 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Tváření rámu automobilových sedadel: Výrobní technologie a trendy ulehčování konstrukce
SHRNUTÍ
Tváření rámů automobilových sedadel je přesný výrobní proces, který využívá progresivní a přenosové matrice s vysokou uzavírací silou (obvykle 100–1 200+ tun) k výrobě nosných dílů vozidel z materiálů s vysokou pevností. Vzhledem k posunu automobilového průmyslu směrem k elektrickým vozidlům (EV) se hlavní zaměření posunulo k zlevnění hmotnosti —nahrazování tradiční oceli ocelí pokročilé vysoké pevnosti (AHSS), hliníkem a slitinami hořčíku za účelem prodloužení dojezdové vzdálenosti baterie bez narušení bezpečnosti.
Moderní výroba rámu sedadla není už jen o tváření kovu; vyžaduje integraci ohýbání drátů, tváření trubek a složitých montážních metod, jako je laserové svařování. Pro OEM a dodavatele první úrovně je úspěch závislý na výběru správné výrobní metody – vyvážení rychlosti progresivního stříhání s materiálovou účinností transferových systémů – při zároveň dodržování přísných bezpečnostních norem jako jsou FMVSS a IATF 16949.
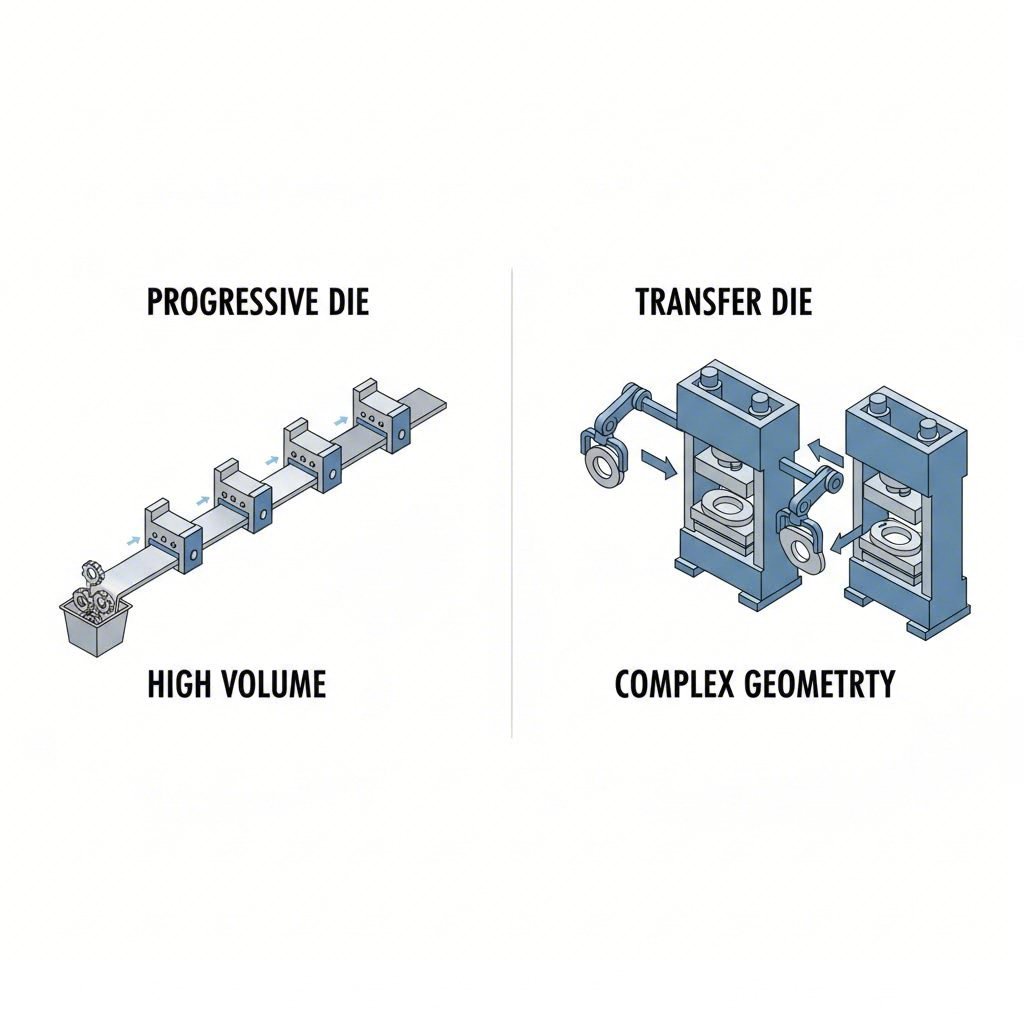
Klíčové technologie: Progresivní versus transferové stříhání
Rozhodnutí mezi progresivním a transferovým stříháním je základní technickou volbou při výrobě rámu sedadla. Toto rozhodnutí určuje náklady na nástroje, rychlost výroby a složitost dílu.
Progresivní razení je průmyslový standard pro vysokoproduktivní výrobu menších komponent. Při tomto procesu je nepřetržitý pásek kovu vedena skrze řadu stanic uvnitř jediného nástroje. Každý zdvih lisu provádí jinou operaci – řezání, ohýbání, kalení – až do okamžiku, kdy je hotová součástka oddělena od pásu na poslední stanici. Tato metoda je ideální pro výrobu komponentů, jako jsou kroužky sklápěcího mechanismu, vodící lišty a spojovací úhelníky kde je rozhodující rychlost.
Přenosové razítko , na druhou stranu, je nezbytná pro větší, hlubší nebo složitější díly, které nemohou zůstat připojené na dopravním pásu. Zde mechanické čelisti nebo robotické paže přenášejí jednotlivé polotovary mezi různými nástroji. Tato metoda se obvykle používá pro rozsáhlé konstrukční prvky, jako jsou hlubokotažené sedačky, boční rámy a těžkostěnné vzpěry . I když je pomalejší než postupné stříhání, nabízí větší svobodu pro složité geometrie a snižuje odpad materiálu – což je klíčový faktor při práci s nákladnými lehkými slitinami.
| Funkce | Progresivní razení | Přenosové razítko |
|---|---|---|
| Nejlepší pro | Malé až střední díly (konzoly, lišty, kroužky) | Velké konstrukční díly (sedáky, boční rámy) |
| Rychlost | Vysoká (nepřetržitý přívod) | Střední (vyžaduje manipulaci s dílem) |
| Materiální odpad | Vyšší (vyžaduje nosný pásek) | Nižší (optimalizované rozmístění) |
| Náklady na nástroje | Vysoké počáteční investice | Obecně nižší, ale náklady na lisy jsou vyšší |
| Složitost | Omezeno připojením pásu | Vysoká geometrická flexibilita |
Inovace materiálů: Pohání změnu k lehčím konstrukcím
Požadavek na prodloužení dojezdu elektromobilů a snížení emisí CO2 zcela změnil výběr materiálů pro sedačkové konstrukce. Výrobci postupně upouštějí od používání nízkouhlíkových ocelí ve prospěch materiálů s vyšším poměrem pevnosti k hmotnosti.
Pokročilé oceli s vysokou pevností (AHSS) a UHSS jsou nyní dominantní. Třídy jako například vícefázové oceli (DP) a oceli s transformačně indukovanou plasticitou (TRIP) umožňují inženýrům používat tenčí plechy, aniž by byla obětována odolnost při nárazu. Přední výrobci, jako je Proma Group, využívají patentované procesy tváření jedním zdvihem k formování těchto obtížně tvarovatelných materiálů do robustních konstrukcí sedákových a opěrkových rámů.
Slitiny hliníku a hořčíku představují další pokrok. Hliníkové rámy mohou dosáhnout úspory hmotnosti přibližně 28 % ve srovnání s ocelí, zatímco hořčík může poskytnout až 35% úsporu. Tyto materiály však přinášejí výrobní výzvy, jako je zvýšený pružný návrat (springback) a potřeba specializovaných maziv. Řešení těchto výzev často vyžaduje servopoháněné lisy, které mohou programovatelně upravovat rychlost dorazu během fáze tažení, aby se zabránilo praskání.
Mimo tváření: montáž a integrace komponent
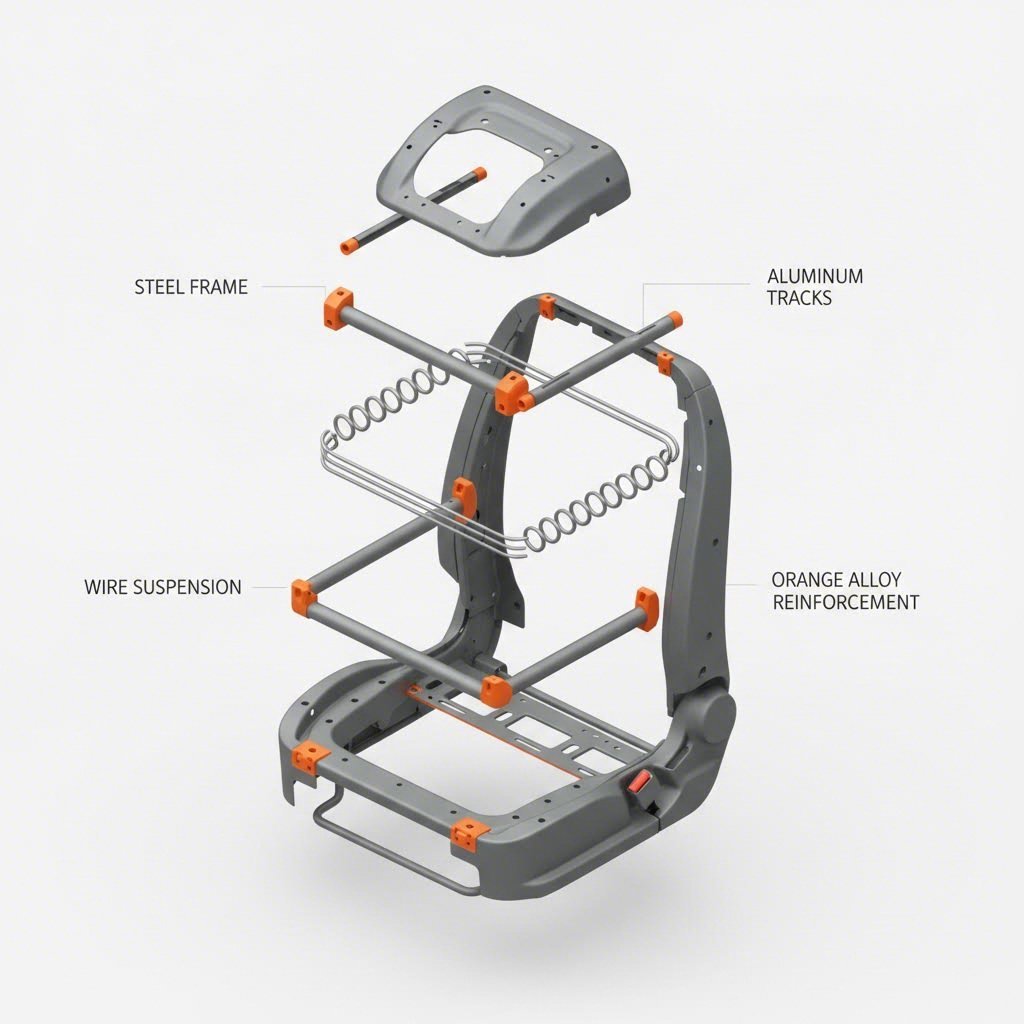
Ražovaná kovová součástka zřídka bývá konečným výrobkem. Moderní automobilová sedadla vyžadují dodávku plně integrovaných sestav. Dodavatelé jako Guelph Manufacturing a Hatch Stamping se vyvinuli v systémové integrační firmy, které kombinují ražené díly s drátovými tvary a trubkovými konstrukcemi.
- Ohýbání trubek a tváření drátu: Konstrukce sedadel často využívají ohnuté rámky z trubek pro opěrky zad a drátové tvary pro podložky pérování. Tyto procesy je nutno synchronizovat s operacemi ražení, aby byla zajištěna správná montáž.
- Spojovací technologie: Přechod k různým materiálům (např. spojování ocelových lišt s hliníkovými panely) učinil tradiční bodové svařování v některých aplikacích nedostačujícím. Výrobci stále častěji přecházejí k MIG svařování, laserovému svařování a mechanickému spojování aby zajistili strukturální pevnost mezi rozdílnými kovy.
- Integrace mechanismů: Rám musí obsahovat složité elektromechanické systémy, včetně zdvihacích brzd, manuálních a elektrických kolejnic sedadel a mechanismů nastavení sklonu opěrky . Přesné stříhání je zde rozhodující; i mikronové odchylky u drážky sedadla mohou vést k problémům s hlukem, vibracemi a drsností (NVH) u finálního vozidla.
Kontrola kvality a optimalizace procesu
U bezpečnostně kritických aplikací, jako je automobilové sedačení, je nepodmíněně nutné prevence vad. Kvalita začíná dříve, než lis dopadne na kov. Přesné stroje pro odvíjení materiálu, jako jsou ty popsány firmou Henli Machine, hrají klíčovou roli. Funkce jako pneumatické tlakové ramena a systémy vodících ramen zabraňují roztažení materiálu a chrání povrch cívky před škrábanci – vady, které by mohly vést k odmítnutí kvůli estetice nebo únavě materiálu.
Analyzy konečných prvků (FEA) je dalším důležitým nástrojem, který používají dodavatelé první řady ke simulaci procesu stříhání ještě před výrobou nástrojů. MKP pomáhá inženýrům předpovídat tenkostěnnost, vrásčení a pružení, což umožňuje kompenzaci razníku již ve fázi návrhu namísto nákladného pokus-omyl na výrobní podlaze.
Při výběru výrobního partnera je certifikace základní úrovní. Hledejte dodavatele, kteří mají IATF 16949 certifikace, která zaručuje dodržování přísných standardů řízení kvality v automobilovém průmyslu. Dále je klíčová schopnost propojit vývoj a výrobu. Pro výrobce OEM, kteří potřebují agilnost, Shaoyi Metal Technology nabízí komplexní řešení pro stříhání které pokrývají škálu od rychlého prototypování (dodání více než 50 dílů již za pět dní) až po sériovou výrobu na lisech o tlaku 600 tun, čímž zajišťují ověření proveditelnosti návrhu již v rané fázi projektu.
Inženýrství budoucnosti sedadel
Trh s rámy automobilových sedadel se vyvíjí od jednoduchého ohýbání kovu ke strukturálnímu inženýrství vysoké technologie. Jakmile se vozidla stávají autonomními a elektrickými, sedadlo se stává středem zážitku pasažérů, což vyžaduje nižší hmotnost, vyšší bezpečnost a větší funkčnost. Cílem inženýrů a vedoucích pracovníků ve výkupu je spolupracovat s výrobci, kteří nabízejí nejen lisovací kapacity, ale také komplexní porozumění vědě o materiálech, technologiím spojování a přesné kontrole kvality.
Nejčastější dotazy
1. Jaký je rozdíl mezi progresivní a transferovou lisy pro rámy sedadel?
Progresivní lisování podává nepřetržitý proužek kovu přes více stanic, což je rychlejší a ideální pro menší díly jako konzoly a spojky. Transferové lisování přesouvá jednotlivé vyříznuté заготовky mezi stanicemi, což je vhodnější pro velké, hlubokotažené díly jako sedlové panely a boční rámy, které vyžadují složité tvářecí operace.
2. Proč se používá hořčík v rámech automobilových sedadel?
Hořčík se používá především pro jeho výjimečný poměr pevnosti k hmotnosti. Je přibližně 33 % lehčí než hliník a 75 % lehčí než ocel, což jej činí ideálním pro prodloužení dojezdu elektrických vozidel. Vyžaduje však specializované procesy lití do forem nebo lisování kvůli jeho jedinečným materiálovým vlastnostem.
3. Kdo jsou hlavní celosvětoví výrobci automobilových sedlových konstrukcí?
Mezi hlavní hráče v odvětví automobilových sedadel patří Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S a Magna International. Tyto společnosti obvykle působí jako dodavatelé první úrovně (Tier 1), kteří dodávají kompletní sedačkové systémy výrobcům automobilů (OEM).