 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Основни типове компоненти на матрици в съвременното производство

Накратко
В производството терминът "матрица" се отнася за две свързани понятия. Първо, елементите на матрицата са отделните части на един инструмент — като плочи на матрицата, водещи пинове и пуансоны — които работят заедно в преса. Второ, матриците се класифицират в различни типове според тяхната функция и сложност, като прости, комбинирани и прогресивни матрици, които определят как те изрязват или оформят ламарината до крайния продукт.
Основните елементи на щанцова матрица
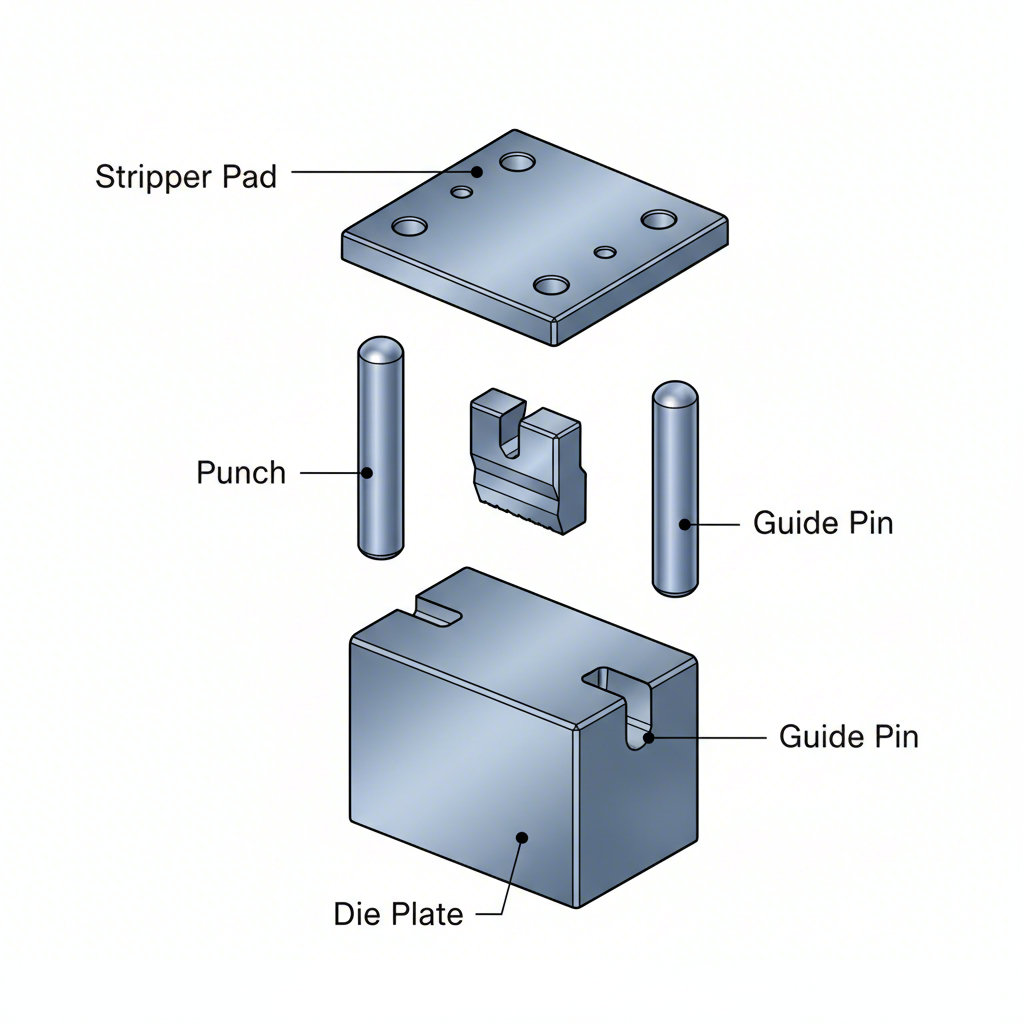
Щанц-матрицата е прецизен инструмент, използван за рязане и оформяне на листов метал и се състои от няколко основни компонента, които работят в синхрон. В основата са матричните плочи , известни още като обувки на матрицата или комплекти матрици. Тези дебели, плоски плочи служат като основа за монтиране на всички други работни части на матрицата. Равнинността и успоредността им са от решаващо значение за точността на целия инструмент. Горната и долната обувка на матрицата се ориентират точно чрез водещи палци и втулки , които гарантират идеално съвпадане на двете половини на матрицата при всеки ход на пресата, предотвратявайки несъответствие, което може да повреди инструмента или детайла, който се произвежда.
Активните елементи на матрицата са пробойниците и бутоните (или матричен блок). Пробойниците са компонентите, които извършват рязането или оформянето; например пробойник за пробиване създава отвор, докато пробойник за контурно рязане изрязва външния профил на детайл. Те се фиксират здраво чрез дръжачи . Докато пробивният инструмент прониква в материала, той навлиза в съответната ниша на долния матричен блок, отрязвайки метала. За да се предотврати залепването на материала към изтеглящия се пробивен инструмент, пружинно зареждане пОД ЗА ОТЧИСТЯНЕ удържа листовия метал надолу, позволявайки на пробивния инструмент да излезе чисто.
Накрая цялата конструкция се задвижва и управлява от различни други компоненти. Пружини —които могат да бъдат спирални, уретанови или пружини с азотен газ—осигуряват необходимата сила за избутващи плочи и налагачи, които удържат метала по време на формоване. За матрици, които изпитват значителни странични сили, петови блокове и петови плочи се добавят, за да абсорбират тази тласкаща сила и да предпазят насочващите шипове от огъване. Според експерти в Производителят , тези основни компоненти формират основата на почти всяка штамповъчна матрица, от най-простата до най-сложната.
Пълно ръководство за основните типове матрици
Освен по отделните си компоненти, матриците се класифицират в няколко типа според извършваните операции и тяхната сложност. Изборът на тип матрица зависи от фактори като сложност на детайла, обем на производството и икономическа ефективност. Най-основният е Линейна матрица (или проста матрица), която извършва една единствена операция, като огъване или пробиване, при всеки ход на пресата. Този метод често се използва при производство в малки серии или за създаване на прости части, тъй като изисква по-малко сложни и скъпи инструменти.
За по-ефективно производство производителите използват по-напреднали конструкции. Една Компоновен штамп извършва множество режещи операции в един ход на пресата на една станция. Например, може да пробие дупка в центъра на детайл, докато едновременно изрязва външния контур, което я прави идеална за производство на плоски части като шайби с висока прецизност. За разлика от това, една Прогресивна форма включва серия от станции, като всяка извършва различна операция последователно. Листовият метал във форма на руло се подава през матрицата и с всеки ход на пресата детайлът напредва към следващата станция, докато не бъде завършен. Както е отбелязано от Стандартна матрица , този метод е изключително бърз и икономически изгоден за производство в големи серии на сложни части.
Друга важна категория е Трансферен шанец , която прилича на прогресивна матрица, но обработва отделни, отделени заготовки, а не непрекъснат лента. Механични пръсти или ръце преместват детайла от една станция в друга. Това е полезно за големи части, като автомобилни панели, които не могат лесно да се обработват на лента. За сложни проекти, особено в автомобилната индустрия, сътрудничеството със специализиран производител е от решаващо значение. Например, Shaoyi (Ningbo) Metal Technology Co., Ltd. се отличава в създаването на персонализирани штамповъчни матрици и предлага прецизни решения за OEM производители и доставчици от първо ниво, които се нуждаят от напреднали инструменти за масово производство.
| Тип чип | Ключова характеристика | Често приложение | Относителна сложност/цена |
|---|---|---|---|
| Линейна матрица (проста матрица) | Извършва една операция на всеки ход на пресата. | Производство в малки серии, прости части, вторични операции. | Ниски |
| Компоновен штамп | Извършва множество режещи операции на една станция. | Шайби, пръстени и други плоски части с висока точност. | Среден |
| Прогресивна форма | Множество станции извършват последователни операции върху метална лента. | Голямо серийно производство на сложни части (напр. електронни съединители). | Високо |
| Трансферен шанец | Прехвърля една част между множество станции за обработка. | Големи части като панели за автомобилни тела и дълбоко изтеглени черупки. | Много високо |
| Комбинирана матрица | Извършва както режеща, така и нережеща (формиране/изтегляне) операция за един ход. | Детайли, изискващи рязане и огъване/формоване, като малки скоби. | Среден до висок |
Изследване на специализирани матрици за конкретни производствени операции
Освен общите класификации, базирани на работния процес, много матрици се наричат според конкретната задача, която изпълняват. Тези специализирани, често еднооперационни матрици, са от съществено значение за постигане на прецизни елементи върху производствен детайл. Една Пробивна форма , например, е проектирана изключително за изрязване на външния контур или профил на детайл от по-голям лист метал. Детайлът, който е изрязан, известен като заготовка, става работното парче за последващи операции. Това често е първата стъпка в производствения процес, като изрязването на равната форма на вратата на автомобил, преди да бъде оформена.
В противоположност на това, една Перфораторен матрикс се използва за създаване на отвори, процепи или други вътрешни елементи в детайл, без да се засяга външният контур. За разлика от пробиването, при което изрязаната част е желаното изделие, при пронизването изрязаният материал (пънчето) се отхвърля като скрап. Операциите по пронизване могат да се извършват с отделна матрица или да бъдат интегрирани като станция в по-голяма прогресивна матрица. И двете – пробиване и пронизване, са основни режещи операции при штамповане на метал, както е описано в различни ресурси за производство, включително Обзора на Уикипедия за производството на матрици .
Други специализирани матрици се фокусират върху оформяне, а не рязане. Един Текстурираща матрица се използва за създаване на издадени или вдлъбнати дизайни в листов метал, без да се променя дебелината му. Това се постига чрез натискане на материала между съответстващи пунч и матрица, които съдържат желания модел, често използван за лога, надписи или декоративни елементи. Подобно на това, един Матрица за коване прилага екстремно налягане върху заготовката, което принуждава метала да се деформира и запълва сложните детайли на кухината на матрицата. Този процес може да създаде различни елементи от двете страни на детайла и се използва за производство на изделия с висока степен на детайлизация, като монети и медали.
Често задавани въпроси
1. Какво е компонент на матрица?
Компонент на матрица е отделна част от по-голяма сглобена матрица, използвана в прес за штамповане. Тези компоненти работят заедно, за да изрязват или оформят листов метал. Основни примери включват плочи на матрицата (основата), насочващи палци и втулки (за центриране), пробивни игли (които извършват рязането или формоването) и отстраняващи подложки (които отделят материала от пробивната игла).
2. Какви са различните видове материали за матрици?
Матриците обикновено се изработват от изключително издръжливи, устойчиви на износване материали. Най-често използваните са инструментални стомани, които са специални сплави от желязо и въглерод, които могат да бъдат закалени за по-голяма здравина и запазване на ръба. При приложения с изключително висок обем или износване, често се използва волфрамов карбид за режещи и формообразуващи секции поради изключителната си твърдост. Други материали могат да включват алуминий за рамки на матрици, за намаляване на теглото, и алуминиев бронз за плочи за износване и втулки, за намаляване на триенето.