 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Výběr ocelových tříd pro tváření automobilů: inženýrská kritéria
SHRNUTÍ
Výběr optimálních ocelových tříd pro automobilové stříhání vyžaduje přesnou rovnováhu mezi třemi konkurenčními proměnnými: tvárností (protažením), mechanickou pevností (mezní kluzu/pevností) a výrobními náklady. Zatímco uhlíkové oceli s nízkým obsahem uhlíku, jako je SAE 1008, zůstávají standardem pro viditelné karosářské díly díky svému vynikajícímu povrchu, moderní požadavky na bezpečnost posunuly průmysl směrem k vysoce pevným nízkolegovaným ocelím (HSLA) a pokročilým vysoce pevným ocelím (AHSS) pro zajištění konstrukční integrity. Úspěšný výběr materiálu závisí na porozumění kompromisům mezi schopností kovu se protahovat bez trhlin a jeho schopností absorbovat energii při nárazu.
Klíčové faktory výběru: inženýrská kritéria
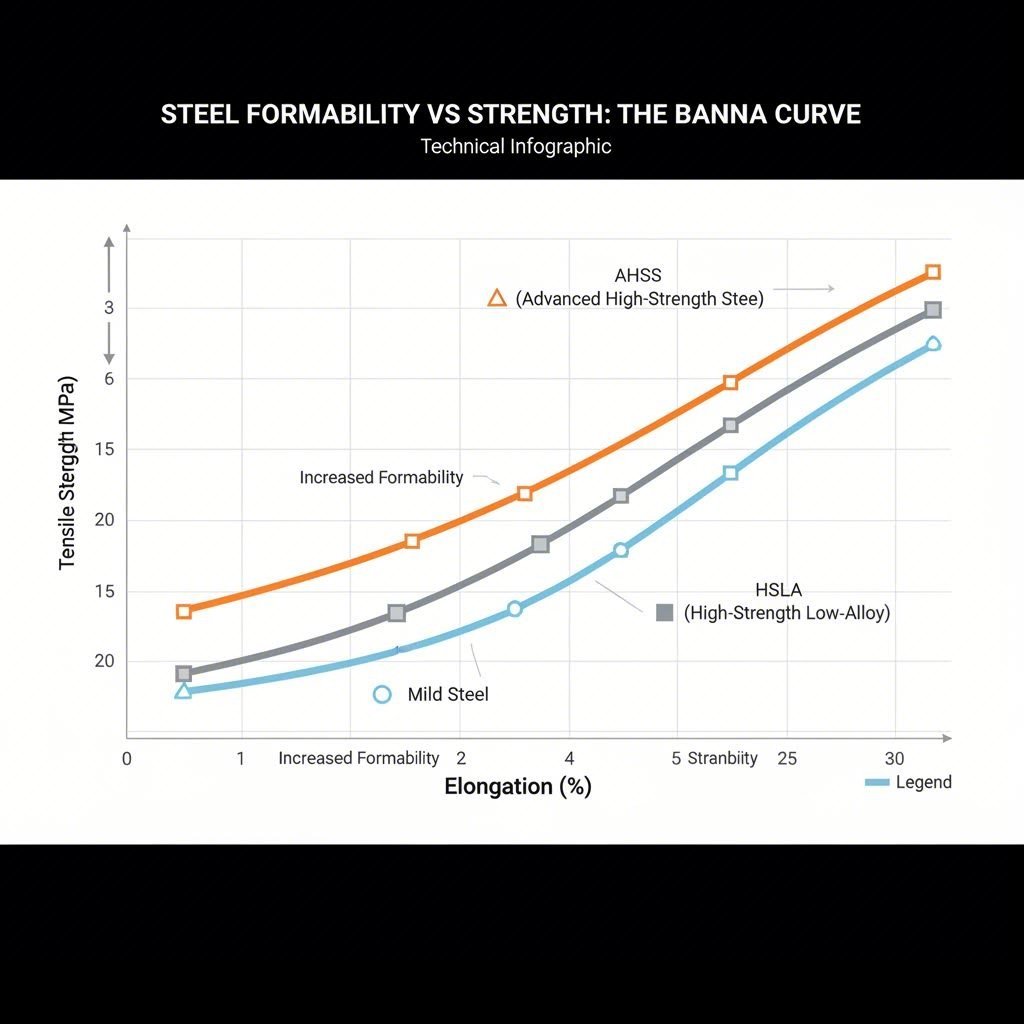
Než stanovíte třídu materiálu, musí inženýři vyhodnotit mechanické vlastnosti materiálu ve vztahu k geometrii a funkci dílu. Hlavní kompromis při tváření v automobilovém průmyslu je všeobecně známý: se zvyšující se pevností obecně klesá tvarovatelnost. Tento nepřímý vztah určuje, že materiály vybírané pro hlubokotažené díly musí mít přednostně vysoké protažení, zatímco bezpečnostně kritické komponenty mají přednostně vysokou mez pevnosti.
Klíčové ukazatele výkonu pro tvářené materiály zahrnují:
- Mez kluzu vs. Mez pevnosti: Mez kluzu určuje hranici pružné deformace, zatímco mez pevnosti definuje bod lomu. U konstrukčních dílů je vysoká mez kluzu rozhodující pro zabránění trvalé deformaci za zatížení.
- Protažení (n-hodnota): Exponent zpevnění (n-hodnota) udává, jak dobře ocel rozkládá deformaci. Vyšší n-hodnoty umožňují vytvářet složitější tvary bez lokálního zeslabení nebo trhání.
- Anizotropie (r-hodnota): Toto měří odolnost materiálu vůči ztenčování. Vysoká hodnota r je nezbytná pro hluboké tažení, například u olejových nádrží nebo palivových nádrží.
Nákladová efektivita rovněž hraje klíčovou roli. I když pokročilé třídy nabízejí úsporu hmotnosti, často vyžadují vyšší lisovací sílu a drahší nástrojové povlaky ke zvládání zvýšené opotřebení. Podle Worthy Hardware je pochopení těchto parametrů prvním krokem k prevenci nákladných výrobních poruch, jako je trhání nebo nadměrné pružení.
Standardní třídy uhlíkové oceli (pracovní koně)
Uhlíkové oceli zůstávají páteří výroby automobilů a tvoří významný podíl celkové hmotnosti vozidla. Tyto třídy jsou klasifikovány podle obsahu uhlíku, který přímo ovlivňuje jejich tvrdost a tažnost.
Nízkouhlíková a mírná ocel (SAE 1008, 1010)
Nízkouhlíkové oceli, často označované jako mírné oceli, obvykle obsahují méně než 0,25 % uhlíku. Třídy jako SAE 1008 a SAE 1010 jsou průmyslovým standardem pro viditelné součásti povrchu „třídy A“, jako jsou blatníky, kapoty a dveřní panely. Jejich vysoká tažnost umožňuje jejich tváření do složitých, plynulých křivek bez praskání. Kromě toho je lze snadno svařovat a natírat, což je činí ideálními pro sestavení karoserie (BIW).
Středně a vysokouhlíková ocel (SAE 1045, 1095)
S rostoucím obsahem uhlíku se ocel stává tvrdší a pevnější, ale výrazně méně tvárnou. Středně uhlíkové třídy, jako je SAE 1045 se používají u součástí vyžadujících vyšší odolnost proti opotřebení, například ozubená kola nebo držáky. Vysokouhlíkové oceli, jako je SAE 1095 , jsou nejvhodnější pro aplikace vyžadující extrémní tvrdost a schopnost udržet tvar, například pružiny nebo spony. Talan Products poznámka uvádí, že i když tyto třídy nabízejí vyšší odolnost, ztěžují proces tváření, často vyžadují více fází tváření nebo tepelné zpracování.
| Kategorie třídy | Běžné třídy SAE | Typické použití v automobilovém průmyslu | Klíčová charakteristika |
|---|---|---|---|
| Nízký obsah uhlíku | SAE 1008, 1010, A36 | Ostatní, s výstupním výkonem převyšujícím 50 kW | Vysoká tvarovatelnost, vynikající povrchová úprava |
| Uhlíkový průměr | SAE 1045, 1050 | Závěry, nápravy, závorky | Vyvážená pevnost a odolnost vůči opotřebení |
| Vysoká uhlíková hodnota | SAE 1080, 1095 | Výtahy, přístroje, spony | Vysoká tvrdost, křehkost |
Vysoko pevné a pokročilé oceli (HSLA a AHSS)
Aby se splnily přísnější normy pro spotřebu paliva a předpisy o bezpečnosti při nehodách, se automobiloví inženýři stále více obracejí na vysokou pevnost nízkolité slitiny (HSLA) a pokročilé vysokou pevnost oceli (AHSS). Tyto materiály umožňují výrobcům používat tenčí rozměry (downgauging), aby snížili hmotnost bez toho, aby byla zničena strukturální integrita.
Zpracované oceli získávají svou pevnost mikrovlažením s prvky jako je vanadium nebo niobium. Jsou široce používány pro komponenty podvozku, podvozkové ramena a posílení. AHSS , včetně ocelí s dvojfázovou (DP) a transformačním indukovaným plastováním (TRIP), nabízejí ještě agresivnější poměr pevnosti k hmotnosti, přičemž pevnost v tahu často přesahuje 800 MPa.
Zpracování těchto materiálů vyžaduje specializované schopnosti. Vyšší pevnost vede k významnému "springback" - tendence kovu po lisování vrátit se do původního tvaru. Řešení tohoto problému vyžaduje pokročilý design lisů a těžkopádné lisové linky. U složitých konstrukčních součástí, jako jsou řídící ramena nebo podkoje, je nezbytné navázat partnerství s výrobcem, který je schopen zvládnout požadavky na vysokou hmotnost. Společnosti jako Shaoyi Metal Technology využít přesnost a tlakové schopnosti certifikované podle normy IATF 16949 až do 600 tun k účinnému dodání těchto kritických bezpečnostních komponentů.
Koróziově odolné a nerezové varianty
U komponentů vystavených drsným podmínkám, jako jsou výfukové systémy nebo vnější obklady, se rozhodujícím faktorem stává odolnost proti korozi. Zatímco galvanizace (pokrývka zinkem) chrání karoseriové panely z uhlíkové oceli, specifické aplikace vyžadují vlastní vlastnosti nerezové oceli.
Feritová nerezová ocel (série 400): Stupeň 409 je vhodný pro výfukové systémy automobilů. Nabízí odpovídající odolnost vůči korozi za nižší cenu než řada 300 a odolává oxidaci při vysokých teplotách. Je magnetický a má mírnou tvarovatelnost.
Vytvářené z nehrdzavející oceli (série 300): Stupeň 304 poskytuje vynikající odolnost proti korozi a magnetický a esteticky příjemný povrch. Podle Larsonův nástroj a lisování , tato třída je preferována pro dekorativní obložení, kryty kol a díly, kde je neakceptovatelná hrůza. Je však dražší a náchylnější k tvrzení, což může složit proces lisování.
Mapování aplikací: Která třída pro kterou část?
Výběr správného materiálu je v konečném důsledku závislý na umístění a účelu dílu v rámci architektury vozidla. Tato rozhodovací matice pomáhá zjednodušit výběr:
- Viditelný vnější povrch (přehradní panely): Priorita je kvalita povrchu a tvarovatelnost. Použití: Nízkouhlíková/IF ocel/pečené tvrzené ocel.
- Bezpečnostní klec (pilíře, střešní kolejnice): Priorita je absorpce energie a ochrana před nárazem. Použití: Dvojfázová (DP) nebo borová ocel (horkě lisovaná).
- Podvozek a odpružení: Priorita je odolnost před únavou a trvanlivost. Použití: HSLA 350/420.
- Výfukové a tepelné štíty: Priorita je odolnost proti teplu a korozi. Použití: Nerezová 409 nebo hliněná ocel.
Přizpůsobením vlastností materiálu specifickým stresovým a environmentálním podmínkám aplikace mohou inženýři zajistit dlouhověkost a výkon a současně kontrolovat výrobní náklady.
Shrnutí strategií výběru oceli
Přechod od jednoduchých nízkouhlíkových ocelí k složitým vícefázovým slitinám představuje vývoj moderního automobilového inženýrství. Úspěšné projekty tváření závisí nejen na výběru třídy z tabulky, ale na analýze celého životního cyklu součásti – od lisy až po laboratoř pro zkoušky nárazu. Ať už jde o optimalizaci pro snížení hmotnosti elektrických vozidel nebo o odolnost nákladních automobilů, správná třída oceli tvoří základ bezpečnosti a účinnosti automobilů.
Nejčastější dotazy
1. Jaký je rozdíl mezi HSLA a nízkouhlíkovou ocelí při tváření?
HSLA (ocel s vysokou pevností a nízkou slitinovostí) je díky přídavku legujících prvků výrazně pevnější než nízkouhlíková ocel, což umožňuje vyrábět tenčí a lehčí díly. HSLA však má nižší tvárnost a vyšší pružení, a proto vyžaduje větší sílu a přesnější kompenzaci nástrojů ve srovnání s měkkou, tažnou nízkouhlíkovou ocelí používanou pro hlubokotažené karosářské díly.
2. Proč se pro karosářské díly automobilů preferuje SAE 1008?
SAE 1008 je upřednostňován pro jeho vynikající tvarovatelnost a kvalitu povrchu. Jeho nízký obsah uhlíku umožňuje tažení do složitých, hladkých tvarů bez trhání a poskytuje rovnoměrný povrch pro nátěr, což je rozhodující pro vizuální atraktivitu karoserie vozidla.
3. Lze nerezovou ocel použít pro konstrukční automobilové díly?
Ačkoli nerezová ocel je mimořádně pevná a odolná proti korozi, je obecně příliš nákladná na široké použití v konstrukci bezpečnostního prostoru ve srovnání s AHSS nebo HSLA. Je primárně vyhrazena pro výfukové systémy (vysoká odolnost proti teplu) a dekorativní lišty (odolnost proti korozi), i když některé specializované vysokovýkonové aplikace ji mohou použít pro konstrukci.