 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Основен анализ на формуемостта на ламарини за предотвратяване на дефекти
Накратко
Анализът на формуемостта на ламарини е критичен инженерен процес, използван за оценка на способността на даден метал да бъде оформен в компонент без дефекти като стесняване или пукания. Той комбинира физически изпитвания и напреднали компютърни симулации, за да предвиди поведението на материала по време на процеса на штамповане. Тази прогнозна информация е от съществено значение за оптимизиране на дизайна на инструментите, намаляване на производствените разходи и осигуряване, че крайният продукт отговаря на строги стандарти за качество.
Разбиране на формуемостта на ламарини: основни концепции и значение
В производството формоустойчивостта се отнася до способността на метален лист да претърпи пластична деформация и да бъде оформен в желан компонент, без да се повреди. Процесът по оценка на тази способност е известен като анализ на формоустойчивостта на листови метали. Той е основа на съвременното штамповане на метали и осигурява на инженерите данни, необходими за преодоляване на пропастта между цифровия дизайн и успешно произведен физически компонент. Основната цел е да се предвидят и предотвратят често срещаните дефекти при формоване още преди те да възникнат, което спестява значително време и ресурси.
Значението на този анализ не може да бъде преоценено. Без него производителите рискуват подход на проба и грешка, който води до високи проценти на скрап, скъпи модификации на инструменти и закъснения в производството. Основни дефекти, които анализа за формоустойчивост помага да се предотвратят, включват стесняване – локализирано изтъняване на материала, което предхожда разрушаването, и пукане, при което материала се напълно пречупва. Като разберат границите на даден материал, инженерите могат да проектират по-ефективни процеси и да изберат подходящия сплав за задачата, като балансират изискванията за якост с възможностите за производство.
Подробен анализ осигурява множество предимства, които директно влияят на печалбата и качеството на продукта на компанията. Като предвижда разпределението на материала и концентрациите на напрежение, аналитиката гарантира здрав и повтаряем производствен процес. Това е особено важно с увеличаващото се използване на напреднали високопрочни стомани (AHSS) и алуминиеви сплави, които предлагат значителна икономия на тегло, но имат по-сложни поведения при формоване.
Основните предимства включват:
- Намаляване на разходите: Минимизира нуждата от скъпа и отнемаща време преустройване на штамповъчни матрици и намалява отпадъците от материал поради дефектни части.
- Подобряване на качеството: Гарантира, че компонентите се произвеждат последователно и отговарят на всички геометрични и структурни изисквания.
- По-бързо внедряване на продукта на пазара: Съкращава фазата за проба на инструменти, като разрешава потенциални проблеми още на етапа на виртуално проектиране.
- Оптимизация на материала: Позволява сигурен подбор и използване на леки, високоефективни материали, без да се жертва възможността за производство.
- Разширена свобода при проектирането: Позволява създаването на по-сложни и амбициозни форми на компоненти, като осигурява ясно разбиране на ограниченията на материала.
Основни методи и изпитвания за оценка на формоустойчивостта
Оценката на формоустойчивостта на листови метали включва различни изпитвания – от традиционни механични методи до сложни оптични системи без контакт. Всеки метод дава различна представа за поведението на материала при напреженията по време на формоване. Изборът на изпитване често зависи от материала, сложността на детайла и необходимото ниво на точност.
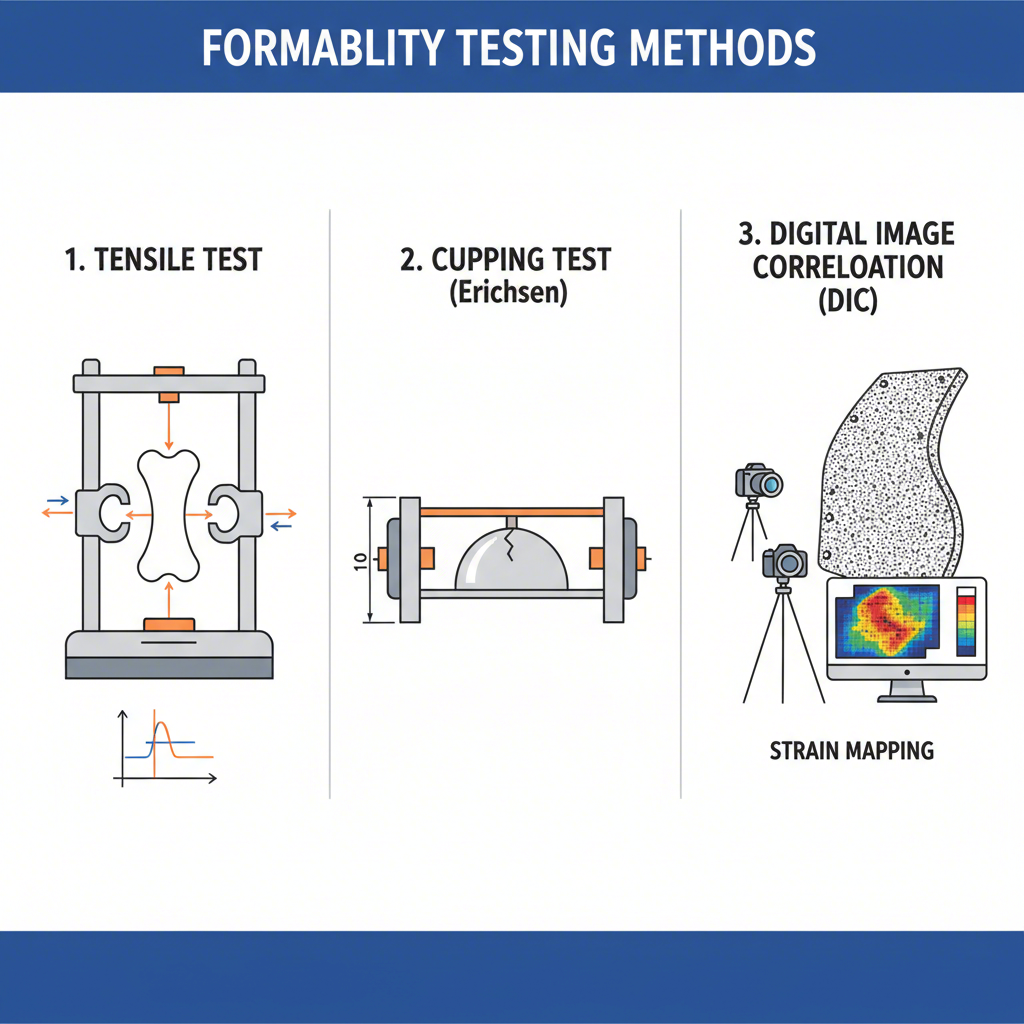
Традиционните методи често започват с едноосен опит за разтегляне. Този основен тест разтегля образец от материал, докато се скъса, като измерва свойства като общо удължение и коефициент на упрочняване при деформация (n-стойност). Въпреки че е прост и евтин, основният му недостатък е, че измерва напрежението само в една посока, докато повечето реални процеси за штамповане включват сложни двуосни (в две посоки) напрежения. За по-добро моделиране на тези условия инженерите използват тестове като изпитване за издуване по Ериксен или теста на Накаджима. При тези процедури пуансон деформира затегнат лист до формата на купа, осигурявайки по-реалистична оценка на формоустойчивостта при двуосно разтягане.
В последно време напреднали оптични 3D измервателни системи революционизираха анализа на формоустойчивостта. Методи като цифрова корелация на изображения (DIC) предоставят пълно поле на деформацията. При този метод върху металната заготовка се нанася мрежа или точков модел преди формоването. По време на процеса на щамповане високорезолюционни камери заснемат изображения от няколко ъгъла. Специализиран софтуер след това анализира как е деформиран моделът, изчислявайки точните основни и второстепенни деформации по цялата повърхност на детайла. Този безконтактен метод осигурява значително повече данни в сравнение с традиционните тестове, което позволява прецизно идентифициране на критичните области по отношение на деформацията.
Следната таблица сравнява тези често използвани методи:
| Метод на теста | Какво измерва | Предимства | Ограничения |
|---|---|---|---|
| Тензионен тест | Удължение, якост, n-стойност | Прост, евтин, стандартизиран | Едноосното напрежение не е представително за повечето операции по формоване |
| Тест за издуване / избухване | Височина на купата при скъсване, ограничения за двуосни деформации | Симулира условията на двуосно разтягане | Отнема много време, предоставя ограничени данни и може да бъде повлияно от триенето |
| Оптичен 3D анализ (DIC) | Пълнополеви 3D деформации и огъване | Висока точност, изчерпателни данни, безконтактно измерване | Изисква специализирано оборудване и софтуер |
Разширен анализ: моделиране, симулация и прогнозиране на повреди
Освен физическите тестове, най-мощните инструменти в съвременния анализ на формоустойчивостта са изчислителното моделиране и симулация. С помощта на софтуер за метод на крайните елементи (FEA), инженерите могат да създадат виртуално представяне на целия процес на щанцоване. Това включва геометрията на инструментите, свойствата на листовия метал и параметрите на процеса като триене и сила на държача на заготовката. Симулацията след това предсказва как листовият метал ще се деформира, разтяга и тъни при оформянето в крайната форма на детайла.
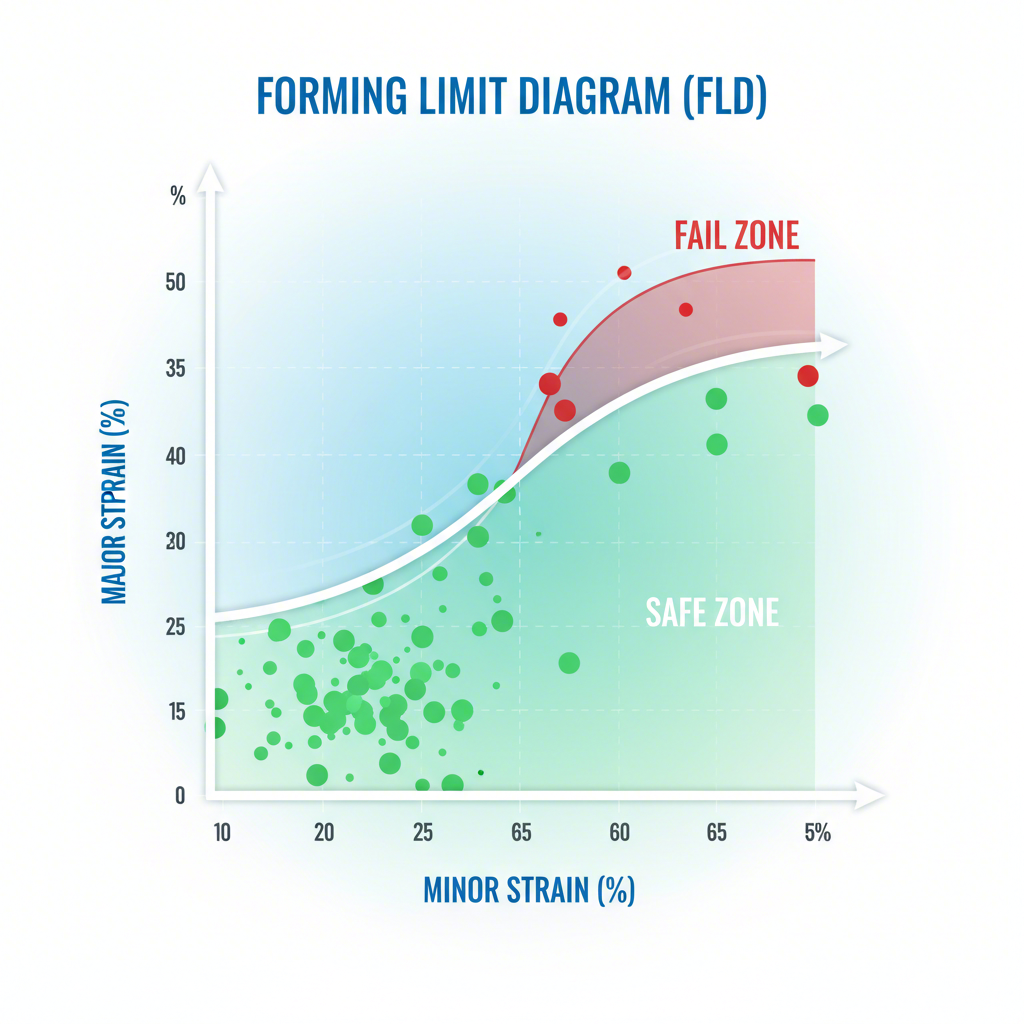
Централен елемент на тази симулация е диаграмата за граница на формоване (FLD). FLD е графика, която дефинира безопасния производствен диапазон за даден материал. Тя нанася относителни деформации – основни срещу второстепенни, като граничната линия, известна като крива на граница на формоване (FLC), разделя допустимата деформация от началото на образуването на шийка и разрушаване. По време на симулация софтуерът изчислява състоянието на деформацията за хиляди точки по детайла и ги нанася върху FLD. Ако точките попаднат над FLC, това означава висок риск от разрушаване в тази област и изисква промяна в конструкцията.
Въпреки това, традиционната FLD има ограничения, особено при многостепенни процеси за формоване или при работа с напреднали материали. Както поясняват експерти от индустрията, фактори като непропорционално натоварване (при което пътят на деформацията се променя по време на процеса) и стабилизиращото въздействие на огъване над малки радиуси могат да променят истинската граница на формуемост на материала. Сега напредналите рамки за анализ на формуемостта вземат предвид тези ефекти, за да осигурят по-точни прогнози за повреди при сложни детайли. Водещи производители на сложни компоненти, като експертите в Shaoyi (Ningbo) Metal Technology Co., Ltd. , използват напреднали CAE симулации, за да гарантират прецизността на матриците за автомобилно штамповане, значително съкращавайки времето за изработка и подобрявайки резултатите за OEM и доставчици от първо ниво.
Ползите от включването на симулации в процеса на проектиране са значителни:
- Виртуално прототипиране: Намалява нуждата от скъпи и бавни физически проби на инструменти, като решава проблемите първо на компютъра.
- Оптимизация на дизайна: Позволява на инженерите бързо да тестват различни геометрии на части, конструкции на инструменти или избор на материали, за да намерят най-надеждното решение.
- Предвиждане на дефекти: Точно прогнозира не само пукнатини и стесняване, но и проблеми като гънки, остатъчна деформация и повърхностни изкривявания.
- Ефективност на процеса: Помага за оптимизиране на параметри като форма на заготовката и натисковия капацитет на пресата, за да се минимизира употребата на материал и енергия.
Тълкуване на резултатите и прилагане на най-добри практики при проектирането
Истинската стойност на анализа на формоустойчивостта на ламарини се крие в способността му да генерира практически насоки, които насочват инженерните решения. Резултатите от симулациите обикновено представляват цветова карта на детайла, при която различните цветове показват степента на деформация или отслабване. Зелените области обикновено са безопасни, жълтото показва пределно допустимо състояние, близко до границата на формоване, а червеното сочи критични зони с висока вероятност за повреда. Тези визуални помощни средства позволяват на инженерите незабавно да идентифицират проблемните участъци.
Когато симулацията отчете възможен проблем, анализът предоставя необходимите данни за неговото решаване. Например, ако се прогнозира висока концентрация на деформация в близост до остър ъгъл, препоръката за дизайна ще бъде да се увеличи радиусът на тази характеристика. Това разпределя деформацията в по-голяма област, връщайки я обратно в безопасната зона. По същия начин, ако се прогнозира гънене в равна плоча, решението може да включва настройка на силата на държача на заготовката или добавяне на теглови ръбове, за по-добро контролиране на движението на материала.
Този подход, базиран на данни, е основен принцип на проектирането с оглед възпроизводимостта (DFM). Като вземат предвид принципите на формоустойчивост още в началната фаза на проектиране, инженерите могат да създават детайли, които не само изпълняват функцията си, но и са ефективни за производство. Този превантивен подход избягва промени в дизайна в късна фаза, които могат да наруши графиките и бюджетите на проекта.
По-долу са някои ключови най-добри практики при проектирането, базирани на анализа на формоустойчивостта:
- Използвайте достатъчно големи радиуси: Избягвайте рязко вътрешни и външни ъгли възможно най-често. По-големите радиуси са един от най-ефективните начини за предотвратяване на локално изтъняване и пукания.
- Дръжте елементите на разстояние от огъванията: Като общ принцип, дръжте отворите на поне 2,5 пъти материалната дебелина плюс радиуса на огъване разстояние от линията на огъване. Това помага да се предотврати деформирането на елемента по време на процеса на огъване.
- Включете ъгли за изваждане: За дълбоко изтеглени части, леки ъгли по вертикалните стени намаляват триенето и необходимата сила за оформяне, което намалява риска от напуквания.
- Посочвайте подходящи допуски: Използвайте геометрично размериране и допуски (GD&T), за да определите допустимите граници за равнинност, праволинейност и други елементи, като имате предвид, че процесът на оформяне ще въведе известна вариация.
- Консултирайте се с данни за материала: Винаги базирайте дизайна и симулациите върху точни данни за свойствата на материала, тъй като способността за оформяне може значително да варира дори между различни класове на един и същ метал.
Често задавани въпроси
1. Какво е способността за оформяне на един метал?
Формуемостта е способността на листовия метал да се пластично деформира и оформя в компонент, без да се появяват дефекти като пукнатини или стесняване. Тя се определя предимно от ковкостта на метала (способността му да се разтегля) и неговите свойства на упрочняване при деформация, които влияят върху равномерността на отслабването му по време на формоване.
2. Какви са често използваните тестове за формуемост на листови метали?
Често използваните тестове включват едноосен опънен тест, който измерва основно удължение и якост; тестове за издуване (напр. Ериксен, Олсен) и тестове за издутяване, които имитират двуосно разтягане; както и съвременни безконтактни оптични 3D анализиращи системи (DIC), които предоставят пълно поле на картиране на повърхностната деформация.
3. Какво е правилото 4Т при проектирането на листови метали?
Често срещано правило за проектиране гласи, че за да се предотврати деформация, елемент като отвор трябва да бъде разположен на разстояние поне 2,5 пъти по-голямо от дебелината на материала плюс радиуса на огъване, измерено от линията на огъване. За процепи понякога се прилага стойност '4T', но пълното правило обикновено е 4 пъти дебелината плюс радиуса на огъване.
4. Какво е GD&T за ламарина?
Геометрично размериране и допуски (GD&T) е символичен език, използван в инженерни чертежи, за да определи допустимите отклонения в геометрията на детайл. За ламарината GD&T задава критични допуски за формови елементи като равнинност, праволинейност и профил, за да се гарантира правилното функциониране на окончателно оформения детайл и неговото сглобяване.