 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Какво е флюс-коров заваръч? Започнете да заварявате без предположения

Какво е флюкс-сърд заваръчна машина?
Флюкс-сърд заваръчната машина е заваръчна машина с подаване на тел, която използва тръбеста тел, пълна с флюс. При много конфигурации този флюс създава защита по време на заваряването, така че машината често може да работи без отделен балон с защитен газ. Ако сте търсили какво е флюкс-сърд заваръчна машина , това е отговорът на прост английски език.
Флюкс-сърд заваръчната машина е заваръчна машина с подаване на тел, която използва полита (празна) тел с флюсово ядро вместо масивна тел и често позволява заваряване без газ със самозащитена тел.
- Вид машина: Заваръчна машина с подаване на тел
- Тип тел: Празна тръбеста тел с флюс вътре
- Най-известното предимство: Често работи добре без външен балон с защитен газ
Какво е флюкс-ядрен заваръч в обикновен английски
Представете си го като машина, която автоматично подава заваръчна жица през горелка, докато заварявате. Голямата разлика е самата жица. Вместо твърда жица като при стандартната MIG-заварка, флюкс-ядрената заварка използва куха жица, пълнена с флюкс. В ежедневния разговор, какво е флюкс-заваръч обикновено означава този тип настройка с подаване на жица. Ако се чудите също така и какво е флюкс-ядрена жица , това се отнася до тази тръбчеста жица, пълнена с флюкс, и метода за заваряване, базиран около нея.
Как машината създава защита без бутилка с газ
Когато дъгата нагрява жицата, флюксът вътре реагира и помага да се предпази течната заваръчна баня от замърсяване с въздух. Затова самозащитената флюкс-ядрена заварка е популярна за работа на открито и преносими задачи. Справочниците от ММЗ и AWS и двете източника описват FCAW като метод за дъгово заваряване с подаване на жица, при който се използва флюкс-пълнена жица за защита. Така че, когато хората питат какво е флюкс-заваряване , те обикновено питат за това екраниране и процеса зад него.
Защо хората бъркат заваръчната машина и FCAW
Тук начинаещите се затрудняват. sварач е машината. FCAW , или заваряване с флюсово ядро (FCAW), е процесът, който машината извършва. Това припокриване е причината търсенето на такива изрази като какво е заваряването с флюсово ядро и какво е заваръчна машина с флюсово ядро често води до една и съща дискусия. Имената звучат взаимозаменяемо, но не са напълно еднакви. Това различие има още по-голямо значение, когато започнете да сравнявате специализирани устройства за заваряване с флюсово ядро с MIG машини, които също могат да работят с флюсово ядро.

Заваръчна машина с флюсово ядро срещу FCAW – обяснение
Неразбирането започва, защото тези термини звучат така, сякаш означават едно и също нещо, но не е така. Единият термин сочи оборудването, а другият – метода на заваряване. Това различие има значение, когато се опитвате да разберете дали ви е нужна нова машина, различен електрод или просто промяна в настройката.
Сваръчна машина с флюсово ядро срещу процес FCAW
Ако питате какво е сваряване по метода FCAW , краткият отговор е прост. Значение на абревиатурата FCAW is сварване с дъгов метод и флюсов стерж , която е името на процеса. Една флюкс-сърв заваръчна машина е машината, използвана за извършване на този процес. В технически термини AWS определя FCAW като полуавтоматичен или автоматичен дъгов сваръчен процес, при който се използва непрекъснато подаван електрод с флюсово ядро.
Затова в ръководствата, учебните курсове и сваръчните диаграми често се използва терминът FCAW, докато в онлайн обяви може просто да се посочи „сваръчна машина с флюсово ядро“. В неформални разговори хората често смесват двете понятия. На практика е полезно да ги разграничаваме: сваръчната машина е инструментът, а сваряване с флюсово ядро е работата, която този инструмент извършва.
MIG сваръчна машина с флюсово ядро срещу устройства само за флюсово ядро
Ето въпроса на купувача, който стои зад повечето объркване. Някои машини са проектирани предимно за флюс-сърдена жица, често за самозащитаваща се жица. Други са машини за подаване на жица в стил MIG, които също могат да работят с флюс-сърдена жица, ако поддържат правилната полярност и компоненти за подаване. Ръководството от WeldGuru отбелязва, че много MIG заваръчни машини могат да използват флюс-сърдена жица след промени като полярност и настройка на ролковия механизъм за подаване. Затова хората търсят mig flux core или използват израза мИГ сварващ апарат с флюсова жила .
Специализирана машина само за флюс-сърдена жица обикновено е по-проста. Съвместима MIG машина е по-гъвкава, тъй като може да превключва между масивна жица с защитен газ и флюс-сърдена жица, без да се налага използването на втора заваръчна машина. Във всеки случай жицата продължава да се подава през горелката. Това, което се променя, е типа жица, методът на защита и настройката на машината.
| Тип машина | Подход към защитата | Тип кабел | Еластичност | Случай за общо използване |
|---|---|---|---|---|
| Машина само за флюс-сърдена жица | Обикновено самозащитаваща се чрез флюса в жицата | Флюс-сърдена тръбчеста жица | По-ниско | Ремонт на открито и преносими работни задачи |
| MIG заваръчна машина в MIG режим | Външен защитен газ | Масивна тел | Среден | Вътрешно производство и по-чисти заваръчни шевове |
| Съвместим MIG заваръчен апарат в режим с флюксова сърцевина | Зависи от телта, често самоекранираща | Флюс-сърдена тръбчеста жица | По-висока | Потребители, които искат един апарат с подаване на тел за множество настройки |
| Мултипроцесен апарат | Зависи от избрания процес | Зависи от режима | Най-висок | Майсторски работилници или любители, нуждаещи се от няколко заваръчни опции |
Къде се прилагат мултипроцесните машини
Мултипроцесните машини добавят още един слой. Те не създават нов процес. Просто предоставят на един източник на захранване възможността да превключва между заваряване с подаване на тел и други методи, най-често ръчно (стик) и понякога TIG. Затова, ако вече притежавате такъв апарат, истинският въпрос не е какво е написано на предната му панел. Въпросът е дали машината поддържа сваряване с флюсово ядро с правилна полярност, път на кабела и консумативи.
Тези подробности имат по-голямо значение от маркетинговите етикети. Машината може да е съвместима на хартия, но да се окаже неприятна в реална употреба, ако системата за подаване или терминалите не са настроени правилно. Това е моментът, в който започват да имат значение истинските части на машината, особено компонентите, които насочват, задържат и подават тока към кабела.
Части за машина за заваряване с флюксова сърцевина и основни сведения за кабела
Компонентите, които насочват, задържат и подават тока към кабела, заслужават най-голямото ви внимание. При машина за сварване с флюсова ядрена проволока , чистата настройка обикновено зависи от съвместната работа на няколко ключови компонента, а не от тяхното взаимно противодействие.
Основни части на машина за заваряване с флюксова сърцевина
Общото разположение прилича много на всяка друга машина за заваряване с подаване на кабел. Основно ръководство за части от Arccaptain подчертава същата основна система, която се среща при много машини за подаване на кабел: източник на захранване, подавач на кабел, горелка и заземителна скоба.
- Източник на енергия: Създава заваръчния ток.
- Горелка и спусък: Пистолетът насочва жицата, а спусъкът стартира подаването на жицата и заваръчния изход.
- Кабел и втулка: Кабелът предава електрическа енергия, докато втулката насочва жицата от подавача към пистолета.
- Заземяващ кламер: Свързва работната част и затваря електрическата верига.
- Котка с жица и подавач: Котката съдържа електродната жица, а ролковите подавачи я избутват напред.
- Контактен наконечник: Насочва жицата в края на пистолета и предава ток към нея.
- Клеми за полярност: Позволяват ви да свържете машината според използваната жица.
- Накрайник или дифузор: Може да присъства при някои настройки, особено когато се използва защитен газ.
Избор на подходяща флюс-сърдъчна жица и контактна глава
Ако питате какво е флюс-сърдъчна жица , това е куха тръбчеста електрода, пълнена с флюс. Някои флюсова сърцевина за заваряване са само-защитени, т.е. образуват собствения си защитен газ. Други типове са защитени с газ и все още изискват външен газ. Покупателите също често срещат объркани търсени термини като флюс-сърдъчна жица , флюс-сърдъчна MIG жица , или заваръчна флюс-сърдъчна жица , но решението за покупка всъщност зависи от типа защита, диаметъра на жицата и съвместимостта с машината.
Контактният връх има по-голямо значение, отколкото много начинаещи осъзнават. Производителят обяснява, че връхът има две функции: насочва жицата и предава заваръчния ток. Същият източник отбелязва, че тръбестите жици обикновено се подават най-добре със стандартни или леко по-големи върхове, тъй като прекалено стегнат връх може да увеличи силата на подаване, огъването и обратното изгаряне. Прекалено рехав връх може да позволи на жицата да се отклонява и да направи дъгата по-нестабилна.
Съвместимостта с бобината също има значение. Използвайте бобина с формат, за който машината ви е проектирана да я носи и подава гладко. По-малките бобини обикновено придават на жицата по-голяма кривина в сравнение с големите опаковки, което може да повлияе на това колко лесно жицата минава през върха и подаващия канал.
Ролки за подаване, полярност и основни принципи на системата за подаване
Miller отбелязва, че самозащитените флюсова жица е по-мек от твърдата жица, поради което обикновено се препоръчват профилирани подаващи ролки. Те улавят жицата, без да я смачкват и деформират толкова лесно, колкото това могат да направят стандартните ролки. Същото ръководство посочва, че при самозащитената флюс-сървена заварка често се използва постояннотокова полярност с отрицателен електрод, като връзките за полярност обикновено се намират близо до подаващите ролки вътре в машината. Винаги обаче потвърждавайте полярността върху етикета на жицата или в таблицата на машината, особено при превключване между самозащитена и газозащитена заварка флюсова сърцевина за заваряване .
Когато шпулката, ролките, втулката, накрайникът и полярността са съвместими, машината започва да работи предсказуемо. Това е моментът, в който самата дъга става по-лесна за разбиране, защото всяко натискане на спусъка задейства една и съща последователност от събития.
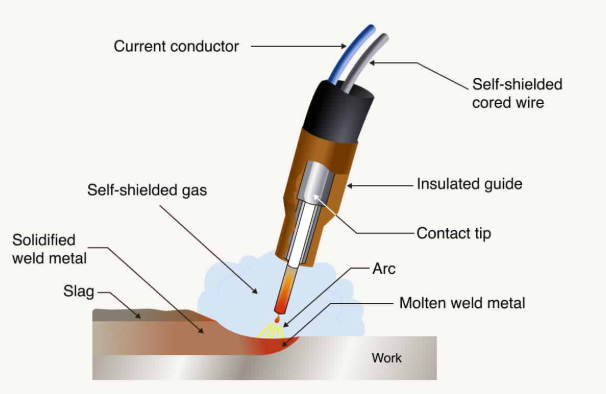
Как функционира флюс-сървената заварка
Дръпнете спусъка на правилно заредена машина за подаване на тел и процесът започва бързо. Телта се движи през горелката, токът я електризира и се образува дъга между телта и обработваната детайла. Тази дъга стопява едновременно тръбестата тел и основния метал, като създава заваръчната вана. В заваряване с флюсова сърцевина , флюсът, разположен вътре в телта, реагира при нагряване и помага да се предпази тази течна вана от въздушната среда. Това е основната причина заваряването с флюсова сърцевина често да се извършва без отделен балон с защитен газ.
Какво се случва, когато дъгата започне
Прост дефиниция на заваряване с флюсова сърцевина е заваряване с подавана тел, при което се използва тръбест електрод, пълен с флюс. Изразът заваряване с флюсова сърцевина се отнася до дъгата, която се образува, докато телта непрекъснато се консумира. Ръководство от Ирлбек разделя процеса на две основни версии, но основното действие остава едно и също в двете: подаване на тел, създаване на дъга, стопяване на метала, защита на наплавения басейн и след това охлаждане на шевовата нишка под шлаката.
Самозащитен срещу газозащитен флюсо-сърдъчен заваръчен процес
Най-голямата разлика е в източника на защитата. Самозащитеният FCAW-S използва флюс вътре в телта, за да генерира необходимата защита в зоната на заварката, поради което газолесен флюсо-сърдъчен процес е популярен при работа на открито и при ветровити условия. Газозащитеният FCAW-G, често наричан двойно защитен, също използва флюсо-сърдъчна тел, но добавя външен защитен газ за по-стабилна дъга, по-малко разпръскване и по-чисти на вид заварки в контролирани среди. И двата процеса все още принадлежат към едно и също семейство флюсо-сърдъчен (FCAW) защото и двата използват флюсо-сърдъчна тел и един и същи основен процес на заваряване с дъга и подаване на тел.
| Тип | Метод за защита | Пригодност за работа на открито | Необходимост от почистване | Типична проникновеност |
|---|---|---|---|---|
| Самозащитен FCAW-S | Флюсът в жицата създава защита | Изключителен избор за работа на открито | Повече разпръскване и необходимост от премахване на шлака | Добра проникващост |
| Газозащитен FCAW-G | Флюс в жицата плюс външен газ | По-малко подходящ при вятър | По-малко разпръскване, но шлаката все още изисква почистване | Добра проникващост с по-гладък контрол върху течната вана |
Защо се образува шлака и какво означава това
Шлаката не е просто остатъчен отпадък. Unimig я описва като неметален страничен продукт, който се образува, когато разтопеният флюс се издигне и затвърдее върху заварката. Този слой помага да се защити заваръчната нишка по време на охлаждането ѝ и може да подпомогне запазването на формата ѝ при затвърдяване. Компромисът е необходимостта от почистване. Ако шлаката не бъде премахната — особено между отделните проходи — тя може да се запечата в заварката и да предизвика дефекти.
Заварчикът е машината. FCAW е процесът, който тя извършва.
Тази верига от събития обяснява защо подробностите около настройката имат толкова голямо значение. Типът на жицата, полярността и размерът на контактния накрайник не влияят само върху подаването ѝ. Те променят начина, по който се държи дъгата, вида на течната вана и леснотата, с която може да се прецени първата заварена нишка.
Как да извършите първата заварка с флюсо-сърдечна жица
Компонентите имат значение само ако са подредени в правилния ред. За всеки новодошъл в областта на заварката с флюсо-сърдечна жица повтаряема рутинна процедура при първото използване спестява време, жица и разочарование. Ако сте дошли тук за заварка с флюсо-сърдечна жица за начинаещи , или дори сте търсили флюс-ядрено заваряване за начинаещи , запазете го просто: потвърдете, че машината може да работи с флюс-ядрена жица, заредете правилно жицата, използвайте диаграмата или ръководството за начална точка и изпробвайте върху отпадъчен материал, преди да пристъпите към истинската работа. Това е най-безопасният начин за подход заваряване с автоматична жица .
- Работете в сухо и добре проветрено помещение и държете запалими материали на разстояние.
- Носете заваръчна маска, защитни очила, ръкавици, дълги ръкави, панталони с пълна дължина без маншети и кожени ботуши.
- Държете огнетушител наблизо.
- Не заварявайте боядисани или цинковани метали.
- Почистете зоната на съединението и мястото, където ще се прикрепи заземяващият кламер.
Правилно зареждане на флюс-ядрената жица
Настройката на машината започва с пътя на жицата. Ръководство от Miller и Lowe's показва защо това има значение: жицата с флюсово ядро е по-мека от цялостната жица, затова правилният ролков механизъм за подаване и внимателно регулиране на напрежението осигуряват по-гладко подаване.
- С изключена машина потвърдете, че тя е съвместима с жица с флюсово ядро, и проверете ръководството за подходящия диаметър на жицата, контактния накрайник и всички части на дюзата.
- Инспектирайте кабела, втулката, контактния накрайник и жицата. Заменете износените разходни материали и не използвайте ръждясала жица.
- Монтирайте препоръчания ролков механизъм за подаване. За самозащитена жица с флюсово ядро обикновено се използва релефен ролков механизъм.
- Поставете бобината и прокарате жицата през подавача и втулката, след което я подайте през горелката.
- Монтирайте съответстващия контактен накрайник и отрежете жицата до препоръчаната дължина на изпъкналостта. В Lowe’s посочват типичната изпъкналост за жица с флюсово ядро като 3/4 инча до 1 инч.
- Задайте параметрите на машината според ръководството или според таблицата с настройки за заваряване с жица с флюсово ядро на вратичката на корпуса. Използвайте тези настройки като отправна точка, а не като окончателен отговор.
Проверка на полярността, заземяването и напрежението при подаване
Тук започват много първични заваръчни шевове. Полярност при заваряване с флюсова сърцевина трябва да съответства на използвания тел. За много самозащитени телове от нискоуглеродна стомана Miller препоръчва постояннотокова полярност с отрицателен електрод, но винаги проверявайте етикета на тела и ръководството за вашата машина преди заваряване.
Напрежението на подаването също изисква точен, безпогрешен подход. Твърде голямо напрежение може да сплеска тела. Твърде малко напрежение може да доведе до плъзгане и неравномерно подаване. Практичен метод от Hobart Brothers е да започнете с леко напрежение на ролките за подаване, да подадете тела в дланта на заваръчна ръкавица и след това да увеличите напрежението, докато спре плъзгането, а след това да добавите още около половин завой. Завършете, като закачите заземяващия клем за чист, оголен метал възможно най-близо до мястото на заваряването.
Изпълняване на пробно заваряване и анализ на шева
Ако искаш да знаеш как да се заварява с флюсова сърцевина без губене на материал направете кратък пробен шев върху отпадъчен материал, който колкото е възможно по-точно съответства на изпълняваната работа. И Miller, и Lowe's препоръчват да се използват настройките от таблицата като приблизителни ориентири и след това да се извърши фината настройка след пробните заварки. Обърнете внимание на устойчивостта на дъгата, наблюдавайте равномерното подаване на телта и търсете шев, който се движи равномерно, без явни признаци на пробиване, заклещване или излишна разпръснатост на пръските.
Правете само една корекция наведнъж. Малки промени в скоростта на подаване на телта, диапазона на топлината или разстоянието на горелката дават далеч по-голяма информация от произволно въртене на регулаторите. Тези първи съвети за заваряване с флюсова сърцевина са от значение, защото машината може да е настроена правилно на теория, но все пак да заварява лошо, ако контактът на стиската, натискът или полярността са неправилни. А когато дъгата вече започне да се държи стабилно, предизвикателството се премества от настройката към ръчния контрол, където именно техниката прави цялата видима разлика.

Техники за заваряване с флюсова сърцевина за по-добри шевове
Една машина може да бъде правилно заредена и въпреки това да произвежда неравномерни заваръчни шевове. При заваряване с флюс-сърдена жица ръчният контрол извършва голяма част от видимата работа. Малки промени в дължината на изложена част на жицата (stickout), ъгъла на движение и темпото могат да превърнат неуспешните тренировъчни заварки в качествени резултати. Най-ефективните техники за заваряване с флюс-сърдена жица не са драматични. Те са прости навици, които се повтарят по един и същ начин при всяка заваръчна проходка.
Основни техники за заваряване с флюс-сърдена жица, които имат най-голямо значение
Miller препоръчва техника на влачене при заваряване с флюс-сърдена жица, като нормалният ъгъл на движение при стандартни условия е около 5 до 15 градуса. Същото ръководство посочва типична дължина на изложената част на жицата (stickout) от около 3/4 инча за флюс-сърдената жица. Бернард добавя, че прекалено голямо разстояние между горелката и работната повърхност и бавна подаване на жицата могат да доведат до обратно изгаряне (burnback), докато проблемите с подаването могат също така да прекъснат дъгата преждевременно.
- Поддържайте постоянна дължина на изложената част на жицата (stickout), вместо да се приближавате и отдалечавате непостоянно от зоната на съединението.
- Влачете заваръчната локва, а не я бутайте. Правилото в цеха е лесно за запомняне: ако се образува шлака, то вие влачите.
- Използвайте умерен ъгъл на горелката. Милър отбелязва, че прекалено голям ъгъл може да увеличи разпръскването, да намали проникването и да предизвика нестабилност на дъгата.
- Поддържайте постоянна скорост на преместване, за да не избяга локвата пред дъгата и да задържи шлаката.
- Почиствайте тщателно между проходите с чук за отчупване, метална четка или шлифовъчна машина.
Тези основни принципи се прилагат независимо от това как ги наричате съвети за заваряване с флюс-сърд жица (FCAW) или просто заваряване с флюс-сърд жица . Гладкото и повтарящо се движение е по-важно от опитите за бързо заваряване.
Как да подобрите разпръскването, проникването и формата на заваръчния валик
Формата на заваръчния валик обикновено показва какво се е променило. Бернард отбелязва, че прекалено високо напрежение при дадена скорост на подаване на жицата може да причини „червеобразно следене“, докато ниският топлинен вход може да доведе до включвания на шлака. Милър също посочва, че леко странично движение и кратко задържане от двете страни могат да помогнат за запълване на по-широко съединение и да предотвратят подрязване при необходимост от плетено движение.
- Прекалено много разпръскване: Проверете за излишън ъгъл на горелката и потвърдете, че настройките ви съответстват на използваната жица и материал.
- Повърхностно проникване: Проверете входящата топлинна енергия, избягвайте изпреварване на течната вана и поддържайте дъгата върху задния ръб.
- Подрязване по ръбовете: Ако извършвате напречни движения, спрете леко за миг от всяка страна, за да може завареният метал да запълни ръбовете.
- Дъгата постоянно се прекъсва: Преди да обвинявате машината, проверете за явления като изгаряне назад (burnback), образуване на „птичи гнезда“ (birdnesting), проблеми със стъргача или недостатъчно натягане на подаващите ролки.
Този вид симптомно ориентирано четене превръща случайната практика в приложими техники за заваряване с флюсови жици .
Прости корекции, които водят до качествени заварки с флюсови жици
- Правете по една промяна наведнъж. Използвайте диаграмата на машината като отправна точка, след което настройвайте постепенно, а не въртете произволно регулировъчните дръжки.
- Ако жицата се изгори обратно в накрайника, първо проверете скоростта на подаване на жицата и разстоянието между горелката и работната повърхност.
- Ако подаването изглежда неравномерно, проверете втулката, контактния накрайник и натиска на подаващите ролки.
- При изпълнение на многопроходни заварки оставяйте място за следващия проход и премахнете целия шлак преди да продължите.
Добре заварки с флюсова сърцевина обикновено произлизат от повтарящи се навици: еднаква дължина на изпъкналата част на жицата, еднакъв ъгъл на влачене, еднакъв темп и еднакво почистване. Плавното обращение с жицата за заварка с флюсова сърцевина помага за по-предсказуема форма на заваръчния валик, по-малко предположения и повече добри заварки с флюсова сърцевина . Тази последователност също улеснява оценката на процеса за практически задачи, тъй като не всеки материал, местоположение или изискване към крайната повърхност отговарят на неговите предимства.
За какво се използва флюсовата заваръчна машина?
Подходящостта на работата е толкова важна, колкото и настройката. Ако се питате за какво се използва флюсовата заваръчна машина или за какво се използва флюсо-сърдечното заваряване , краткият отговор е следният: флюсо-сърдечното заваряване (FCAW) е особено подходящо, когато имате нужда от висока скорост на подаване на тел, добра проникваемост и процес, който продължава да работи и навън. AWS се посочва FCAW за структурна стомана, мостове, корабостроене, тръбопроводи и ремонт на тежка техника, докато Miller сочи самозащитеното флюсо-сърдечно заваряване като идеален външен процес, който е по-търпим към леко ръждясали или замърсени материали. Следователно добри ли са флюсо-сърдечните заваръчни шевове ? Да, когато работата отговаря на процеса.
Най-добрите приложения за флюсо-сърдечна заваръчна машина
За много потребители най-голямото предимство е заваряване с флюсово ядро без защитен газ самозащитната тел отстранява необходимостта от пренасяне на бутилка с газ, което прави преносимата ремонтна работа по-лесна. Процесът се ценява и поради високата скорост на наплавяне и дълбокото проникване в по-дебелите секции, а не само за бързо прихващане.
- Заваряване на открито: Флюсът вътре в телта осигурява защита, затова вятърът е по-малко проблем, отколкото при процесите с тел само с защитен газ.
- Ремонт и тежка фабрикация: AWS изброява структурна стомана, мостове, корабостроене, тръбопроводи и ремонт на тежка техника сред типичните приложения на FCAW.
- По-дебела нелегирана стомана: Процесът е добре подходящ за приложения, които изискват по-дълбоко проникване и по-бързо наплавяне на метал.
- Повърхности с недостатъчно добро качество: Miller отбелязва, че той е по-търпим към леко ръждясали, мръсни или замърсени материали в сравнение с традиционното MIG заваряване.
Когато флюс-сървърната технология не е най-доброто решение
Тя не е автоматично най-доброто решение за всеки проект. Милър отбелязва, че заварките с флюс-сървърна жица оставят шлака, която трябва да се отстранява ръчно, и често изглеждат по-малко естетично привлекателни в сравнение с MIG заварките, поради което много оператори предпочитат MIG заварката в затворени помещения, когато е важна лесната поддръжка и външният вид. При тънки метали проблемите възникват по-бързо, тъй като се увеличава рискът от пробиване и изисква се по-точна техника.
Същата закономерност се наблюдава и при неръждаемата стомана. Weldguru отбелязва, че самозащитената флюс-сървърна заварка на неръждаема стомана е възможна за малки конструктивни заварки, но не е най-естетично привлекателният вариант и е слабо подходяща за работи, при които е важен качественият крайно изпълнен вид. Търсенета като флюс-сървърна заварка на алуминий или може ли да се заварява алуминий с флюс-сървърна жица често произлизат от същото погрешно предположение, че един и същи тип жица е подходящ за всички метали. Източниците тук по-ясно сочат към обикновена стомана и някои приложения с неръждаема стомана като основната област на приложение на този процес.
Как да вземете решение въз основа на материала, местоположението и изискванията към крайния вид
- Дебелина на материал: По-тежкият стоманен материал обикновено е по-подходящ за FCAW, отколкото за тънки ламарини, където контролът на топлината е по-малко толерантен.
- Работна среда: Навън или на терен, самозащитеният флюс-сърдъчен процес има ясно предимство.
- Толерантност към почистване: Ако чупенето на шлаката и управлението на разпръснатите капки ви изглеждат като досадна задача, по-чистият вътрешен процес може да е по-подходящ.
- Изисквания за обработка: Ако крайната заваръчна вълна трябва да изглежда чиста с минимална следзаваръчна обработка, флюс-сърдъчният процес често не е първият избор.
- Вид метал: Съгласувайте жицата с материала. За неръждаема стомана е необходима подходяща флюс-сърдъчна жица за неръждаема стомана, а не предположение за мека стомана.
Тази рамка прави отговора практически, а не абстрактен. Флюс-сърдъчният заваръчен апарат е отличен избор за външни стоманени работи, ремонт и по-тежки фабрикации. Той е по-малко подходящ за тънки проекти, при които външният вид е от решаващо значение. Разгледано по този начин, истинският въпрос не е дали флюс-сърдъчният процес е добър или лош, а кой процес ви осигурява най-малко компромиси за конкретния материал, с който работите.
Флюс-сърдъчен процес срещу MIG, Stick и TIG
Изборът на заваръчен процес става по-лесен, когато престанете да се питате кой е най-добър в общия случай и започнете да се питате какво всъщност изисква работата. Повечето флюс-кор vs MIG решения се свеждат до четири неща: къде ще заварявате, колко чист трябва да изглежда заваръчният шев, колко дебела е стоманата и колко оборудване за настройка искате да носите със себе си. Обща сравнителна таблица от ESAB и практически полеви наръчник от Arccaptain съвпадат по основните аспекти: MIG и флюс-кор са два бързи метода с подаване на тел, ръчното заваряване с електрод е издръжливо за работа на открито, а TIG предлага най-голям контрол и най-добър външен вид, но изисква най-много умения и време.
Флюс-кор срещу MIG за ежедневни покупки
За много начинаещи заваряване с MIG или флюс-кор изглежда като избор между две версии на една и съща машина. Това впечатление е отчасти вярно и отчасти вводящо в заблуждение. И двата метода използват подаване на тел, а много машини за MIG заваряване могат да работят и с флюс-кор тел. Но mIG заваряване срещу FCAW не е просто смяна на жица. При MIG се използва външен защитен газ, който помага за получаване на по-чисти заварки с по-малко шлака и по-малко постзаваръчна почистване. При заварката с флюс-сърдена дъга се използва тръбеста жица с вграден флюс. В режима със собствена защита често се пропуска бутилката с газ и процесът по-добре понася вятъра.
Затова изразът флюс-сърдена MIG се среща толкова често в търсенето. Обикновено хората имат предвид подавач за жица от тип MIG, настроен за FCAW. По същия начин заваряване с MIG и флюс-сърдена жица е разпространен термин в практиката, но технически погледнато това все още е флюс-сърдено заваряване, а не стандартно газозащитено MIG. Търсенето на заваряване с MIG без газ обикновено сочи към същата самозащитена конфигурация.
| Процес | Метод за защита | Експлоатационни характеристики на открито | Очистване | Портативност | Обучаемост | Контрол при тънки метали | Скорост | Типично използване |
|---|---|---|---|---|---|---|---|---|
| Флюс-сърдено, самозащитено FCAW | Флукс в жицата, няма отделна бутилка с газ | Много добър при вятър | Повече дим, разпръскване и шлака | Високо | Начинаещ до напреднал | Умерен за тънки метали, по-силен за средни до дебели стомани | Бързо | Ремонт на открито, по-тежки стомани, работа на терена |
| MIG, GMAW | Изисква външен защитен газ | Лош при ветровити условия | По-чисти заварки, по-малко шлака | Умерена | Приятелски към начинаещите | По-добър контрол върху по-тънки материали | Бързо | Вътрешно производство, работа в гараж, по-чисти завършени заварки |
| Ръчна дъгова заварка, SMAW | Електродът с флюсово покритие създава защита | Много добър за употреба на открито | Повече шлака и по-голяма необходимост от почистване | Високо | Подходящ за начинаещи до средно напреднали | По-малко подходящ за тънки листове | Умерена | Ремонтни работи, нечиста или ръждясала стомана, фермерски и строителни работи |
| TIG, GTAW | Изисква се външен инертен газ | Чувствителен към вятъра | Много чисто | Средно до висока | Най-труден за усвояване | Най-добра контролируемост при тънки метали | Бавно | Работа с висока прецизност, неръждаема стомана, алуминий, заварки, при които външният вид е от решаващо значение |
Как се сравнява флюс-жичната заварка с ръчната дъгова и TIG заварката
Тръбите ръчна дъгова заварка (SMAW) срещу флюс-жична заварка (FCAW) сравнението е особено полезно за стоманени работи на открито. И двете методики понасят по-добре суровите условия на работа в сравнение с MIG или TIG заварката. Разликата е в начина на подаване на присадния материал. При ръчната дъгова заварка се използват къси разтапящи се електроди и процесът спира всеки път, когато електродът свърши. При флюс-жичната заварка подаването е непрекъснато, поради което тя обикновено е по-бърза и поддържа течната вана в движение с по-малко прекъсвания. Ръчната дъгова заварка остава силно предпочитан вариант, когато повърхностите са нечисти или когато най-важно е простотата.
TIG заварката заема противоположния край на спектъра. ESAB описва TIG като по-бавна и по-трудна за овладяване, но тя осигурява най-естетично изглеждащи заварки и най-точен контрол. Ако външният вид, чистотата или фината обработка на тънки метали имат по-голямо значение от скоростта, TIG обикновено е по-доброто решение. Ако работата е ремонт на стоманени конструкции на открито или заварка на по-дебели материали, флюс-жичната заварка е далеч по-практична.
Изберете флюс-сърдъчен метод за преносима стоманена работа на открито, MIG за по-чиста вътрешна фабрикация, ръчно електродно заваряване за грубо поправително заваряване и TIG за висока прецизност и финиш.
Самозащитено срещу газозащитено FCAW – сравнение от първо гледане
В рамките на семейството FCAW следващият избор е начинът на защита. Ирлбек отбелязва, че самозащитеното FCAW е проектирано за работа на терен и при вятър, докато двойнозащитеното FCAW комбинира флюс-сърдена жица с външен защитен газ, за да осигури по-чисти заваръчни шевове, по-добра контролираност на заваръчната локва и по-малко разпръскване при вътрешна фабрикация.
| Тип FCAW | Подход към защитата | Най-подходящо място | Подготовка след заваряване и външен вид | Най-добро съответствие |
|---|---|---|---|---|
| Самозащитен FCAW-S | Само флюс-генерирана защита | Навън, на терен, ветровити зони | Повече шлака и разпръскване, по-груб външен вид | Преносима поправка и структурна стоманена работа |
| Газозащитен FCAW-G | Флюс-сърдена жица плюс външен газ | В закрито помещение или контролирани цехови условия | По-чиста заваръчна вълна, по-малко разпръскване, по-добра контролираност на течната вана | Производствени цехове и по-тежки производствени работи |
Това сравнение бързо стеснява избора, но само по себе си не предотвратява проблемите. Двама заварчици могат да изберат правилния процес и все пак да получат много различни резултати, ако полярността, подаването на жицата, скоростта на преминаване или разходните материали са неправилни. Тези симптоми сами по себе си разказват своята история, веднага щом дъгата започне да се държи неправилно.

Отстраняване на неизправности при флюс-сърден заваръчен процес и мащабиране
Повечето оборудване за заваряване с флюс-сърдена дъга ви дава предупредителни знаци, преди заварката напълно да се разпадне. Заваръчната вълна става неравномерна, жицата трепери, шлаката започва да се крие в съединението или тънкият стоманен лист изгаря по-бързо, отколкото се очаква. Това е полезно, защото преносимото флюс-заваръчно устройство или малко машини за заваряване с флюсова сърцевина обикновено не се повреждат случайно. Практическите насоки от Bernard и Hobart Brothers сочат към едни и същи основни причини: параметри извън препоръчания диапазон, лошо подаване на телта, недостатъчно почистване между проходите или техника, която се променя по време на заваряването.
Чести проблеми при заваряване с флюсова сърцевина и техните решения
| Симптом | Вероятна причина | Първо решение |
|---|---|---|
| Излишна разпръснатост (искри) | Настройки или техника извън препоръчания от производителя на телта диапазон | Върнете се към препоръчените параметри и стабилизирайте техниката си на влачене |
| Червеобразно следене | Твърде високо напрежение за дадената скорост на подаване на телта и ампеража | Намалете напрежението с по 0,5 волта, докато проблемът изчезне |
| Лошо проникване | Недостатъчен топлинен вход, бързо придвижване или лош достъп до съединението | Увеличете топлинния вход в рамките на препоръчания от производителя диапазон и подобрете подготовката на съединението |
| Шлакови включвания | Неправилно разположение на шева, неправилен ъгъл на придвижване, нисък топлинен вход или недостатъчно почистване между проходите | Почиствайте между проходите, коригирайте ъгъла на дръпване и осигурете място за допълнителни проходи |
| Пробиване при тънки материали | Излишен топлинен вход | По-нисък напрежениен диапазон, намалете скоростта на подаване на жицата и увеличете скоростта на придвижване |
| Нестабилно подаване на жицата | Навиване на жицата в гнездо, неподходящи ролки за подаване, прекомерно напрежение или запушена или неподходяща подложка | Премахнете жицата, нулирайте напрежението, използвайте рифелирани V-образни ролки и проверете подложката |
| Грешка в полярността след смяна на жицата | Настройката на машината вече не съответства на използваната жица | Спрете и потвърдете етикета на жицата и ръководството за машина, преди да променяте други настройки |
Признаци, че проблемът е свързан с техниката на настройка или с консумативите
Шаблоните имат значение при флюсово заваряване . Ако проблемът започне веднага след зареждане на нова бобина, смяна на накрайника или повторно пъхане на горелката, първо проверете консумативите и частите за подаване. Bernard и Hobart свързват навиването на жицата в гнездо с неподходящи ролки за подаване, прекомерно напрежение на ролките за подаване, запушване на подложката, лошо подрязване на подложката или неподходящ размер на подложката. Прегряването обикновено сочи бавно подаване на жицата или държане на горелката твърде близо до работната повърхност. И двата източника препоръчват разстоянието между контактния накрайник и работната повърхност да е около 1 1/4 инча или по-малко.
- Ако жицата се заплете в подавача, преди да обвинявате машината, подозирайте системата за подаване.
- Ако дефектите се появят между проходите, вероятно има проблем с почистването на шлаката и разположението на заваръчния валик.
- Ако формата на заваръчния валик се променя по дължината на един проход, вероятно се променя ъгълът или скоростта на преместване.
- Ако забележите грапав валик заедно с видими пори, почистете отново основния метал и премахнете ръжда, масло, боя, влага и мръсотия.
Кога да преминете от заваръчни работи в цеха към поддръжка на производството
Ръчен апарат все още е напълно оправдан за ремонтни работи, стоманени работи на открито, прототипиране и малкосерийно производство. По-големите цехови флюс-корд заваръчни машини също добре се прилагат за поддръжка и конструктивни работи. Уравнението се променя, когато всяка детайла трябва да съвпада с предишната, всяка заварка изисква проследимост, а производителността има същото значение като качеството на заваръчния валик. JR Automation описва автомобилното свързване като среда, която изисква повтаряемост, където автоматизираните системи осигуряват качество, подкрепено с данни, в мащаб.
Това е мястото, където fcaw заваръчен процес престава да бъде просто умение на работника в цеха и става решение за производствената система. За повтарящи се части на шасито или други високотонажни сглобки производителите често излизат извън ръчното или полуавтоматично заваряване с флюсово ядро и оценяват специализиран партньор с роботизирани линии и официална система за контрол на качеството. Един пример е Shaoyi Metal Technology , която поддържа персонализирано заваряване на стомана, алуминий и други метали чрез роботизирани заваръчни линии и сертифицирана по IATF 16949 система за качество. За основен ремонт обикновено е достатъчно заваръчно оборудване с флюсово ядро. За повтарящо се производство по-умното решение обикновено е това, което намалява вариациите още преди те да започнат.
Използвайте заваръчно устройство с флюсово ядро за ремонт и изработка. Използвайте автоматизация или специализиран партньор, когато повтаряемостта става истинската задача.
Често задавани въпроси относно заваръчни апарати с флюсово ядро
1. Заваръчният апарат с флюсово ядро е ли същото нещо като FCAW?
Не. Сваръчният апарат с флюксова сърцевина е машината или системата за подаване на тел, докато FCAW (сваряване с дъга и флюксова сърцевина) е самият сваръчен процес. Разликата има значение, тъй като една машина може да бъде проектирана предимно за работа с флюксова сърцевина, докато друга може да е MIG-апарат или мултипроцесен апарат, който може да извършва FCAW само след инсталирането на подходящата тел, правилната полярност и компонентите за подаване.
2. Винаги ли флюксовите сваръчни апарати работят без газ?
Не винаги. Много малки и преносими агрегати се използват със самозащитена тел, която създава собствена защита и не изисква бутилка с газ. Но някои флюксови телове са газозащитени, така че необходимостта от газ зависи от типа тел, която зареждате, а не само от името на сваръчния апарат.
3. Може ли MIG-сваръчен апарат да работи с флюксова тел?
Често да, ако машината е съвместима с флюс-сърдена жица и може да бъде правилно конфигурирана. Това обикновено означава проверка на полярността, ролките за подаване, размера на контактния връх и пътя на жицата преди заваряването. Когато машина от типа MIG използва флюс-сърдена жица, тя извършва заваряване по метода FCAW, а не стандартно газозащитено MIG заваряване.
4. За какво се използва най-често флюс-сърден заваръчен апарат и дали е подходящ за начинаещи?
Флюс-сърдените заваръчни апарати са особено полезни за външни ремонтни и поддръжни работи, както и за заваряване на по-дебели стоманени детайли, където вятърът затруднява управлението при газозащитното заваряване. Много начинаещи ги предпочитат, защото жицата се подава непрекъснато, а настройката може да бъде проста при използване на самозащитна жица. Компромисът е, че новите потребители все още трябва да управляват шлаката, разпръсването и да поддържат стабилен контрол върху ръката си, за да постигнат чисти резултати.
5. Кога е достатъчен флюс-сърден заваръчен апарат и кога производителят трябва да използва автоматизирана заваръчна поддръжка?
Ръчен или магазинен заваръч с флюсово ядро обикновено е достатъчен за ремонтни работи, прототипи и малкосерийно производство. Когато една компания има нужда от повтарящи се части, по-висока степен на еднородност и проследимо качество при по-големи серии, автоматизираната заварка става по-подходящ избор. За автомобилни компоненти на шасито производителите могат да се обърнат към специализирани партньори като Shaoyi Metal Technology, която предлага роботизирани заваръчни линии и сертифицирана според IATF 16949 система за качество за прецизно производство.