 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Производители на галванизиран листов метал: ASTM стандарти разшифровани

Разбиране на оцинкованата ламарина и нейното промишлено значение
Когато търсите материали за промишлени приложения, малко опции предлагат такъв баланс между издръжливост, икономичност и корозионна устойчивост, какъвто предлага оцинкованата ламарина. Но какво точно прави този материал толкова съществен в различните производствени сектори? И как оценявате безбройните производители на оцинкована ламарина които се състезават за вашата поръчка?
Това изчерпателно ръководство за покупатели обяснява всичко, което професионалистите по набавки и инженерите трябва да знаят — от разбирането на механизма на цинковото покритие до дешифрирането на стандарти ASTM, които отличават качествените доставчици от останалите.
Какво прави оцинкованата ламарина задължителна за промишлените приложения
Оцинкованата ламарина е стомана, която е покрита с защитен цинков слой за предотвратяване на корозия. Тази оцинкована стоманена ламарина служи като основа за безброй промишлени приложения – от компоненти на шасита на автомобили до вентилационни канали за климатични инсталации и селскостопанска техника. Причината е проста: незащитената стомана се корозира бързо при излагане на влага и атмосферни влияния, докато оцинкованите метални листове могат да просъществуват десетилетия с минимално поддържане.
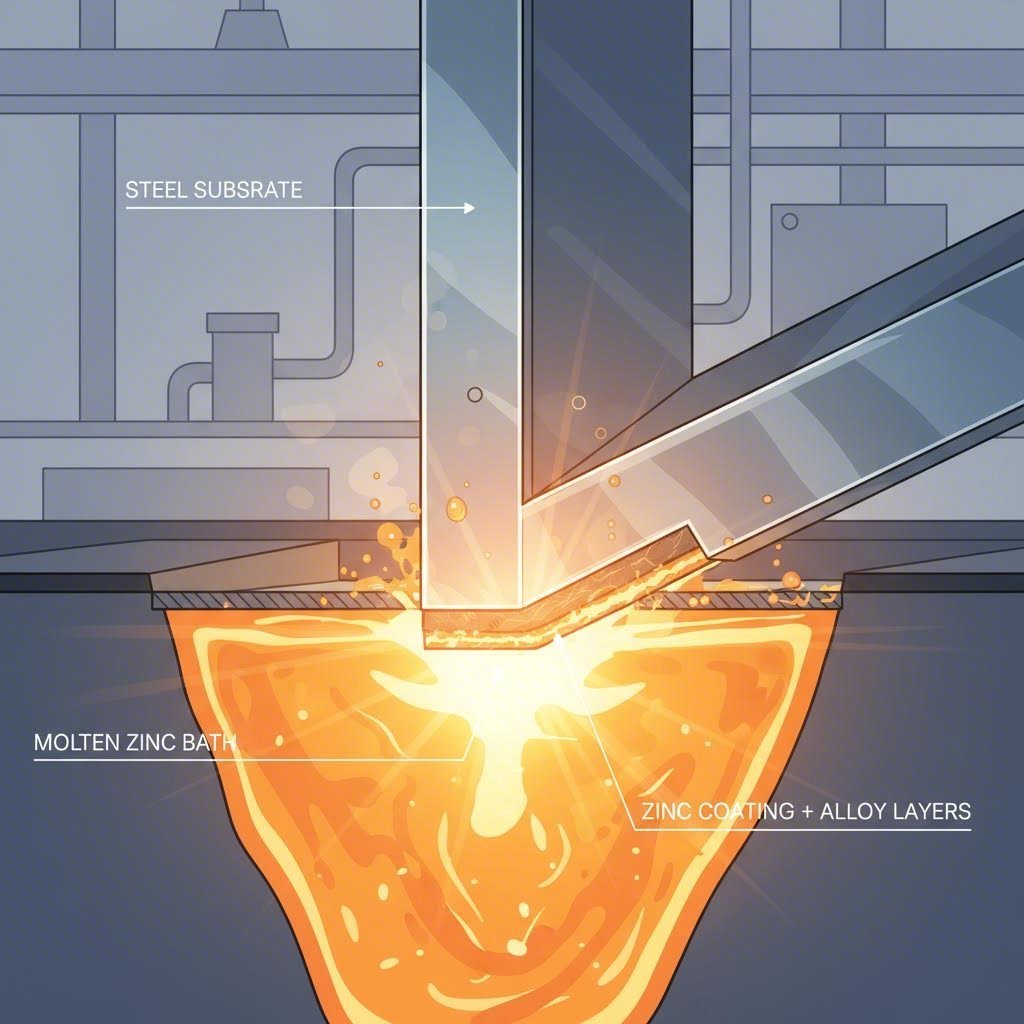
Според ръководството на Xometry за материали производственият процес обикновено включва потапяне на стоманата в баня с разтопен цинк при температура около 450 °C. Цинкът се свързва металически с повърхността на стоманата, образувайки сплавен градиент, който комбинира структурната здравина на стоманата с превъзходната устойчивост на цинка към корозия. Този висококачествен оцинковано покритие не просто лежи върху повърхността – то става част от химичния състав на метала.
За инженерите и купувачите е от решаващо значение да разбират тази основна характеристика. За разлика от алтернативите с боя или прахово покритие, оцинкованият листов метал осигурява защита, която не се люспи, не се откъртва и не изисква повторно нанасяне през целия му експлоатационен живот.
Разбиране на механизмите на защитата чрез цинковото покритие
Защитната мощ на оцинкования листов метал действа чрез два отделни, но взаимно допълващи се механизма. Тази двойна защита отличава оцинкованите материали от обикновените бариерни покрития.
Цинкът осигурява както бариерна защита — физическо изолиране на стоманата от корозивните елементи, така и жертвена катодна защита, при която цинковото покритие се корозира предпочтително, за да защити основната стомана дори когато покритието е посечено или повредено.
Ето как функционира всеки от тези механизми:
- Защита чрез бариера: Цинковото покритие образува здрав слой с металическо свързване, който напълно покрива повърхността на стоманата и я запечатва срещу влага, кислород и други корозивни агенти в околната среда.
- Защита с жертвени аноди: Тъй като цинкът е аноден спрямо желязото и стоманата в почти всички общи електролити, той се корозира първи, когато и двете метала са изложени на външна среда. Както Обяснява AZZ , това означава, че цинкът „жертва“ себе си, за да защити основната стомана — дори при драскотини, резани ръбове или незначителни прекъсвания на покритието.
Този механизъм на защита чрез цинково покритие обяснява защо материала остава ефективен дори след повърхностно повреждание, което би компрометирало боята или други само-бариерни покрития. За екипите по набавки, които оценяват производители на цинково покрити листови метали, разбирането на този принцип на защита помага да се прецени дали спецификациите за покритие на доставчика отговарят на изискванията за корозионна устойчивост на вашето приложение.
В целия този наръчник ще анализираме стандарти, спецификации и критерии за оценка, които отличават надеждните производители от тези, които правят компромиси — за да ви предоставим знанията, необходими за вземане на уверени решения относно набавките.
Методи на цинково покритие и производствени процеси
Сега, когато разбирате как цинковото покритие предпазва стоманата , следващият въпрос е: как производителите на оцинковани листови метали всъщност нанасят това покритие? Отговорът не е един и същ за всички случаи. В индустрията доминират три различни метода за оцинковане, като всеки от тях произвежда материали с различни характеристики, подходящи за конкретни приложения.
Изборът на правилния метод директно влияе върху ефективността, разходите и изискванията за последваща обработка на вашия проект. Нека разгледаме подробно всеки процес, за да можете да съпоставите вашите спецификации с подходящия производствен метод.
Обяснение на процеса на горещо оцинковане
Горещото оцинковане е най-широко използваният метод сред производителите на оцинковани листови метали — и това е напълно оправдано. Според ръководството за материали на Xometry този процес включва потапяне на стоманата в баня с разтопен цинк при температура около 450 °C. При охлаждането цинкът образува металическа връзка с желязото в стоманата, създавайки издръжливо, многослойно покритие.
Това, което прави горещо оцинкованата стомана уникална, е химичната реакция, която протича по време на потапянето. Вместо просто да се прилепва към повърхността, цинкът образува сплавена градиентна зона с основния метал. Резултатът? Покритие, което буквално е част от състава на стоманата, а не просто лежи върху нея.
Ето какво трябва да знаете за горещо оцинкованата стомана:
- Дебелина на покритието: Обикновено варира от 50 до 100 µm — значително по-дебело от алтернативите с електрооцинковане
- Външен вид: Характерна сребриста, шарена повърхност, която се разпознава веднага
- Издръжливост: Може да запази състоянието си като нова в продължение на десетилетия, дори и в екстремни климатични условия
- Самовъзстановяване: Дребните драскотини получават непрекъсната защита от заобикалящия цинк чрез катодна защита
Стойността на процеса на горещо оцинковане обикновено е конкурентна за големи инфраструктурни проекти, тъй като материалите не изискват допълнително покритие или боядисване след производството. Тъй като South Atlantic LLC отбелязва , това елиминира допълнителното време и разходи в сравнение с методи, изискващи вторични обработки.
Производителите предпочитат този метод за галванизирана ламарина от стомана, която е предназначена за употреба на открито, за конструктивни елементи и навсякъде, където максималната корозионна устойчивост е приоритет.
Електрогалванизиране срещу галванелниране
Макар горещото потапяне в цинк да доминира в тежките индустриални приложения, два алтернативни метода отговарят на специализирани нужди, с които професионалистите по набавки често се сблъскват.
Електрогалванизация използва електрохимично утаяване вместо потапяне в разтопен цинк. Стоманата се потапя в разтвор на цинкови соли, докато електрически ток кара цинковите йони да се свържат с повърхността. Резултатът е електрогалванизирана стомана с изключително тънко и равномерно покритие — обикновено само 5–15 µm дебело.
Защо избират такова тънко покритие? Заради прецизността. Електрогалванизирането създава гладки и хомогенни повърхности, идеални за приложения, при които има строги изисквания към допуските. Тази галванизирана стоманена ламарина често се използва за:
- Акустични таванни плочи
- Вратни рамки и прозоречни касиси
- Електрически табла и шкафове
- Компоненти, изискващи вторично боядисване
Какъв е компромисът? Този тънък слой означава по-малка жертвената защита и по-кратък срок на експлоатация в корозивни среди. Повечето електрогалванизирани материали изискват допълнително покритие или боя за адекватна дългосрочна защита.
Галванелектрично легиране съчетава най-доброто от двете технологии — започва с горещо потапяне в цинк, след което веднага преминава покритият стоманен лист през пещ за отжиг при температура около 565 °C. Тази термична обработка кара желязото от основната стомана да се дифундира в цинковото покритие, образувайки галванелектрично легиран лист с повърхност от цинко-железен сплав.
Според сравнителното ръководство на Unionfab тази сплавна трансформация осигурява няколко предимства:
- Отлична адхезия на боята без предварителна подготовка на повърхността
- Превъзходна заваряемост с намалено отделяне на токсични изпарения
- По-твърда и по-устойчива на абразия повърхност
- Еднородна матова сивкава повърхност, идеална за естетически приложения
Автомобилната индустрия разчита значително на галвано-анелирана стомана за каросерийни панели точно поради това, че се заварява чисто и приема боя лесно — критични изисквания за масово производство.
| Критерии | Горещо поцинковане | Електрогалванизация | Галванелектрично легиране |
|---|---|---|---|
| Дебелина на покритието | 50–100 µm | 5–15 µm | 5–15 µm |
| Корозионна устойчивост | Отлична (за външни среди) | Умерена (изисква вторично покритие) | Добра при боядисване |
| Свариваемост | Задоволителна (цинкът може да изгори) | Честно е. | Отличен |
| Възможност за боядисване | Ограничена (изисква подготвка на повърхността) | Добра при използване на грунд | Много добра (не изисква подготвка) |
| Външен вид на повърхността | Блестяща, украсена със сребрист цвят | Гладка, еднородна | Тъп, матов сив цвят |
| Типични приложения | Външни конструкции, огради, климатични системи | Електрически корпуси, таванни плочи | Автомобилни панели, битова техника |
| Относителна цена | Умерена | По-ниско | Малко по-високи |
Когато оценявате производители на галванизирани листови метали, разбирането на методите за галванизация, които предлагат — и които препоръчват за вашето приложение — разкрива много за техническата им експертиза. Компетентният доставчик няма просто да изпълни поръчката ви; той ще ви насочи към метода на галванизация, който оптимизира експлоатационните характеристики според вашите конкретни изисквания.
След като методите за галванизация са уточнени, следващата критична спецификация, която трябва да се разбере, е дебелината на цинковото покритие — стандартизираната система, която производителите използват, за да определят точно колко цинково защитно покритие получавате.
Тегло на цинковото покритие и нива на защита
Вече сте виждали означенията в техническите спецификации — G30, G60, G90 — но какво означават всъщност тези числа? Разбирането на означенията за тегло на цинковото покритие е от съществено значение, за да съответства спецификацията на материала на изискванията за корозионна устойчивост на вашето приложение. Въпреки това това остава един от най-често неразбраните аспекти при закупуването на галванизирана стомана.
Ето какво представляват всъщност тези числа — и как да ги използвате, за да вземате по-умни решения при избора на доставчици.
Разшифровка на означенията за тегло на цинковото покритие
Системата за означаване с буквата „G“, определена в ASTM A653/A653M, ви показва точно колко цинково покритие защитава стоманата ви. Според Техническата документация на GalvInfo Center числото след буквата „G“ показва минималното тегло на цинка в унции на квадратен фут, измерено като средно аритметично от тройния пробен тест (TST) върху двете страни на листа.
Вземете за пример галванизираната стомана G90. „90“ означава минимална тежест на покритието от 0,90 oz/ft² общо — т.е. приблизително 0,45 oz/ft² върху всяка повърхност при равномерно нанасяне. Това цинково покритие G90 съответства на приблизително 21 микрона дебелина цинк от всяка страна и осигурява здрава защита за употреба на открито и в изискващи условия.
Но ето какво много купувачи пропускат: тежестта на покритието е пряко свързана с продължителността на защитния срок. Както потвърждава ръководството за избор на покрития на GalvInfo Center, тази връзка е приблизително линейна — удвояването на тежестта на покритието приблизително удвоява експлоатационния срок в дадена среда.
| Означение на покритието | Тежест на цинка (oz/ft²) | Приблизителна дебелина от всяка страна | Предложени приложения |
|---|---|---|---|
| Г30 | 0,30 общо | ~2,5 µm | Вътрешни каркаси, компоненти за битова техника, сухи среди |
| Галванизирано G60 | 0,60 общо | ~5 µm | Системи за отопление, вентилация и климатизация, лека употреба на открито, покрити конструкции |
| Галванизиран G90 | 0,90 общо | ~7,5 µm | Покривни материали, облицовки, селскостопанска техника, обща употреба на открито |
| G115 | 1,15 общо | ~10 µm | Дълготрайно излагане на открито, умерено индустриални среди |
| G140 | 1,40 общо | ~12 µm | Тежки атмосферни условия, промишлени съоръжения |
| G235 | 2,35 общо | ~20 µm | Огради, стълбови сгради, морски/крайбрежни съоръжения, максимална защита |
Съответствие на теглото на цинковото покритие с изискванията за приложение
Изборът на подходящата галванизирана дебелина не е само въпрос на избиране на най-дебелото налично покритие. Въпреки че по-дебелите покрития осигуряват по-висока защита, те също увеличават разходите за материали и могат да повлияят на формоустойчивостта при сложни операции по штамповане . Ключовият момент е да съответства галванизираното покритие g90 — или каквото и друго означение изберете — на реалните условия на експлоатация.
Имайте предвид тези фактори при определяне на подходящото тегло на покритието:
- Среда на излагане: Приложенията в крайбрежни и морски зони са изложени на агресивна солена мъгла, която ускорява консумацията на цинк. Промишлените райони с излагане на диоксид на сярата или хлориди също изискват по-дебели покрития. Сухите вътрешни среди може да изискват само защита G30 или G60.
- Очакван продължителност на експлоатация: Според корозионното моделиране на GalvInfo стоманата с покритие g90 при средни предградски условия може да издържи приблизително 20 години, преди да се появи 5% червена ръжда. Нуждаете се от 30+ години? Разгледайте покритие G140 или по-дебело.
- Вторични покрития: Ако планирате да боядисате или да нанесете прахово покритие върху готовия продукт, може да не е необходимо максимално цинково покритие. Боята осигурява допълнителна бариерна защита, което потенциално ви позволява да посочите по-леко покритие g90 и да намалите разходите.
- Изисквания за формоване: По-дебелите покрития могат да се напукат по време на агресивни формовъчни операции. При дълбоко изтегляне или сложна штамповка по-леките покрития често се справят по-добре, като все пак осигуряват адекватна защита.
- Бюджетни съображения: Цинкът е суровина с променливи цени. По-дебелите покрития означават повече цинк на квадратен фут — понякога значително влияят върху материалните разходи за поръчки с голям обем.
Като Hascall Steel отбелязва , най-често срещаната спецификация за общи външни приложения продължава да бъде галванизирана стомана G90 — която осигурява оптималния баланс между защита, разходи и технологични характеристики за повечето индустриални приложения.
Разбирането на означенията за тегло на покритието ви дава възможност да водите информирани разговори с производители на галванизиран листов метал. Вместо просто да приемете техния стандартен препоръчителен вариант, вие можете да посочите точно какви изисквания има вашето приложение — и да проверите дали техните продукти отговарят на тези спецификации чрез правилното прилагане на ASTM тестови протоколи.
Като говорим за стандарти, нека дешифрираме ASTM спецификациите, които регулират начина, по който производителите произвеждат и сертифицират галванизирани продукти — започвайки с ключовия стандарт A653, който определя стоманените класове и изискванията към качеството.

Стандарти ASTM и спецификации за класове стомана
Избрали сте метода за цинковане и определили сте подходящата дебелина на цинковото покритие — но има още един критичен аспект на спецификациите за цинкована стомана, който разделя информираните покупатели от тези, които поръчват без предварително проучване. Стандартите ASTM, регулиращи производството на цинковани листове от стомана, определят не само изискванията към покритието, но и основните характеристики на стоманата, които решават дали материала ще работи както се очаква.
Когато преглеждате оферти от производители на цинковани стоманени листове, ще срещнете означения като CS-B, DS или SS Grade 33. Какво означават тези на практика за вашето приложение? Нека дешифрираме най-важните стандарти.
Обяснение на стандартните изисквания ASTM A653
ASTM A653 е основният стандарт за листове и рулони от стомана с горещо потопено цинково покритие в Северна Америка. Като Техническото ръководство на Vitina Roof обяснява, че този стандарт — разработен от Американското дружество за изпитване и материали (ASTM) — определя всичко: от изискванията към теглото на покритието до механичните свойства и качеството на повърхността.
Но ето какво много професионалисти в областта на набавките пропускат: ASTM A653 регулира не само цинковото покритие. Той също специфицира характеристиките на основната стомана чрез система от означения на класове. Стандартът-компаньон ASTM A924 охватва общи изисквания, включително информация за поръчване, методи за изпитване и критерии за инспекция, които се прилагат за всички продукти от галванизиран лист.
Заедно тези стандарти гарантират, че когато поръчате стомана по ASTM A653 в определен клас, получавате материал с предсказуеми и последователни свойства — независимо от производителя. Тази стандартизация е това, което прави възможно закупуването въз основа на спецификации в рамките на глобална верига за доставки.
Основните елементи, които се регулират от ASTM A653, включват:
- Означения на теглото на покритието: Спецификациите от G-серията (G30 до G235), за които говорихме по-рано
- Класификации на стоманени марки: Означения, посочващи формоваемост, якост и предвидена употреба
- Изисквания към механичните свойства: Минимални стойности за граница на текучест, опънна якост и удължение
- Стандарти за повърхностно качество: Изисквания към външния вид и допустими нива на несъвършенства
- Методи за тестване: Процедури за проверка на теглото на покритието, адхезията и механичните свойства
Разбирането на изискванията по ASTM A653 ви дава възможност да формулирате технически спецификации, които ясно изразяват вашите изисквания — и да проверявате дали доставените материали действително отговарят на тях.
Означения на стоманени марки и тяхното значение
Означението на стоманената марка е мястото, където ASTM A653 става истински полезен за инженери и покупатели. Тези марки ви информират точно какво може да прави основната стомана — как се формова, колко е якостта ѝ и за какви приложения е подходяща.
Ето разбивката на основните класове оцинковани стоманени листове, с които ще се срещнете:
- CS-A и CS-B (Търговска стомана): Работните коне на пазара на оцинковани листове от търговска стомана. Класовете CS са материали с общо предназначение, подходящи за огъване, умерено формоване и заваряване. CS-B има малко по-строги контроли върху химичния състав в сравнение с CS-A, което осигурява леко по-добра формоваемост. Типични приложения включват покривни настилки, фасадни панели, резервоари за съхранение и компоненти за отоплителни, вентилационни и климатични системи, където не е необходима сложна формовка.
- FS (Формовъчна стомана): Когато приложението ви изисква по-интензивно формоване, отколкото може да осигури търговската стомана — например валцов формоване или умерено дърпане — класът FS осигурява необходимата производителност. По-високото съдържание на въглерод в сравнение с дърпаемите стомани осигурява допълнителна якост, като запазва достатъчна формоваемост за изработване на формовани компоненти.
- DS (Дърпаема стомана): Проектиран за приложения, изискващи значителна пластична деформация. Оцинкован лист от нискоуглеродна стомана в клас DS има контролирани нива на въглерод и манган, които подобряват дуктилността. Този клас се използва за автомобилни компоненти, корпуси на битови уреди и всеки продукт, който изисква дълбоки форми без пукнатини.
- DDS (стомана за дълбоко изтегляне): За още по-висока формоваемост класът DDS има много ниско съдържание на въглерод и строго контролирани примеси. Това осигурява отлични свойства на удължение — обикновено минимум 42 % — което позволява на стоманата да се разтяга в сложни тримерни форми. Материалът DDS често се използва за кухненски мивки, подови панели на автомобили и корпуси на маслени филтри.
- EDDS (стомана за изключително дълбоко изтегляне): Най-формируемата оцинкована стомана, налична на пазара – EDDS, се използва там, където класът DDS не е достатъчен. Химическият състав без междинни атоми (изключително ниско съдържание на въглерод и азот) осигурява изключителна изтегляемост за най-изискващите операции по штамповане. Типични приложения са автомобилни каросерийни панели и сложни компоненти за битова техника.
- SS (Структурна стомана): За разлика от класовете за формоване, означенията SS поставят предимство на якостта пред формователните свойства. SS клас 33 гарантира минимална граница на текучест 33 ksi; SS клас 50 гарантира 50 ksi. Тези оцинковани стоманени листове се използват за натоварени приложения – строителни конструкции, кули за електропренос, компоненти на мостове – където структурната цялост има по-голямо значение от възможностите за формоване.
| Означение на клас | Ниво на формователност | Типична граница на овластване | Ключови характеристики | Общи приложения |
|---|---|---|---|---|
| CS-A/CS-B | Ниско до умерено | Не е указано | Обща употреба, заваряема | Покриви, фасадни облицовки, вентилационни канали, резервоари |
| FS | Умерена | Не е указано | Подобрена формователност спрямо класовете CS | Профили, получени чрез валцовка, умерено дълбоко изтегляне |
| Дс | Добре | Не е указано | Ниско въглеродна, контролиран химически състав | Корпуси на уреди, автомобилни части |
| DDS | Много Добро | Не е указано | Много ниско съдържание на въглерод, минимум 42% удължение | Дълбоко изтеглени части, кухненски мивки |
| EDDS | Отличен | Не е указано | Без междинни атоми, максимална пластичност | Сложни штамповани детайли, каросерийни панели |
| Неръждаема стомана, клас 33 | LIMITED | минимум 33 ksi | Структурна якост, дефинирани свойства | Рамки, странични греди, леки конструкции |
| SS клас 50 | LIMITED | минимум 50 ksi | Високопрочни структурни | Тежки структурни конструкции, мостове, кули |
Разликата има по-голямо значение, отколкото може би очаквате. Поръчайте галванизиран листов стоманен материал за търговски цели, когато имате нужда от формователна способност на клас DDS, и вашите детайли ще се напукат по време на штамповане. Уточнете EDDS, когато стандартният търговски стоманен лист е напълно достатъчен, и плащате премия за възможности, от които нямате нужда.
Опитните производители на галванизирани листови метали ще зададат подробни въпроси относно вашите операции по формоване, преди да препоръчат определен клас. Ако доставчикът просто предлага „галванизирана стомана“, без да обсъжда спецификациите за клас, това е червен флаг, който сочи ограничена техническа компетентност.
След като стандартите на ASTM и класовете стомана са уточнени, сега сте готови да формулирате точни технически спецификации. Но самите спецификации не завършват картината — необходимо е също така да разбирате формите на продукти и конвенциите за размери, които производителите използват при доставката на галванизирани материали във вашето предприятие.
Форми на продукти и стандартни спецификации
Вие сте определили метода на цинковане, теглото на покритието и марката на стоманата — но сега възниква изненадващо сложен въпрос: как всъщност трябва да бъде доставен Вашият материал? Производителите на цинковани листови метали предлагат продукти в различни форми, като всяка от тях има свои предимства, които зависят от Вашата производствена организация и обемите на поръчките.
Разбирането на стандартните размери на листовите метали, измерванията по скалата за дебелина („гейдж“) и решението дали да изберете руло или отделни листове може да означава разликата между гладко протичащо производство и скъпо струващо отпадане на материали. Нека разгледаме подробно какво трябва да знаете.
Стандартни размери на листовите метали и измервания по скалата за дебелина („гейдж“)
Ето нещо, което обърква дори опитните покупатели: номерата по скалата за дебелина („гейдж“) не са универсални измервания. Според изчерпателния водач за скалата за дебелина на Makerverse, стоманен лист с дебелина 16 „гейдж“ не е равностоен на алуминиев лист с дебелина 16 „гейдж“ — а цинкованата стомана изобщо има своя собствена скала.
Системата за номерация на дебелината (gauge) възникнала като производствен условен запис от XIX век. Колкото по-малък е номерът на дебелината, толкова по-дебел е материала. Но ето коварството: тази зависимост не е линейна и варира според типа метал. Винаги проверявайте действителната дебелина в милиметри или инчове, а не разчитайте само на номерата на дебелината.
За оцинковани листове и плоски продукти от листов метал повечето доставчици използват системата Birmingham Wire Gauge (BWG). Лист от стомана с номер 20 — един от най-често специфицираните дебелини — има приблизителна дебелина 0,91 мм или 0,0359 инча. Тази спецификация за стоманен лист с номер 20 е популярна за вентилационни канали, леки корпуси и обща фабрикация, където умерената твърдост се комбинира с лесна обработваемост.
| Номер на гейдж | Дебелина (инчове) | Дебелина (мм) | Общи приложения |
|---|---|---|---|
| 26 GA | 0.0179 | 0.45 | Леки вентилационни канали, акустични панели, декоративни профили |
| 24 GA | 0.0239 | 0.61 | Вентилационни и климатични системи, панели за битова техника, електрически корпуси |
| 22 GA | 0.0299 | 0.76 | Покриви, фасадни облицовки, фабрикация с умерена товароносимост |
| листова метална плоча от 20-и калибър | 0.0359 | 0.91 | Обща фабрикация, скоби, капаци, вентилационни канали |
| 18 GA | 0.0478 | 1.21 | Структурни компоненти, автомобилни части, тежки корпуси |
| 16 GA | 0.0598 | 1.52 | Компоненти на шасито, рамки, промишлено оборудване |
| 14 GA | 0.0747 | 1.90 | Тежки структурни елементи, селскостопанско оборудване, ремаркета |
| 12 GA | 0.1046 | 2.66 | Тежкодействащи структурни елементи, предпазни огради за машини |
| 10 GA | 0.1345 | 3.42 | Приложения за плочи, компоненти, изложени на високо напрежение |
Както отбелязва All Metals Fabrication, ламарината преминава в областта на «плочите», когато дебелината ѝ надхвърли калибър № 7 (приблизително 0,188 инча). Оттам нататък измерванията се превключват от обозначения по калибри към десетични стойности — ще поръчвате плоча с дебелина 0,250 инча или 0,500 инча, а не ще посочвате номер на калибъра.
Стандартните размери на галванизирани листове обикновено са в два често срещани ширини: четири фута (48 инча) и пет фута (60 инча). Опциите за дължина обикновено включват листове с дължина 8 фута, 10 фута и 12 фута, като най-често наличният размер сред доставчиците е конфигурацията 4' × 10'.
Защо това има значение? Оптимизирането на разположението на вашите части спрямо стандартните размери на листовете минимизира отпадъците. Отрязването на заготовка с дължина 6 фута от лист с дължина 10 фута оставя остатък от 4 фута — потенциално неефективно, освен ако не можете да използвате този остатък някъде другаде.
Ръководство за избор между руло и лист
Освен плоските листове производителите на галванизиран листов метал предлагат материала и във формат на руло — плътно навити ролки, които се разматат по време на обработка. Според Ръководството за спецификации на MD Metals изборът между галванизирани рула и предварително изрязани листове включва оценка на няколко производствени фактора.
Оцинкованите рулони от ламарина произлизат от същия производствен процес като листовете – всъщност листовете започват като рулони. Обработващите заводи използват големи нивелиращи машини, за да размотават материала, изравняват го и го режат на дължини, подходящи за подреждане в струи. Когато поръчвате рулони директно, вие по същество получавате материала преди този вторичен етап на обработка.
Имайте предвид следните фактори при вземане на решение между двата формата:
- Възможности на оборудването: Обработката на рулони изисква размотаващи устройства, изправяни машини и системи за подаване. Ако вашето производствено помещение няма такова оборудване, предварително нарязаните листове отстраняват необходимостта от капитали инвестиции. В същото време операциите с линии за обработка на рулони печелят от непрекъснатото подаване, което максимизира времето на работа на машините.
- Намаляване на отпадъците: Рулоните позволяват персонализирани дължини на реза, адаптирани към конкретните размери на вашите детайли. Вместо да работите със стандартни листове с дължина 10 фута, можете да програмирате точни заготовки, които минимизират отпадъците. При високотоменна продукция тази оптимизация често оправдава разходите за оборудване за обработка на рулони.
- Минимални количества за поръчка: Поръчките на руло обикновено изискват по-големи задължения — често минимум 10 000+ фунта — в сравнение с поръчките на листове, при които може да поръчате само няколко бройки. Операциите с по-нисък обем могат да намерят листовете по-практични, въпреки леко по-високата цена на фунт.
- Изисквания за съхранение: Рулата позволяват високоплътно съхранение и заемат по-малко подови площи в сравнение с еквивалентното количество листове. Те обаче изискват подходящи стелажни системи и оборудване за манипулация (вилкови товароподемници с рамки за рула или C-крюкове), които не са необходими при работа с листове.
- Срокове за изпълнение: Стандартните размери на листовете обикновено се доставят по-бързо от складските запаси на дистрибуторите. Персонализираното разрязване на рула или специфичните изисквания за ширина могат да удължат времето за обработка на вашата поръчка.
За автоматизирани операции по клеймене или валцована формовка, при които се произвеждат хиляди детайли, рулоните почти винаги са разумен избор. Непрекъснатото подаване на материала намалява времето за работа между заготовките и позволява по-плътно подреждане на детайлите. Обратно на това, производствените цехове, които изготвят разнообразна продукция в по-малки обеми, често предпочитат гъвкавостта на листовия запас — вземат се само необходимите листове, без да се изисква настройка на оборудване за работа с рулони за всяка отделна поръчка.
Някои производители предлагат и двата формата от едно и също производствено предприятие, което ви позволява да набавяте листове за прототипиране и да преминете към рулони, когато обемите на серийното производство оправдаят такава промяна. Тази гъвкавост заслужава внимателна оценка при квалифициране на нови доставчици.
След като са уточнени формите на продуктите и конвенциите за размери, сте готови да съпоставите тези спецификации с конкретни индустриални приложения — където реалните изисквания на автомобилната, строителната и селскостопанската сфера определят точно кои комбинации от дебелина (калибър), покритие и формат осигуряват оптимална производителност.
Индустриални приложения и изисквания към материала
Познаването на дебелината на листа, теглото на цинковото покритие и стоманения клас е от съществено значение — но как тези спецификации се превръщат в реална производителност? Различните индустрии изискват различни материали характеристики, а производителите на оцинковани стоманени листове адаптират своите предложения съответно. Това, което работи отлично за вентилационни канали в системи за отопление, вентилация и климатизация (HVAC), може да се провали катастрофално при селскостопанска техника. Това, което се отличава при автомобилни каросерийни панели, може да е прекалено надеждно за вътрешни носещи конструкции.
Нека разгледаме конкретните изисквания, които определят избора на материали в три основни сектора — и спецификациите, които разграничават задоволителната от оптималната производителност.
Спецификации и изисквания за автомобилната индустрия
Автомобилният сектор представлява едно от най-изискващите приложения за оцинковани стоманени листове. От компоненти на шасито до каросерийни панели, автомобилите изискват материали, които издържат на действието на пътна сол, влага и десетилетия експлоатация — като същевременно отговарят на строгите изисквания за формоваемост и заваряемост.
Според ръководството за спецификации на BJCX Steel автомобилните производители обикновено изискват галванизирана стомана от клас SGLC поради подобрената ѝ корозионна устойчивост и формователност. Този клас запазва защитното си покритие при тежки условия, като в същото време позволява сложните операции по формоване, които съвременните конструкции на превозни средства изискват.
Ето какви изисквания обикновено имат автомобилните приложения:
- Шасийни и окачвателни компоненти: Галванизирана конструкционна стомана в класове SS (с предел на текучестта 33 ksi или 50 ksi) за носещи части. Покрития G90 или по-тежки осигуряват защита срещу пръскане от пътя и сол. Сваримостта е от значение тук — галванезирани материали често надминават алтернативите с горещо потапяне, тъй като произвеждат по-малко токсични изпарения и по-чисти заваръчни шевове.
- Тапицерии и затварящи елементи: Класовете EDDS или DDS доминират, като осигуряват изключителната формователност, необходима за сложни контури. Предпочитат се галванезирани покрития, тъй като те приемат автомобилните бояджийски системи без обемна повърхностна подготовка — критичен фактор за разходите при масово производство.
- Подсилени конструкции: Листовата стомана с ниско съдържание на въглерод в класове DS или FS осигурява баланс между формоустойчивост и якост. Тези компоненти не изискват екстремната способност за дълбоко изтегляне, характерна за каросерийните панели, но все пак имат нужда от надеждна корозионна защита.
- Отворени компоненти на пода на автомобила: Максималната корозионна устойчивост има приоритет. Покрития G140 или G235 в комбинация с горещо потапяне в цинк осигуряват защита на резервоарите за гориво, подовите панели и арките на колелата от агресивната среда със сол и влага, която действа под автомобилите.
Акцентът на автомобилната индустрия върху заваряемостта обяснява защо галванопластичната стомана доминира в приложенията за каросерийни панели. Когато производителите извършват точково заваряване на стотици съединения на всеки автомобил със скоростта на производствената линия, последователното качество на заварките не е опция — то е задължително за структурната цялост и безопасността при сблъсквания.
Строителни и земеделски приложения
Строителният и селскостопанският сектор имат обща предизвикателство: продуктите трябва да издържат сурови външни условия в продължение на дълги периоди с минимално поддръжка. Въпреки това техните специфични изисквания се различават значително в зависимост от приложението.
Приложения в строителството
От вентилационни канали до конструктивни рамки, приложенията в строителството обхващат целия спектър от оцинковани стоманени листове и плочи. Ключовият фактор е съответствието между устойчивостта към корозия и условията на излагане, както и между формоваемостта и методите на производство.
- Вентилационни тръбопроводи: Равни стоманени листове с дебелина 20–24 калибър и покритие G60 са подходящи за повечето вътрешни приложения. Умерената маса на покритието осигурява достатъчна защита в климатично контролирани среди, като в същото време запазва разумни материали разходи. Търговски стоманени марки (CS-A или CS-B) предлагат достатъчна формоваемост за типичното производство на вентилационни канали.
- Метални покриви и фасадни панели: Външното излагане изисква по-дебели покрития — G90 като минимум за повечето климатични зони, G140 или G235 за крайбрежни или индустриални среди. Според BJCX Steel, Z275 (покритие от 275 g/m²) често се изисква за приложения, които изискват удължен срок на експлоатация при тежки условия.
- Структурно каркасно изпълнение: Галванизираната листова стомана в SS класове осигурява необходимата якост за носещи приложения. Системите за леки стоманени каркаси (LGSF) обикновено използват материали с дебелина 18 калибър или по-голяма и покритие G60 за вътрешни приложения или G90 за външно излагане.
- Архитектурни профили и водозащитни ленти: Важно е не само функционалното, но и визуалното изпълнение. Гладките и равномерни покрития, получени чрез електрогалванизиране или галванелектрично покриване, често са по-подходящи за видими приложения в сравнение със спектакуларната („шарена“) повърхност на горещо потопените материали.
Приложения в селскостопанската техника
Селскостопанската техника се изправя пред някои от най-тежките корозионни предизвикателства сред всички отрасли. Както обяснява National Material Company, съвременните фермери разчитат на оцинкована стомана в почти всяка област на своите операции — а ниското й поддържане и устойчивостта й към ръжда директно влияят върху ефективността на операциите.
Разгледайте условията на излагане: оборудването постоянно се допира до торове, пестициди, животински отпадъци и влага. Складовите помещения преминават през сезонни цикли между влажни и сухи условия. Оградите издържат години наред на атмосферно въздействие без никакъв бюджет за поддръжка.
- Съхранение и обработка на зърно: Съдовете за съхранение, шнековете и корпусите на транспортьорите изискват дебели оцинкови покрития (G115 или по-дебели), за да устоят на абразивното и корозионно въздействие при контакт със зърно. Листовата стомана с ниско съдържание на въглерод (CS класове) осигурява достатъчна формоваемост за тези компоненти.
- Оборудване за отглеждане на добитък: Врати, фуражни ленти и панели за корпуса са изложени на контакт с животни и отпадъци. Стандартните минимални тегла на покритието са G90, а много спецификации изискват G140, за да се удължи експлоатационният срок над 20 години.
- Ириграционно оборудване: Постоянният контакт с вода — често съдържаща разтворени минерали и химикали за обработка — изисква максимална корозионна устойчивост. Покритията AZ (сплав от алуминий и цинк) понякога превъзхождат чистия цинк в тези приложения.
- Огради и конструктивни компоненти: Според National Material Company галванизираните огради представляват едно от най-често срещаните селскостопански приложения. Материалът постъпва готов за монтаж, без нужда от боядисване, а дългият му експлоатационен срок го прави икономически изгоден, въпреки по-високата първоначална цена спрямо нетретираните алтернативи.
Какво прави селскостопанските приложения особено изискващи? За разлика от автомобилните или строителните среди, където условията са относително предсказуеми, селскостопанската техника е изложена на променливи условия — например сухо съхранение през един сезон и работа в полето в кал през следващия. Тази променливост означава, че трябва да се избират защитни покрития за най-тежките възможни условия, което обикновено води до по-високи тегла на покритията в сравнение с наличните опции.
Икономическото уравнение също се различава. Докато автомобилните производители могат да включат разходите за боядисване и вторични покрития в своите производствени разходи, селскостопанската техника често разчита изключително на цинковото покритие за корозионна защита. Изборът на подходящото тегло на покритието от самото начало определя дали техниката ще прослужи 15 или 30 години.
След като изискванията за приложение са уточнени в тези основни сектори, следващият критичен въпрос е: как да оцените кои производители на галванизирани листови метали действително могат да доставят материали, отговарящи на тези спецификации? Качествените сертификати, производствените възможности и нивата на обслужване се различават значително сред доставчиците — и разбирането на това, на което трябва да се обърне внимание, прави разликата между успешното набавяне и скъпите грешки.
Оценка на качеството и възможностите на производителя
Вие сте определили своите спецификации — метод на галванизация, дебелина на цинковото покритие, клас на стоманата и форма на продукта. Сега идва въпросът, който определя дали тези спецификации действително се превръщат в качествени компоненти, пристигащи навреме: кои производители на галванизирани листови метали могат надеждно да доставят това, което обещават?
Разликата между възможностите на доставчик, описани на хартия, и неговото реално представяне в практиката може да бъде огромна. Някои производители на стоманени ролки се отличават при високотоменна производство на стокови продукти, но изпитват затруднения при изпълнение на индивидуални изисквания. Други предлагат изключителна техническа поддръжка, но не могат да увеличат мащабите си, за да отговорят на производствените нужди. Разбирането как да оценявате тези фактори системно ви помага да идентифицирате партньори, а не просто доставчици.
Сертификати за качество, които имат значение
Сертификатите за качество предоставят обективни доказателства, че производителят е внедрил системни процеси за последователно производство. Но не всички сертификати имат еднакво тегло — и някои са далеч по-важни от други, в зависимост от вашата индустрия.
ISO 9001: Основата
Сертификатът ISO 9001 показва, че производителят е внедрил документирана система за управление на качеството, която обхваща всичко — от инспекцията на входящите материали до крайното изпитване на продукта. Според ръководството на Newinds за оценка на фабрики проверката на сертификата ISO 9001 трябва да е сред първите ви стъпки при оценка на всеки производител на галванизирана стомана.
Но това, което много покупатели пропускат: ISO 9001 е базов стандарт, а не фактор за диференциация. Практически всеки сериозен производител притежава този сертификат. Липсата му е червен флаг; наличието му просто означава, че доставчикът отговаря на минималните професионални стандарти.
IATF 16949: Автомобилният стандарт
За приложения в автомобилната верига за доставки сертификацията IATF 16949 има далеч по-голямо значение от самия ISO 9001. Документацията на AIAG за IATF 16949 , този стандарт „определя изискванията към системата за управление на качеството за организации в глобалната автомобилна индустрия“ и е разработен с безпрецедентно участие от страна на индустрията.
IATF 16949 се основава на ISO 9001, но добавя специфични за автомобилната промишленост изисквания, включително:
- Предотвратяване на дефекти: Системни подходи за предотвратяване на проблеми с качеството, а не за тяхното откриване след производството
- Намаляване на вариациите: Статистически контрол на процесите, който минимизира непостоянството между отделните части
- Непрекъснато подобряване: Документирани методи за непрекъснато подобряване на качеството
- Изисквания към веригата на доставки: Очаквания относно качеството, които се разпростират през цялата мрежа от доставчици
При набавяне на галванизирани компоненти за шасита, окачвания или структурни автомобилни части сертифицирането според IATF 16949 не е по избор — обикновено то е строго задължително изискване от страна на производителите на оригинално оборудване (OEM). Производители като Shaoyi (Ningbo) Metal Technology поддържат това сертифициране специално, за да отговарят на изискващите стандарти за качество в автомобилната индустрия за персонализирани метални штамповани части и прецизни сглобки.
Сертификати за конкретни индустрии
Освен тези основни сертификати, търсете удостоверения, свързани с конкретното ви приложение:
- ISO 14001: Сертифициране на системата за управление на околната среда — все по-важно за компании с изисквания за устойчивост
- Сертификати за специални процеси: CQI-9 (термична обработка), CQI-11 (покриване с метални слоеве), CQI-12 (нанасяне на покрития) и подобни оценки на AIAG за производители, извършващи вторични процеси
- Одобрявания, специфични за клиента: Много производители на оригинално оборудване (OEM) поддържат одобрени списъци на доставчици, които изискват допълнителни квалификации освен стандартните сертификати
Оценка на производствените възможности и нивата на обслужване
Сертификатите информират за системите и процесите. Производствените възможности показват дали един производител може действително да изпълни вашите специфични изисквания. Според оценъчната рамка на Newinds, анализът на производствените линии, машините и степента на внедряване на технологиите предоставя ключови данни за оценка на пригодността на доставчика.
Поддръжка за проектиране за производство (DFM)
Най-добрите дистрибутори на галванизирана стомана не просто изпълняват поръчки — те помагат да оптимизирате вашите проекти за по-ефективно производство. Както Ръководството на OpenBOM за DFM пояснява, проектирането за производство „осигурява възможността продуктът да бъде ефективно произведен и лесно сглобен с минимални разходи за труд.“
Качествените производители преглеждат вашите проекти преди производството и идентифицират потенциални проблеми с:
- Изисквания към формоустойчивостта спрямо избора на класа на материала
- Съображения относно инструментите, които влияят върху качеството на детайлите
- Натрупване на допуски, което може да предизвика проблеми при сглобяването
- Възможности за намаляване на разходите чрез промени в дизайна
Според OpenBOM комплексната поддръжка при проектиране за производството (DFM) помага да се минимизира „разликата между разработката и прототипите от една страна и масовото производство — от друга.“ Производителите, които предлагат тази възможност, демонстрират техническа дълбочина, надхвърляща основното изработване — те стават инженерни партньори, ангажирани с вашия успех.
Например доставчици като Shaoyi предоставят комплексна DFM поддръжка, която оптимизира дизайните преди инвестиция в инструменти, потенциално спестявайки значителни разходи и одновременно подобрявайки качеството на детайлите.
Възможности за бързо проектиране на прототипи
Колко бързо един производител може да произведе пробни детайли за валидиране? Тази възможност има изключително голямо значение за сроковете при разработката на нови продукти. Някои доставчици на стоманени ролки изискват седмици за производството на първоначалните проби; други предлагат бързо прототипиране, което съкращава този период до няколко дни.
Търсете производители, които предлагат:
- Специализирана капацитет за прототипиране, отделен от производствените линии
- Опции за меки инструменти за първоначална валидация преди инвестиция в твърди инструменти
- Бързо производство на пробни изделия — 5-дневното бързо прототипиране представлява водеща в отрасъла възможност
- Поддръжка на итеративни ревизии без излишни наказателни срокове за изпълнение
Капацитет за масово производство и мащабируемост
Производител, който произвежда отлични прототипи, но не може да се мащабира до обемно производство, създава рискове за веригата на доставките. Оценете:
- Общият производствен капацитет спрямо вашите прогнозирани обеми
- Резервно оборудване — могат ли да продължат производството, ако една машина излезе от строя?
- Дълбочина на работната сила и програми за обучение
- Използване на капацитета — доставчиците, които работят при 95 % капацитет, имат ограничена гъвкавост за вашето разрастване
Автоматизираните възможности за масово производство показват инвестиции в последователен и високотомен производствен обем. Ръчните процеси могат да се използват за прототипи, но често не отговарят на изискванията за повтаряемост при производствени количества.
Реакция на услугите и техническа поддръжка
Когато възникнат проблеми — а те неизбежно ще възникнат — колко бързо реагира вашият доставчик на стоманени ролки? Факторите, свързани с обслужването, често правят разликата между задоволителни доставчици и изключителни партньори:
- Време за предоставяне на оферта: Колко време минава от изпращането на заявката за оферта (RFQ) до формалното цитиране? Най-добрите в индустрията доставчици на галванизирана стомана предлагат срок за изготвяне на оферта от 12 часа за стандартни заявки — значително предимство, когато сравнявате няколко източника под натиск от крайни срокове.
- Достъп до техническа поддръжка: Можете ли да говорите директно с инженери или всичко трябва да минава през търговски представители? Директният достъп до инженерите ускорява решаването на проблеми и оптимизирането на дизайна.
- Отзивчивост при комуникацията: Оценете колко бързо доставчиците отговарят на рутинни запитвания. Поведението им по време на продажния процес обикновено предсказва тяхната отзивчивост, след като вече сте техен клиент.
- История на решаване на проблеми: Поискайте препоръчителни писма и задайте конкретни въпроси относно начина, по който доставчикът е справил качествени проблеми или предизвикателства с доставките. Перфектните резултати са рядкост; по-важно е професионалният начин на реагиране при възникване на проблеми.
Чеклист за оценка на производителите
Използвайте тази рамка при оценка на потенциални производители на галванизирани листови метали:
- Потвърдени са сертификатите: ISO 9001 (минимален стандарт), IATF 16949 (автомобилна промишленост), отраслови сертификати – потвърдени и актуални
- Аудитирани системи за качество: Входяща инспекция, контрол по време на производствения процес, крайно тестване, протоколи за калибриране, записи за коригиращи действия – прегледани
- Оценени производствени възможности: Списък на оборудването, анализ на капацитета, ниво на автоматизация, документирани квалификации на персонала
- Потвърдена поддръжка при DFM: Налични са инженерни ресурси, дефиниран е процесът за преглед на проекта и предоставени са примери за оптимизация
- Потвърдена е скоростта на прототипиране: Потвърден е графикът за бързо прототипиране, прегледано е качеството на пробните образци и разбран е процесът за ревизии
- Оценена е мащабируемостта: Изчислена е допълнителната производствена мощност, потвърдена е резервната наличност на оборудване и обсъдено е възможността за разширяване
- Проверена е надеждността на веригата за доставки: Потвърдено е осигуряването на суровини, прегледани са практиките за управление на запасите и получени са метрики за спазване на сроковете за доставка
- Тествани са нивата на обслужване: Изпробан е срокът за подготвяне на оферти, оценена е оперативността на техническата поддръжка и анализирано е качеството на комуникацията
- Контактирани са референти: Интервюирани клиенти с подобен обем, обсъдени примери за решаване на проблеми, потвърдена общата удовлетвореност
Според препоръките на Newinds разгледайте използването на матрица за оценка с тегла — например Качество 30 %, Доставка 25 %, Стоимост 20 %, Съответствие 15 %, Обслужване 10 % — за обективно сравняване на доставчиците по тези критерии. Този системен подход премахва емоциите от решенията за източници и осигурява документация, подкрепяща вашата селекция.
Процесът на оценка отнема време, но инвестициите се възмездяват чрез надеждно доставяне, последователно качество и партньорства, които се укрепват с течение на времето. Производителят, който отговаря на тези критерии, става нещо повече от доставчик — той става продължение на вашата производствена способност.
Разбира се, оцинкованата стомана не винаги е оптималният избор. Разбирането на моментите, когато алтернативни корозионностойки материали биха обслужвали по-добре вашето приложение, гарантира, че вземате напълно обосновани решения за източници — което именно ще анализираме по-нататък.
Галванизирана стомана срещу алтернативни материали
Галванизираната стомана доминира в приложенията за корозионноустойчиви метали — но винаги ли е правилният избор? Разбирането на това кога алтернативните материали надминават галванизираните варианти ви помага да вземете решения за набавки, които оптимизират както експлоатационните характеристики, така и разходите. Понякога е оправдано да се плати повече за неръждаема стомана; друг път обаче галвалумът предлага по-добра стойност. Ключовият фактор е съответствието между свойствата на материала и конкретните изисквания на вашето приложение.
Нека разгледаме как галванизираната стомана се представя спрямо най-често срещаните алтернативи — и кога всеки от тези варианти е подходящ.
Сравнение на експлоатационните характеристики: галванизирана стомана срещу галвалум стомана
Галвалум стоманата представлява най-близкия конкурент на традиционната галванизирана стомана и използва покритие от алуминиево-цинков сплав (приблизително 55 % алуминий, 43,5 % цинк и 1,5 % силиций), а не чист цинк. Според Техническото сравнение на Englert Inc. , галвалумът е изобретен през 1960-те години от Bethlehem Steel като подобрение в сравнение с традиционната галванизация.
Така каква е практическата разлика? Алуминиевият компонент в галвалумна стоманена ролка образува стабилен оксиден слой, който по-ефективно устойчив на корозия в сравнение с чистия цинк в много среди. В същото време цинковото съдържание продължава да осигурява жертвено защитно действие върху резани ръбове и драскотини. Тази комбинация обикновено осигурява два до четири пъти по-дълъг срок на експлоатация в сравнение със стандартната оцинкована стомана при подобни условия в изпитания с морска пръскота и циклична корозия.
Ето какво трябва да знаете за разликите в производителността:
- Дълговечност: Галванизираната стоманена ролка обикновено има срок на експлоатация от 20 до 50 години, в зависимост от средата; галвалумът удължава този период до 40–70 години при оптимални условия
- Топлостна устойчивост: Алуминиевото съдържание на галвалума отразява по-голяма част от слънчевата радиация, което води до по-ниски повърхностни температури и намалено термично напрежение
- Температурно циклиране: Сплавта от алуминий и цинк по-добре устойчива на микропукнатини по време на многократни цикли на загряване и охлаждане
- Производителност в крайбрежни зони: В среда с висока соленост галвалум обикновено има по-добра производителност от оцинкованата стомана, макар че нито едната, нито другата достига пълния алуминий по отношение на устойчивостта в морски условия
Оцинкованата стоманена лента обаче все още предлага предимства в определени ситуации. Чистото цинково покритие на оцинкованата стомана осигурява превъзходна първоначална жертвеност — т.е. по-добра способност за самоизцеление в повредени участъци през ранния етап на експлоатация. Тази характеристика е от значение за приложения с висок риск от драскотини или абразивно износване.
Кога да се разглеждат алтернативни материали
Освен галвалума, няколко други корозионноустойчиви материала конкурират с оцинкованите стоманени ленти. Всеки от тях предлага специфични предимства за определени приложения — както и различни разходи.
Алюминизирана стомана
Когато високотемпературната производителност е по-важна от общата корозионна устойчивост, алуминираната стомана се отличава. Алуминиевото покритие издържа температури до 1250 °F (675 °C) без значително разрушаване — далеч над възможностите на оцинкованите стоманени ленти. Типични приложения включват:
- Автомобилни изпускателни системи и топлоизолационни щитове
- Компоненти за промишлени фурни
- Части за пещи и отоплително оборудване
- Барбекю и кулинарно оборудване
Каква е компромисната страна? Алуминираната стомана няма жертвения защитен механизъм на цинковите покрития. Драскотините или отрязаните ръбове не се самовъзстановяват, което прави материала по-малко подходящ за приложения, при които има механични повреди или абразия.
Неръждаема стомана
За максимална корозионна устойчивост без използване на каквото и да било покритие неръждаемата стомана остава непревзета. Според сравнението на MetalTek относно корозионната устойчивост, изборът на материал включва компромис между разходите и производителността — а неръждаемата стомана заема премиалния край на двете скали.
Често използваните марки неръждаема стомана като 304 и 316 са устойчиви на корозия благодарение на съдържащия се в тях хром, който формира пасивен оксиден слой. Тази защита е вродена за материала, а не нанесена външно, което означава, че не може да се износи или изчерпи с течение на времето. Приложения, при които използването на неръждаема стомана е оправдано, включват:
- Оборудване за преработка на храни (съответствие с изискванията на FDA)
- Системи за работа с химикали
- Морски фурнитури, изложени постоянно на морска вода
- Медицинско и фармацевтично оборудване
- Архитектурни елементи, които изискват десетилетия поддръжка без необходимост от обслужване
Колко пъти по-скъп е? В зависимост от класа и пазарните условия, неръждаемата стомана обикновено струва 3–5 пъти повече от еквивалентен галванизиран стоманен лист. Този надценен процент се оправдава само когато изискванията за корозионна устойчивост надхвърлят това, което цинковите покрития могат да осигурят — или когато приложението изисква вродените свойства на материала, а не защита чрез покритие.
Боядисана или напръскана с прахова боя стомана
Когато естетиката определя спецификацията, боядисаната или напръскана с прахова боя стомана предлага цветови възможности, които не могат да бъдат постигнати с голи галванизирани или галвалумови повърхности. Тези покрития добавят бариерна защита върху основната метална обработка, потенциално удължавайки експлоатационния живот, докато осигуряват декоративни повърхности.
Съвременните системи за непрекъснато покритие с бои нанасят боя върху галванизирани или галвалумови основи, като комбинират предимствата на цинковата защита с устойчивостта на цвета. Този подход е подходящ за:
- Архитектурни панели и фасади на сгради
- Корпуси на уреди
- Търговски фурнитури и витрини
- Автомобилни компоненти за интериорно оформяне
Тук въпросът не е дали боядисаната стомана надвишава галванизираната — а дали естетическите изисквания оправдават допълнителната цена на покритието и потенциалното разрушаване на боята с течение на времето.
| Критерии | Оцинкована стомана | GALVALUME СТОМАНА | Алюминизирана стомана | Неръждаема стомана | Боядисани/с порошкова покрита повърхност |
|---|---|---|---|---|---|
| Корозионна устойчивост | Добро (20–50 години) | Отлично (40–70 години) | Добро (без жертвено защитно действие) | Надмощно (вродено) | Добро до отлично (зависи от покритието) |
| Относителна цена | 1,0x (Базово) | 1,05–1,15x | 1,1–1,3x | 3-5x | 1,2–1,5× |
| Топлоустойчивост | Умерено (до 400 °F) | Добро (по-добра отражателност) | Отлично (до 1250 °F) | Отличен | Ограничено (деградация на покритието) |
| Формируемост | Добре | Добре | Добре | Умерен до добър | Добро (зависи от основата) |
| Свариваемост | Добро (цинкови изпарения) | Добре | Добре | Изисква специални процедури | Изисква премахване на покритието |
| Самовъзстановяващо се по ръбовете | Отличен | Добре | Бедните. | Н/П (вродена защита) | Бедните. |
| Най-добри приложения | Обща употреба на открито, в селското стопанство и климатичните инсталации | Покривни материали, за дълготрайна употреба на открито | Високотемпературни среди | Химическа, хранителна и морска промишленост | Архитектурни, естетични |
Рамката за вземане на решения е проста: започнете с оцинкована стомана като базов вариант и преминавайте към алтернативи само когато специфичните изисквания на приложението изискват техните уникални свойства. Галвалум е подходящ, когато удълженият срок на експлоатация или отражението на топлината оправдават скромната допълнителна цена. Алуминираната стомана е подходяща за високотемпературни приложения, при които стандартните покрития не издържат. Неръждаемата стомана се използва само в условия на екстремна корозия или при спазване на регулаторни изисквания. А боядисаните повърхности добавят стойност само когато цвят и външен вид определят изискванията.
Разбирането на тези алтернативи — както и на техните разходи и ползи — гарантира, че ще изберете подходящия материал за всяко конкретно приложение, а не ще се придържате автоматично към познати варианти. Понякога рулоните от оцинкована стомана остават оптималния избор; понякога по-високите разходи за алтернативи осигуряват по-добра стойност в дългосрочен план.
След като алтернативните материали са уточнени, вие вече разполагате с пълната техническа основа за вземане на обосновани решения относно набавките. Последната стъпка е превръщането на тези знания в действие — ефективно сътрудничество с производителите, за да се набавят материали, които отговарят на вашите спецификации надеждно и икономично.
Вземане на обосновани решения за избор на производител
Вие сте проучили методите за цинково покритие, разшифровали сте теглото на покритието, разбрали сте класовете стомана и сте оценили алтернативните материали. Сега настъпва моментът, който определя дали всички тези знания ще се превърнат в успешни набавки: изборът и влизането в контакт с производители на цинково покрити листови метали, които могат да доставят необходимото ви точно когато ви е нужно.
Това не е просто въпрос на намиране на най-ниската цена за цинково покрита стомана — макар цената безусловно да има значение. Става дума за изграждане на доставки, които подкрепят вашите производствени изисквания надеждно в продължение на време. Правилният производител става партньор; неподходящият — бутало.
Ключови изводи за избор на материали
Преди да се обърнете към доставчиците, обобщете изискванията си в ясна техническа спецификация. Според ръководството за доставчици на Metal Zenith дълбокото разбиране на самия стандарт е първата ви защита срещу нискокачествени материали. Доставчик, който не може уверено да обсъжда техническите детайли, вероятно няма необходимата експертност, за да отговаря ефективно на вашите нужди.
Идеалният доставчик предлага повече от просто конкурентна цена за галванизирана стомана — той гарантира качество, притежава задълбочена техническа експертиза и осигурява надеждна доставчанска верига, на която можете да разчитате.
Вашата техническа спецификация трябва да охватва следните ключови елементи:
- Метод на галванизация: Горещо потапяне, електрогалванизиране или галванелуване — избрани въз основа на изискванията ви относно формоваемост, заваряемост и боядисваемост
- Тегло на покритието: G30 до G235, подбрано според средата на експозиция и очаквания срок на експлоатация
- Клас на оцел: Класове CS, DS, DDS, EDDS или SS, съответстващи на операциите ви по формоване и изискванията за якост
- Форма на продукта: Галванизирана ламарина в предварително изрязани листове или руло, с подходящ калибър и размери за вашата производствена инсталация
- Изисквани сертификати: ISO 9001 като минимум, IATF 16949 за автомобилни приложения, както и всякакви отраслови сертификати, специфични за дадената област
С тези спецификации, дефинирани по-горе, можете да оценявате доставчиците спрямо обективни критерии, а не само въз основа на техните продажбени презентации.
Следващи стъпки във вашия процес на набавяне
Според чеклиста за оценка на доставчици на Fry Steel изборът на правилния метален доставчик не е просто покупателско решение — това е партньорство, което влияе върху качеството на вашата продукция, производствените срокове и дългосрочната ви рентабилност. Макар цената на галванизираната стомана на фунт да има значение, това е само една част от общата картина.
Следвайте този план за действия, за да преминете от изследване към установяване на квалифицирани отношения с доставчици:
- Направете кратък списък от 3–5 потенциални доставчици: Въз основа на вашите технически изисквания, географски фактори и нуждите от обем идентифицирайте производители, които изглеждат способни да отговорят на вашите спецификации. Имайте предвид както дистрибуторите на стоманени ролки, така и директните производители, в зависимост от вашите обеми на поръчка.
- Заявяване на подробни оферти: Изпратете запитвания за оферти (RFQ), в които точно се посочва какво ви е необходимо — не приемайте неясни цени за общи „оцинковани стомани за продан“. Качествените доставчици отговарят незабавно; водещи в отрасъла производители като Shaoyi (Ningbo) Metal Technology предлагат срок за изготвяне на оферта от 12 часа за стандартни заявки.
- Искайте протоколи за изпитване от мелницата (MTR): Както подчертава Metal Zenith, винаги искайте протоколи за изпитване от мелницата или сертификати за изпитване на материала за всяка ролка или партида. Тези документи потвърждават, че материала отговаря на вашата спецификация ASTM A653 чрез подробен химичен и механичен анализ.
- Потвърждавайте сертификациите независимо: Не приемайте твърденията за сертифициране на доверие. Поискайте копия от текущите сертификати и потвърдете валидността им с органите за сертифициране. Статусът IATF 16949, например, може да бъде проверен чрез базата данни на IATF.
- Поискайте и оценете проби: Преди да се ангажирате с производствени обеми, получете пробни образци за собствено тестване. Проверете дали формовъчните възможности, адхезията на покритието и външният вид отговарят на вашите стандарти. Възможностите за бързо прототипиране — например срок за изпълнение от 5 дни — значително ускоряват тази фаза на валидация.
- Оценете качеството на техническата поддръжка: Включете доставчиците в технически дискусии относно вашето приложение. Задават ли те разумни въпроси относно вашите операции по формоване? Предлагат ли поддръжка за проектиране за производство (DFM), за оптимизиране на вашите конструкции? Изчерпателната насока по DFM помага да се намали значително разликата между етапа на разработка и масовото производство.
- Оценете надеждността на веригата за доставки: Според рамката на Fry Steel, по-дългите от очакваното срокове за изпълнение могат да създадат сериозни задръствания във вашия бизнес. Попитайте за типичните срокове за изпълнение, дълбочината на складските запаси и статистиката за изпълнение навреме.
- Проведете преговори и установете споразумения: След като сте идентифицирали квалифицирани доставчици, преговаряйте за цените, условията за плащане, минималните количества за поръчка и графиците за доставка. Разгледайте възможността за рамкови поръчки или планови издавания на поръчки, ако вашето потребление е предсказуемо.
Производители срещу дистрибутори: Правилният избор
Трябва ли да работите директно с производители на галванизирана стомана или чрез дистрибутори на галванизирана стомана? Отговорът зависи от вашата конкретна ситуация.
Директни взаимоотношения с производителя обикновено отговарят на нуждите на покупатели, които:
- Поръчват големи обеми, които оправдават директното закупуване от мелницата
- Имат нужда от спецификации по поръчка, които не са налични на склад
- Изискват добавена стойност при обработката, интегрирана в производствения процес
- Получават полза от директно техническо сътрудничество по оптимизация на дизайна
Работата чрез дистрибутори често е разумна, когато:
- Обемите на поръчките са под минималните за мелницата (често над 20 000 фунта)
- Имате нужда от бързо доставяне от местен запас
- От един и същи източник са необходими множество типове материали
- Ограниченията в складовото пространство ограничават възможността ви да получавате големи пратки
Много успешни стратегии за набавяне комбинират и двата подхода — използване на дистрибутори за по-малки поръчки и прототипиране, а след това преминаване към директни отношения с производителите при увеличаване на обемите.
За автомобилни приложения, изискващи прецизно штамповани компоненти от оцинковани плочи, работата със специализирани производители често дава най-добрите резултати. Компании като Shaoyi комбинират качество, сертифицирано според IATF 16949, с бързо прототипиране и автоматизирани възможности за масово производство — точно тази комбинация опростява процеса на набавяне от първоначалните проби до серийното производство.
Инвестицията, която сте направили в разбирането на спецификациите, стандартите и критериите за оценка на галванизираната стомана, дава резултати през цялото време на вашите отношения с доставчиците. С това знание вие не сте просто купувач — вие сте информиран партньор, способен да изисква и проверява качеството, което вашите приложения изискват.
Често задавани въпроси относно производителите на галванизирани листови метали
1. Каква е разликата между галванизираната стомана G30 и G90?
Означението G показва теглото на цинковото покритие в унции на квадратен фут. G30 има общо 0,30 oz/ft² цинк (приблизително 2,5 µm от всяка страна) и е подходяща за вътрешни приложения. G90 има 0,90 oz/ft² цинк (приблизително 7,5 µm от всяка страна) и осигурява здраво защитно покритие за външни и общи приложения. Устойчивостта към корозия е директно пропорционална на дебелината на цинковото покритие — при еднакви условия G90 ще предпазва основния метал приблизително три пъти по-дълго от G30.
2. Коя стомана е по-скъпа — галванизираната или неръждаемата?
Неръждаемата стомана обикновено струва 3–5 пъти повече от оцинкованата стомана. Въпреки че неръждаемата стомана предлага превъзходна вродена корозионна устойчивост без необходимост от покрития, оцинкованата стомана осигурява отлична защита за повечето индустриални приложения при само част от разходите. Избирайте неръждаема стомана само когато изключително агресивните корозионни среди, съответствието с изискванията на FDA или морските условия изискват нейните премиални свойства.
3. Какви сертификати трябва да търся при избора на производители на оцинковани листови метали?
Сертификатът ISO 9001 е базов стандарт, който показва наличието на документирани системи за управление на качеството. За приложения в автомобилната доставна верига сертификацията IATF 16949 е задължителна — тя гарантира предотвратяване на дефекти, намаляване на вариациите и непрекъснато подобряване, специфично за изискванията на автомобилната индустрия. Производители като Shaoyi (Ningbo) Metal Technology притежават сертификация IATF 16949, както и комплексна поддръжка за проектиране за производство (DFM) и възможности за бързо прототипиране.
4. Каква е разликата между горещо потапяне в цинк и галванелектролиза?
При горещото потапяне в цинк стоманата се потапя в течна цинкова баня при температура 450 °C, което образува дебел цинков слой (50–100 µm) с характерна шарена повърхност и отлична корозионна устойчивост на открито. При галванелектролизата се добавя допълнителна термична обработка, която формира повърхностен цинко-железен сплав, осигуряваща превъзходна заваряемост, отлично адхезивно сцепление с боя без предварителна подготовка на повърхността и матово сив цвят — поради което този метод се предпочита за автомобилни каросерийни панели и окръжени приложения.
5. Как да избера между поръчване на оцинкована стомана в руло или листов формат?
Изберете рулов формат за високотомна автоматизирана штамповка или валцовка, където непрекъснатото подаване максимизира ефективността, а персонализираните отрязани дължини минимизират отпадъците. Изберете предварително отрязани листове за производство с по-ниски обеми, прототипиране или предприятия, които нямат оборудване за обработка на руло. Обикновено за руло се изискват минимални поръчки от 10 000+ фунта, докато листовете предлагат гъвкавост за разнообразни, по-малки поръчки.