 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Релефно тисане срещу обратно релефно тисане на автомобилни части: Инженерното ръководство
Накратко: Основната разлика за инженерите по автомобили
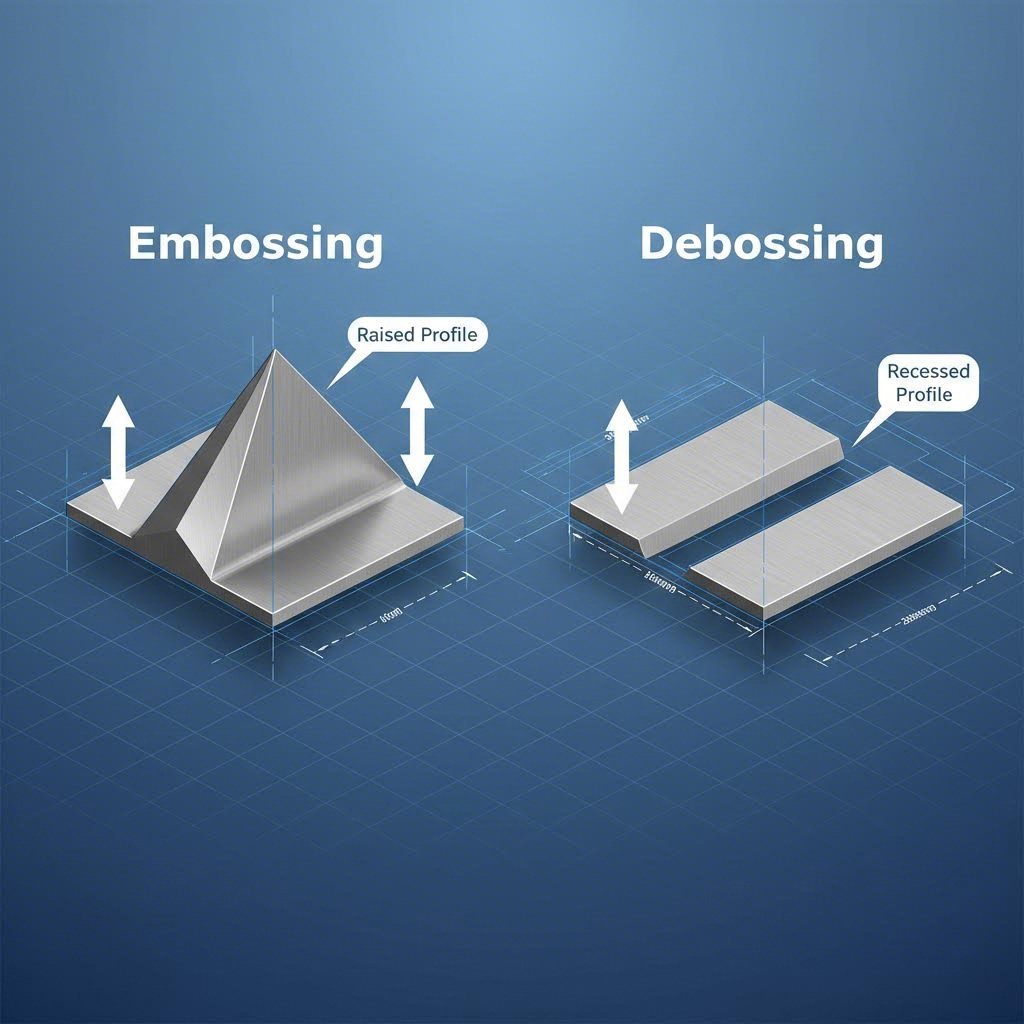
Основната разлика между релief и дебосиране се състои в посоката на движение на материала и неговото последващо взаимодействие с автомобилните повърхности. Релief използва съгласувани горен и долен матрици, за да изтласка материала възходящо , създавайки издадени знаци, които остават четими дори след обилно боядисване, напудряване или натрупване на мръсотия. Поради това той е стандарт за статични табелки на шасита и безопасносни компоненти.
И обратно. дебосиране (често технически наричано импресионно клеймене или гравиране в автомобилния контекст) изтласква материала по-ниско в подложката. Въпреки че това предпазва маркировката от повърхностно изтриване, тя е склонна да се запълва с боя или мазнини, което намалява четливостта. Въпреки това потъването — по-специално чрез точково клеймене или гравиране — е индустриален стандарт за променливи данни като уникални номера на превозни средства (VIN), тъй като не изисква скъпи фиксирани матрични комплекти при смяна на всеки знак.
Механиката на деформацията на метала
Разбирането на физиката зад тези маркировки е от решаващо значение за избора на подходящата инструментална оснастка. В автомобилното производство изборът между релефно тисничене и обратно тисничене определя зазорината в матрицата, натисковия тонаж и свойствата на течението на материала.
Конфигурации на матрици: мъжки срещу женски
Релief е процес с двойна матрица. Изисква комплект от двойка: мъжка матрица (с издадени елементи) отдолу и женска матрица (с вдлъбнати елементи) отгоре. Когато пресата извърши цикъл, листовият метал или пластмасата се принуждават да преминат между тях, като материалът се разпъва нагоре. Това изисква прецизна подравненост; ако зазорината между матриците е твърде малка, материалът ще бъде отрязан или напукан; ако е твърде голяма, губи се яснотата на формата.
Дебосиране , в най-чистата си индустриална форма, също използва комплект мъжка/женска матрица, но в обратна посока — натискайки изображението надолу. В повечето обаче високоскоростни автомобилни линии за щамповане, това, което често се нарича "обратно тисничене", всъщност е Щамповане с втиснат ефект - Не, не, не. Това използва една твърда мъжка играчка, за да удари повърхността срещу плоска котва. Основната разлика е в задната част на детайла: истинската гравирана част има повдигната обратна страна (отрицателна), докато частта с отпечатък остава плоска на гърба.
Материален поток и стрес
Изграждането на рельеф поставя материала под значително напрежение при изтегляне, докато се разтяга, за да се приспособи към повишената височина. За автомобилен алуминий (като серия 5000 или 6000) или високопрочная стомана, инженерите трябва да изчислят максималния процент на удължаване, за да се предотвратят микро фрактури. Изчистването на издълбаните частици компресира материала, затвърждавайки локализираната област. Това компресия всъщност може да укрепи частта на мястото на маркировка, докато резюме може да създаде напрежение повишава, ако не се използва правилно.
Функционална маркировка: шаси, двигател и метални части
За компонентите под каската и под тялото, битката не е за външния вид, а за проследяемост чрез обработка компоненти като топлинни екрани, прегради срещу огън и блокове на двигателя се изправят пред сурови среди след обработка, които определят метода за маркиране.
Четимост през боя и покрития
Наддрусаното маркиране е ясен победител за покритите части. При автомобилната сглобка, шасийните части често се покриват с електро-боя, грунд и окончателна боя след маркирането. Ако частта е вдлъбната (вдлъбнат знак), боята се навлива във вдлъбнатините, запълвайки ги и правейки знаците нечетими. Наддрусаните знаци, които стърчат над повърхността, позволяват на боята да се стича изключено около върховете. Марката остава ясна и четима дори под дебели слоеве антискоростно покритие.
Затова обикновено се виждат статични данни — например кодове на модели или обозначения на платформи върху прегради срещу огън — наддрусани директно в ламарината. Това гарантира, че данните ще оцелеят след бояджийницата и 20 години пътна мръсотия.
Предизвикателството с променливите данни: VIN номера
Макар че тисането е по-добро за четливост, то има фатален недостатък: цена. Тисането изисква фиксиран комплект матрици. За да се тисне уникален 17-цифрен VIN за всяка отделна кола, произвеждана на линията, ще ви трябва сложен, бавен и скъп ротационен номериращ механизъм.
Следователно, дебосиране (чрез точково маркиране или гравиране) е стандарт за уникална идентификация на превозни средства. Гравировачните машини използват диамантен или карбиден писец, за да „напишат“ VIN номера върху металната рама. Въпреки че тези маркировки са вдлъбнати, те се нанасят достатъчно дълбоко, за да издържат стандартните електро-покрития, или се нанасят след след боядисване (изисква се маскиране). Този метод позволява безкрайна вариабилност без смяна на инструментите, което е задължително за съвременното масово производство.

Естетически приложения: Интериорни декори и брандиране
В салона целта на търсенето се променя от издръжливост към „възприемана качественост“. Дизайнерите използват тези техники, за да предадат усещане за лукс и тактилна обратна връзка.
Кожени и меки повърхности
За кожени седалки, волани и интериорни декори дебосиране (често наричано горещо клеймо в този контекст) създава премиум, дискретен вид. Чрез налагане на нагрята матрица в кожата, влакната се компресират и потъмняват, създавайки постоянно, елегантно вдлъбнато отпечатък. Това се предпочита пред ембосирането за логотипи, тъй като издадените кожени области са склонни на абразия и износване от пасажери, които се плъзгат при влизане и излизане от автомобила.
Тактилни контроли и бутони
Релief доминира в дизайна на бутони и команди. Издаден символ върху бутон за прозорец или радио осигурява важно хаптично усещане, позволявайки на шофьора да разпознае командата, без да отклонява поглед от пътя. При съвременните процеси за пластмасови интериори „Етикетиране вътре в формата“ (IML), ембосирането се използва за създаване на 3D текстура върху иначе равни повърхности за докосване, като съчетава гладкия вид на сензорен екран с физическата сигурност на механичен бутон.
Критични фактори за сравнение (матрица за вземане на решение)
При избор на технология за маркиране на нова автомобилна компонента използвайте тази матрица, за да оцените компромисите между цена, издръжливост и производствени ограничения.
| Характеристики | Релефно маркиране (изпъкнало) | Вдлъбнато маркиране / клеймоване (вдлъбнато) |
|---|---|---|
| Четимост при боядисване | Отличен (Боята се стича от върховете) | Бедните. (Боята запълва вдлъбнатините) |
| Стоимост на инструментите | Високо (Изисква съгласувани мъжки/женски форми) | Средно/Ниска (Единична форма или стилус) |
| Променливи данни (VIN) | Трудни (Бавно, сложни номерирани глави) | Отличен (Програмируемо точково маркиране/гравиране) |
| Износостойкост | Ниски (Изпъкналата повърхност поема износването) | Високо (Марката е защитена под повърхността) |
| Времето на цикъла | Бързо (Едноходово натискане) | Бързо към бавно (Тоноването е бързо; гравирането е по-бавно) |
За производителите, търсещи начин да преодолеят пропастта между тези решения за прототипиране и масовото производство, Shaoyi Metal Technology предлагат всеобхватни решения за тоноване. Възможностите им, вариращи от бързо прототипиране до пресоване с 600 тона, позволяват безпроблемна интеграция на процеси за релефно тоноване и сложни вдлъбнати маркировки. Независимо дали са ви нужни 50 прототипа за валидиране на дизайн или милиони серийно произвеждани лостове за управление, техните прецизни решения, сертифицирани по IATF 16949, гарантират, че изискванията ви за маркиране ще отговарят на глобалните стандарти на OEM производителите. Пълния обхват на инженерните им възможности можете да проверите на Shaoyi Metal Technology Stamping Solutions .
Обобщена препоръка по тип детайл
За да финализирате стратегията си за производство, категоризирайте частите си според тяхното излагане и нуждите от данни:
- Изберете релефно тиснате (Embossing), ако: Частта ще бъде боядисана, покрита с прах или изложена на силно мазнило (напр. табели за шасита, прегради, маслени кани). Релефните символи гарантират, че информацията никога няма да бъде загубена под слоевете на покритието.
- Изберете вдлъбнато тиснате/печатане (Debossing/Stamping), ако: Частта изисква уникални серийни номера (VIN), или ако повърхността ще бъде изложена на силно триене (напр. подови панели, съединителни повърхности). Вдлъбнатият знак е защитен от зачертаване.
- Изберете горещо клеймо (Deboss) при: Проектирате ли естетически интериорни части като кожа или винил. Осигурява висококачествено покритие, което устои на износване от контакт с пътници.
Заключителни мисли: Избор на правилния тип отпечатък
В крайна сметка решението между ембосиране и дебосиране в автомобилната индустрия рядко е въпрос на предпочитание — това е инженерен изчислителен процес, определян от жизнения цикъл на детайла. Ембосираната маркировка оцелява в бояджийницата; дебосираната маркировка оцелява триенето на производствената линия. Като съгласувате метода за маркиране с околната среда, на която е изложена компонентата, и променливостта на данните, осигурявате проследимост от стомната до пункта за вторична употреба. Правилният избор предотвратява скъпоструващи отзовавания поради нечетими данни за безопасност и подобрява възприеманото качество на интериора на автомобила.
Често задавани въпроси
1. Кое е по-добро за боядисване на автомобилни части – ембосиране или дебосиране?
Ембосирането е значително по-добро за боядисаните части. Тъй като знаците са издадени, боята има тенденция да се оттича от върховете, запазвайки ръбовете остри и четливи. При дебосирането боята се събира в углубенията, често напълно ги запълва и затваря маркировката, особено при дебели автомобилни покрития като е-коат или андеркойт.
2. Защо VIN номерата обикновено са дебосирани или гравирани?
VIN номерата изискват уникални, променливи данни за всяко едно превозно средство. Ембосирането изисква фиксиран комплект матрици за всеки символ, което е механически сложно и скъпо при смяна на всеки цикъл. Дебосирането (специално чрез точково нанасяне или гравиране) използва програмируем стилус, който може моментално да промени символите чрез софтуер, което го прави единствения възможен вариант за сериализация в големи обеми.
3. Кой процес е по-скъп за метални части?
Ембосирането обикновено е по-скъпо относно инструментите, тъй като изисква комбиниран комплект мъжки и женски матрици, изработени с прецизна зазорина. Печатащото етикетиране (форма на дебосиране) обикновено изисква само единична мъжка матрица и равна основа, което намалява първоначалните разходи за инструменти. Въпреки това, при променливи данни, програмируемите гравирни машини напълно отстраняват разходите за разходни материали като матрици.