 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

A2 срещу D2 стомана: Коя е подходящата за вашите клапани матрици?

Накратко
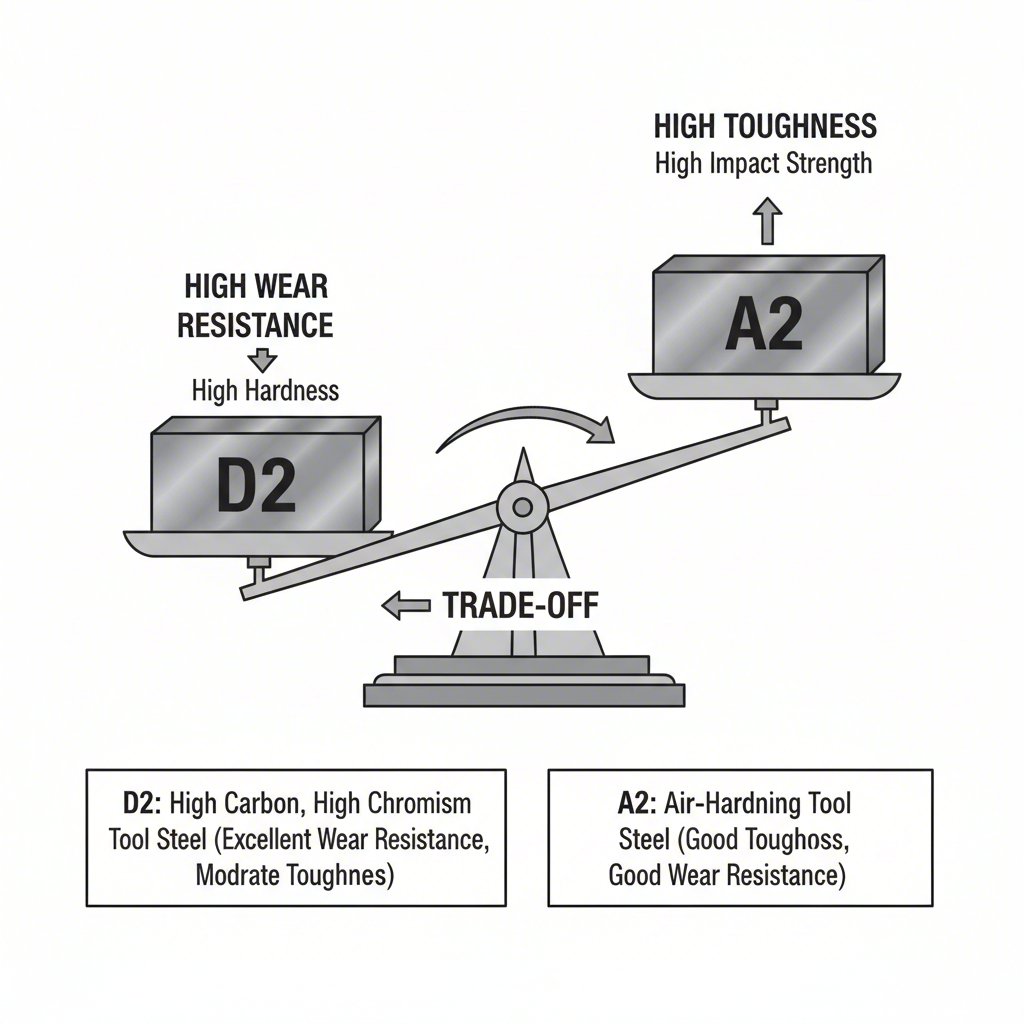
При избора на материал за штамповъчни матрици, решението между инструменталната стомана A2 и D2 представлява съществен компромис. Инструменталната стомана D2 предлага по-добра устойчивост на износване, което я прави идеална за дълги производствени серии и абразивни материали, където продължителният живот на матрицата е от първостепенно значение. Напротив, A2 инструменталната стомана осигурява значително по-голяма твърдост, което помага да се предотврати ръскане или пукане на матрици със сложна геометрия или при високи ударни натоварвания. Освен това A2 е по-лесна и по-икономична за машинна обработка, което я прави универсален избор за широк кръг от приложения.
Основни свойства: Въведение в инструменталните стомани A2 и D2
A2 и D2 са високовъглеродни, високовъглеродни инструментални стомани за студена работна среда, но техните специфични състави им придават различни характеристики. A2 често се счита за универсален, многоцелеви клас, който постига баланс между твърдост и устойчивост на износване. Той служи като мост между стоманите, които се закаляват в масло, и високовъглеродните стомани като D2. D2 от своя страна е специалист, проектиран за максимална устойчивост на износване в изискващи и високопроизводствени приложения.
Основната разлика се крие в химичния им състав, който определя тяхното поведение. Значително по-високото съдържание на хром и въглерод в D2 е ключът към изключителната му устойчивост на износване. По време на термична обработка тези елементи образуват голямо количество твърди частици от хромов карбид в матрицата на стоманата, които се противопоставят на абразивно износване по време на процеси като штамповане. A2 има по-скромно съдържание на сплавки, което води до по-твърда и по-еднородна микроструктура.
Таблицата по-долу описва типичните химични състави, които определят техните характеристики:
| Елемент | A2 инструментална стомана (типичен %) | D2 инструментална стомана (типичен %) |
|---|---|---|
| Въглерод (C) | 0.95 - 1.05 | 1.40 - 1.60 |
| Хром (Cr) | 4.75 - 5.50 | 11.00 - 13.00 |
| Молибден (Mo) | 0.90 - 1.40 | 0.70 - 1.20 |
| Ванадий (V) | 0.15 - 0.50 | ≤ 1.10 |
След подходяща топлинна обработка и двата вида стомана могат да постигнат подобна твърдост, обикновено в диапазона 57-62 HRC за A2 и 55-62 HRC за D2. Въпреки това, самата твърдост не разкрива цялата картина. Разликите в експлоатационните характеристики по отношение на ударна възможност и износоустойчивост при тези нива на твърдост са това, което всъщност ги отличава в приложения за штамповъчни матрици.
Основно сравнение: Износоустойчивост срещу ударна възможност в штамповъчни матрици
Ключовият фактор при избора между A2 и D2 за штамповъчни матрици е балансът между износоустойчивост и ударна възможност. Тези две свойства са обратно пропорционални; увеличаването на едното почти винаги означава намаляване на другото. Разбирането на този компромис е от съществено значение за оптимизиране на производителността и продължителността на живота на матрицата.
D2 инструменталната стомана е недвусмислен лидер по устойчивост на износване. Високото съдържание на големи, твърди хромови карбиди осигурява изключителна устойчивост към абразивни сили, възникващи при штамповане на материали, особено тези, които са твърди или съдържат абразивни елементи като висококремниевата стомана. Това означава по-дълги производствени серии между заточванията, намален простоен период и по-ниска цена на детайл в случаите на голяма серийност. Въпреки това, тази висока устойчивост на износване се плаща с по-ниска якост. Същите карбиди, които осигуряват устойчивост към износване, могат да действат и като вътрешни точки на напрежение, което прави D2 по-крехка и подложна на чупене или внезапно разрушаване при рязък удар или високи странични натоварвания.
Напротив, инструменталната стомана A2 предлага по-добра якост. По-ниското съдържание на сплави и по-фината карбидна структура я правят значително по-устойчива на пукане и ръбване. Това прави A2 отличен избор за матрици с деликатни детайли, остри ъгли или за приложения, включващи тежки формовъчни или штамповъчни операции, при които ударното натоварване е сериозна грижа. Въпреки че устойчивостта ѝ към износване е по-ниска от тази на D2, все пак се счита за добра и напълно достатъчна за серии от кратка до средна продължителност или при штампиране на по-меки материали.
Инструментална стомана A2
- Плюсове: Превъзходна якост и устойчивост на удар, по-малко склонна към ръбване, по-добра обработваемост
- Минуси: По-ниска устойчивост към износване в сравнение с D2, изисква по-често заточване при приложения с голям обем
D2 инструментална стомана
- Плюсове: Изключителна устойчивост към износване и запазване на ръба, идеална за дълги серии и абразивни материали
- Минуси: По-ниска якост (по-крехка), склонна към ръбване при удар, по-трудна за машинна обработка
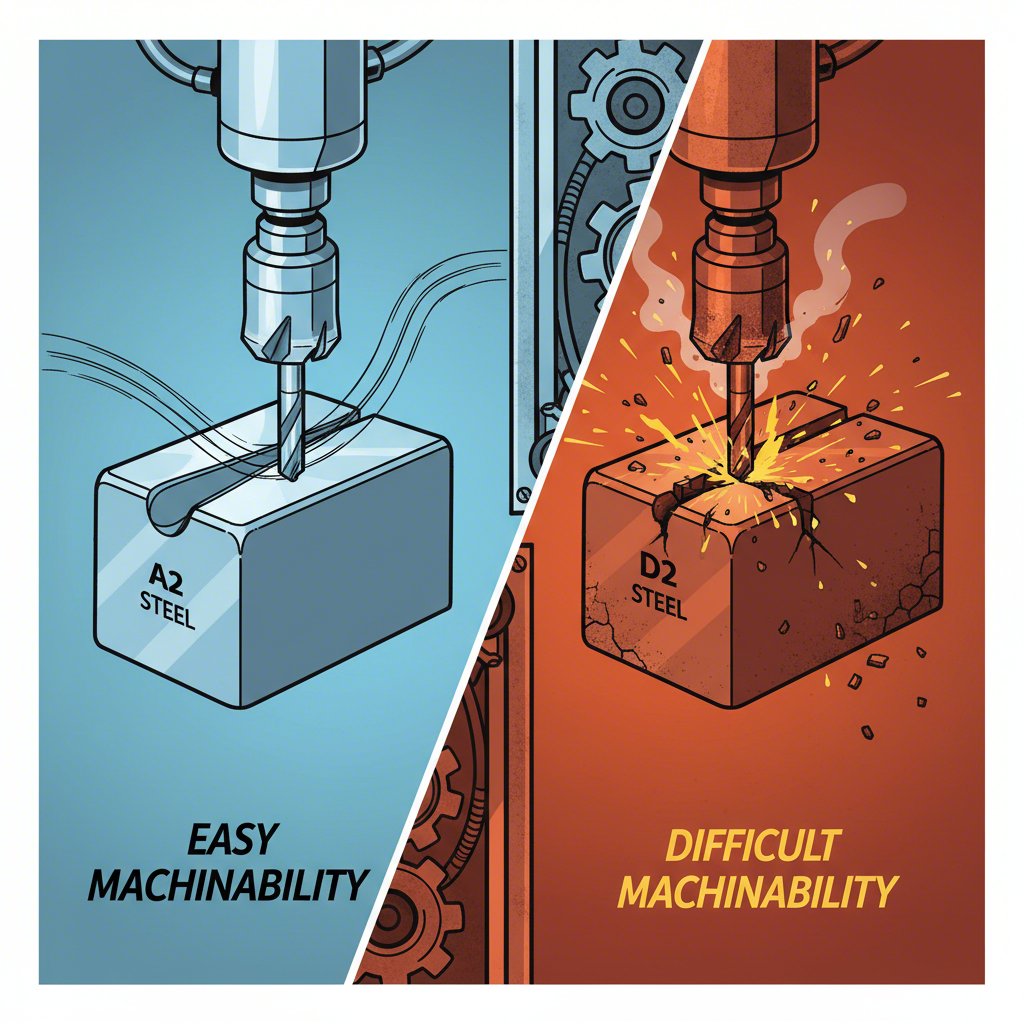
Обработваемост и производствени съображения
Освен свойствата за производителност, от съществено значение са и практическите аспекти при производството на штампови форми. Това е още една област, в която A2 и D2 рязко се различават. Инструменталната стомана A2 е значително по-лесна за машинна обработка и шлифоване. Нейната микроструктура е по-благоприятна за режещите инструменти, което позволява по-високи скорости на обработка, намаляване на износването на инструментите и в крайна сметка по-ниски производствени разходи. Това е значително предимство при производството на сложни форми, които изискват обширна машинна обработка.
D2 поради високото съдържание на абразивни хромови карбиди е известна с това, че е изключително трудна за машинна обработка. Тя бързо износва режещите инструменти, изисква по-бавни скорости на обработка и може да наложи използването на специализирано оборудване като твърди метални инструменти или напреднали техники като електроерозийна обработка (EDM). Процесът на шлифоване също може да бъде по-сложен, което увеличава времето и разходите за производство на формите. Тези производствени препятствия са ключов недостатък на D2 и трябва задължително да се вземат предвид при общата сметка за разходите.
И A2, и D2 са стомани, които се закаляват на въздух – значимо предимство, което им осигурява отлична размерна стабилност по време на термичната обработка. Това означава, че те са по-малко склонни да се деформират или изкривяват по време на процеса на закаляване, което е от решаващо значение за запазване на тесните допуски, необходими за щампови матрици. Въпреки че и двете са стабилни, A2 обикновено се счита за малко по-толерантен, докато по-високото съдържание на сплавки в D2 може да го направи по-чувствителен към параметрите на термичната обработка.
| Коефициент | Инструментална стомана A2 | D2 инструментална стомана |
|---|---|---|
| Машинна обработваемост | Добре | Лош / Проблемен |
| Смелост на шлифоване | Добре | Бедните. |
| Стабилност при термична обработка | Отличен | Много Добро |
Анализ на разходи и производителност и окончателна препоръка
Окончателният избор между A2 и D2 инструментална стомана за щампови матрици се свежда до всеобхватен анализ на разходите и производителността. Решението не е просто коя стомана е "по-добра", а коя е най-икономически жизнената за конкретно приложение. Това изисква разглеждане не само на първоначалната цена на материала, но и на производствените разходи и очаквания общ срок на живот на матрицата.
A2 обикновено е по-евтин като суровина и, както беше обсъдено, изисква значително по-ниски разходи за обработка до готовия матричен инструмент. За кратки до средни производствени серии или за щанцоване на неабразивни материали, A2 често е най-икономичното решение. Неговата изключителна устойчивост осигурява надежден резерв срещу преждевременно повреждане на матрицата, което го прави сигурен и работоспособен избор за широк спектър от задачи.
По-високите разходи за материали и обработка на D2 могат да бъдат оправдани само в приложения, при които неговата превъзходна устойчивост на износване осигурява ясно възвръщане на инвестициите. Например, при много дълга производствена серия за штамповане на абразивен неръждаема стомана, матрицата от D2 може да издържи няколко пъти по-дълго в сравнение с матрица от A2. Този удължен експлоатационен живот намалява нуждата от скъпостояща спирка на производството за поддръжка или смяна на матрицата, което води до по-ниска обща цена на собственост, въпреки по-високата първоначална инвестиция. Изборът се превръща в икономически пресмятане: ще надхвърлят ли спестяванията от намалените прекъсвания и по-малко подмяны първоначалните разходи?
За критични проекти, особено в изискващи сфери като автомобилното производство, консултирането със специалист може да бъде безценна помощ. Фирми като Shaoyi (Ningbo) Metal Technology Co., Ltd. се специализират в прецизни штампови матрици за автомобилната индустрия и могат да предоставят експертни насоки относно избора на материал и дизайна на матриците, за да се гарантира оптимална производителност и икономическа ефективност за вашите конкретни компоненти.
За да вземете окончателно решение, използвайте следната матрица, за да оцените специфичните нужди на вашето приложение:
| Коефициент | Инструментална стомана A2 | D2 инструментална стомана |
|---|---|---|
| Устойчивост на износване | Добре | Отличен |
| Твърдост (устойчивост срещу отломяване) | Отличен | Честно е. |
| Машинна обработваемост | Добре | Бедните. |
| Начална цена (материал + обработка) | По-ниско | По-висока |
| Най-подходящо приложение | Универсално, сложни матрици, средни серии, стъмпинг с висок удар | Големи серии, абразивни материали, прости форми на матрици |
Често задавани въпроси
1. Дали D2 е по-твърд от A2?
Въпреки че D2 може да достигне леко по-висока максимална твърдост по Рокуел (HRC), и двата вида стомана работят в много подобен диапазон на твърдост (обикновено 55–62 HRC). По-значимата разлика не е в твърдостта, а в устойчивостта на износване. Уникалният химичен състав на D2, богат на въглерод и хром, образува голямо количество твърди карбидни частици. Тези карбиди осигуряват значително по-добра устойчивост към абразивно износване, което често се възприема като „по-голяма твърдост“ в практиката, дори когато измерената твърдост HRC е подобна на тази на A2.
2. За какво е подходяща инструменталната стомана A2?
A2 инструменталната стомана е изключително универсален материал, ценен поради отличното си съчетание от твърдост и добра устойчивост на износване. Тя е идеална за широк спектър от студени работни приложения, включително пробивни матрици, формовъчни матрици, щанци и промишлени ножове. Високата ѝ якост я прави особено подходяща за инструменти, които подлежат на ударни натоварвания, или за матрици със сложни дизайни, които биха могли да се напукат, ако са изработени от по-крехък материал.
3. Какви са недостатъците на D2 стоманата?
Основните недостатъци на D2 стоманата произтичат от същите свойства, които ѝ осигуряват отлична устойчивост на износване. По-ниската ѝ якост я прави по-крехка и податлива на чупене или пукане при ударни натоварвания. Освен това, поради абразивния си характер, машинната обработка и шлифоването са значително по-трудни и скъпи. Накрая, въпреки че високото съдържание на хром осигурява известна устойчивост към корозия, тя не е неръждаема стомана и ще ръждяса, ако не се поддържа правилно.