 Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —
Malé šarže, vysoké standardy. Naše služba rychlého prototypování zrychluje a zjednodušuje ověřování —

Mědění oceli bez odlupování: od přípravy po nárazové pokovení

Krok 1: Zvolte vhodnou metodu mědění oceli
Upřesnění vašich funkčních cílů
Když se rozhodnete pro mědění oceli, je první a nejdůležitější otázkou: čeho má váš měděný povlak dosáhnout? Usilujete o lepší pájitelnost, elektrickou vodivost pro odstínění EMI, pevnou základní vrstvu pro pájení nebo dekorativní měděný povrch? Každý cíl vede k jinému řešení pokovování a pracovnímu postupu.
Zvolte vhodnou metodu aplikace mědi na ocel
Představte si, že držíte složitou ocelovou součástku: Měli byste sáhnout po zdroji proudu a připravit lázeň, nebo je lepší chemický postup? Odpověď závisí na vašich požadavcích na pokrytí, rovnoměrnost a výkon. Podívejme se podrobněji na vaše možnosti:
| Atribut | Elektrolytická měď (galvanické pokovování) | Bezodkladné mědění | Měď vytlačovací/potopná |
|---|---|---|---|
| Uniformita | Dobrá u jednoduchých tvarů; méně rovnoměrná v dutinách | Vynikající, i na složitých geometriích | Špatná; tenká, neodolná vrstva |
| Požadavky na vybavení | Vyžaduje zdroj proudu, měděnou anodu a lázeň | Zaměřeno na chemii, nepotřebuje zdroj proudu | Minimální – pouze nádrž na ponoření a roztok |
| Riziko adheze | Nízké, pokud je příprava a aktivace důkladná | Nízké; silná chemická vazba | Vysoké; není vhodné pro trvalou adhezi na oceli |
| Kontrola tloušťky | Přesná (podle proudu a času) | Dobrá; závisí na chemii lázně a čase | Velmi omezené |
| Nejlepší případy použití | Rychlost, náklady, řiditelná tloušťka; nejčastější povlaky pro ocel | Rovnoměrné pokrytí i u složitých nebo vnitřních tvarů | Předběžná aktivace pro další povlaky; není konečným povrchem |
| Post-Processing | Možná vyžaduje leštění nebo další povlak | Obvykle připraveno k dalšímu zpracování | Musí být pro zvýšení odolnosti pokoveneno |
Kdy zvolit elektrolytickou měď oproti bezproudé
Elektrolytická měď ( galvanické mědění ) je nejvhodnější pro většinu průmyslových a amatérských aplikací, kde je potřeba rychlost, kontrola nákladů a přesná tloušťka – např. sběrače, konektory nebo dekorativní povrchy. Je ideální pro ploché nebo jednoduše tvarované ocelové díly, pokud lze zajistit dobrý elektrický kontakt a důkladnou přípravu. Na druhou stranu bezproudé mědění září tam, kde jde o komplikované tvary, hluboké dutiny nebo vnitřní kanály – např. u desek plošných spojů nebo složitých mechanických součástí – kde je rozhodující rovnoměrnost a použití zdroje proudu není praktické. I když je pomalejší a citlivější na chemii lázně, nabízí nevyrovnatelné pokrytí a přilnavost i na obtížně tvarovaných površích.
Alternativy k pokovování pro zvláštní případy
U průmyslových aplikací nebo když je vyžadováno metalurgické spojení, se používají mechanické metody jako například plátování nebo valivé spojování, avšak tyto metody nejsou pro většinu dílen či domácích řemeslníků praktické. Nahrazovací (ponorná) měď se někdy používá jako předběžný aktivační krok před skutečným procesem elektrolytického pokovování mědí nebo bezproudového pokovování, ale není doporučena pro trvanlivý a dobře přilnavý povrch na oceli.
Rychlý návod: Přizpůsobte metodu svému projektu
- Zaznamenejte detaily součásti: geometrie, typ oceli, požadované tolerance a potřeba maskování
- Definujte požadovanou tloušťku mědi a požadavky na přilnavost
- Vyberte si metodu:
- Elektrolytické pokovování (elektrolytické mědění): Nejvhodnější pro rychlost, náklady a kontrolovatelnou tloušťku; vyžaduje zdroj proudu a přípravu
- Bezproudové mědění: Nejvhodnější pro rovnoměrnost na složitých nebo vnitřních tvarech; pomalejší, závislé na chemii
- Nahrazovací/ponorná měď: Používejte pouze jako předaktivaci, pokud to vyžaduje ověřený postup
- Mechanické/metalurgické vazby: Průmyslové, ne pro domácí zpracování
Praktické rady: Poradna fóra vs. běžná praxe
Vždy dávejte přednost důkladnému odmaštění a aktivaci povrchu před zkratkami, jako je příprava pouze octem. I když některé online rady pro domácí zpracování navrhují jednoduchá řešení, vynechání profesionálních kroků čištění vede ke špatné adhezi a odlupování.
-
Kontrolní seznam: Co získat z výkresu součásti před pokovením
- Geometrie součásti (jednoduchá, složitá, vnitřní dutiny?)
- Typ základní oceli a jakékoli předchozí úpravy
- Kritické tolerance a plochy, které je třeba zakrýt
- Požadovaná tloušťka měděné vrstvy
- Potřebná třída přilnavosti nebo trvanlivosti
Pokud si předem vyjasníte své cíle a shromáždíte správné údaje, vyberete si kovový proces pokovování oceli, který vám poskytne požadovaný výkon a spolehlivost bez rizika odlupování nebo špatné přilnavosti.
Krok 2: Připravte ocelový povrch pro bezchybné pokovování mědí
Základní prvky pro přípravu povrchu oceli
Přemýšleli jste někdy, proč některé kovové ocelové části se odlupují nebo odlupují, zatímco jiné vydrží roky? Odpověď se téměř vždy skládá z přípravy povrchu. Ať už se snažíte měděné pokrývky v domácnosti nebo provozovat profesionální obchod, cesta k silné adhézi začíná pečlivým čištěním a aktivační sekvencí. Pojďme si rozložit každý krok, abyste se vyhnuli úskalí, které vedou k špatným výsledkům v diy měděné pokrývky nebo průmyslové pokrývky.
Zhoršujte, deoxidujte a ověřte testem vodní rozbití
- Hrubé čištění: Odstraňte veškeré oleje, špínu a nečistoty. Použijte kvalitní mycí prostředek nebo vhodný rozpouštědlový odmašťovač. Buďte důkladní – zbytky po nich mohou celý proces znemožnit.
- Mechanická příprava: Pokud konečná drsnost povrchu (RA) to umožňuje, lehce očistěte ocel pomocí drátěného kartáče nebo ostřikování abrazivem. Tím se odhalí čerstvý kov a vylepší se přilnavost měděné vrstvy, což je klíčová rada pro každého, kdo se učí jak měděnit ocel .
- Chemické čištění: Proveďte alkalické ponořovací čištění. Toto odstraňuje všechny zbývající organické zbytky. Důkladně opláchněte tekoucí vodou, abyste odstranili všechny stopy po čisticím prostředku a pěně.
- Odstranění rezavosti/nánosů: Pokud ocel ukazuje známky rezavosti nebo nánosů, použijte kyselinovou lázeň (obvykle mírnou kyselinu chlorovodíkovou nebo sírovou) k odstranění oxidů. Okamžitě opláchněte a neutralizujte, abyste zabránili okamžitému vzniku rzi.
- Test přerušení vodního filmu: Držte díl pod tekoucí vodou. Pokud voda vytvoří nepřerušovaný film, je povrch čistý. Pokud se sráží do kapel nebo se rozděluje, opakujte kroky čištění. Tento test je vaším nejlepším pomocníkem jak pro domácí elektrolytické pokovování tak i pro profesionální práci.
- Aktivace: Těsně před pokovováním ponořte ocel krátkodobě do kyseliny, abyste odstranili poslední stopy oxidů. Okamžitě opláchněte a přeneste přímo do galvanické lázně nebo nárazové lázně – časování je zde kritické, aby nedošlo k opětovné oxidaci.
- Maskování a uchycení: Použijte maskování k ochraně ploch, které by neměly být pokovovány. Upevněte díl na držák, který zajistí pevný, tuhý elektrický kontakt a vyhnete se ostrým hranám, které mohou soustředit proud a způsobit přepálení.
Nevynechávejte test vodním rozpadem ani prodlevu mezi aktivací a pokovováním. Okamžitý přenos do nárazové lázně je rozhodující pro optimální přilnavost.
Maskování a uchycení pro spolehlivé proudové cesty
Správné maskování a upevnění nejsou důležité jen pro estetiku – jsou nezbytné pro rovnoměrné pokrytí mědí a pevné přilnutí. Představte si, že pokovíte celou sérii dílů, jen abyste zjistili nerovnoměrné pokrytí mědí nebo nepokrytá místa kvůli špatnému kontaktu či maskování. Pečlivým upevněním obrobku a odmaskováním nepokovovaných ploch zajistíte, že proud poteče přesně tam, kde chcete, což je zásadní pro každého, kdo se zajímá o jak elektrolyticky pokovovat nebo jak pokovit kov mědí s profesionálními výsledky.
-
Běžné chyby (a profesionální tipy):
- Příliš dlouhé leptání v kyselině: Stačí krátké ponoření – delší expozice může povrch zdrsnit a oslabit přilnavost.
- Dotýkání očištěných dílů holýma rukama: Po konečném vyčištění vždy používejte rukavice, abyste předešli opětovnému znečištění.
- Vynechání testu s vodou (water-break test): Tento jednoduchý test ušetří bezpočet hodin práce při opravách.
- Spěchání mezi aktivací a pokovováním: Už jediná minuta může stačit k tomu, aby se oxidy znovu vytvořily, zejména ve vlhkém prostředí.
Pro oba diy měděné pokrývky a průmyslové práce, dodržováním tohoto postupu přípravy povrchu se chráníte před selháním adheze a vytváříte podmínky pro lesklý, trvanlivý měděný povrch. Dále prozkoumáme, jak vytvořit stabilní zařízení pro elektrolytické pokovování, které zajistí konzistentní výsledky od jednotlivých cyklů.
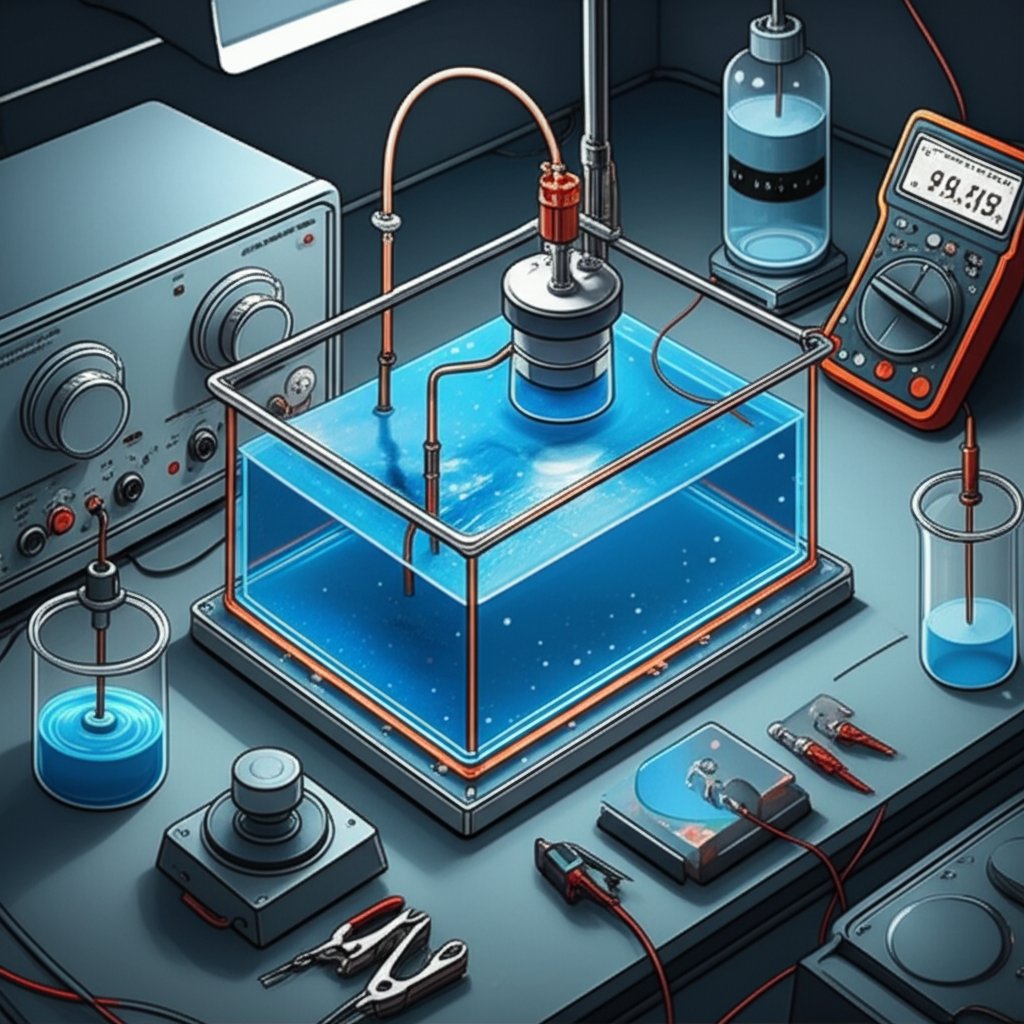
Krok 3: Vytvoření stabilního zařízení pro elektrolytické pokovování pro konzistentní výsledky
Základy zdroje napájení a zapojení
Už jste někdy zkoušeli pokovit díl a skončili jste s nepravidelnou mědí nebo nepředvídatelnými výsledky? Často je viníkem nestabilní elektrolytické pokovování . Pro opakovatelné, vysoce kvalitní měděné pokovování oceli musíte začít správným vybavením a spoji pro pokovování mědí. Představujte si to jako budování pevného základu pro váš projekt – přeskočíte-li detail, mohou být vaše výsledky poškozeny.
- Stejnosměrný zdroj napájení: Nastavitelné napětí a proud, ideálně s vestavěným ampérmetrem. To vám umožňuje přesně nastavit rychlost pokovování a sledovat proces z velmi blízka.
- Měděné sběrnice a přívody: Použijte čisté a robustní vedení, které unese požadovaný proud. Špatná spojení mohou způsobit horká místa nebo nerovnoměrné pokovování.
- Držáky/přípravky: Ujistěte se, že tyto prvky poskytují pevnou a stálou elektrickou cestu k dílu. Držáky s otáčením nebo pohybové mechanismy mohou pomoci vyrovnat rozložení proudu, zejména u složitých tvarů.
Výběr a umístění anody
Výběr správného měděná anoda a správné umístění je rozhodující pro rovnoměrnou depozici. Představte si anodu jako zdroj měděných iontů, které vytvoří vaši novou povrchovou vrstvu. Pokud je vaše anoda nečistá nebo špatně umístěná, můžete pozorovat drsná místa, nerovnoměrnou tloušťku nebo dokonce problémy s přilnavostí. Následující body jsou nejdůležitější:
- Materiál anody: Vždy používejte anody z vysokokapalné mědi (fosforovaná měď je běžná při mědění oceli). Nečistoty v anodě mohou vést k vadám a špatné vodivosti.
- Poměr anody ke katodě: Plocha vaší měděné anody by měla být alespoň rovna nebo mírně větší než plocha vašeho obrobku. To pomáhá vyrovnat rozložení proudu a zajišťuje rovnoměrnou vrstvu.
- Rozestup a umístění: Umístěte anody rovnoměrně kolem dílu pro konzistentní pokrytí. U větších nádob může být zapotřebí více anod. Použití sáčků na anody (filtrační sáčky) pomáhá zabránit tomu, aby kal z anod znečistil lázeň.
Nádrž, míchání a řízení teploty
Nyní si pojďme promluvit o prostředí, ve kterém probíhá veškerá chemie. Vaše nádrž a systém míchání jsou stejně důležité jako zdroj napětí nebo měděné elektrody . Zde je to, co byste měli zvážit:
- Materiál nádrže: Vyberte nádobu, která je kompatibilní s vaším galvanizačním roztokem – polypropylen nebo sklo jsou běžné volby pro většinu měděných lázní.
- Míchání: Stálé míchání (buď vzduchem nebo mechanické) zlepšuje rovnoměrnost vylučování mědi a pomáhá předcházet přepalování nebo drsnosti. Pro domácí zařízení lze použít jednoduchý akvarijní čerpadlo nebo magnetický míchač; pro průmyslové zařízení pro mědění elektrickou cestou , může být použito mechanické míchání.
- Řízení teploty: Mnoho měděnických lázní vykazuje nejlepší výsledky v určitém teplotním rozmezí. Ohřívací deska s magnetickým míchačem nebo ponorné topení mohou pomoci udržet ideální teplotu vaší lázně.
- Filtrace (profesionální sestavy): Nepřetržitá filtrace odstraňuje částice z lázně, což vede k hladšímu a lesklejšímu povrchu. Je nezbytná pro profesionální provozy.
Kontrolní seznam pro vaše elektrolytické zařízení
| Komponent | Účel | Tipy |
|---|---|---|
| DC napájecí zdroj | Ovládá rychlost mědění | Nastavitelné, s ampérmetrem |
| Měděná anoda | Zdroj měďnatých iontů | Vysoká čistota, pokud možno v sáčcích |
| Kabely a sběrnice | Vede elektrický proud | Čisté, silnějšího průměru |
| Tank | Udržuje roztok | Nereaktivní materiál |
| Systém míchání | Zlepšuje rovnoměrnost nánosu | Vzduchová pumpa nebo míchadlo |
| Kontrolní teplota | Udržuje výkon lázně | Horká deska nebo ponorné topení |
| Držáky/přípravky | Pevně drží díly | Stabilní, dobrý kontakt |
| Filtrování (volitelné) | Odstraňuje částice | Pro profesionální sestavy |
Pořadí montáže pro spolehlivý měděný elektrolytický kit
- Umístěte měděné anody do nádrže rovnoměrně rozložené kolem obrobku.
- Pevně umístěte ocelový díl na držák nebo upínací zařízení a zajistěte tak pevný elektrický kontakt.
- Připojte kladný vodič ze zdroje napětí k anodě (anodám) a záporný vodič k dílu (katodě).
- Znovu zkontrolujte všechna připojení – uvolněné vodiče mohou pokazit výsledek.
- Ověřte polaritu: Díl, který má být pokovován, musí být záporný (katoda), než systém zapnete.
- Spusťte míchání a доведete lázeň na doporučenou teplotu.
- Zapněte napájení a sledujte proud a napětí při zahájení pokovování.
Vždy potvrďte, že je katoda (váš díl) připojena ke záporné svorce, než zapnete napájení. Obrácená polarita nezpůsobí mědění a může poškodit váš sadu pro mědění nebo obrobek.
Zda používáte sadu pro elektrolytické mědění doma nebo instalujete průmyslové vybavení pro mědění , dodržování těchto podrobností zajišťuje hladký a rovnoměrný nános mědi pokaždé. Připraveni pokračovat? Dále se budeme věnovat přípravě a údržbě vaší měděné lázně pro optimální výkon.
Krok 4: Příprava a řízení měděné lázně pro ocel
Výběr měděného galvanického roztoku pro ocel
Už jste někdy připravili lázeň, která vám ale dala matnou, nerovnoměrnou měď – nebo dokonce odlupující se vrstvu po několika dnech práce? Tajemství úspěšného měděného pokovení spočívá ve výběru správné chemie a v jejím pečlivém řízení, zejména při práci s ocelí. Podívejme se, co je nejdůležitější, abyste se vyhnuli běžným chybám a dosáhli trvanlivé, lesklé měděné vrstvy.
Pro většinu aplikací se používá roztok síranu měďnatého pro elektrolytické pokovování je průmyslovým standardem. Je oblíbené pro svou jednoduchost, nízkou cenu a vysokou vodivost. Kupení síranu měďnatého se obzvláště často používají pro dekorativní i funkční mědění oceli elektricky. Vzhledem k tomu, že ocel je náchylná k ponorovému mědění (slabá, neodolná vrstva), se nedoporučuje přímé mědění z kyselé lázně bez předchozí aplikace vhodné nárazové vrstvy nebo aktivace. Kyanidové roztoky se někdy používají pro nárazové vrstvy, ale z důvodů bezpečnosti a ochrany životního prostředí by se měly vyhýbat, pokud nemáte vhodná opatření na jejich kontrolu.
- Vyberte typ lázně: Pro většinu uživatelů je síranová lázeň nejčastější volbou měděné elektrolytické lázně. Odborné provozy mohou používat také fluoboristé nebo pyrofosforečnanové lázně pro speciální aplikace, ale síranová lázeň je nejdostupnější a nejjednodušší na ovládání [zdroj] .
- Smíchejte podle pokynů: Vždy dodržujte pokyny dodavatele pro vybraný roztok měděného elektrolytického pokovování. Před použitím lázeň přefiltrujte, abyste odstranili částice, které by mohly způsobit drsnost.
- Řízení pH a teploty: Většina síranu měďnatého pro elektrolytické lázně dosahuje nejlepších výsledků při kyselém pH (obvykle 0,8–1,2 pro kyselé síranové lázně) a střední teplotě. Udržování těchto hodnot v doporučeném rozmezí dodavatele zajišťuje konzistentní výsledky a minimalizuje vady.
- Zaznamenávejte veškeré přídavky a úpravy: Zaznamenávejte každý přísadový prostředek, úpravu i naměřenou hodnotu lázně. Tento zvyk usnadňuje odstraňování problémů a dosažení konzistentních výsledků.
- Filtrujte a udržujte: Pro profesionální provozy je ideální nepřetržité filtrace. Pro nadšence pomáhá pravidelná filtrace a pečlivé oplachování dílů před ponořením udržet lázeň čistou.
Knihovna receptur:
- Lázeň pro nadšence za nízkou cenu: Pro elektrolytické pokovování použijte základný roztok síranu měďnatého smíchaný s destilovanou vodou a kyselinou sírovou. Sledujte průzračnost a barvu; roztok vyměňte, pokud se zakalí nebo znečistí.
- Koupelová souprava dodavatele: Předbalené roztoky pro elektrolytické mědění často obsahují změkčovače a blyštivé přísady. Dodržujte pokyny soupravy pro míchání a údržbu. Tyto soupravy jsou navrženy pro snadné použití, ale i nadále vyžadují pravidelnou kontrolu pH a znečištění.
- Profesionální dílenská koupel: Profesionální zařízení používají vysokopurý síran měďnatý, kyselinu sírovou a širokou škálu proprietárních přísad (blyštitel, vyrovnávače, změkčovače) pro maximální lesk a hladkost. Tyto koupele jsou nepřetržitě filtrovány a sledovány pomocí pravidelné chemické analýzy.
Blyštitel, vyrovnávače a změkčovače
Představte si přísady jako jemné nastavení vašeho roztoku pro mědění. Zjasňovače upravují strukturu měděného zrna a poskytují vám zrcadlový povrch. Vyrovnávače pomáhají vyrovnat vrstvu, zejména v oblastech s vysokou proudovou hustotou, zatímco změkčovače snižují povrchové napětí a zajistí rovnoměrné pokrytí všech zářezů a hran [Reference] .
- Zjasňovače: Přidávají se v malých dávkách, tyto organické sloučeniny způsobují hladší a lesklejší měděnou vrstvu. Přemíra může způsobit křehkost nebo pruhy.
- Vyrovnávače: Pomáhají řídit tloušťku a snižují popálení okrajů. Obzvláště užitečné u složitých geometrií nebo dílů s vysokým poměrem stran.
- Změkčovače: Zajistí, že lázeň dosáhne do každého zákoutí. Nezbytné pro rovnoměrné pokovování složitých ocelových součástek.
Tyto přísady vždy přidávejte podle doporučení dodavatele. Nadměrné nebo nedostatečné množství může způsobit matnost, drsnost nebo nerovnoměrné nánosy.
Jednoduché kontroly stavu lázně
Jak poznáte, že vašemu měděnému galvanickému roztoku chybí úprava? Všimnete si změn vzhledu, kvality nánosu nebo elektrického chování. Zde jsou nejčastější varovné signály:
- Nadměrná pěna nebo neobvyklé bubliny na povrchu lázně
- Změny barvy (zamlžený, zelenavý nebo hnědavý odstín)
- Stoupající napětí potřebné k udržení stejného proudu
- Drsné nebo matné nánosy na zkušebních vzorcích
- Častější výskyt vad (přepálení, jamkovitost, špatná adheze)
Pravidelně testujte svoji lázeň pomocí Hullovy komůrky nebo nánosu na malém ocelovém vzorku. Pokud zjistíte problémy, zkontrolujte možné znečištění (oleje, kovové nečistoty), posun pH nebo vyčerpání přísad. Odborné provozy mohou provádět chemické analýzy, ale i nadšenci mohou vést záznam o výkonu lázně v čase.
Tím, že udržíte roztok síranu měďnatého pro galvanické pokovování čistý, vyvážený a řádně zdokumentovaný, vytvoříte předpoklady pro dokonalou depozici mědi na ocel. Dále si ukážeme, jak aktivovat ocel a nanést nárazovou vrstvu, která zajistí přilnavost a zabrání odlupování.
Krok 5: Aktivace oceli a nanesení měděné nárazové vrstvy pro trvalou přilnavost
Proč jsou nárazové vrstvy důležité u oceli
Někdy jste se zamysleli, proč se u některých mědíkovaných ocelových dílů odlupuje nebo mění povrch i přes pečlivou přípravu? Odpověď se často skrývá ve velmi první vrstvě: nárazové vrstvě. Ocel, na rozdíl od mědi nebo mosazi, je velmi náchylná k imerznímu pokovování – procesu, při kterém se měď mimořádně vylučuje a tvoří slabou, nepřilnavou vrstvu. Proto je zvláštní krok s nárazovou vrstvou nezbytný. Bez něj se vaše krásně měděné povlakové ocel může odchlupit nebo selhat pod zátěží, zejména pokud usilujete o trvanlivý povlak mědi na oceli nebo funkční ocel s měděnou mezivrstvou.
Aktivační postupy, které snižují kontaminaci železem
Než naneseš měď, musí být ocelový povrch volný od oxidů a nečistot. Zní to složitě? Ve skutečnosti jde jen o správné načasování a postup. Takhle to pokaždé vyjde správně:
- Konečný oplach: Po čištění důkladně opláchněte ocel, abyste odstranili všechny stopy čisticího prostředku a nečistot.
-
Kyselinová aktivace: Ponořte právě opláchnutou součást do mírné kyseliny (např. zředěná kyselina sírová nebo chlorovodíková) na krátkou dobu – obvykle 15–60 sekund. Tento krok odstraní i poslední zbytky oxidů.
Tip: Pracujte rychle a ihned po aktivaci opláchněte, abyste předešli vzniku tzv. bleskové korozní vrstvy. - Okamžitý přesun: Bez toho, abyste nechali součást vyschnout nebo odležet, přeneste ji přímo (stále mokrou) do měděného nárazníku. Tím zabráníte tvorbě nových oxidů a udržíte povrch připravený k navázání.
Z nárazníku do vrstvy, aniž byste ztratili čistotu
Nyní následuje kritický krok: měděný nárazový zinkování. Na rozdíl od hlavní měděné lázně je nárazová lázeň formulována pro pomalé a řízené vylučování. Jejím úkolem je vytvořit tenkou, pevně přilnavou vrstvu mědi, která se uchytí na oceli a poskytne základnu pro následnou silnější a jasnější měděnou vrstvu. Projděme si postup:
- Nárazová lázeň: Vložte aktivovanou, mokrou ocel do nárazové lázně. U ocelových podkladů je tradiční použití kyanidové nárazové lázně, ale s vhodnou chemií lze použít také kyselou nebo pyrofosforečnanovou lázeň. Nárazová lázeň pracuje při nízké koncentraci mědi a vysoké koncentraci komplexantu (např. kyanidu), aby zpomalila vylučování a zabránila vzniku imerzní mědi. Typické proudové hustoty při nárazovém zinkování jsou 10–30 ASF (ampér na čtvereční stopu), teplota lázně se často pohybuje v rozmezí 120–145 °F. Zinkujte pouze několik minut – dostatečně dlouho na vytvoření tenké, souvislé měděné vrstvy.
- Důkladně spolujiňte: Po nárazovém zinkování důkladně díl opláchněte, abyste odstranili veškeré zbytky nárazového roztoku.
- Přechod do hlavní lázně: Přesuňte díl – opět za mokra – do hlavní lázně mědění. Tento krok by měl být proveden rychle, aby se předešlo reoxidaci nebo znečištění.
Správný měděný náraz vytváří tenkou, přilnavou vrstvu, která zabraňuje vylučování mědi a téměř úplně eliminuje puchýřkování nebo odlupování na oceli. Přeskočení nebo zanedbání tohoto kroku je jednou z hlavních příčin poruch měděně pokryté oceli.
Časování a ověření: Nedovolte, aby se oxidy dostaly dovnitř
- Udržujte krátké intervaly: Minimalizujte čas mezi aktivací, nárazovým měděním a hlavní lázní. Pokud dojde k prodlevám, zvažte opětovnou aktivaci dílu, aby byl zajištěn čerstvý, bezoxidový povrch.
- Ověřte přilnavost: Po krátkém nárazovém mědění proveďte rychlý test odtrhávání pásky na nepodstatné oblasti. Pokud se vrstva mědi odlupuje, přezkoumejte kroky čištění a aktivace, než přejdete ke kompletní tloušťce. Průmyslově standardní testy odtrhávání pásky a ohybu jsou spolehlivé pro kontrolu přilnavosti na měděně pokovené oceli.
Shrnutí: Zajistěte přilnavost pro dokonalé měděné pokovení oceli
Pokud budete postupovat podle tohoto postupu aktivace a nánosu, vytvoříte pevný základ pro jakýkoli projekt s měděně potaženou ocelí – ať už usilujete o dekorativní vzhled oceli s měděným povrchem, nebo o vysokovýkonnou ocel s měděnou podvrstvou. Dále vás provedeme řízením nánosu mědi, abyste s jistotou dosáhli požadované tloušťky a výsledné úpravy.
Krok 6: Nanesení požadované tloušťky s kontrolou a konzistencí
Nastavení proudové hustoty a doby mědění
Jste připraveni přejít od přípravy k dokonalému měděnému povrchu? Nyní přichází okamžik, kdy se pečlivé plánování setkává s reálnou kontrolou. Dosáhnout správného nánosu mědi na ocel není jen o zapnutí proudu – jde o doladění každé proměnné pro konzistentní a kvalitní výsledek. Zní to složitě? Rozložíme to, abyste mohli ovládnout postup mědění ať už pracujete v dílně nebo zkoumáte jak měděnit - Doma.
- Výpočet plochy: Začněte přesným změřením nebo odhadem celkové plochy vaší části (částí). To je nezbytné pro nastavení správného proudu. Například pokud máte povrchově upravovat více dílů, sečtěte plochu každé součástky na držáku.
- Nastavte proudovou hustotu: Podívejte se do technického listu vašeho měděného lázně ohledně doporučené proudové hustoty – obvykle udávané v ampérech na čtvereční palec (ASI) nebo na čtvereční stopu (ASF). Vynásobte plochu povrchu cílovou proudovou hustotou, abyste správně nastavili usměrňovač. Například 100 čtverečních palců při 0,2 ASI znamená 20 ampér.
- Postupné zvyšování proudu: Nenastavujte okamžitě plný výkon. Začněte na nižším konci rozsahu proudu a postupně jej zvyšujte. Tím se vyhnete popáleninám okrajů a měděná vrstva se bude rovnoměrněji ukládat, zejména na ostrých hranách nebo zakrytých oblastech.
- Monitor a nastavení: Sledujte ampérmetr a voltmetr. Zaznamenejte své nastavené hodnoty a veškeré úpravy. Pokud si všimnete, že napětí stoupá při stejném proudu, může to signalizovat kontaminaci lázně nebo špatný kontakt – zastavte se a prověřte příčinu.
- Plánujte tloušťku: Pokud váš dodavatel uvádí rychlost depozice mědi (např. mil/hod při nastaveném proudu), použijte elektrochemický proces pokovování výpočet pro určení doby pokovování. Pokud ne, pokujte po intervalech a zastavujte se k prohlídce tloušťky a přilnavosti na testovacím vzorku.
Míchání a řízení geometrie
Viděli jste někdy pruhy, tenká místa nebo matnost po elektrolytickém mědění ? Často je viníkem špatné míchání nebo statické díly. Míchání je nepovšimnutý hrdina elektrolýzy Cu —udržuje tok kovových iontů a zajišťuje, že každý povrch, i hluboké dutiny, dostane rovnoměrný povlak.
- Vyberte si typ míchání: U většiny sestav dobře funguje provzdušňování nebo mechanické míchání. U složitých geometrií zvažte pohyb (otáčení nebo kmitání) samotné součásti ve vaně.
- Proč to má znamení: Míchání zabraňuje vyčerpání iontů kovu u katody, snižuje vznik jamkové koroze a pomáhá odstraňovat bubliny vodíku z povrchu. Také vyrovnává teplotu, což je klíčové pro konzistentní měďové nátěry povrchem.
- Profílní tip: Pokud si všimnete matných nebo proužkovaných míst, zvyšte míchání – to často zlepší lesk a schopnost rovnoměrného pokovení, zejména u složitých ocelových dílů.
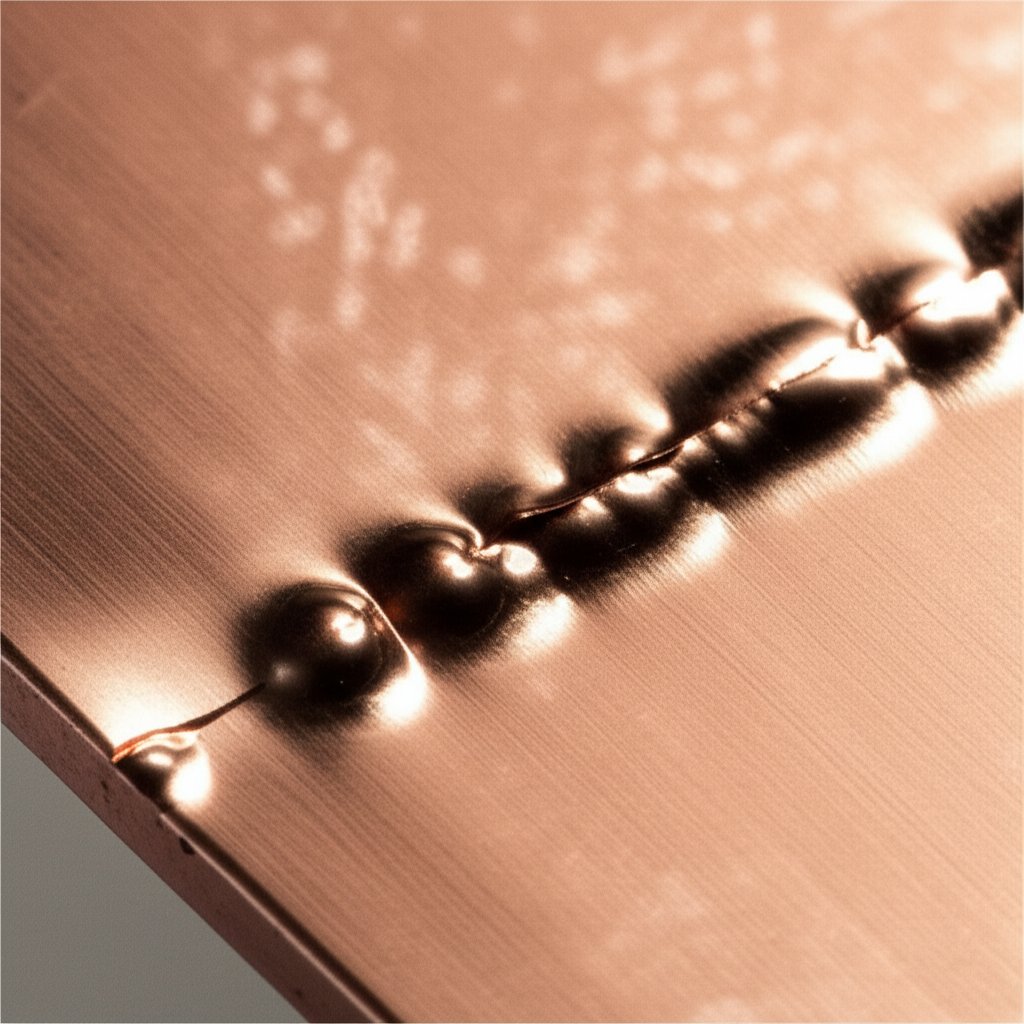
Vizuální indikátory a kontrola během procesu
Jak zjistíte, že vaše elektrotechnické stroje běží podle plánu? Vizuální indikátory jsou vašimi nejlepšími přáteli:
Rovnoměrná lososově růžová měď znamená zdravé vylučování mědi. Tmavé, práškovité okraje signalizují přepálení – snižte proud nebo zvyšte míchání. Matnost obvykle signalizuje nízkou koncentraci zesilovače lesku nebo nedostatečnou proudovou hustotu.
- Kontrola během procesu: Pozastavte proces, abyste zkontrolovali rovnoměrnost, lesk a přilnavost. V případě potřeby proveďte test odtrhávací páskou nebo škrábnutím na nepodstatné oblasti.
- Oplach mezi jednotlivými kroky: Vždy opláchněte díly mezi nárazem, výstavbou a jakýmikoli mezilehlými kroky. To snižuje zanesení a udržuje lázeň čistou.
- Dokumentujte všechno: Zaznamenejte si proud, napětí, teplotu lázně, způsob míchání a dobu mědění pro každý cyklus. Tyto poznámky vám pomohou odstraňovat problémy a opakovat úspěšné výsledky.
Postup krok za krokem: Řízený postup mědění
- Zapněte usměrňovač na vypočítaný proud pro vaši plochu.
- Zvyšujte proud postupně a sledujte příznaky popálení okrajů nebo neobvyklé barvy nánosu.
- Udržujte stálé míchání – upravujte podle potřeby vzhledem ke geometrii dílu.
- Sledujte napětí a proud; upravujte, pokud vidíte známky drsnosti, matnosti nebo popálení.
- Měďujte na vypočítanou nebo cílovou tloušťku, s přestávkami pro kontrolu podle potřeby.
- Opláchněte a osušte díl a poté zkontrolujte kvalitu povrchu, pokrytí a přilnavosti.
Zvládnutím umění řízení proudu, míchání a vizuální kontroly dosáhnete spolehlivého a kvalitního měděného nánosu na ocel – ať již provozujete dílnu plného rozsahu nebo zdokonalujete jak měděnit ve vaší garáži. Dále se budeme věnovat odstraňování problémů: jak rychle diagnostikovat a opravit běžné vady měděného povlaku, než se stanou nákladnou dodatečnou prací.
Krok 7: Odstraňování vad při mědění oceli pomocí přehledné matice
Rychlá diagnostika vad měděného povlaku na oceli
Stává se vám, že po dokončení mědění objevíte na ocelové součástce matné skvrny, puchýře nebo drsnost? Nejste sami. I přes nejlepší elektrolitní lázeň , se mohou vady vloudit – často v okamžiku, kdy je nejméně očekáváte. Dobrá zpráva? Většina problémů se řídí jasnými vzory a pomocí praktické matice pro odstraňování vad můžete chyby rychle diagnostikovat a opravit, čímž ušetříte čas i nervy.
Matice vad: Příznaky, příčiny, testy a opravy
| Příznak | Pravděpodobné příčiny | Testy k potvrzení | Nápravná opatření |
|---|---|---|---|
| Matné usazeniny | Nízká proudová hustota, vyčerpaný leskči, špatná míchání | Test pomocí článku Hull nebo nanesení malého vzorku; zkontrolujte míchání | Zvyšte proud, přidejte změkčovadlo dle dodavatele, zlepšte míchání |
| Pálení/černání okrajů | Příliš vysoká proudová hustota, ostré hrany | Snížit proud při dalším běhu; zkontrolovat ostré rohy | Snížit proud/postupné navýšení, použít falešné elektrody/clony, zaoblit hrany |
| Vypouštění | Částice v lázni, zachycený plyn, špatná filtrace | Zkontrolujte filtr, sledujte průhlednost lázně, zkontrolujte bubliny | Filtrovat lázeň, lehce leštit, přidat zmáčedlo |
| Puchýře/odlučování | Špatná příprava, žádný nárazový vrstva, kontaminace povrchu | Test tažení pásky v postižené oblasti | Opětovně vyčistit, zajistit okamžité spojení po aktivaci, opakovat přípravu povrchu |
| Hrozivost | Anodový kal, kontaminace lázně | Zkontrolovat anodové sáčky, vyhledat nečistoty v lázni | Vyměnit/vyčistit anodové sáčky, filtrovat roztok |
| Změna barvy | Kontaminace, nesprávné pH, nerovnováha přísad | Analýza lázně (pH, kontaminanty) | Upravit chemii dle dodavatele, vyměnit nebo upravit lázeň |
Potvrdit pomocí testů Simple Shop
Představte si, že jste právě vyndali dávku elektrolytická měď díly z lázně a pozorujte neočekávané výsledky. Místo hádání proveďte tyto jednoduché testy:
- Test s Hullkovou nádobou: Naneste vrstvu na malý vzorek při různých proudových hustotách, abyste zjistili problémy, jako je matnost nebo přepálení.
- Test odtrháváním pásky: Přilepte pásku a odlepte ji v nepodstatné oblasti, abyste zkontrolovali přilnavost – puchýře nebo odlupování znamenají, že je třeba přezkoumat přípravu a nárazné kroky.
- Vizuální inspekce: Hledejte důlky, drsnost nebo změny barvy. Ty často ukazují na kontaminaci lázně nebo problémy s mícháním.
- kontrola pH/vodivosti: Použijte testovací proužky nebo měřiče k ověření, že vaše elektrolitní lázeň je v cílovém rozsahu.
Pamatujte, že rovnice galvanického pokovování (která popisuje vztah mezi proudem, časem a tloušťkou vrstvy) je tak spolehlivá, jak spolehlivá je vaše kontrola procesu. Pokud se váš proces odchyluje od cílových hodnot, mohou vzniknout vady – i když používáte správný výpočet.
Nápravná opatření, která vydrží
- Zastavte a zaznamenejte: Přerušte výrobu. Zaznamenejte všechna nastavení, parametry lázně a pozorované příznaky.
- Izolujte proměnné: Měňte jednotlivé faktory postupně – proud, míchání, chemii – abyste mohli přesně určit hlavní příčinu.
- Testování a úprava: Po každé úpravě proveďte test na malém vzorku. Nezvyšujte výrobu, dokud nebude vada odstraněna.
- Vedete záznamy: Udržujte záznam o řešení potíží pro každý pokus. Opakující se vzory napětí, proudu nebo chování lázně často odhalí zdroj opakujících se problémů.
Předejděte opakování: Pravidelně filtrujte lázeň, důkladně oplachujte díly mezi jednotlivými kroky a zaznamenávejte každou úpravu. Tyto návyky jsou vaší nejlepší obranou proti opakovaným vadám při mědění oceli.
-
Kontrolní seznam pro prevenci:
- Vyměňte nebo vyčistěte filtry jako součást běžné údržby
- Dvakrát opláchněte díly po každém pracovním kroku
- Zaznamenejte veškeré změny proudu, napětí a lázně – sledujte, co funguje
- Pravidelně kontrolujte anodové pytlíky a v případě potřeby je vyměňte
- Pravidelně provádějte testy v Hullkově článku za účelem monitorování stavu lázně
Pokud budete přistupovat k odstraňování závad s prioritou diagnostiky a budete používat rovnice galvanického pokovování k ověření procesních parametrů, minimalizujete prostoj a zajistíte, že každý elektrolytická měď nátěr bude splňovat vaše nároky na kvalitu. Dále se zaměříme na bezpečnost a zodpovědné nakládání s odpady, abyste udrželi svůj proces pokovení čistý a v souladu s předpisy.
Krok 8: Dodržujte bezpečnost a zodpovědně nakládejte s odpady při mědění oceli
Ochranné prostředky a pracovní návyky v laboratoři
Když pracujete s galvanické chemikálie a řízení roztoku mědi , bezpečnost není jen kontrolní seznam – je to základ bezpečného pokovování . Představte si, že při přípravě lázně náhodně stříkne kyselina nebo síran měďnatý. Jste dostatečně chráněni? Správné vybavení a pracovní návyky znamenají zásadní rozdíl.
- Používejte ochranné brýle nebo ochranné okuláry: Vždy chráníte oči před stříkáním a výpary. Okuláry s dioptriemi bezpečnostní brýle nebo s plným krytím jsou nejlepší pro ochranu proti stříkání a odolávají většině galvanických chemikálií.
- Rukavice odolné vůči chemikáliím: Rukavice z nitrilu, neoprenu nebo PVC vytvářejí bariéru proti kyselinám, zásadám a solím kovů.
- Zástěra nebo laboratorní plášť: Chrání oblečení a kůži před kapkami nebo rozlitím.
- Ventilace: Pracujte v dobře větraném prostoru nebo použijte odsavač par, abyste se vyhnuli vdechování par z roztoku mědi nebo jiných chemikálií.
Dobré laboratorní návyky jdou dále než pouhá OOP. Označujte každou nádobu, udržujte pracovní prostor v pořádku a nikdy nejezte ani nepijte v místě pokovování. Všimnete si, že důsledné návyky vás nejen chrání, ale také vedou k čistějším a bezpečnějším výsledkům.
Bezpečnější chemické látky a opatrné zacházení
- Vždy upřednostňujte kyanidové volné galvanické chemikálie pro bezpečného pokovování —jsou méně nebezpečné a snadněji zvladatelné pro malé dílny nebo domácí zařízení.
- Při míchání kyselin nebo zásad vždy přidávejte kyselinu do vody, nikoli naopak. Tím se minimalizuje riziko prudkých reakcí.
- Uchovávejte chemikálie v kompatibilních, jednoznačně označených nádobách. Sledujte datum expirace a čísla šarží všech činidel.
- Nikdy nemíchejte neznámé chemikálie a mějte po ruce sadu pro odstranění rozlití. V případě rozlití okamžitě uzavřete místo události a použijte neutralizační prostředky dle doporučení SDS (Bezpečnostní list) dodavatele.
- Pravidelně kontrolujte elektrická zařízení a kabely, abyste předešli úrazům elektrickým proudem nebo zkratům, zejména ve vlhkém prostředí, kde probíhá elektrolýza mědi .
Základy třídění odpadu a neutralizace
- Oddělte oplachovou vodu obsahující měď a vyčerpané roztoku mědi roztoky od běžného odpadu. Tyto roztoky často obsahují rozpouštěné kovy a mohou být nebezpečné pro zdraví a životní prostředí.
- Nikdy nelijte odpad z povlakování do kanalizace, do koše ani na zem. Místo toho jej shromážděte a uschovejte pro správné zneškodnění.
- Pro neutralizaci nebo zpracování se poraďte se svým místním úřadem pro nebezpečný odpad nebo s licencovanou společností zpracovávající odpad. Předpisy se mohou výrazně lišit podle místa a nesprávné vyřazení může vést k pokutám nebo poškození životního prostředí.
- Uchovávejte veškerý odpad v uzavřených, chemicky odolných nádobách a jasně je označujte obsahem a informacemi o nebezpečí.
Protože předpisy pro vyřazování se liší podle oblasti, před zahozením odpadu z měděného pokovování vždy konzultujte své místní úřady nebo certifikované zpracovatele odpadu. Odpovědné zacházení chrání jak vás, tak životní prostředí. [Reference]
Shrnutí: Bezpečné pokovování je chytré pokovování
Tím, že budete preferovat používání ochranných brýlí, rukavic a vhodného větrání, minimalizujete rizika ve všech krocích procesu měděného pokovování oceli pozorné zacházení s galvanické chemikálie a zodpovědné hospodaření s odpady nejsou jen právními požadavky – jsou klíčové pro čistou, bezproblémovou a udržitelnou dílnu. Jakmile dokončíte svou galvanickou operaci, mějte na paměti: dnešní bezpečné návyky zakládají základ pro lepší výsledky a méně starostí zítra. Dále si ukážeme, jak ověřit kvalitu vašeho měděného povlaku a zdokumentovat proces pro nepřetržité zlepšování.

Krok 9: Ověřte kvalitu, zdokumentujte proces a vyberte si partnera s rozmyslem
Měření tloušťky měděného povlaku a ověření přilnavosti
Jak zjistíte, že vaše měděný povlak na oceli skutečně splňuje specifikace? Nejde jen o to, jak to vypadá – spolehlivá měření a kontrola přilnavosti jsou nezbytné, zejména u dílů určených pro bezpečnostně kritické aplikace nebo hodnotných součástek. Představte si, že investujete hodiny do dokončení povrchu mědí a zjistíte, že vrstva je příliš tenká nebo se odlupuje za zátěže. Projděme si praktické kroky pro ověření vaší práce, ať už galvanizujete doma nebo řídíte průmyslovou výrobu.
- Měření tloušťky: U ocelových podkladů jsou měřiče magnetického odtržení (magnetická indukce) ideálním řešením. Poskytují rychlé, nedestruktivní měření, pokud je základna magnetizovatelná, jako například ocel. U nemagnetických podkladů nebo vícevrstvých povlaků lze použít měřiče vířivých proudů. Obě metody pomáhají zajistit, že váš měděný povlak splňuje požadované specifikace, aniž by byla součást poškozena. U domácích zařízení lze tloušťku odhadnout na základě doby povlakování a údajů dodavatele, ale vždy doporučujeme ověřit na testovacím vzorku, pokud je to možné. Pro maximální přesnost nebo pokud je vyžadována dokumentace, zvažte metody rentgenové fluorescenční (XRF) nebo zpětného rozptylu beta částic – tyto metody jsou standardní v průmyslu elektrolytického povlakování kovů.
- Testy přilnavosti: Jednoduchý tah páskem, škrábání a odlupování nebo ohybové testy na obětovaných nebo necitlivých oblastech rychle prokážou, zda je vaše měděně pokovená vrstva dobře spojena. U kritických komponent zvážte podle potřeby laboratorní zkoušky s příčným řezem nebo mechanické zkoušky.
Vytvořte jednoduchý procesní záznam pro opakovatelnost
Nikdy jste se zamysleli, proč jedna várka oceli s měděným povrchem vyjde bezvadně, zatímco další má problémy? Důsledná dokumentace je vaší tajnou zbraní. Sledováním každé proměnné můžete rychleji identifikovat trendy, odstraňovat závady a postupně optimalizovat svůj měděný povlak proces.
| Datle | Část | Přípravné kroky | Náběhové nastavení | Nastavení vrstvy | Přídavné prvky | Poznámky | Výsledek |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | Ocelový úhelník | Odžírání, kyselinová předúprava | 10 ASF, 3 min | 25 ASF, 45 min | Zjasňovadlo, změkčovadlo | Rovnoměrná vrstva, žádné přepálení | Prolomení pásky |
| 2025-11-13 | Konektor | Čištění alkalickým prostředkem, test vodního filmu | 15 ASF, 2 min | 25 ASF, 60 min | Vyrovnávač | Pálivost okrajů, matný střed | Nastavení proudu pro další běh |
Záznamy procesu pomáhají snižovat odchylky, šetřit náklady na pokovování a usnadňují odstraňování závad. V čase tak vytvoříte postup pro dokonalé měděné pokovení oceli – bez nutnosti hádání.
Kdy spolupracovat s certifikovanými odborníky pro měděné pokovení oceli
Zní to přehlédnutelně? Pokud váš projekt vyžaduje úzké tolerance, díly kritické pro bezpečnost nebo velké sériové výroby, je rozumné zvážit profesionální pomoc. I když sami mědění kovů je výhodné pro prototypy a jednoduché zakázky, ale náročné aplikace vyžadují stopovatelnou kvalitu, kontrolu procesu a rychlé iterace.
- Shaoyi nabízí komplexní výrobu kovových dílů na míru, včetně pokročilých povrchových úprav a montáže. Jejich kvalita certifikovaná podle IATF 16949 a více než 15 let zkušeností umožňuje automobilkám a dodavatelům prvního stupně rychle a sebejistě přejít od prototypu do sériové výroby. Prozkoumejte jejich kompletní nabídku řešení .
- Certifikovaní dodavatelé poskytují dokumentované zajištění kvality, záznamy o procesech a přístup k pokročilým měřicím nástrojům, jako je XRF a Beta Backscatter – klíčové pro odvětví, kde každý mikron mědi má význam.
- Outsourcing může také snížit celkové náklady a dobu dodání u složitých nebo velkosériových zakázek a zároveň uvolnit váš tým pro práci na návrhu a vývoji.
Doporučené další kroky pro kvalitní mědění oceli
- Investujte do spolehlivého měřidla tloušťky pro interní kontroly
- Zaveďte standardizované testy přilnavosti pro každou dávku
- Vedete podrobné záznamy procesu, abyste zjistili trendy a předešli opakovaným problémům
- U kritických nebo velkosériových dílů spolupracujte s certifikovaným odborníkem, jako je Shaoyi, pro kontrolu procesu a stopovatelné výsledky
Tím, že uzavřete smyčku prostřednictvím pevného měření, dokumentace a v případě potřeby i odborné spolupráce, zajistíte, že každý ocelový díl s měděným povrchem opustí vaši dílnu s trvanlivým a konzistentním kovovým povrchem z mědi. Ovládněte tyto poslední kroky a váš proces mědění bude stejně spolehlivý jako vaše výsledky.
Mědění oceli: Nejčastější dotazy
1. Lze ocel pokovovat mědí?
Ano, ocel lze pokovovat mědí pomocí metod jako elektrolytické mědění nebo bezproudové mědění. Úspěch závisí na důkladné přípravě povrchu, správné aktivaci a nanesení nárazové vrstvy, která zajistí pevné přilnutí. Tento proces se používá jak pro funkční, tak dekorativní účely a je běžný v odvětvích vyžadujících pájitelné nebo vodivé povrchy.
2. Jaká je nejlepší metoda mědění oceli doma?
U většiny domácích projektů je elektrolytické mědění preferovanou metodou, protože umožňuje kontrolu tloušťky a je kompatibilní s běžným vybavením, jako je zdroj stejnosměrného proudu a roztok síranu měďnatého. Důkladné čištění, aktivace povrchu a okamžitý přesun do zinkovací lázně jsou nezbytné pro zabránění odlupování. Bezelektrolytické mědění lze použít u složitých tvarů, ale vyžaduje citlivější kontrolu chemického procesu.
3. Jak zabráníte odlupování mědění ze oceli?
Pro zabránění odlupování dodržujte přísný postup přípravy povrchu: odmašťování, mechanické a chemické čištění, provedení testu smáčivosti vodou (water-break test) a krátkodobá kyselinová aktivace před zinkováním. Vždy aplikujte vrstvu startovního mědi (copper strike layer) před hlavní měděnou vrstvu. Okamžitý přesun mezi jednotlivými kroky a minimalizace prodlev jsou klíčem k dosažení trvalé přilnavosti.
4. Jaká bezpečnostní opatření bych měl dodržovat při mědění oceli?
Vždy nosьте ochranné brýle, rukavice odolné vůči chemikáliím a ochranný oděv. Pracujte v dobře větraném prostoru, označte všechny chemikálie a nikdy nemíchejte neznámé látky. Odpad obsahující měď likvidujte v souladu s místními předpisy a všechny chemikálie skladujte v bezpečných, kompatibilních nádobách. Tyto postupy chrání jak uživatele, tak životní prostředí.
5. Kdy bych měl zvážit použití odborné služby pro mědění oceli?
Pokud váš projekt vyžaduje úzké tolerance, součásti kritické z hlediska bezpečnosti nebo vysoký objem výroby, doporučuje se spolupráce s certifikovaným dodavatelem, jako je Shaoyi. Odborníci poskytují kontrolu procesu, dokumentovatelné zajištění kvality, pokročilé měření a mohou usnadnit přechod od prototypů do sériové výroby u složitých nebo automobilových dílů.