvky pro projekty výrobců
- Vstupní a výstupní věci: Karta, koláč, pozvánky na vlastní potřebu a pamětní věci
Společnost výrobců obzvláště oblíbila laserové systémy CO2 pro práci s dřevem, akrylem a kůží. Tyto materiály jsou čistě řezány s minimálním následným zpracováním, což je činí ideálními pro projekty od jednoduchých prototypů až po hotové výrobky připravené k prodeji.
To, co odlišuje profesionální výsledky od amatérských pokusů, často spočívá v porozumění vlastnostem materiálu a správné přípravě souborů, které jste již získali z předchozích částí této příručky.
Ať už jste výrobce, který hledá možnosti výroby, nebo hobbyista, který zkoumá kreativní možnosti, stejná základní technologie slouží oběma koncům spektra. Klíčovým rozdílem je najít poskytovatele služeb, jehož vybavení, odborné znalosti a normy kvality odpovídají vašim specifickým požadavkům - téma, které stojí za to podrobně prozkoumat před zadáním objednávky.
Jak vybrat správného poskytovatele laserového řezání
Prozkoumal jste laserové technologie, materiály, přípravu souborů a náklady. Nyní přijde rozhodnutí, které všechno spojuje: vybrat poskytovatele služeb, který může skutečně poskytnout výsledky odpovídající vašim očekáváním. Tato volba ovlivňuje všechno od kvality dílů až po časové rozvrhy projektu - udělejte to správně a vaše výroba bude plynule plynoucí; pokud to uděláte špatně, budete čelit zpoždění, přepracování a frustraci.
Nalezení služeb pro laserové řezání kovů, které odpovídají vašim konkrétním požadavkům, vyžaduje více než rychlé vyhledání ve webovém vyhledávači pomocí dotazu „laserové řezání v mé blízkosti“. Proces hodnocení vyžaduje pečlivé zvážení technických schopností, systémů kvality a komunikačních postupů. Projděme si systematický přístup k ověřování potenciálních partnerů.
Hodnocení technologie a schopností zpracování materiálů
Ne každá dílna pro laserové zpracování kovů používá stejné zařízení ani neslouží stejným trhům. Podle společnosti California Steel Services je prvním krokem při výběru jakéhokoli poskytovatele zajištění, že skutečně umí pracovat s požadovaným materiálem – různé služby se specializují na řezání různých materiálů, od kovů a plastů až po dřevo a sklo.
Při hodnocení služeb CNC laserového řezání se podívejte do detailů jejich zařízení:
- Typ a výkon laseru: Používají CO₂, vláknové nebo oba typy laserů? Vláknové lasery vyššího výkonu (v rozmezí 6–12 kW) zvládnou tlustší kovy a odrazivé materiály, které systémy nižšího výkonu nezvládnou.
- Rozměry pracovní plochy a její kapacita: Větší stoly umožňují zpracování větších dílů a efektivnější výřez (nesting) pro sériovou výrobu. Některé služby přesného laserového řezání využívají stoly o délce přes 25 stop.
- Specifikace přesnosti: Spolehliví poskytovatelé uvádějí své tolerance – hledejte schopnost dosahovat přesnosti kolem ±0,0005 palce pro přesné práce.
- Rozsah tloušťky materiálu: Ověřte, zda jsou schopni zpracovat konkrétní tloušťku plechu nebo desky (gauge), nikoli pouze typ materiálu.
Služba laserového řezání oceli se může vyznačovat vynikajícími výsledky při řezání uhlíkové oceli, avšak nemusí mít zkušenosti s nerezovou ocelí či hliníkovými slitinami. Obdobně specializovaná dílna zaměřená na laserové řezání trubek nabízí odbornou zkušenost s kruhovými, čtvercovými a obdélníkovými trubkami, kterou zařízení s pouze rovinným (flat-bed) strojem nenabízejí. Konkrétně se zeptejte na zkušenosti s vaším typem materiálu – výběr služby s prokázanou odborností zaručuje lepší výsledky.
Proč certifikace mají význam pro zajištění kvality
Zajištění kvality odděluje profesionální poskytovatele služeb laserového řezání kovů od provozoven, které mají pouze laserové zařízení. Podle průvodce pro hodnocení společnosti Wrightform odhaluje otázka na procesy kontroly kvality, jak vážně poskytovatel bere dodržení rozměrové přesnosti, ověřování materiálů a konzistenci dílů.
Pro průmyslové aplikace – zejména v automobilovém, leteckém a zdravotnickém průmyslu – poskytují certifikáty objektivní potvrzení systémů řízení kvality:
- IATF 16949: Standard automobilového průmyslu, který prokazuje komplexní systémy řízení kvality. Výrobci jako Shaoyi (Ningbo) Metal Technology tuto certifikaci udržují speciálně proto, že jejich automobiloví zákazníci pro podvozky, zavěšení a konstrukční součásti vyžadují ověřené procesy zajištění kvality
- ISO 9001: Základní certifikace řízení kvality, která indikuje dokumentované postupy a praktiky neustálého zlepšování
- AS9100: Certifikace specifická pro letecký průmysl, vyžadovaná pro dodavatele součástí pro obranný a letecký průmysl
- ISO 13485: Certifikace pro výrobu zdravotnických prostředků s přísnými požadavky na sledovatelnost
Proč mají certifikáty praktický význam? Ukazují, že poskytovatel dodržuje dokumentované postupy kontrol, udržuje kalibrované měřící zařízení a je schopen prokázat stopovatelnost po celém výrobním procesu. U kritických aplikací spolupráce s certifikovanými výrobci odstraňuje nejistotu, zda budou díly konzistentně splňovat stanovené specifikace.
Kromě certifikátů se zeptejte na konkrétní opatření pro kontrolu kvality: Provádějí rozměrové kontroly? Jaké měřící vybavení používají? Jak řeší ověřování materiálů? Transparentní poskytovatelé tyto otázky vítají – vyhýbavé odpovědi naznačují potenciální mezery v kvalitě.
Otázky, které byste měli položit před zadáním objednávky
Než se rozhodnete pro jakéhokoli poskytovatele, shromážděte veškeré informace potřebné k podloženému rozhodnutí. K systematickému hodnocení potenciálních partnerů použijte následující kontrolní seznam krok za krokem:
- Potvrďte kompatibilitu materiálů a zkušenosti: "Jaké materiály zpracováváte pravidelně a jaké tloušťky dokážete zpracovat pro [váš konkrétní materiál]?" Hledejte dodavatele s prokázanou odborností ve zpracování vašeho typu materiálu – ne jen teoretickou schopností
- Ověřte technické specifikace: "Jaké typy laserů používáte a jaký je jejich výkon?" U zpracování kovů ukazují vláknové lasery v rozsahu 6 kW a vyšší na vážnou zpracovatelskou kapacitu. Někteří dodavatelé, jako například California Steel Services, provozují vláknové lasery v rozsahu 6–12 kW s přesností ±0,0005 palce
- Zjistěte možnosti dodacích lhůt: "Jaká je vaše standardní dodací doba a nabízíte i expedované možnosti?" Výrobní kapacita se výrazně liší – některé dílny zvládnou expresní zakázky během několika dnů, zatímco jiné vyžadují týdny
- Zkontrolujte certifikáty kvality: "Jaké certifikace máte a můžete poskytnout dokumentaci?" Pro automobilové aplikace certifikace IATF 16949 – jako např. ta, kterou udržuje společnost Shaoyi pro rychlé prototypování a automatizovanou výrobu – dokazuje kvalitní infrastrukturu, kterou vážné projekty vyžadují
- Posuďte dostupnost podpory při návrhu: "Nabízíte kontrolu souborů nebo pomoc při optimalizaci návrhu?" Podle průmyslových osvědčených postupů mohou společnosti nabízející podporu při návrhu pomoci zlepšit projekty a předejít nákladným chybám
- Ujasněte si další služby: "Poskytujete sekundární operace, jako je odstraňování oštěpů, ohýbání, dokončovací úpravy nebo montáž?" Poskytovatelé kompletních řešení zjednodušují logistiku a zajišťují konzistenci napříč jednotlivými fázemi výroby
- Zhodnoťte rychlost komunikace: "Jaká je vaše obvyklá doba na přípravu cenové nabídky?" Poskytovatelé rychlých odpovědí – někteří připravují nabídky dokonce během 12 hodin – prokazují zájem o zákazníka, který se obvykle projevuje i v dalších fázích projektu
- Zkontrolujte škálovatelnost: „Můžete zpracovat jak prototypové množství, tak výrobní objemy?“ Pružní poskytovatelé umožňují růst bez nutnosti hledat nové partnery, jak se vaše potřeby vyvíjejí
- Zvažte geografické aspekty: „Kde se nacházíte a jaké možnosti dopravy nabízíte?“ Blízkost snižuje náklady na přepravu i dobu dopravy, i když mnoho služeb pro přesné laserové řezání efektivně dodává po celé zemi
- Požádejte o reference nebo vzorky: „Můžete poskytnout příklady podobných zakázek nebo reference od zákazníků?“ Kvalitní poskytovatelé s jistotou sdílejí svou historii – váhání může naznačovat omezené zkušenosti v dané oblasti
Profesionální tip: Nejlepším ukazatelem budoucího výkonu je minulé chování. Požádejte o reference od klientů s podobnými požadavky na projekt a kontaktujte je před uzavřením významných objednávek.
Kvalita komunikace během procesu přípravy nabídky často předpovídá celý pracovní vztah. Poskytovatelé, kteří rychle reagují, podrobně odpovídají na otázky a proaktivně identifikují potenciální problémy, prokazují pozornost, která udržuje projekty na správné dráze. Naopak pomalé odpovědi a nejasné odpovědi v průběhu prodejní fáze se zřídka zlepší po zahájení výroby.
U aplikací s vysokým objemem v automobilovém či průmyslovém sektoru, kde je vyžadována konzistentní kvalita tisíců dílů, se kritéria hodnocení stávají ještě přísnější. Komplexní podpora DFM (návrh pro výrobní proveditelnost), schopnost rychlého výrobního vzorkování a certifikované systémy řízení kvality odlišují způsobilé partnery od základních služeb řezání. Výrobci, kteří nabízejí rychlé výrobní vzorkování do 5 dnů spolu s automatizovanou sériovou výrobou – a jejichž záruky kvality jsou podloženy certifikací IATF 16949 – poskytují spolehlivost, kterou tyto náročné aplikace vyžadují.
Věnování času důkladnému posouzení potenciálních partnerů před zadáním objednávek zabrání nákladnému cyklu selhávajících dílů, zpožděných termínů a střídání dodavatelů. Výše uvedená kontrolní seznam poskytuje rámec – přizpůsobte ho svým konkrétním požadavkům a neváhejte položit doplňující otázky, dokud si nebudete jisti svým výběrem.
Často kladené otázky týkající se provozoven pro laserové řezání
1. S jakými materiály může provozovna pro laserové řezání pracovat?
Profesionální provozovny pro laserové řezání zpracovávají širokou škálu materiálů, včetně kovů (ocel, nerezová ocel, hliník, měď, mosaz), plastů (akryl, POM/Delrin), dřeva (tvrdé dřevo, měkké dřevo, překližka, DSP), látek, papíru a lepenky. Vláknové lasery se vyznačují vynikajícími výsledky při řezání kovů, zatímco CO2 lasery jsou nejvhodnější pro organické materiály, jako je dřevo a akryl. Některé materiály, např. PVC a ABS, by však měly být vyhnutí kvůli uvolňování toxických výparů.
2. Kolik stojí laserové řezání?
Náklady na laserové řezání závisí na několika faktorech: typu a tloušťce materiálu, složitosti návrhu (počtu vyříznutí a délce řezné dráhy), objednaném množství, požadované době dodání a požadavcích na dokončení. Prototypové výrobní série jsou za kus dražší kvůli fixním nákladům na nastavení, zatímco sériová výroba od 100 kusů výrazně snižuje cenu za kus. Většina provozoven nabízí okamžité online cenové nabídky po nahrání správně formátovaných souborů s návrhem.
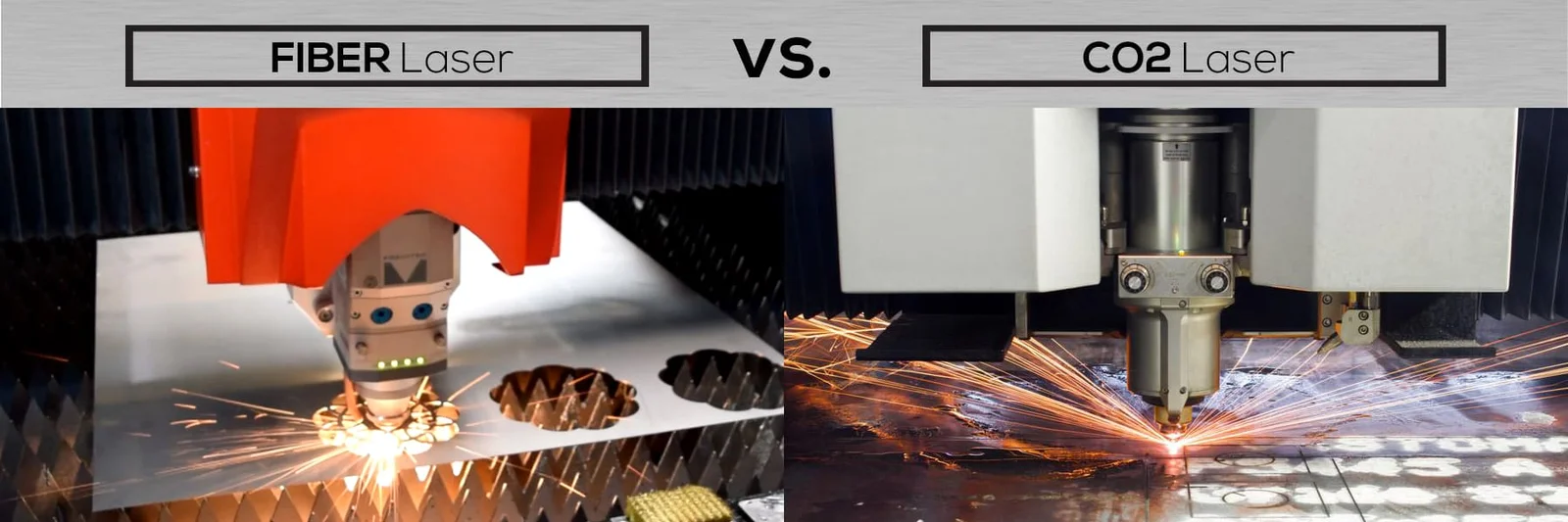
3. Jaký je rozdíl mezi CO2 a vláknovým laserovým řezáním?
CO2 lasery využívají směs plynu oxidu uhličitého, která generuje světelnou vlnovou délku 10,6 mikrometru, čímž jsou ideální pro nekovové materiály, jako je dřevo, akryl, sklo a textilie. Vlákenné lasery generují vlnovou délku 1,064 mikrometru s až stonásobně vyšší intenzitou a vynikají při řezání kovů, včetně odrazivých materiálů jako hliník a měď. Vlákenné lasery také vyžadují menší údržbu a jejich životnost přesahuje 25 000 hodin.
4. Jaké formáty souborů akceptují provozovny pro laserové řezání?
Většina laserových řezných dílen přijímá vektorové formáty souborů, včetně DXF (univerzální standard), AI (Adobe Illustrator), SVG, PDF (s vektorovým obsahem) a DWG (AutoCAD). Rastrové obrázky, jako jsou JPEG nebo PNG, nelze použít přímo. Vaše návrhové soubory by měly obsahovat uzavřené obrysy, žádné překrývající se čáry, správné měřítko a jednotky a text by měl být převeden na obrysy pro úspěšné zpracování.
5. Jak si vybrat vhodného poskytovatele služeb laserového řezání?
Hodnoťte poskytovatele na základě jejich laserové technologie a výkonu, odborných znalostí v oblasti materiálů, certifikací kvality (IATF 16949 pro automobilový průmysl, ISO 9001 pro obecnou kvalitu), schopností dodání v krátké době a reakční schopnosti při komunikaci. Zeptejte se na jejich konkrétní zkušenosti s vaším typem materiálu, požádejte o specifikace přesnosti (tolerancí) a vyžádejte si informace o doplňkových službách, jako je odstraňování hran nebo dokončovací úpravy povrchu. Výrobci certifikovaní podle IATF 16949, například Shaoyi, nabízejí komplexní podporu při návrhu pro výrobu (DFM) a rychlé výrobní vzorkování pro náročné aplikace.