 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Секретите на специализирана компания за заваряване на листови метали: от суровата стомана до готовите детайли

Какво е специализирана компания за заваряване на листов метал
Представете си, че ви е необходим персонализиран крепежен елемент, сложна корпусна конструкция или структурна част, която просто не съществува като готов продукт. Към кого ще се обърнете? Точно тук една специализирана компания за заваряване на листов метал става изключително ценна. Тези специализирани производители превръщат суровия метален материал в точно инженерни компоненти, адаптирани според вашите точни изисквания — по този начин те затварят пропастта между проектните концепции и функционалната реалност.
Определяне на специализираните услуги за заваряване на листов метал
Специализираната компания за заваряване на листов метал се фокусира върху създаването на персонализирани метални части и сборки чрез експертни техники за заваряване на листов метал комбинирани с процеси за рязане, формоване и довършване. За разлика от масовите производствени предприятия, които произвеждат стандартизирани изделия, тези специалисти работят въз основа на CAD файлове, инженерни чертежи или описания от клиентите, за да произвеждат уникални компоненти като рамки, фурнитура, корпуси и структурни сглобки.
Какво отличава специализираните производители? Ще забележите няколко ключови различия:
- Персонализирани възможности: Всеки проект получава индивидуално внимание – от интерпретацията на проекта до окончателната инспекция
- Експертност в материалите: Дълбоко разбиране на поведението на различни сплави по време на заваръчни операции с листов метал, включително изчисления на еластичното връщане (spring-back) и вземане под внимание на посоката на зърната
- Прецизни допуски: Докато при обща фабрикация допуските са в диапазона ±1/16″ до ±1/8″, специализираните цехове често постигат допуски до ±0,005″ до ±0,010″
- Сертификати за качество: Документирани системи за качество, подкрепящи аерокосмическата, медицинската, автомобилната и други регулирани отрасли
Тези компании също изпълняват специализирани техники, като например заваряване на листов метал с флюсово ядро за конкретни приложения, които изискват по-дълбоко проникване или работа на открито, където използването на защитен газ не е практично.
Защо прецизното изработване има толкова голямо значение в производството
И така, защо прецизността е толкова важна? Помислете за следното: компонентите, които не са добре подбрани, изискват скъпи модификации на място, което увеличава разходите за труд и удължава сроковете на проектите. Отклоненията в размерите могат да доведат до откази на продуктите, искания за гаранция и увреждане на репутацията. За отрасли, които изискват точни допуски, недостатъчното качество на листовия метал и заваръчните възможности означават скъпи забавяния или дори пълно отхвърляне на поръчката.
Услугите за качествено заваряване на листов метал осигуряват стойност чрез:
- Намаляване на общите разходи по проекта: Елиминиране на необходимостта от поправки и модификации на място
- Подобряване на ефективността при сглобяването: Прецизните компоненти се сглобяват правилно от първия път
- Подобрена работна производителност: Размерната точност пряко влияе върху експлоатационната надеждност
- Съответствие на регулации: Пълна проследимост, статистичен контрол на процеса и документация за първоначална инспекция
Инвестицията в специализирано изработване дава резултати чрез намаляване на времето за сглобяване, елиминиране на повторна обработка и подобряване на работните характеристики на продукта. Независимо дали разработвате медицински устройства, където човешкият живот зависи от точността на размерите, или произвеждате корпуси за електроника, изискващи прециозно екраниране срещу електромагнитни смущения (EMI), сътрудничеството с опитни услуги за заваряване на листов метал гарантира, че вашите компоненти отговарят на строгите изисквания, предявявани от вашите приложения.
Видове методи за заваряване при изработване на листов метал
Някога ли сте се чудили защо някои компоненти от листов метал имат почти невидими шевове, докато други показват ясно изразени заваръчни валици? Отговорът се крие в избора на подходящия метод за заваряване за всяка конкретна употреба. Познаването на видовете заваряване при изработване на листов метал ви помага да комуникирате ефективно с изработчиците и гарантира, че вашите проекти ще бъдат изпълнени с оптималния метод за свързване според изискванията за здравина, външен вид и икономическа ефективност.
MIG заваряване за повишена производствена ефективност
Когато скоростта на производството има значение, MIG заваряването на листов метал става предпочитаният избор за специализирани фабриканти . Заваряване с метал в инертна среда (MIG) — също известно като заваряване с метална дъга в газова среда (GMAW) — използва непрекъснато подаван електроден проводник, който се топи в заваръчната вана, докато инертният защитен газ предпазва от атмосферно замърсяване.
Какво прави заваряването на листов метал с MIG заваръчна машина толкова популярно? Разгледайте тези предимства:
- Бързи заваръчни времена: Непрекъснатото подаване на проводника позволява на заварчиците да завършват връзките бързо, без да спират за смяна на електродите
- Разнообразна съвместимост с материали: Отлично работи с въглеродна стомана, неръждаема стомана и алуминий
- По-лесна техника: Операторите могат да постигнат качествени резултати с по-малко обучение в сравнение с други методи
- Чиста работа: Минималното количество шлака и разпръскване означава намалена постзаваръчна почистване
MIG заваряването се отличава в производството на автомобилни кузови, изработката на промишлено оборудване и структурните сглобки, където обемът на производството оправдава по-бързите скорости на заваряване. За по-дебели материали, които изискват дълбоко проникване, изработчиците понякога прибягват до техники за заваряване на листов метал с флюс, като например заваряване с флюсово ядро (FCAW), което често може да се извършва навън без външен защитен газ, което го прави изключително универсално за различни среди.
TIG заваряване за прецизни приложения
Когато проектът ви изисква изключително високо качество на заварката и визуална привлекателност, TIG заваряването на листов метал осигурява непревзойдени резултати. Заваряването с волфрамов електрод в инертна атмосфера (TIG) — технически известно като газово заваряване с волфрамов електрод (GTAW) — използва неразтварящ се волфрамов електрод за създаване на дъга, докато заварчикът ръчно подава допълнителния материал по необходимост.
Защо изработчиците препоръчват TIG за критични компоненти? Този процес предлага:
- Надвисока прецизност и контрол: Сваръците могат точно да управляват топлинния вход, предотвратявайки пробиване на тънки материали
- Изключителна естетика на заварката: Произвежда чисти, визуално привлекателни заваръчни валици, които често не изискват допълнителна обработка
- Гъвкавост на материали: Работи с широк спектър от метали, включително неръждаема стомана, алуминий, титан и екзотични сплави
- Без разпръскване: Създава безупречни работни зони и компоненти
TIG заварката е популярна за оборудване за хранителна промишленост, където чистотата е от критично значение, за горивни тръби и резервоари, изпускателни системи и аерокосмически компоненти. Въпреки че ръчната дъгова заварка (stick welding) на ламарина остава възможност за ремонт на място и външни приложения, точността на TIG я прави предпочитания избор за контролирани цехови среди, където качеството има приоритет пред скоростта.
Точкова заварка за монтажни операции
Точковата заварка на листов метал предлага напълно различен подход — използва електрическо съпротивление, а не дъга, за да се свържат материали. Два електрода прилагат налягане и електричен ток върху надвиращи се метални листове, генерирайки достатъчно топлина в контактната точка, за да се стопят и споят заедно.
Този метод осигурява няколко ясни предимства:
- Изключителна скорост: Всяка заварка се извършва за части от секундата
- Не са необходими допълнителни материали: Намалява разходите за консумативи и отстранява проблемите, свързани с избора на допълнителни материали
- Лесна автоматизация: Интегрира се безпроблемно в роботизирани производствени линии
- Минимална следзаваръчна обработка: Заварките практически не изискват почистване или довършване
- По-безопасна експлоатация: Няма нужда от открит пламък или защитни газове
Точковото заваряване доминира при сглобяването на кузовите на автомобили, производството на битова техника и всички приложения, изискващи бързо свързване на тънки надвиращи се листове. То е причината съвременните автомобилни кузови да могат да се сглобяват с хиляди последователни и надеждни връзки.
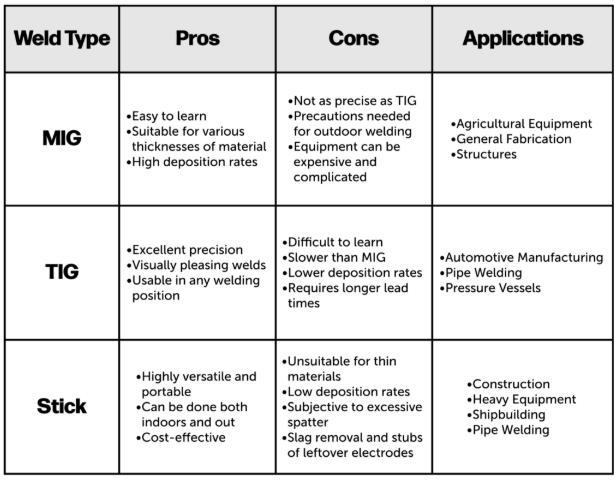
Сравнение на методите за заваряване за вашия проект
Изборът на подходящ метод за заваряване зависи от вашите специфични изисквания. Лазерният заваръч за листов метал осигурява изключителна прецизност при микрокомпоненти и материали, чувствителни към топлина, докато традиционните методи обслужват по-широк кръг приложения. Ето как се сравняват основните методи:
| Метод | Най-добри приложения | Диапазон на дебелина на материала | Скорост |
|---|---|---|---|
| Сварка на MIG | Автомобилни кузови, промишлено оборудване, структурни сглобки, производствена фабрикация | от № 24 до 1/2" (0,6 мм до 12,7 мм) | Бързо — идеално за производство в големи обеми |
| Сварка с TIG | Компоненти за авиационно-космическа техника, оборудване за преработка на храни, горивни системи, прецизни корпуси | от № 26 до 1/4" (0,5 мм до 6,4 мм) | Бавно — предимството се дава на качеството пред скоростта |
| Точково сварване | Автомобилна сглобка, битова техника, корпуси, прекривани шевове от листови материали | 28 калибър до 1/8" (0,4 мм до 3,2 мм) | Много бързо — секунди на заварка |
| Лазерно заваряване | Медицински устройства, електроника, прецизни инструменти, термочувствителни материали | 30 калибър до 1/8" (0,3 мм до 3,2 мм) | Много бързо с минимална деформация |
| Сърдечна жица (FCAW) | Тежко оборудване, строителство на открито, дебели конструктивни компоненти | 18 калибър до 1" (1,2 мм до 25,4 мм) | Бързо с дълбоко проникване |
Според експерти в областта на заварката лазерното заваряване работи приблизително три до пет пъти по-бързо от традиционните методи на дъгово заваряване върху тънки материали, като при това създава почти незабележими шевове с минимални зони, засегнати от топлината. Това го прави идеален за приложения, изискващи както скорост, така и прецизност.
Основният извод? Изберете метода на заваряване според приоритетите на вашия проект. Нуждаете ли се от бързо производство на стоманени сборки? MIG е подходящият избор. Изисквате безупречна естетика при заваряване на хранително оборудване от неръждаема стомана? TIG е решението. Сглобявате хиляди идентични корпуси? Точковото заваряване предлага несравнима ефективност. Разбирането на тези различия ви помага да изберете партньор за изработка, който разполага с необходимите ви способности за конкретните приложения.
Материали, обработвани от специалисти по заваряване на листови метали
Какъв материал трябва да изберете за следващия си проект по изработка? Отговорът зависи от изискванията на вашето приложение относно якост, тегло, корозионна устойчивост и бюджет. Опитна специализирана компания за заваряване на листов метал работи с разнообразни материали — всеки от които притежава уникални свойства, които го правят подходящ за конкретни приложения. Разбирането на тези възможности ви помага да вземате обосновани решения и да комуникирате ефективно с вашия партньор по изработка.
Стоманени класове и техните индустриални приложения
Стоманата остава работната коня на изработката на листов метал , предлагайки отлични съотношения между якост и разходи в множество приложения. Всъщност не всички стомани са еднакви. Специализираните изработчици работят с няколко различни категории:
- Свалена на горещо стомана: Формиран при високи температури, този материал предлага гъвкавост и обработваемост при по-ниска цена. Той е идеален за структурни компоненти, рамки и приложения, при които повърхностната отделка не е критична
- Валцован стоманен лист на студено: Обработва се при стайна температура за по-здрави и по-точни по размери продукти — идеални за строителството на търговски сгради и системи за съхранение
- Галванзирана стомана: Обикновени стоманени листове, покрити с цинк за устойчивост към корозия, често използвани в строителството, автомобилната промишленост, телекомуникациите, както и във ветроенергийната и слънчевата енергетика
При заваряването на оцинковани стоманени листове производителите се сблъскват с уникални предизвикателства. Може ли да се заварява успешно оцинкован стоманен лист? Абсолютно — но това изисква специализирани познания. Цинковото покритие може да намали проникването на заваръчната вана и да причини пори в готовия заваръчен шев. Опитните заварчици обикновено премахват цинковото покритие от непосредствената зона на заваряване, а след завършване на заварката извършват повторно оцинковане, за да възстановят корозионната защита.
Заваряването с метода MIG на оцинковани стоманени листове също поражда здравни рискове. Според експертите по безопасност в металообработката цинкът изпарява по време на заваряване, образувайки изпарения на цинков оксид, които могат да предизвикат „треска от метални изпарения“ — симптоми, наподобяващи грип, включително тошнота, главоболие и треска. Освен това малки количества олово в галванизираните покрития могат да изпаряват, потенциално причинявайки здравословни проблеми в дългосрочен план. Правилната вентилация, респираторите и подготовката по безопасност са задължителни при операциите по заваряване на галванизирани листови метали.
Приложения за алуминий и други леки метали
Когато теглото има значение, алуминият осигурява изключителна производителност. Той тежи приблизително една трета от теглото на стоманата и е станал незаменим в множество индустрии. Листовите метали за заваръчни проекти често включват алуминий, когато приложенията изискват:
- Намаляване на теглото на компонентите: Ключово за аерокосмическата, автомобилната и транспортната индустрия, където всеки фунт влияе върху ефективността на горивото
- Естествена корозионна устойчивост: Алуминият образува защитен оксиден слой, който предпазва от околната деградация
- Отлична топлопроводимост и електропроводимост: Прави го идеален за топлообменници, корпуси за електроника и електрически компоненти
- Възможност за рециклиране: Алуминият може да се рециклира многократно, без да губи своите свойства, което подпомага целите за устойчивост
Според отрасловите материали, предписани за използване, границата на здравината при опън на алуминия варира от 40 до повече от 690 MPa в зависимост от състава на сплавта, като добавянето на легиращи елементи значително увеличава характеристиките на здравината. Производителите на храни и напитки разчитат на алуминия за опаковки, докато производителите на превозни средства го използват широко за каросерийни панели, за да намалят общата маса.
Сварката на алуминий изисква различни техники в сравнение със стоманата. Тъй като професионалните сварчици отбелязват , алуминият има по-ниска температура на топене и провежда топлината бързо, което изисква прецизен контрол по време на сваръчните операции. Сварката по метода TIG обикновено дава най-добрите резултати при алуминий, макар сварката по метода MIG да работи добре за по-дебелите секции и в производствени среди.
Неръжавеща стомана за корозионна устойчивост
Когато вашето приложение изисква както здравина, така и превъзходна корозионна устойчивост, неръждаемата стомана става материала по избор. Съдържащият се в нея хром образува самовъзстановяващ се оксиден слой, който я предпазва от ръжда и химично въздействие. Специализираните производители често работят със следните типове неръждаема стомана:
- Аустенитни (серия 300): Най-често срещаният тип, който предлага отлична корозионна устойчивост и формоваемост — идеален за оборудване за преработка на храни, медицински устройства и архитектурни приложения
- Феритни (серия 400): Магнитен с добра корозионна устойчивост и по-ниска цена — подходящ за автомобилни декоративни елементи и битова техника
- Мартенситна: Топлообработваем за постигане на висока твърдост — използва се за режещи инструменти и хирургически инструменти
Неръждаемата стомана се отличава в среди, където е от значение хигиената. Търговските кухни, фармацевтичните предприятия и заводите за преработка на храни разчитат на нейната непореста повърхност, която устойчива на растежа на бактерии и се почиства лесно. Материалът освен това предлага естетическа привлекателност с ярката си, модерна отделка — което го прави популярен за видими архитектурни елементи и битова техника.
Въпреки че неръждаемата стомана обикновено струва повече от въглеродната стомана или алуминия, нейната издръжливост често осигурява дългосрочна икономия благодарение на намаленото поддържане и удължения срок на експлоатация.
Мед и специални метали
Освен основните материали, специализираните производители работят и с мед, както и с други метали за конкретни приложения:
- Мед: Предлага изключителна електрическа и топлинна проводимост, което я прави незаменима за електрически кабели, електроника, компоненти за водопроводни инсталации и декоративни приложения. Медните листове не съдържат достатъчно желязо, за да ръждясват, и стават по-здрави при сплавяне с други елементи.
- Месинг и бронз: Медни сплави, които осигуряват уникални естетични качества и устойчивост към корозия за морски арматури, декоративни фурнитури и музикални инструменти
- Титан: Изключително високо съотношение якост/тегло с отлична устойчивост към корозия за аерокосмическа техника, медицински импланти и високопроизводителни приложения
Всяко материала изисква специфични параметри за заваряване, допълнителни материали и процедури за работа. Сътрудничеството с опитен партньор по изработка гарантира, че изборът на материала отговаря както на изискванията за производителност, така и на възможностите за производство — което залага основата за успешни резултати от проекта във всяка област на приложение.

Отрасли, обслужвани от специализирани производители на листови метални изделия
Кой всъщност има нужда от възможностите на специализирана компания за заваряване на листов метал? Отговорът може да ви изненада. От автомобила, с който пътувате, до сградата, в която работите, производството и заваряването на листов метал засягат почти всеки аспект от съвременния живот. Разбирането на това, кои индустрии разчитат на тези услуги, ви помага да осъзнаете експертните знания и специализираното оборудване, от които партньорът ви по производство има нужда, за да осигури качествени резултати за вашето конкретно приложение.
Компоненти за автомобилна и транспортна индустрия
Автомобилната индустрия представлява една от най-големите потребители на услуги по заваряване и производство на листов метал. Според индустриални експерти , съвременното производство на листов метал за автомобилна индустрия е еволюирало далеч над простото штамповане и заваряване и сега е прецизно ориентирана дисциплина, включваща иновации в областта на науката за материали и овладяване на цифрово моделиране.
Какви компоненти изисква тази индустрия? Списъкът е обширен:
- Компоненти на шасито: Рамови релси, напречни греди и субрамни агрегати, които образуват структурния скелет на превозното средство
- Компоненти на окачването: Ръчни лостове за управление, скоби и монтажни плочи, изискващи прецизни допуски за правилно подравняване
- Структурни сглобки: A-колони, B-колони, прагове и подови панели, които осигуряват защита при сблъсък
- Панели на каросерията: Капаци, фендери, врати, странични панели и покриви, които определят естетиката на превозното средство
- Батерийни корпуси: Ключови компоненти за електрически превозни средства, които изпълняват функциите на носещи шасийни елементи, центрове за термичен мениджмънт и конструкции за безопасност
Намирането на най-добрия заваръч за ламаринени кузовни части изисква разбиране, че автомобилните приложения изискват както здравина, така и прецизност. Много производители използват хибридни методи за свързване — комбинирайки точкова заварка, лазерна заварка, самопробивни заковки и структурни адхезиви, за да се справят с конструкции от смесени материали. При избора на най-добрия заваръч за проекти с ламаринени кузовни части за автомобили обърнете внимание на възможностите както за традиционна съпротивителна заварка, така и за напреднали техники като дистанционна лазерна заварка, която постига скорости, приблизително пет пъти по-високи от тези на конвенционалната точкова заварка.
Производство на промишлено оборудване
Тежката техника, машините и индустриалните системи силно разчитат на заваръчни и листометални умения. Тези приложения често изискват здрава конструктивна цялост в комбинация с висока размерна точност.
Производителите на индустриално оборудване разчитат на специализирани фабриканти за:
- Корпуси и предпазни огради за машини: Предпазни корпуси, които защитават операторите от движещи се части, като едновременно осигуряват достъп за поддръжка
- Контролни шкафове и електрически корпуси: Прецисни корпуси, осигуряващи екраниране от електромагнитни смущения (EMI) и защита от външни фактори за чувствителната електроника
- Транспортни системи: Транспортни тръби, бункери и конструктивни рамки за операции по транспортиране на материали
- Селскостопанска техника: Компоненти за селскостопански машини, части от каросерията на трактори и системи за съхранение
- Компоненти за Вентилация, Отопление и Климатизация (ВОК): Въздуховоди, колектори и агрегати за обработка на въздуха за климатичен контрол в търговски и индустриални сгради
- Корпуси за медицинско оборудване: Шасита и корпуси за сложни диагностични машини, хирургически инструменти и болнична инфраструктура
Според източници от производствената индустрия много медицински устройства — от сложни машини до хирургически инструменти — се произвеждат от листов метал. Металните хирургически инструменти могат да бъдат изработени с висока прецизност по размери и поръчани в необходими количества, което гарантира, че болниците никога няма да изпитват липса на критично важни инструменти.
Архитектурни и строителни приложения
Строителната индустрия е приела заварките от листов метал като основни елементи както за структурни, така и за декоративни приложения. Изработката на изделия от листов метал осигурява силата, издръжливостта и адаптивността, които съвременната архитектура изисква.
Строителни приложения включват:
- Структурни компоненти: Опорни колони, модулни каркаси, подови отводнителни решетки, решетки, фланцови канали и промишлени пътеки
- Покривни системи: Метални панели, покривни фланцови ленти (флашинг), водосточни желоби и дренажни компоненти
- Елементи на фасадата: Декоративни панели, слънчеви защитни решетки и устойчиви на атмосферни влияния навеси
- Вътрешни елементи: Релсови системи, дърворезба, шпайри и персонализирани декоративни панели
- Инфраструктура: Конструктивни части на мостове, корпуси за телекомуникационно оборудване и технически шкафове
Как отбелязват специалистите по строителство, архитектите и дизайнерите използват изработката на листови метали, за да добавят елементи, които не само осигуряват защита, но и подобряват визуалната привлекателност. Способността на материала да се формира в сложни форми, запазвайки при това структурната си цялост, прави него незаменим както за функционални, така и за естетически приложения.
Допълнителни индустрии, изискващи специализирана изработка
Освен тези основни сектори, специализираните изработчици обслужват множество допълнителни индустрии:
- Аерокосмическа индустрия: Компоненти за самолети и космически кораби, изискващи строги допуски и екзотични материали като титан и специализирани алуминиеви сплави
- Електроника: Шасита, кабинети и панели с конкретни изисквания за разсейване на топлина, електромагнитна екранировка и естетика
- Хранителна промишленост: Оборудване от неръждаема стомана, изискващо санитарни заварки и повърхности, устойчиви на бактериален растеж
- Домакински aparati: Външни корпуси и вътрешни структурни компоненти за хладилници, перални машини, климатични инсталации и друго домакинско оборудване
- Производство на мебели: Метални крака за маси, облегалки за столове и декоративни елементи, които комбинират издръжливост с модерна естетика
- Автоматизация и роботика: Издръжливи части и компоненти за специализирани машини и инструменти
Всяка отраслова област предявява уникални изисквания — от устойчивостта към корозия, необходима за морски приложения, до стандарти за биосъвместимост, изисквани за медицински импланти. Квалифициран специализиран производител разбира тези различни изисквания и поддържа сертификатите, оборудването и експертните знания, необходими за задоволяване на разнообразните нужди на клиентите. Тази отраслова диверсификация също обяснява защо изборът на правилния производствен партньор — такъв с опит във вашата конкретна отраслова област — е толкова важен за успеха на проекта.
Обяснение на процеса на персонализирано производство
И така, вие сте идентифицирали специализирана компания за заваряване на листов метал с подходящите възможности за вашия проект. Какво следва? Разбирането на работния процес при изработката ви помага да поставите реалистични очаквания, да подготвите правилната документация и да комуникирате ефективно с вашия производствен партньор през целия процес. От първоначалния запит до окончателната доставка — ето какво можете да очаквате на всеки етап.
Преглед на проекта и DFM анализ
Всеки успешен проект започва с подробен преглед на проекта. Когато представите своите CAD файлове, технически чертежи или концептуални наброски, инженерният екип на изработчика оценява вашия проект от гледна точка на възможността за производство — това често се нарича анализ DFM.
Какво анализира този преглед? Според специалистите по прецизно листово металообработване, правилният анализ на конструкцията за производство (DFM) взема предвид формоваемостта на материала, възможностите на машините, водещото време и оптимизацията на разходите. Всъщност, ето един търговски секрет: ако искате части от високо качество с бързо изпълнение, само разбирането на DFM не е достатъчно. Предоставянето на вашите CAD модели на фирма за прецизно листово металообработване възможно най-рано позволява техния опит да повлияе върху вашите проекти.
През тази фаза очаквайте вашият партньор по производство да обсъди:
- Избор на материал: Препоръка за оптимални материали въз основа на изискванията за приложението и бюджета ви
- Оценка на допуските: Идентифициране на размери, които може да се нуждаят от корекция за надеждно производство
- Оптимизация на радиусите на огъване: Осигуряване, че спецификациите за огъване са съгласувани със свойствата на материала и наличната инструментовка
- Съображения при заварката: Съвети относно заваряването на листов метал с MIG заваръчна машина или други подходящи методи за вашата сглобка
- Възможности за намаляване на разходите: Предлагане на дизайн модификации, които намаляват сложността на производството, без да се компрометира функционалността
Този съвместен подход предотвратява скъпите промени в поръчките и повторната обработка по-късно. Както отбелязват експертите от индустрията, вашият производител на листови метални изделия има нужда от известна гъвкавост, за да вземе най-добрите решения за вашата поръчка — както по отношение на материали, така и по отношение на подхода.
Прототипиране и пробно производство
След като оптимизацията на дизайна е завършена, повечето проекти преминават към етапа на прототипиране. Този ключов етап ви позволява да проверите физически своя дизайн, преди да се ангажирате с производствени обеми.
Какви методи за прототипиране използват специализираните производители? Според ръководствата за процесите на металообработка, често използваните подходи включват:
- CNC Обработка: Предлага висока прецизност, универсалност и бързо изпълнение — идеален за създаване на части с тесни допуски и сложна геометрия
- Прототипиране от листов метал: Използва се за корпуси, панели и компоненти, които изискват операции по огъване и формоване
- Лазерно рязане с ръчно формоване: Осигурява възможности за бързо итеративно усъвършенстване за първоначална валидация на концепцията
Прототипите имат множество цели, които надхвърлят простата проверка на прилягането. Те позволяват функционално тестване, помагат да се определи най-добрата методика за заваряване на сглобки от листов метал и разкриват потенциални проблеми, преди те да се превърнат в скъпи производствени усложнения. Много клиенти правят две или три итерации на прототипите, преди да одобрят серийното производство – а това инвестиране обикновено се възмезждава многократно чрез предотвратяване на откази в експлоатация.
Производство и сглобяване
След като прототипите са одобрени, започва производството. Производственият процес обикновено следва този ред:
- Закупуване на материали: Поръчване на специфицираните материали с изискваните сертификати и извадки от заводските изпитателни отчети
- Операции по рязане: Лазерно рязане, водно-струйно рязане или рязане с ножици на суровите листове, за да се получат заготовки на отделните компоненти
- Операции по формоване: Гънене с ЧПУ гънна машина, штамповане или валцована формовка за създаване на тримерни форми
- Сваряване и съединяване: Прилагане на подходящи техники за заваряване и рязане на листов метал, базирани на изискванията към материала и приложението
- Повърхностна обработка: Шлифоване, полиране, пясъчно или струйно обработване, както и напръскване с прахови покрития, за постигане на зададения външен вид и защита
- Монтаж: Монтиране на хардуер, фурнири и интегриране на подкомпоненти в пълни сглобки
По време на производствения процес очаквайте редовна комуникация от вашия партньор по изработка. Професионалните цехове предоставят актуализации за статуса при ключови етапи и незабавно ви уведомяват, ако възникнат проблеми, които биха повлияли на сроковете за доставка или техническите спецификации.
Контрол на качеството и сертификация
Преди изпращането на каквито и да е части, комплексен контрол на качеството гарантира, че те отговарят на вашите спецификации. Според експерти по управление на качеството , ефективното осигуряване на качество включва задълбочена проверка на суровините, мониторинг по време на производствения процес, верификация на геометричните размери и изпитания след изработката.
Какви методи за инспекция трябва да очаквате?
- Визуална проверка: Изследване на заварките, повърхностите и общото изпълнение за дефекти
- Проверка на размерите: Използване на шублери, микрометри, координатно-измервателни машини (CMM) и мерителни пинове за потвърждаване на критичните размери
- Първо проверка на продукта: Пълна документация на първоначално произведените части спрямо всички изисквания от чертежите
- Функционално тестирание: Проверка дали сглобките функционират както е предвидено в реални условия на употреба
- Недиструктивно тестване: Методи като проникващият течен индикатор или ултразвуковата инспекция за проверка на цялостността на критичните заваръчни шевове
За регулираните от законодателството индустрии вашият производител трябва да предостави пълен комплект документация, включващ сертификати за материали, доклади от инспекции и сертификати за съответствие. Сътрудничеството с опитни производители, които разбират как да извършват MIG-заваряване на листов метал според приложимите стандарти, гарантира, че вашите компоненти отговарят на индустриалните изисквания още от началото.
Очаквани срокове и комуникация
Колко време трябва да очаквате да отнеме процесът? Сроковете се различават значително в зависимост от сложността на проекта, но ето обща рамка:
| Етап на проекта | Стандартна продължителност | Ключови резултати |
|---|---|---|
| Цитиране | 24-72 часа | Подробно разпределение на разходите и оценка на водещото време |
| Преглед за DFM | 2–5 работни дни | Инженерен обратен връзка и предложения за оптимизация на дизайна |
| Прототипиране | 5-15 работни дни | Физически проби за валидиране и изпитания |
| Производство | 2–6 седмици | Готови части, отговарящи на всички спецификации |
| Крайна проверка | 1–3 работни дни | Документация за качеството и подготовката за изпращане |
Предпочитанията за комуникация трябва да се установят още в началото. Най-доброто заваряване за проекти с листов метал се постига чрез партньорства, при които и двете страни поддържат открит диалог през целия процес. Очаквайте вашият производител на метални конструкции да комуникира проактивно относно наличността на материали, напредъка на производството и всякакви необходими уточнения по проекта.
Разбирането на този работен процес ви дава възможност да предоставите правилната информация от самото начало, да предвидите моментите за вземане на решения и да планирате собствените си срокове съответно. Но какво оборудване и техники всъщност правят възможно качественото заваряване на листов метал? Точно това владеят специализираните производители на метални конструкции — а разбирането на техните възможности ви помага да оцените потенциалните партньори за производство.

Оборудване и техники за качествено заваряване на листов метал
Избрали сте своя партньор за изработка и разбирате процеса — но какво всъщност прави разликата между посредствен заваръчен шев и такъв, който работи безупречно в продължение на години? Отговорът се крие в правилния подбор на оборудване и овладяването на техниката. Независимо дали оценявате специализирана компания за заваряване на листов метал или създавате собствена работилница, разбирането на тези основни принципи ви помага да разпознавате качествена изработка и ефективно да комуникирате очакванията си.
Избор на подходящ заваръчна машина за вашия материал
Изборът на най-добрата заваръчна машина за листов метал зависи от няколко фактора: тип на материала, дебелина, обем на производството и изискваното качество на заварката. Ето какво имат предвид опитните изработчици при съпоставяне на оборудването с конкретните приложения:
- За тънък въглероден стоманен лист (24 калибър и по-тънък): MIG заваръчна машина за листов метал с регулируемо напрежение и скорост на подаване на телта осигурява необходимия контрол, за да се предотврати пробиването. Търсете машини с гладко започване на дъгата и последователно подаване на телта
- За неръждаема стомана: ТИГ заваръчните апарати осигуряват точността и контрола върху температурата, необходими за чисти, корозионноустойчиви заварки, без да се компрометират свойствата на материала
- За алуминий: Специализирано МИГ оборудване с ролкови пистолети или системи за подаване-изтегляне, или променливотокови ТИГ заваръчни апарати, проектирани за уникалните характеристики на алуминия
- За производство с висок обем: Автоматизирани или полуавтоматизирани системи, които поддържат постоянни параметри при хиляди заварки
Изборът на диаметъра на телта значително влияе върху качеството на заварката при ламаринени материали. Според насоките за заваряване на Miller Electric, трябва да съответствате диаметъра на телта на диапазона от ампераж:
- тел с диаметър 0,023 инча: 30–130 А — идеална за тънки материали
- тел с диаметър 0,030 инча: 40–145 А — универсална за леки до средни дебелини
- тел с диаметър 0,035 инча: 50–180 ампера — подходящо за работа със средна дебелина
- жица с диаметър 0,045 инча: 75–250 ампера — подходящо за по-тежки материали
При заваряване на тънколистови метали с TIG метода присадният материал обикновено трябва да съответства на химичния състав на основния метал. За критични приложения се препоръчва да се консултирате с препоръките на доставчика на материала, за да се гарантира металическата съвместимост.
Избор на газ за оптимални резултати
Защитният газ оказва значително влияние върху качеството на заварката, проникването и външния ѝ вид. Изборът на най-подходящия газ за MIG заваряване на тънколистови метали изисква разбиране на начина, по който различните газови смеси действат върху различни материали.
Според ръководства за защитни газове в промишлеността , ето какво се препоръчва най-много:
| Материал | Дебелина | Препоръчан газ | Предимства |
|---|---|---|---|
| Въглеродна стомана | До калибър 14 | 92 % аргон / 8 % CO2 | Добро проникване и контрол върху деформациите |
| Въглеродна стомана | 14 калибър – 1/8" | 75 % аргон / 25 % CO2 | Високи скорости на заваряване, минимални деформации и разпръскване |
| Неръждаема стомана | Всички калибри | 92 % аргон / 8 % CO2 | Добър контрол там, където корозионната устойчивост не е критична |
| Алуминиеви | До 3/8" | 100% Аргон | Най-добра метална трансферна способност, стабилност на дъгата и минимално разпръскване |
Защо изборът на най-подходящия газ за заваряване на листов метал е толкова важен? Неподходящата смес може да предизвика излишно разпръскване, слабо проникване или пори, които отслабват съединението. Чистият CO2 осигурява дълбоко проникване, но причинява повече разпръскване — приемливо за конструктивни работи, скрити от погледа, но проблематично за видими компоненти, изискващи чиста повърхност.
Предотвратяване на изкривяване и деформиране
Усукването представлява една от най-досадните предизвикателства при заваряването на листов метал. Разбирането на причините за неговото възникване ви помага да го предотвратите. Според специалистите по производство на листов метал няколко фактора допринасят за деформациите:
- Свойства на материала: Топлопроводността, коефициентът на термично разширение и пределът на текучестта всички оказват влияние върху начина, по който метала реагира на топлината при заваряване
- Топлинен вход: Бързото или неравномерно нагряване и охлаждане пораждат термични напрежения, които извиват материала
- Механични сили: Неправилното стягане или недостатъчната подкрепа позволяват на материала да се премества по време на заваряване
Ефективните техники за управление на топлината включват:
- Точково заваряване: Изпълнение на кратки заваръчни шевове с периоди на охлаждане между проходите, вместо непрекъснати шевове
- Заваряване с обратен ход: Заваряване на сегменти, които се движат в посока, противоположна на общата посока на заварката
- Балансирано заваряване: Редуване на страните при симетрични сборки, за да се уравновесят термичните напрежения
- Радиатори за отмятане на топлина: Използване на подложки от мед или алуминий, за да се отвежда топлината от тънките материали
- Контролирана сила на тока: Използване на минималния необходим топлинен вход за адекватно проникване
Както се отбелязва в насоките за заваръчни параметри, прекалено бавното придвижване води до излишно количество топлина, което предизвиква прекалено широки заваръчни вали и слабо проникване — при по-тънки материали това също причинява пробиване.
Основни стеги и фиксиращи устройства
Качествени стеги и фиксиращи устройства за заваряване на листов метал правят разликата между боравенето с работната част като с неподвластен обект и пълния контрол над нея. Правилното фиксиране изпълнява множество функции:
- Поддържа подравняването: Задържа компонентите в правилното положение през целия процес на заваряване
- Противодейства на деформациите: Неутрализира термичните напрежения, които иначе биха изкривили детайлите
- Подобрява последователността: Гарантира възпроизводими резултати при серийно производство
- Подобрява безопасността: Предотвратява преместването на обработваната детайл, което би могло да причини наранявания или дефекти в заварката
Препоръчани заваръчни скоби за листов метал, подредени по приложение:
- За обща позициониране: Фиксиращи C-образни скоби с въртящи се подложки, които се адаптират към неравни повърхности
- За ръбово заваряване: Скоби от тип „Кантор“, които хващат по ръба на листа, без да пречат на достъпа за заваряване
- За стикови съединения: Магнитни квадрати и ъглови скоби, които осигуряват прецизно подравняване
- За работа с панели: Интерлокови или панелни стеги, специално проектирани за автомобилни кузови и подобни приложения
- За серийно производство: Специални приспособления с бързодействащи стеги, които позволяват бързо натоварване и разтоварване
Според най-добрите практики при производството осигурете надеждно стягане или фиксиране на компонентите от ламарина по време на операциите — това стабилизира материала и предотвратява движение или деформация, причинени от силите при заваряване. Използвайте подходящи стеги, шаблони или приспособления, за да гарантирате равномерно разпределение на налягането.
Системите за поддръжка имат същото значение. Приложете ефективна поддръжка, за да минимизирате деформацията — това може да включва използването на подпорни блокове, задни ограничители или оправни пинове по време на операции по гънене или формоване, които предхождат заваряването. Правилната поддръжка разпределя силите и намалява вероятността от деформация още преди започване на заваряването.
Разбирането на тези основни принципи, свързани с оборудването и техниките, ви осигурява терминологията, необходима за обсъждане на изискванията към качеството с производителите на метални изделия. Но какво става, когато нещата не протекат идеално? Дори най-опитните заварчи се сблъскват с предизвикателства — познаването на начина, по който професионалистите решават често срещаните проблеми, ви помага да разпознаете компетентни партньори и реалистични решения.
Преодоляване на често срещаните предизвикателства при заваряване на листов метал
Дори най-квалифицираните заварчи се сблъскват с проблеми при работа с тънки материали. Прожигане, деформация и непривлекателни дефекти могат да спрат проектите и да предизвикат разочарование както у производителите на метални изделия, така и у клиентите. Разбирането на начина, по който професионалистите се справят с тези предизвикателства, ви помага да разпознавате висококачествено изпълнение и да определяте реалистични очаквания при сътрудничество със специализирана компания за заваряване на листов метал. Нека разгледаме най-често срещаните проблеми и доказаните решения за тях.
Управление на топлинния вход при тънки материали
Защо заваряването на тънки листови метали причинява толкова много главоболия? Отговорът се свежда до физиката. Тънките материали — обикновено с дебелина 1/8 инч или по-малко — бързо абсорбират топлина, но имат минимална маса, за да я разсейват. Това създава тесен интервал между постигането на правилно спояване и напълно пробиване на работната част.
Според професионални ръководства за заваряване , най-добрият начин за заваряване на тънки листови метали включва няколко ключови стратегии:
- По-ниски амперажни настройки: Повечето TIG-заварявания на тънки метали се извършват при 50 ампера или по-малко, като някои приложения изискват само 5–10 ампера
- По-високи скорости на преместване: Твърде бавното движение позволява натрупване на топлина, което рязко увеличава риска от пробиване
- По-малки разходни материали: Използването на жица с диаметър 0,023–0,030 инч за MIG-заваряване намалява топлинния вход в сравнение с по-дебелите жици
- Импулсни режими на заваряване: Чередуването между високи и ниски импулси на тока позволява заваръчната вана да се охлади леко между върховете
А какво да се каже за дъгова заварка на тънки листове метал специално? Тази техника изисква изключителен контрол върху дъгата. Започнете дъгата върху по-дебел материал, когато е възможно, след което бързо преместете електродната дъга към по-тънката част. Този подход ви помага да установите дъгата, без веднага да прегреете чувствителните области.
Прекъснатата заварка предоставя още едно ефективно решение. Вместо да се извършват непрекъснати заваръчни шевове, опитните заварчици изпълняват кратки шевове с периоди на охлаждане между отделните проходи. Това предотвратява натрупването на топлина в концентрирани области, като все пак осигурява пълно проникване на заваръчния шев.
Отстраняване на деформацията след заварката
И така, какво става, когато въпреки всички ваши усилия за предотвратяване се появи деформация? Не паникьосвайте — професионалните фабрикатори са разработили надеждни методи за поправяне на деформирани листове метал, причинени от заваръчни операции.
Първо, разберете защо се появява деформацията. При заваряването нагрятата област се разширява, докато околните по-студени метални части се противопоставят на това разширение. Когато заваръчната линия се охлажда и се свива, тя издърпва околните материали, което води до изкривяване. Колкото по-тънък е материала, толкова по-изразено става това явление.
Методи за корекция включват:
- Механично изправяне: Използване на чукове, подложки и инструменти за планиширане, за да се оформи внимателно метала обратно в правилната форма
- Топлинно свиване: Целенасочено прилагане на топлина в разтегнатите области предизвиква контролирано свиване, което компенсира деформацията
- Облекчаване на стреса: Контролирано нагряване и бавно охлаждане могат да намалят вътрешните напрежения, причиняващи изкривяване
- Планиширане: Леко чукане, което разтяга метала в определени области, за да се компенсира свиването от заваряването
Превенцията остава по-лесна от корекцията. Според специалистите по заваряване, използването на топлоотводи като алуминиеви или медни пръти, закрепени близо до зоната на заваряване, помага за бързо разсейване на топлината. За по-големи детайли водноохладителните хладилни плочи осигуряват още по-ефективно термично управление.
Ключовият момент? Контролирайте температурата по време на целия процес на заваряване. Използвайте термочувствителни моливи или инфрачервени термометри, за да следите температурата между проходите. Поддържането на по-ниска температура между проходите при тънки материали предотвратява натрупването на топлина, което води до сериозно деформиране.
Запълване на дупки и поправка на дефекти
Независимо дали затваряте остарели монтажни отвори или поправяте случайно пробити участъци, заваряването на дупки в ламаринени листове изисква специфични техники, които се различават от стандартното заваряване на съединения.
За малки дупки с диаметър под 1/4 инч, професионални ръководства за кузовен ремонт препоръчва се използването на медна подложка. Закрепете медта зад отвора — тя абсорбира топлината от заварката и осигурява повърхност, върху която да се извърши заварката. Жицата за MIG заварка няма да се залепи за медта, което осигурява чиста вътрешна повърхност вместо грозен изпъкнал клон, излизащ от обратната страна.
За по-големи отвори ще са необходими запушващи дискове или индивидуално изрязани пълнителни плочи:
- Правилно определете размера на запушката: Изрежете запушките леко по-малки от отвора, за да се осигури пълно сплавяне по периметъра
- Поставяне на подходящо място: Поставянето на запушките леко потънали позволява шлифоването на заварките до равнина, без да се образуват издадени участъци
- Първо направете точкови заварки: Поставете първоначалните точкови заварки в диаметрално противоположни точки (на 180 градуса една спрямо друга), за да фиксирате запушката на мястото ѝ
- Извършете шевна заварка по периметъра: Завършете заварката, като използвате кратки шевове, разположени последователно около запушката, за да се разпредели топлината равномерно
За успешно заваряване на дупки в ламаринени листове правилната техника има по-голямо значение от скъпата апаратура. Започнете дъгата си върху по-дебелия заплатен материал, след което бързо преместете електродната дъга към по-тънкия основен метал. Този подход контролира топлината върху по-уязвимия материал. Обърнете внимание на характерното синьо топлинно кръгче върху основния метал — колкото по-малко е това кръгче, толкова по-малко деформации ще наблюдавате.
Прогарянето по време на поправка на дупки всъщност учи ценни уроци. Както отбелязват опитните фабрикатори, прогарянето ви принуждава да развивате умения за възстановяване и разкрива скрити проблеми, като например ръжда, която е ослабила материала и който и без това нямаше да се заварява добре.
След приключване на поправките шлифовайте заварките внимателно, като използвате фланелови дискове вместо агресивни шлифовъчни дискове. Фланеловите дискове отстраняват материала по-постепенно и внасят по-малко топлина — което е от решаващо значение за запазване на цялостта на поправката. Целта? Гладка повърхност, която изисква само минимално количество кузовен пълнител или допълнителна финишна обработка.
Тези умения за диагностика разграничават любителската работа от професионалните резултати. Но знанието как да се решават проблемите е само един от факторите при избора на партньор за изработка. Разбирането на това, кои сертификати, възможности и стандарти за обслужване трябва да търсите, гарантира, че вашите проекти ще получат необходимата експертност.

Избор на подходящ партньор за обработка на ламарини
Научихте се за методите на заваряване, материали и техниките за диагностика — но как всъщност намирате партньор за изработка, който може да изпълни изискванията на вашия проект? Изборът на подходящ заварчик за листов метал не е просто въпрос на намиране на някой с оборудване. Става дума за идентифициране на партньор с необходимите сертификати, възможности и ангажимент към качество, които вашите приложения изискват. Нека разгледаме ключовите критерии за оценка, които разграничават изключителните изработчици от средните.
Сертификати и стандарти за качество, които трябва да търсите
Можете ли да заварявате листов метал според изисквани стандартни, без документирани системи за качество? Технически — да, но доказването на това пред клиенти, аудитори и регулатори става почти невъзможно. Сертификатите предоставят обективни доказателства, че производителят поддържа процесите, подготовката на персонала и контролите в областта на качеството, необходими за постигане на последователни резултати.
Ето ключовите сертификати, които трябва да оцените:
- ISO 9001:2015: Фундаменталният стандарт за управление на качеството, който установява системни процеси за осигуряване на последователно качество на продуктите — задължителен за всеки сериозен производител на метални изделия
- IATF 16949:2016: Критичен за автомобилните приложения, този сертификат хармонизира изискванията за качество в глобалната автомобилна доставческа верига. Според експертите от Master Products, IATF 16949 се фокусира върху предотвратяване на дефекти и производствени отклонения, като едновременно минимизира брака и отпадъците
- AWS D9.1 — Кодекс за заваряване на листов метал: Кодът на AWS за заваряване на ламарини установява минимални изисквания за заварчиците, извършващи изработка на ламарини — като гарантира, че персоналът е демонстрирал компетентност в своята професия
- Структурен заваръчен код AWS D1.2 – алуминий: Обхваща материали и проектиране, изработка, инспекция и квалификация за заваряване на алуминий
- AS9100: Задължителен за аерокосмически приложения, където отказът не е възможен
Защо сертифицирането според IATF 16949 има толкова голямо значение за автомобилната промишленост? Стандартът изисква по-голямо внимание към производствените нужди, очаквания и изисквания, специфични за всеки клиент. Както отбелязват сертифицираните производители, сертифицирането според IATF установява статуса на „предпочитан доставчик“ сред водещите производители на автомобили, което създава по-силни и по-надеждни вериги за доставки.
Например, Shaoyi (Ningbo) Metal Technology поддържа сертификация IATF 16949 за своите операции по штамповане на автомобилни части и прецизно сглобяване — което демонстрира качествената инфраструктура, необходима за производството на шасита, окачвания и структурни компоненти. Този ниво на сертификация показва, че производителят отнася сериозно изискванията за качество в автомобилната промишленост.
Оценка на производствените възможности
Сертификатите потвърждават системите за качество, но също така трябва да оцените дали фабрикантът разполага с подходящото оборудване и експертиза за конкретния ви проект. Най-добрият заварчик за листов метал за вашето приложение зависи от съответствието между неговите възможности и вашите изисквания.
Ключови фактори за оценка на възможностите:
- Обхват на оборудването: Разполага ли производствената площадка с оборудването за рязане, формоване и заваряване, необходимо за вашия проект? Търсете CNC лазерни машини, гънки преси и множество заваръчни станции
- Експертност в материалите: Работили ли са успешно с материалите, които сте посочили? Поискайте примери за подобни проекти
- Капацитет и мащабируемост: Могат ли да изпълнят вашите изисквания за обем — както текущите, така и предвидения растеж?
- Ниво на автоматизация: За производство в голям обем автоматизираното или роботизирано заваряване гарантира еднаквост при хиляди детайли
- Вторични операции: Предлага ли фабриката финиширане, сглобяване и монтаж на фурнитура, за да намали сложността на вашата верига за доставки?
Според ръководствата за индустрията на металообработката водещите доставчици инвестират в най-съвременните CNC машини, заваръчни станции, режещи инструменти и усъвършенствани оборудвания за металообработка. Обърнете внимание на състоянието на поддръжката на фабриката — чистото и добре организирано работно пространство говори за гордост от изпълнената работа и ангажимент към контрол на качеството.
Не пренебрегвайте възможностите за инспекция. Съвременните операции по обработка на листов метал и заваряване изискват проверъчно оборудване, включващо:
- Координатно-измервателни машини (КИМ): За прецизна размерна проверка на сложни геометрии
- Оптични сравнители: За проверка на профил и контур
- Тестери за повърхностна обработка: Когато имат значение спецификациите за външния вид
- Инструменти за инспекция на заваръчни шевове: Включително визуално инспекционно оборудване и възможности за недеструктивно тестване за критични приложения
Бързо прототипиране и време за изпълнение
В днешната бързо развиваща се среда за разработка на продукти скоростта има значение. Колко бързо потенциален партньор може да премине от първоначалния ви запитване до физически части в ръцете ви?
Оценете тези фактори, свързани с времевите рамки:
- Срок за предоставяне на оферта: Качествените производители предоставят подробни оферти в рамките на 24–72 часа. Някои производители, като Shaoyi Metal Technology , предлагат срок за изготвяне на оферта от 12 часа за клиенти, които имат нужда от ускорени отговори
- Скорост на прототипиране: Колко бързо могат те да произведат пробни части за валидация? При критични срокове за разработка търсете възможности за бързо прототипиране за 5 дни
- Реактивност на поддръжката при DFM: Бързото проектиране на обратна връзка предотвратява задръствания по време на разработката на продукта. Изчерпателната поддръжка при DFM идентифицира проблеми с производимостта, преди те да се превърнат в скъпи затруднения
- Време за производство: Разберете стандартните срокове за изпълнение и дали съществуват ускорени опции за спешни нужди
Според препоръките на отраслови специалисти съобщете още в началото сроковете и бюджетните си ограничения. Уверете се, че фирмата за изработка може да съответства на вашия график и да предостави точни оценки на разходите, преди да влезете в партньорство.
Стандарти за управление на проекти и комуникация
Дори технически компетентните изработчици могат да разочароват, ако липсват силни умения в управлението на проекти. Оценете как потенциалните партньори управляват клиентското изживяване:
- Посветени мениджъри на проекти: Единствен контактен пункт, който разбира вашия проект и може да предоставя актуална информация навреме
- Превантивна комуникация: Дали те сами ви информират за текущия статус или винаги вие трябва да търсите информация?
- Обработка на промени в поръчката: Колко ефективно могат да обработват промени в дизайна по време на производството?
- Качество на документацията: Могат ли да предоставят сертификати за материали, доклади от инспекции и удостоверения за съответствие, изисквани от вашата отраслова област?
Според експерти по подбор на изработчици най-добрите доставчици демонстрират ориентиран към клиента подход с бърза комуникация и готовност да направят допълнителни усилия. Обърнете внимание по време на етапа на изготвяне на оферта — отговарят ли бързо? Дали отделят време, за да разберат напълно вашите изисквания?
Направете окончателния си избор
Комбинирайки всичко това, ето изчерпателен контролен списък за оценка:
| Критерии за оценка | Какво да се проверява | Защо има значение |
|---|---|---|
| Сертификати за качество | Съответствие с ISO 9001, IATF 16949 и AWS D9.1 (стандарт за заваряване на листов метал) | Гарантира документирани системи за качество и квалифициран персонал |
| Технически способности | Списък на оборудването, опит с материали, производствена мощност | Потвърждава способността им да изпълнят точно вашите специфични изисквания |
| Скорост на прототипиране | Време за изработка на пробни образци и първи изделия | Влияе върху вашия график за разработка и времето за излизане на пазара |
| Поддръжка DFM | Инженерни ресурси и качество на обратната връзка относно проектирането | Предотвратява скъпи преработки на проекта и производствени проблеми |
| Комуникация | Бързина на реакция, подход към управление на проекти | Определя качеството на ежедневните работни взаимоотношения |
| Опит в индустрията | Портфолио от подобни проекти, препоръки от клиенти | Намалява кривата на учене и риска за вашия проект |
Имайте предвид, че изборът на партньор за производство представлява стратегическо решение, което влияе върху качеството на продукта ви, сроковете за разработка и, в крайна сметка, конкурентната ви позиция. Вземете си време за задълбочена оценка на възможностите, по възможност поискайте пробни части и проверете сертификатите, преди да започнете серийно производство.
Правилният партньор носи не само оборудване — той предоставя експертни знания, способности за решаване на проблеми и истинско ангажираност към вашия успех. Независимо дали имате нужда от прецизни автомобилни компоненти, съответстващи на стандарта IATF 16949, или от персонализирани корпуси за промишлено оборудване, съпоставянето на вашите изисквания с доказаните предимства на производителя залага основата за успешна съвместна работа и изключителни резултати.
Често задавани въпроси относно специализирани компании за заваряване на листов метал
1. Какви са 5-те операции с листов метал?
Петте основни операции с листов метал са рязане, изрязване на контур, пробиване, огъване и дърпане. Специализираните производители комбинират тези операции с техники за заваряване като MIG, TIG и точково заваряване, за да създават пълни сборки. Допълнителни операции включват тиснене, пробиване и подрязване, които помагат за производството на сложни компоненти за автомобилна, промишлена и архитектурна употреба.
2. Колко струва персонализирано производство на листови метали?
Индивидуалното производство на изделия от листов метал обикновено струва между 418 и 3018 щатски долара, като средната цена за проект е около 1581 щатски долара. Цените варират от 4 до 48 щатски долара на квадратен фут в зависимост от типа материал, дебелината, сложността и степента на персонализация. Фактори като изискванията за сертификация според IATF 16949, прецизните допуски и обемите на поръчките също влияят върху крайната цена. Поискайте оферти от сертифицирани производители като Shaoyi Metal Technology за точни оценки.
3. Кой е най-високо платеният работник по ламаринени изделия?
Ръководителите на листови метални работници получават най-високите заплати – от 57 000 до 77 000 щ.д. годишно. Опитните листови метални работници следват със заплати от 51 000 до 64 500 щ.д., докато техниците получават от 43 500 до 61 000 щ.д. Специализираните заварчици, които използват TIG-заваряване за аерокосмически или медицински компоненти, често получават премиални възнаграждения поради високата точност и уменията, необходими за тези приложения.
4. Кой метод за заваряване е най-подходящ за тънки листови метали?
TIG-заваряването се счита за най-добрия метод за заваряване на тънки листови метали благодарение на прецизния контрол върху топлината и минималната деформация. В производствени среди ефективно е MIG-заваряването с по-тънки диаметри на жицата (0,023–0,030 инча) и подходящи смеси от защитен газ. И двата метода предотвратяват пробиване при комбиниране с техники като стегнато (точково) заваряване, заваряване с обратна стъпка и използване на топлоотводи или медни подложки.
5. Какви сертификати трябва да има един партньор за обработка на листов метал?
Търсете ISO 9001:2015 като основен стандарт за качество, както и IATF 16949 за автомобилни приложения. Съответствието с кода за заваряване на листов метал AWS D9.1 гарантира квалифициран персонал. За аерокосмически приложения е задължителна сертификацията AS9100. Тези сертификати потвърждават документирани системи за качество, последователни процеси и предотвратяване на дефекти — ключови фактори при избора на партньори за прецизни компоненти.