 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Секрети спеціалізованої компанії зі зварювання листового металу: від сирого сталевого прокату до готових деталей

Що таке спеціалізована компанія зі зварювання листового металу
Уявіть, що вам потрібен індивідуальний кронштейн, складна оболонка або конструктивний елемент, якого просто немає в наявності в готовому вигляді. До кого ви звернетесь? Саме тут незамінною стає спеціалізована компанія зі зварювання листового металу. Ці спеціалізовані виробники перетворюють сировинний металевий прокат на точно спроектовані компоненти, адаптовані до ваших конкретних вимог — таким чином вони заповнюють розрив між концепціями проектування та функціональною реальністю.
Визначення спеціалізованих послуг зі зварювання листового металу
Спеціалізована компанія зі зварювання листового металу спеціалізується на створенні індивідуальних металевих деталей та зборок за допомогою експертних методів зварювання листового металу поєднані з процесами різання, формування та остаточної обробки. На відміну від підприємств масового виробництва, що випускають стандартизовані вироби, ці спеціалісти виготовляють унікальні компоненти — такі як рами, кріплення, корпуси та конструктивні зборки — на основі файлів CAD, інженерних креслень або описів замовника.
Що відрізняє спеціалізованих виробників?
- Індивідуальні можливості: Кожен проект отримує індивідуальне увагу — від інтерпретації конструкторської документації до остаточного контролю.
- Експертіза матеріалів: Глибоке розуміння поведінки різних сплавів під час зварювання листового металу, у тому числі розрахунків пружного відскоку та врахування напрямку зерна.
- Точність допусків: Тоді як загальні виробничі потужності працюють із допусками в межах ±1/16″ до ±1/8″, спеціалізовані майстерні часто досягають точності до ±0,005″–±0,010″.
- Сертифікація якості: Документовані системи якості, що відповідають вимогам авіакосмічної, медичної, автомобільної та інших регульованих галузей.
Ці компанії також виконують спеціалізовані технології, наприклад зварювання листового металу сердечником з флюсом для конкретних застосувань, що вимагають глибшого проплавлення або роботи на відкритому повітрі, де використання захисного газу є непрактичним.
Чому точність виготовлення має таке велике значення у виробництві
Отже, чому точність має таке велике значення? Розгляньте це: компоненти, які неправильно підіймають один до одного, потребують дорогих коригувань безпосередньо на об’єкті, що збільшує витрати на робочу силу та затягує терміни реалізації проекту. Відхилення в розмірах можуть призвести до виходу продукції з ладу, пред’явлення претензій за гарантією та пошкодження репутації. Для галузей, що вимагають дотримання точних допусків, недостатня якість обробки листового металу та зварювальних робіт означає дорогостоячі затримки або навіть повне відхилення продукції.
Послуги з якісного зварювання листового металу забезпечують додану вартість через:
- Зниження загальних витрат на проект: Усунення необхідності переделок та коригувань на об’єкті
- Підвищення ефективності збирання: Точні компоненти підходять один до одного з першого разу
- Покращена експлуатаційна характеристика: Розмірна точність безпосередньо впливає на експлуатаційну надійність
- Виконання нормативів: Повна відстежуваність, статистичний контроль процесу та документація щодо інспекції першого зразка
Інвестиції в спеціалізоване виготовлення виправдовують себе скороченням часу збирання, усуненням необхідності переделки та покращенням експлуатаційних характеристик продукту. Незалежно від того, чи розробляєте ви медичні пристрої, де безпека людини залежить від точності розмірів, чи виробляєте корпуси електронних пристроїв, які вимагають точного екранування від електромагнітних перешкод (EMI), співпраця з досвідченими послугами зварювання листового металу забезпечує відповідність ваших компонентів найвищим вимогам, які пред’являють ваші застосування.
Типи методів зварювання при виготовленні виробів із листового металу
Чи замислювались ви коли-небудь, чому деякі компоненти з листового металу мають майже непомітні шви, тоді як інші — чітко виражені зварювальні валики? Відповідь полягає у правильному виборі методу зварювання для кожної конкретної задачі. Розуміння типів зварювання при виготовленні виробів із листового металу допомагає ефективно спілкуватися з виробниками та забезпечує використання оптимального методу з’єднання для досягнення потрібної міцності, зовнішнього вигляду та економічної ефективності.
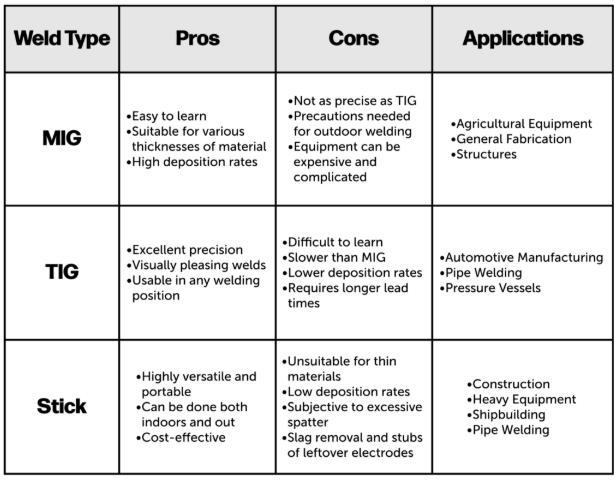
Зварювання MIG для підвищення ефективності виробництва
Коли важлива швидкість виробництва, зварювання тонколистового металу методом MIG стає основним вибором спеціалізованих виробників . Зварювання в інертному газі (MIG), також відоме як зварювання плавким електродом у захисному газі (GMAW), використовує неперервно подаваний дротовий електрод, який плавиться в зварювальну ванну, тоді як інертний захисний газ запобігає атмосферному забрудненню.
Чому зварювання тонколистового металу зварювальним апаратом MIG є таким популярним? Розгляньте такі переваги:
- Швидкість зварювання: Неперервна подача дроту дозволяє зварювальникам швидко виконувати з’єднання без зупинок для заміни електродів
- Універсальна сумісність із матеріалами: Чудово підходить для вуглецевої сталі, нержавіючої сталі та алюмінію
- Простота техніки: Оператори можуть досягати якісних результатів з меншою кількістю навчання порівняно з іншими методами
- Чиста робота: Мінімальна кількість шлаку та бризок означає менший обсяг робіт після зварювання
Зварювання MIG відзначається високою ефективністю при виготовленні кузовів автомобілів, виробництві промислового обладнання та збірці конструкцій, де обсяги виробництва виправдовують більш високі швидкості зварювання. Для більш товстих матеріалів, що вимагають глибокого проплавлення, виробники іноді застосовують технології зварювання листового металу з флюсом, наприклад зварювання під флюсом (FCAW), яке часто можна виконувати навіть на відкритому повітрі без зовнішнього захисного газу, що робить його надзвичайно універсальним для різних умов.
Зварювання TIG для точних застосувань
Коли ваш проект вимагає надзвичайної якості зварного шва та його візуальної привабливості, зварювання листового металу методом TIG забезпечує неперевершені результати. Зварювання вольфрамовим електродом у середовищі інертного газу (TIG), технічно відоме як газове вольфрамове дугове зварювання (GTAW), використовує неплавкий вольфрамовий електрод для створення дуги, а зварник вручну подає присадний матеріал за потреби.
Чому виробники рекомендують TIG для критичних компонентів? Цей процес забезпечує:
- Надзвичайну точність і контроль: Зварювальники можуть точно контролювати вхідну кількість тепла, запобігаючи пробою тонких матеріалів
- Виняткова естетика зварних швів: Утворює чисті, візуально привабливі валики, які часто не потребують додаткової обробки
- Гнучкість матеріалів: Працює з широким спектром металів, у тому числі нержавіюча сталь, алюміній, титан і екзотичні сплави
- Без розбризкування: Створює бездоганні робочі зони та компоненти
Аргоно-дугове зварювання (TIG) є популярним для обладнання харчової промисловості, де критично важлива чистота, паливних магістралей і баків, вихлопних систем та авіаційних компонентів. Хоча ручне дугове зварювання (stick) тонколистового металу залишається варіантом для полевого ремонту та зовнішніх застосувань, точність TIG-зварювання робить його переважним вибором для контрольованих цехових умов, де якість має пріоритет над швидкістю.
Точкове зварювання для операцій збирання
Точкове зварювання листового металу пропонує зовсім інший підхід — використання електричного опору замість дуги для з’єднання матеріалів. Два електроди прикладають тиск і електричний струм до накладених один на одного металевих листів, генеруючи достатньо тепла в точці контакту, щоб зварити їх разом.
Цей метод забезпечує кілька виражених переваг:
- Надзвичайну швидкість: Кожне зварювання завершується за частки секунди
- Не потрібні наповнювальні матеріали: Зменшує витрати на споживні матеріали й усуває необхідність вибору наповнювальних матеріалів
- Простота автоматизації: Інтегрується безперебійно в роботизовані виробничі лінії
- Мінімальна постобробка: Зварні шви практично не потребують очищення чи остаточної обробки
- Безпечніша експлуатація: Не потрібні відкриті полум’я або захисні гази
Точкове зварювання є провідним методом у збиранні кузовів автомобілів, виробництві побутової техніки та будь-яких застосуваннях, що вимагають швидкого з’єднання тонких накладаються один на одного листів. Саме цей метод дозволяє збирати сучасні автомобільні кузови з тисячами стабільних і надійних зварних з’єднань.
Порівняння методів зварювання для вашого проекту
Вибір правильного методу зварювання залежить від ваших конкретних вимог. Лазерний зварювальник для листового металу забезпечує виняткову точність при зварюванні мікрокомпонентів та матеріалів, чутливих до тепла, тоді як традиційні методи підходять для ширшого спектра застосувань. Ось порівняння основних методів:
| Метод | Найкраще застосування | Діапазон товщини матеріалу | Швидкість |
|---|---|---|---|
| MIG зварювання | Автомобільні кузови, промислове обладнання, конструктивні зборки, виробниче виготовлення | 24 калібр до 1/2″ (0,6 мм до 12,7 мм) | Швидке — ідеально для високопродуктивного виробництва |
| TIG зварювання | Аерокосмічні компоненти, обладнання для харчової промисловості, паливні системи, точні корпуси | 26 калібр до 1/4″ (0,5 мм до 6,4 мм) | Повільне — надає перевагу якості замість швидкості |
| Точкова зварювальна обробка | Автомобільна збірка, побутова техніка, корпуси, з’єднання листових деталей унахлест | 28 калібр до 1/8″ (0,4 мм до 3,2 мм) | Дуже швидко — секунди на зварний шов |
| Лазерне зварювання | Медичні пристрої, електроніка, прецизійні інструменти, матеріали, чутливі до тепла | 30 калібр до 1/8″ (0,3 мм до 3,2 мм) | Дуже швидко з мінімальним спотворенням |
| Порошковий дріт (FCAW) | Важке обладнання, зовнішні будівельні роботи, товсті конструктивні елементи | 18 калібр до 1″ (1,2 мм до 25,4 мм) | Швидко з глибоким проплавленням |
Згідно експерти зварювальної галузі лазерне зварювання працює приблизно втричі–п’ять разів швидше за традиційні методи дугового зварювання на тонких матеріалах, утворюючи майже непомітні шви з мінімальними зонами термічного впливу. Це робить його ідеальним для застосувань, де потрібні як швидкість, так і точність.
Головний висновок? Підбирайте метод зварювання залежно від пріоритетів вашого проекту. Потрібне швидке виробництво сталевих зборок? MIG — це те, що потрібно. Вимагається бездоганна естетика на нержавіючому сталевому обладнанні для харчової промисловості? TIG — ваш вибір. Збираєте тисячі однакових корпусів? Точкове зварювання забезпечує неперевершену ефективність. Розуміння цих відмінностей допомагає обрати партнера з виготовлення, який має необхідні компетенції для вашого конкретного застосування.
Матеріали, з якими працюють спеціалісти зі зварювання листового металу
Який матеріал ви повинні обрати для свого наступного проекту виготовлення? Відповідь залежить від вимог вашого застосування щодо міцності, ваги, стійкості до корозії та бюджету. Кваліфікована спеціалізована компанія зі зварювання листового металу працює з різноманітними матеріалами — кожен із них має унікальні властивості, що роблять його ідеальним для певних завдань. Розуміння цих варіантів допомагає приймати обґрунтовані рішення та ефективно спілкуватися зі своїм партнером з виготовлення.
Марки сталі та їх промислове застосування
Сталь залишається робоча кінь листового металу , забезпечуючи чудове співвідношення міцності до вартості в багатьох галузях застосування. Однак не вся сталь однакова. Спеціалізовані виробники працюють з кількома окремими категоріями:
- Гарячекатаний сталь Виготовлена при високих температурах, ця матеріал надає гнучкості та оброблюваності за нижчою ціною. Вона ідеально підходить для конструктивних елементів, рам та застосувань, де якість поверхневого відділення не є критичною
- Холоднокатаний сталь: Обробка при кімнатній температурі для отримання міцніших виробів з вищою точністю розмірів — ідеально підходить для будівництва комерційних будівель та систем зберігання
- Цинкована сталь: Звичайні сталеві листи, покриті цинком для захисту від корозії; широко використовуються в будівництві, автомобільній промисловості, телекомунікаціях, а також у галузях вітро- та сонячної енергетики
При зварюванні оцинкованого листового металу виробники стикаються з унікальними труднощами. Чи можна успішно зварювати оцинкований листовий метал? Безумовно — але для цього потрібні спеціалізовані знання. Цинкове покриття може погіршувати проплавлення шва й спричиняти пористість у готовому зварному з’єднанні. Досвідчені зварники, як правило, видаляють цинкове покриття з ділянки безпосередньо навколо шва, а після завершення зварювання повторно оцинковують деталь, щоб відновити корозійний захист.
Зварювання оцинкованого листового металу методом MIG також має важливе значення для охорони здоров’я. Згідно з експертами з безпеки у металообробці цинк випаровується під час зварювання, утворюючи пари оксиду цинку, що можуть спричинити «лихоманку металевих парів» — симптоми, схожі на грипу, зокрема нудоту, головний біль і озноб. Крім того, незначні кількості свинцю у цинкових покриттях також можуть випаровуватися й потенційно призводити до тривалих проблем зі здоров’ям. Для зварювальних робіт із оцинкованого листового металу обов’язковими є належна вентиляція, респіратори та інструктаж з техніки безпеки.
Застосування алюмінію та легких металів
Коли важлива вага, алюміній забезпечує виняткову продуктивність. Його маса становить приблизно одну третину від маси сталі, тому алюміній став незамінним у багатьох галузях. У зварювальних проектах із листового металу часто використовують алюміній, коли застосування вимагає:
- Зниження ваги компонентів: Ключове значення для авіаційної, автомобільної та транспортної галузей, де кожен фунт впливає на паливну ефективність
- Природна стійкість до корозії: Алюміній утворює захисний оксидний шар, який захищає від деградації під впливом навколишнього середовища
- Відмінна теплопровідність та електропровідність: Робить його ідеальним для теплообмінників, корпусів електронних пристроїв та електричних компонентів
- Переробка: Алюміній можна переробляти необмежену кількість разів без втрати властивостей, що сприяє досягненню цілей стійкого розвитку
Згідно з галузевими довідниками з матеріалів, межа міцності алюмінію на розтяг становить від 40 до 690+ МПа залежно від складу сплаву; додавання легуючих елементів значно підвищує його міцнісні характеристики. Виробники харчових продуктів та напоїв використовують алюміній для упаковки, тоді як виробники транспортних засобів широко застосовують його для виготовлення кузовних панелей з метою зменшення загальної маси.
Зварювання алюмінію вимагає інших методів, ніж зварювання сталі. Оскільки професійні зварювальники зазначають , алюміній має нижчу температуру плавлення й швидко проводить тепло, тому під час зварювальних операцій потрібен точний контроль. Зварювання в середовищі інертного газу (TIG) зазвичай забезпечує найкращі результати при зварюванні алюмінію, хоча зварювання в середовищі металевого інертного газу (MIG) добре підходить для більш товстих перерізів та умов серійного виробництва.
Нержавіюча сталь для стійкості до корозії
Коли ваша заявка вимагає як міцності, так і високої стійкості до корозії, нержавіюча сталь стає матеріалом вибору. Її вміст хрому утворює самовідновлюваний оксидний шар, який захищає від іржавіння та хімічного впливу. Спеціалізовані виробники зазвичай працюють із такими типами нержавіючої сталі:
- Аустенітні (серія 300): Найпоширеніший тип, що забезпечує чудову стійкість до корозії та формопластичність — ідеальний для обладнання харчової промисловості, медичних приладів та архітектурних застосувань
- Феритні (серія 400): Магнітна, з доброю стійкістю до корозії та нижчою вартістю — підходить для автомобільних декоративних елементів та побутової техніки
- Мартенситний: Термооброблювана для досягнення високої твердості — використовується у різальних інструментах та хірургічних інструментах
Нержавіюча сталь вибіркова у середовищах, де важлива гігієна. Комерційні кухні, фармацевтичні підприємства та підприємства з переробки харчових продуктів покладаються на її непористу поверхню, яка запобігає росту бактерій і легко очищається. Цей матеріал також має естетичну привабливість завдяки яскравому сучасному вигляду — тому його часто використовують для видимих архітектурних елементів та побутових приладів.
Хоча нержавіюча сталь зазвичай коштує дорожче за вуглецеву сталь або алюміній, її міцність часто забезпечує довготривалу економію за рахунок зменшення витрат на технічне обслуговування та подовження терміну експлуатації.
Мідь та спеціальні метали
Крім основних матеріалів, спеціалізовані виробники також працюють з міддю та іншими металами для конкретних застосувань:
- Мідь: Відрізняється винятковою електричною та теплопровідністю, що робить її незамінною для електропроводки, електроніки, компонентів водопровідних систем та декоративних застосувань. Мідні листи не містять достатньо заліза, щоб іржавіти, і стають міцнішими при сплавленні з іншими елементами
- Латунь і бронза: Сплави міді, що забезпечують унікальні естетичні якості та стійкість до корозії для суднового обладнання, декоративних фурнітурних виробів та музичних інструментів
- Титан: Надзвичайне співвідношення міцності до ваги разом із винятковою стійкістю до корозії для авіаційно-космічної промисловості, медичних імплантатів та застосувань підвищеної продуктивності
Кожен матеріал вимагає певних параметрів зварювання, наповнювальних матеріалів та процедур обробки. Співпраця з досвідченим партнером з виготовлення виробів із листового металу забезпечує відповідність вибраного матеріалу як вашим експлуатаційним вимогам, так і можливостям виробництва — закладаючи основу для успішного завершення проектів у будь-якій галузі застосування.

Галузі, які обслуговують спеціалізовані підприємства з виготовлення виробів із листового металу
Хто насправді потребує можливостей спеціалізованої компанії зі зварювання листового металу? Відповідь може вас здивувати. Від автомобіля, яким ви керуєте, до будівлі, у якій ви працюєте, виготовлення листового металу та зварювання торкаються майже кожного аспекту сучасного життя. Розуміння того, які галузі спираються на ці послуги, допомагає вам оцінити експертні знання та спеціалізоване обладнання, необхідні вашому партнеру з виготовлення для забезпечення якісних результатів у вашому конкретному застосуванні.
Автомобільній промисловості та транспортних компонентах
Автомобільна промисловість є однією з найбільших споживачок послуг зі зварювання та виготовлення листового металу. експерти відраслі згідно з даними, сучасне виготовлення листового металу для автомобільної промисловості вийшло за межі простого штампування та зварювання й перетворилося на точну дисципліну, що включає інновації в галузі матеріалознавства та володіння цифровим моделюванням.
Які компоненти потрібні цій галузі? Перелік дуже широкий:
- Компоненти шасі: Рейки рами, поперечні балки та елементи підрамника, які утворюють структурний каркас автомобіля
- Елементи підвіски: Ричаги підвіски, кронштейни та монтажні плити, що вимагають точних допусків для правильного вирівнювання
- Несучі конструкції: A-стовпи, B-стовпи, пороги та підлогові панелі, що забезпечують захист у разі зіткнення
- Панелі кузова: Капоти, крила, двері, бокові панелі та дахи, які визначають естетичний вигляд транспортного засобу
- Корпуси акумуляторів: Ключові компоненти для електромобілів, що виконують функції несучих елементів шасі, центрів теплового управління та конструкцій безпеки
Пошук найкращого зварювального апарату для кузовних листових металевих деталей вимагає розуміння того, що автотранспортні застосування вимагають як міцності, так і точності. Багато виробників використовують гібридні методи з’єднання — поєднуючи точкове зварювання, лазерне зварювання, самопробивні заклепки та структурні клеї для роботи з конструкціями з різних матеріалів. Обираючи найкращий зварювальний апарат для проектів з листового металу автомобільного кузова, звертайте увагу на можливості як традиційного опорного зварювання, так і передових технологій, наприклад, дистанційного лазерного зварювання, яке забезпечує швидкість приблизно в п’ять разів вищу за звичайне точкове зварювання.
Виробництво промислового обладнання
Важка техніка, машини та промислові системи значною мірою залежать від експертизи у галузі зварювання та обробки листового металу. Ці застосування часто вимагають високої структурної міцності в поєднанні з точною розмірною точністю.
Виробники промислового обладнання покладаються на спеціалізованих виробників для:
- Корпусів і огорож машин: Захисних корпусів, що захищають операторів від рухомих частин і водночас забезпечують доступ для технічного обслуговування
- Шаф керування та електричних корпусів: Точних корпусів, що забезпечують екранування від електромагнітних перешкод (EMI) та захист від навколишнього середовища для чутливих електронних компонентів
- Транспортерні системи: Жолобів, бункерів та конструктивних рам для операцій транспортування матеріалів
- Сільськогосподарське обладнання: Робочих органів, частин кузова тракторів та систем зберігання
- Компоненти систем опалення, вентиляції та кондиціонування повітря: Повітропроводів, колекторів та агрегатів обробки повітря для комерційного й промислового клімат-контролю
- Корпуси медичного обладнання: Ходових частин та корпусів для складних діагностичних приладів, хірургічних інструментів та медичної інфраструктури
Згідно з даними виробничої галузі, багато медичних пристроїв — від складних машин до хірургічних інструментів — виготовляються з листового металу. Хірургічні інструменти з металу можна виготовити з точно заданими розмірами та замовити у потрібній кількості, що гарантує, що лікарні ніколи не будуть відчувати нестачі критично важливих інструментів.
Архітектурні та будівельні застосування
Будівельна галузь використовує зварювання листового металу як ключовий елемент як у конструктивних, так і в декоративних застосуваннях. Виготовлення виробів із листового металу забезпечує міцність, довговічність та гнучкість, яких вимагає сучасна архітектура.
Застосування в будівництві включають:
- Структурні компоненти: Опорні колони, модульні каркаси, підлогові стоки, решітки, фланцеві каналізаційні профілі та промислові проходи
- Покрівельні системи: Металеві панелі, примикання (флешинг), водостоки та елементи системи водовідводу
- Елементи фасаду: Декоративні панелі, сонцезахисні екрани та стійкі до атмосферних впливів козирки
- Особливості салону: Системи перил, дерев’яні елементи оздоблення (мілворк), шпілі та спеціальні декоративні панелі
- Інфраструктура: Конструктивні елементи мостів, корпуси телекомунікаційного обладнання та короби для комунальних мереж
Як зазначають спеціалісти у сфері будівництва, архітектори та дизайнери використовують виготовлення виробів із листового металу для додавання елементів, які не лише забезпечують захист, а й підвищують візуальну привабливість. Здатність матеріалу приймати складні форми, зберігаючи при цьому структурну цілісність, робить його незамінним як у функціональних, так і в естетичних застосуваннях.
Додаткові галузі, що потребують спеціалізованого виготовлення
Крім цих основних секторів, спеціалізовані виробники обслуговують численні інші галузі:
- Аерокосмічна промисловість: Компоненти літальних апаратів та космічних апаратів, що вимагають високої точності та використання екзотичних матеріалів, таких як титан і спеціальні алюмінієві сплави
- Електроніка: Шасі, корпуси та панелі з особливими вимогами щодо відведення тепла, електромагнітного екранування та естетики
- Переробка їжі: Обладнання з нержавіючої сталі, що вимагає санітарних зварних швів та поверхонь, стійких до росту бактерій
- Бутове обладнання: Корпуси та внутрішні конструктивні компоненти для холодильників, пральних машин, кондиціонерів та іншого побутового обладнання
- Виробництво мебелі: Металеві ніжки для столів, спинки для стільців та декоративні елементи, що поєднують міцність із сучасною естетикою
- Автоматизація та робототехніка: Міцні деталі та компоненти для спеціалізованого обладнання й інструментів
Кожна галузь має унікальні вимоги — від стійкості до корозії, необхідної в морських застосуваннях, до стандартів біосумісності, що вимагаються для медичних імплантатів. Кваліфікований спеціалізований виробник розуміє ці різноманітні вимоги й підтримує відповідні сертифікати, обладнання та експертні знання для задоволення потреб різноманітних замовників. Ця різноманітність галузей також пояснює, чому вибір правильного партнера з виготовлення — з досвідом саме в вашій конкретній сфері — має таке велике значення для успішного завершення проекту.
Процес індивідуального виготовлення, пояснений
Отже, ви визначили спеціалізовану компанію з виготовлення виробів із зварених листових металів, яка має потрібні для вашого проекту можливості. Що далі? Розуміння процесу виготовлення допоможе вам встановити реалістичні очікування, підготувати відповідну документацію та ефективно спілкуватися зі своїм виробничим партнером на всіх етапах процесу. Від початкового запиту до остаточної поставки ось що ви можете очікувати на кожному етапі.
Перевірка конструкторської документації та аналіз технологічності (DFM)
Кожен успішний проект починається з ретельного аналізу конструкторської документації. Коли ви надсилаєте свої файли CAD, креслення або ескізні наброски, інженерна команда виробника оцінює ваш дизайн з точки зору технологічності виготовлення — такий аналіз часто називають DFM-аналізом.
Що розглядає цей огляд? Згідно з експертами з точного листового металу, належний аналіз DFM враховує формуючі властивості матеріалу, можливості обладнання, терміни виконання замовлення та оптимізацію витрат. Однак ось професійна таємниця: якщо ви хочете отримати деталі найвищої якості в короткі строки, одного розуміння DFM недостатньо. Надсилання ваших CAD-моделей на підприємство з точного листового металу якомога раніше дає змогу скористатися їхнім досвідом для формування вашого проектного рішення.
На цьому етапі очікуйте, що ваш партнер з виготовлення виробів з листового металу вирішить такі питання:
- Вибір матеріалу: Рекомендації щодо оптимальних матеріалів на основі вимог вашого застосування та бюджету
- Оцінка допусків: Визначення розмірів, які, можливо, потрібно буде скоригувати для забезпечення надійного виробництва
- Оптимізація радіусів загину: Забезпечення того, що специфікації загину відповідають властивостям матеріалу та наявному інструменту
- Аспекти зварювання: Консультації щодо зварювання листового металу полуавтоматичним зварювальним апаратом (MIG) або іншими методами, що підходять для вашої збірки
- Можливості зниження витрат: Пропонування змін у конструкції, що зменшують складність виробництва без утрати функціональності
Такий співпрацюючий підхід запобігає дорогостоячим змінам замовлень та необхідності переділки на подальших етапах. Як зазначають експерти галузі, ваш виробник виробів із листового металу повинен мати певну гнучкість, щоб приймати найкращі рішення щодо вашого замовлення — як у плані матеріалів, так і методів виконання.
Виготовлення прототипів та зразків
Після завершення оптимізації конструкції більшість проектів переходять до етапу виготовлення прототипів. Цей критичний етап дозволяє вам фізично перевірити вашу конструкцію до початку серійного виробництва.
Які методи виготовлення прототипів використовують спеціалізовані виробники? Згідно з посібниками з процесів металообробки, поширені підходи включають:
- CNC обробка: Забезпечує високу точність, універсальність та швидкий термін виконання — ідеально підходить для виготовлення деталей з жорсткими допусками та складною геометрією
- Прототипування з листового металу: Використовується для корпусів, панелей та компонентів, що потребують операцій згинання та формування
- Лазерне різання з ручним формуванням: Забезпечує можливість швидкої ітерації для первинної перевірки концепції
Прототипи виконують кілька завдань, що виходять за межі простого перевірки посадки. Вони дозволяють проводити функціональні випробування, допомагають визначити найефективніший спосіб зварювання збірок із листового металу та виявляють потенційні проблеми до того, як вони перетворяться на дорогі виробничі ускладнення. Багато клієнтів проходять дві–три ітерації прототипів перед затвердженням серійного виробництва — і ці витрати, як правило, багаторазово окуповуються за рахунок запобігання відмовам у експлуатації.
Виробництво та збирання
Після затвердження прототипів розпочинається серійне виробництво. Послідовність виробничого процесу зазвичай така:
- Закупівля матеріалів: Замовлення вказаних матеріалів із необхідними сертифікатами та звітами про випробування на металургійному підприємстві
- Операції різання: Лазерне різання, різання водяною струєю або ножицями для розрізання сириних листів на заготовки деталей
- Операції формування: Гнуття на ЧПУ-прес-тормозі, штампування або гартування для створення тривимірних форм
- Зварювання та з'єднання: Застосування відповідних методів зварювання та різання листового металу з урахуванням вимог до матеріалу та сфери застосування
- Обробка поверхні: Шліфування, полірування, обробка піском або порошкове покриття для досягнення заданих зовнішнього вигляду та захисту
- Сборка: Встановлення апаратного забезпечення, кріпильних елементів та інтеграція субкомпонентів у повні зборки
Протягом усього виробничого процесу очікуйте регулярного зв’язку зі своїм партнером з виготовлення. Серйозні виробничі підприємства надають оновлення статусу на ключових етапах і негайно повідомляють вас про будь-які виниклі проблеми, які можуть вплинути на строки поставки або технічні специфікації.
Контроль якості та сертифікація
Перед відправленням будь-яких деталей комплексний контроль якості гарантує їх відповідність вашим специфікаціям. Згідно з експертами з управління якістю , ефективне забезпечення якості включає ретельний контроль сировини, моніторинг процесу в ході виробництва, перевірку розмірів та випробування після виготовлення.
Які методи контролю ви повинні очікувати?
- Візуальна перевірка: Огляд зварних швів, поверхонь та загального рівня виконання на наявність дефектів
- Перевірка розмірів: Використання штангенциркулів, мікрометрів, координатно-вимірювальних машин (КВМ) та калібрувальних штирів для підтвердження критичних розмірів
- Первинний контрольний огляд: Комплексна документація перших виготовлених деталей з урахуванням усіх вимог креслень
- Функціональне тестування: Перевірка того, що зборки функціонують так, як передбачено, в реальних умовах експлуатації
- Неруйнуване тестування: Методи, такі як капілярна дефектоскопія або ультразвуковий контроль, для перевірки цілісності критичних зварних швів
Для регульованих галузей ваш виробник повинен надавати повні пакети документації, включаючи сертифікати матеріалів, звіти про інспекцію та сертифікати відповідності. Співпраця з досвідченими виробниками, які розуміють, як виконувати зварювання MIG тонколистового металу згідно з чинними нормами, забезпечує відповідність ваших компонентів галузевим стандартам з самого початку.
Очікуваний термін виконання та комунікація
Скільки часу слід очікувати на виконання процесу? Терміни значно варіюються залежно від складності проекту, але ось загальна структура:
| Етап проекту | Тривалість | Ключові результати |
|---|---|---|
| Розрахунок вартості | 24-72 години | Детальний розрахунок вартості, оцінка строку виготовлення |
| Рецензія DFM | 2–5 робочих днів | Інженерні рекомендації, пропозиції щодо оптимізації конструкції |
| Створення прототипів | 5-15 робочих днів | Фізичні зразки для валідації та випробувань |
| Виробництво | 2–6 тижнів | Готові деталі, що відповідають усім технічним вимогам |
| Фінальна перевірка | 1-3 робочих днів | Документація щодо якості та підготовка до відправки |
Уподобання щодо комунікації слід встановити на початковому етапі. Найкраще зварювання листового металу досягається в рамках партнерств, де обидві сторони підтримують відкритий діалог протягом усього процесу. Очікуйте, що ваш виробник активно інформуватиме вас про наявність матеріалів, хід виробництва та будь-які необхідні уточнення щодо конструкції.
Розуміння цього робочого процесу дає змогу надавати потрібну інформацію заздалегідь, передбачати моменти прийняття рішень і відповідним чином планувати власні терміни. Але яке саме обладнання й які техніки справжньо забезпечують якісне зварювання листового металу? Саме цим опановують спеціалізовані виробники — і розуміння їхніх можливостей допомагає вам оцінювати потенційних партнерів з виробництва.

Обладнання та техніки для якісного зварювання листового металу
Ви вже обрали свого партнера з виготовлення й розумієте процес — але що насправді визначає різницю між посереднім зварним швом і тим, що працюватиме бездоганно протягом багатьох років? Відповідь полягає у правильному виборі обладнання та володінні технікою. Незалежно від того, чи ви оцінюєте спеціалізовану компанію зі зварювання листового металу чи організовуєте власну майстерню, розуміння цих основ допоможе вам впізнати якісну роботу й ефективно формулювати свої вимоги.
Вибір правильного зварювального апарата для вашого матеріалу
Вибір найкращого зварювального апарата для листового металу залежить від кількох факторів: типу матеріалу, його товщини, обсягу виробництва та необхідної якості зварного шва. Ось що враховують досвідчені фабриканти при підборі обладнання під конкретні завдання:
- Для тонкої вуглецевої сталі (24 калібру та тоншої): MIG-зварювальний апарат для листового металу з регульованою напругою та швидкістю подачі дроту забезпечує необхідний контроль, щоб запобігти прожарюванню. Звертайте увагу на апарати з плавним запуском дуги та стабільною подачею зварювального дроту
- Для нержавіючої сталі: Апарати для зварювання TIG забезпечують необхідну точність і контроль над тепловим впливом для отримання чистих, стійких до корозії швів без погіршення властивостей матеріалу
- Для алюмінію: Спеціалізоване обладнання для зварювання MIG із барабанними пістолетами або системами «штовхання-тягнення», або апарати для зварювання TIG змінним струмом, розроблені з урахуванням унікальних характеристик алюмінію
- Для високопродуктивного виробництва: Автоматизовані або напівавтоматичні системи, що забезпечують сталі параметри зварювання протягом тисяч зварних швів
Вибір діаметра дроту суттєво впливає на якість зварного шва при зварюванні тонколистових матеріалів. Згідно з рекомендаціями компанії Miller Electric щодо зварювання, діаметр дроту слід підбирати відповідно до діапазону сили струму:
- дріт діаметром 0,023 дюйма: 30–130 А — ідеальний для тонких матеріалів
- дріт діаметром 0,030 дюйма: 40–145 А — універсальний для матеріалів малої та середньої товщини
- дріт діаметром 0,035 дюйма: 50–180 А — підходить для роботи з матеріалами середньої товщини
- дріт діаметром 0,045 дюйма: 75–250 А — підходить для важчих матеріалів
При зварюванні тонколистового металу в режимі TIG зварювальні присадочні матеріали, як правило, мають відповідати хімічному складу основного металу. У критичних застосуваннях зверніться до рекомендацій постачальника матеріалу, щоб забезпечити металургійну сумісність.
Вибір газу для досягнення оптимальних результатів
Захисний газ істотно впливає на якість зварного шва, глибину проплавлення та його зовнішній вигляд. Для вибору найкращого газу при зварюванні тонколистового металу методом MIG необхідно зрозуміти, як різні газові суміші впливають на різні матеріали.
Згідно галузеві рекомендації щодо захисних газів , ось що працює найкраще:
| Матеріалу | Товщина | Рекомендований газ | Переваги |
|---|---|---|---|
| Вуглецева сталь | До 14 калібру | 92 % аргону / 8 % CO₂ | Добре проплавлення та контроль деформації |
| Вуглецева сталь | 14 калібр — 1/8″ | 75 % аргону / 25 % CO₂ | Висока швидкість зварювання, мінімальна деформація та бризки |
| Нержавіюча сталь | Усі калібри | 92 % аргону / 8 % CO₂ | Добрий контроль у випадках, коли стійкість до корозії не є критичною |
| Алюмінії | До 3/8″ | 100 % аргон | Найкраща передача металу, стабільність дуги, мінімальні бризки |
Чому так важливо правильно підібрати газ для зварювання тонколистового металу? Неправильна суміш може призвести до надмірного розбризкування, поганого проплавлення або пористості, що ослаблює зварний шов. Чистий CO₂ забезпечує глибоке проплавлення, але спричиняє більше бризок — це прийнятно для конструкційних робіт, які приховані з поля зору, але неприйнятно для видимих компонентів, що вимагають чистого зовнішнього вигляду.
Запобігання деформації та викривленню
Викривлення є однією з найбільш роздратовуючих проблем у зварюванні листового металу. Розуміння причин його виникнення допомагає запобігти цьому явищу. За даними спеціалістів із виготовлення виробів із листового металу, до деформації призводить кілька факторів:
- Властивості матеріалів: Теплопровідність, коефіцієнт теплового розширення та межа плинності впливають на те, як метал реагує на тепло зварювання
- Тепловий вхід: Швидке або нерівномірне нагрівання та охолодження викликають термічні напруження, що викривляють матеріал
- Механічні сили: Неправильне затискання або недостатня підтримка дозволяють матеріалу зміщуватися під час зварювання
Ефективні методи управління теплом включають:
- Точкове зварювання: Нанесення коротких швів із періодами охолодження між проходами замість безперервних валиків
- Зварювання з відступом назад: Зварювання окремими сегментами в напрямку, протилежному загальному напрямку зварного шва
- Збалансоване зварювання: Чергування сторін у симетричних зборках для вирівнювання термічних напружень
- Теплові радіатори: Використання підкладних брусків із міді або алюмінію для відведення тепла від тонких матеріалів
- Контрольована сила струму: Використання мінімального теплового впливу, необхідного для забезпечення достатньої проплавленості
Як зазначено в керівництвах щодо параметрів зварювання, надто повільне переміщення призводить до надмірного нагріву, що спричиняє надто широкі зварні шви та погану проплавленість; у разі тонких матеріалів це також призводить до прожарювання. Правильна швидкість переміщення забезпечує баланс між глибиною проплавлення та контролем теплового впливу.
Необхідні затискачі та пристосування
Якісні затискачі та пристосування для зварювання листового металу визначають різницю між боротьбою з виробом і повним його контролем. Правильне закріплення виконує кілька функцій:
- Забезпечує вирівнювання: Утримує компоненти у правильному положенні протягом усього процесу зварювання
- Запобігає деформації: Компенсує термічні напруження, які інакше вивели б деталі з форми
- Покращує узгодженість: Забезпечує відтворювані результати в усіх серіях виробництва
- Повышає безпеку: Запобігає зміщенню заготовки, що може призвести до травми або дефектів зварювання
Рекомендовані зварювальні затискачі для листового металу, організовані за сферою застосування:
- Для загального позиціонування: Блокувальні C-подібні затискачі з поворотними прокладками, що адаптуються до нерівних поверхонь
- Для зварювання по краю: Затискачі типу Kantoor, які захоплюють лист по краю, не перешкоджаючи доступу до зварювального шву
- Для стикового з’єднання: Магнітні квадрати та кутові затискачі, що забезпечують точне вирівнювання
- Для роботи з панелями: Інтергріп або панельні затискачі, спеціально розроблені для кузовів автомобілів та подібних застосувань
- Для серійного виробництва: Спеціальні пристосування з важільними затискачами, що забезпечують швидке навантаження та розвантаження
Згідно з найкращими практиками виготовлення, забезпечте надійне затискання або фіксацію компонентів із листового металу під час операцій — це стабілізує матеріал і запобігає його зміщенню чи деформації, спричиненим зварювальними зусиллями. Використовуйте відповідні затискачі, шаблони або пристосування для забезпечення рівномірного розподілу тиску.
Системи підтримки мають таке саме значення. Застосовуйте ефективну підтримку для мінімізації деформації — наприклад, підтримувальні блоки, задні упори або оправки під час операцій згинання або формування, що передують зварюванню. Правильна підтримка розподіляє зусилля й зменшує ймовірність деформації ще до початку зварювання.
Розуміння цих основних положень щодо обладнання та технологій надає вам термінологію для обговорення вимог до якості з виробниками. Але що робити, коли щось йде не так? Навіть досвідчені зварники стикаються з труднощами — знання того, як фахівці вирішують типові проблеми, допомагає вам визначати кваліфікованих партнерів та реалістичні рішення.
Подолання поширених труднощів при зварюванні листового металу
Навіть найкваліфікованіші зварники стикаються з проблемами під час роботи з тонкими матеріалами. Пропалювання, деформація (короблення) та візуально непривабливі дефекти можуть зруйнувати проекти й викликати роздратування як у виробників, так і в замовників. Розуміння того, як фахівці вирішують ці проблеми, допомагає вам впізнавати високоякісне виконання робіт і встановлювати реалістичні очікування під час співпраці зі спеціалізованою компанією зі зварювання листового металу. Розглянемо найпоширеніші проблеми та перевірені способи їх усунення.
Контроль теплового впливу на тонкі матеріали
Чому зварювання тонкого листового металу викликає так багато проблем? Відповідь полягає в фізиці. Тонкі матеріали — зазвичай товщиною 1/8 дюйма або менше — швидко поглинають тепло, але мають мінімальну масу для його розсіювання. Це створює вузьке вікно між досягненням належного зварювального з’єднання й повним прожарюванням заготовки.
Згідно професійні керівництва зі зварювання , найкращий спосіб зварювання тонкого листового металу передбачає кілька ключових стратегій:
- Знижені значення сили струму: Більшість зварювання тонкого металу методом TIG виконується при силі струму 50 А або менше, а в деяких випадках потрібна сила струму всього 5–10 А
- Підвищені швидкості переміщення: Занадто повільне переміщення призводить до накопичення тепла й різко збільшує ризик прожарювання
- Менші споживні матеріали: Використання дроту діаметром 0,023–0,030 дюйма для зварювання MIG зменшує тепловий вплив порівняно з дротом більшого діаметра
- Імпульсні режими зварювання: Чергування імпульсів високого та низького струму дозволяє трохи охолодити зварну ванну між піками.
А що стосується дугового зварювання тонколистового металу зокрема? Ця техніка вимагає надзвичайно точного контролю дуги. Починайте дугу на більш товстому матеріалі, коли це можливо, а потім швидко переміщуйтеся до тоншої ділянки. Такий підхід допомагає створити дугу, не перегріваючи одразу ніжні ділянки.
Преривчасте зварювання забезпечує ще один ефективний спосіб вирішення цієї проблеми. Замість неперервного накладання швів кваліфіковані зварники роблять короткі стібки з періодами охолодження між проходами. Це запобігає накопиченню тепла в концентрованих зонах і водночас забезпечує повне проплавлення з’єднання.
Усунення деформації після зварювання
Отже, що робити, якщо деформація сталася, незважаючи на всі ваші заходи щодо її запобігання? Не панікуйте — професійні зварники розробили надійні методи виправлення деформованого тонколистового металу після зварювальних операцій.
По-перше, зрозумійте, чому виникає деформація. Під час зварювання нагріта ділянка розширюється, тоді як навколишній холодний метал опорується цьому розширенню. Коли зварний шов охолоджується й стискається, він тягне за собою навколишній матеріал, що призводить до спотворення форми. Чим тонший матеріал, тим вираженішим стає цей ефект.
Методи корекції включають:
- Механічне вирівнювання: Використання молотків, підкладок і планішувальних інструментів для обережного відновлення форми металу
- Термічне зменшення: Цільове застосування тепла до розтягнутих ділянок викликає контрольоване стискання, що компенсує деформацію
- Зняття стресу: Контрольоване нагрівання та повільне охолодження можуть зняти внутрішні напруження, які викликають спотворення форми
- Планішування: Легке молоткове оброблення, що розтягує метал у певних ділянках для компенсації стискання, викликаного зварюванням
Профілактика залишається простішою за корекцію. За словами спеціалістів зі зварювання, використання теплових відводів — наприклад, алюмінієвих або мідних брусків, закріплених поблизу зони зварювання, — сприяє швидкому розсіюванню тепла. Для більших деталей водяне охолодження за допомогою холодильних плит забезпечує ще ефективніше теплове управління.
Ключовий висновок? Контролюйте температуру протягом усього процесу зварювання. Використовуйте термочутливі крейди або інфрачервоні термометри для відстеження температури між проходами. Підтримання нижчої температури між проходами при зварюванні тонких матеріалів запобігає накопиченню тепла, яке призводить до сильного короблення.
Заповнення отворів та усунення дефектів
Чи ви закриваєте застарілі кріпильні отвори, чи усуваєте випадкове прожарювання — зварювання отворів у листовому металі вимагає спеціальних методів, що відрізняються від звичайного зварювання стиків.
Для невеликих отворів діаметром менше 1/4 дюйма, професійні посібники з кузовного ремонту рекомендується використовувати мідну підкладку. Закріпіть мідь за отвором — вона поглинає тепло від зварювального шва й забезпечує поверхню, на якій можна формувати шов. Дріт для зварювання методом MIG не прилипає до міді, що забезпечує чисту внутрішню поверхню замість непривабливого «глечика», що виступає з зворотного боку.
Для більших отворів потрібні заплатки-диски або спеціально вирізані заповнювальні пластини:
- Правильно підберіть розмір заплатки: Виріжте заплатку трохи меншого розміру, ніж отвір, щоб забезпечити повне сплавлення по периметру
- Розташовуйте стратегічно: Розташування заплатки трохи утопленою дозволяє зашліфувати зварний шов у рівень із поверхнею без утворення виступаючих ділянок
- Спочатку виконайте прихватки: Розмістіть початкові прихватки в протилежних точках (під кутом 180° один від одного), щоб зафіксувати заплатку в потрібному положенні
- Зварюйте периметр стежковим способом: Завершіть зварювання короткими стежками, чергуючи їх навколо заплатки, щоб рівномірно розподілити тепло
Щоб успішно заварювати отвори в листовому металі, правильна техніка важливіша за дороге обладнання. Почніть дугу на більш товстому заплатному матеріалі, а потім швидко перетягніть її на тонший основний метал. Такий підхід дозволяє контролювати кількість тепла, що надходить до більш вразливої основи. Звертайте увагу на характерне синє кільце нагріву на основному металі: чим менше це кільце, тим менше буде деформацій.
Прожарювання під час ремонту отворів насправді дає цінні уроки. Як зазначають досвідчені зварники, прожарювання змушує вас розвивати навички відновлення й виявляє приховані проблеми, наприклад, корозійно ушкоджений матеріал, який і так не зварювався б як слід.
Після завершення ремонту обробіть зварні шви обережно за допомогою шліфувальних дисків з гнучкими лепестками замість агресивних шліфувальних кругів. Диски з гнучкими лепестками видаляють матеріал поступово й вносять менше тепла — що є критично важливим для збереження цілісності ремонту. Яка мета? Отримати гладку поверхню, для якої знадобиться лише мінімальна кількість шпаклівки або остаточної обробки.
Ці навички усунення несправностей відрізняють любительську роботу від професійних результатів. Однак знання того, як вирішувати проблеми, — лише один із чинників при виборі партнера з виготовлення виробів. Розуміння того, які сертифікати, можливості та стандарти обслуговування слід шукати, забезпечує, що ваші проекти отримають належну експертну підтримку.

Вибір правильного партнера з виготовлення листового металу
Ви ознайомилися з методами зварювання, матеріалами та техніками усунення несправностей — але як саме знайти партнера з виготовлення виробів, який зможе виконати ваші вимоги до проекту? Вибір правильного зварника для листового металу — це не просто пошук когось із наявним обладнанням. Це пошук партнера, який має потрібні сертифікати, технічні можливості та присвяченість якості, що вимагаються вашими застосуваннями. Розглянемо ключові критерії оцінки, які відрізняють видатних виготовлювачів від звичайних.
Сертифікати та стандарти якості, на які слід звернути увагу
Чи можете ви зварювати листовий метал до високих стандартів якості без документально підтверджених систем якості? Технічно — так, але довести це клієнтам, аудиторам та регуляторам стає практично неможливо. Сертифікації надають об’єктивні докази того, що виробник використовує відповідні процеси, проходить необхідне навчання та застосовує системи контролю якості для забезпечення стабільних результатів.
Ось ключові сертифікації, які слід оцінювати:
- ISO 9001:2015: Фундаментальний стандарт управління якістю, що встановлює системні процеси для забезпечення стабільної якості продукції — обов’язковий для будь-якого серйозного виробника листового металу
- IATF 16949:2016: Критично важливий для автомобільної галузі, цей стандарт узгоджує вимоги до якості в глобальному автомобільному ланцюзі поставок. Згідно з експертами компанії Master Products, IATF 16949 спрямований на запобігання дефектам і відхиленням у виробництві, а також мінімізацію браку й відходів
- AWS D9.1 — Код зварювання листового металу: Код зварювання листового металу AWS встановлює мінімальні вимоги до зварників, які виконують виготовлення виробів із листового металу — забезпечуючи, що персонал продемонстрував професійну компетентність у своїй справі
- Структурний код зварювання AWS D1.2 — алюміній: Охоплює матеріали та конструювання, виготовлення, інспекцію та кваліфікацію для зварювальних застосувань з алюмінію
- AS9100: Обов’язковий для авіаційно-космічних застосувань, де невдача є неприпустимою
Чому сертифікація IATF 16949 має таке велике значення для автомобільної галузі? Цей стандарт вимагає підвищеної уваги до специфічних виробничих потреб, очікувань і вимог замовників. Як зазначають сертифіковані виробники, сертифікація IATF забезпечує статус «постачальника вибору» серед провідних автовиробників, що сприяє формуванню більш міцних і надійних ланцюгів поставок.
Наприклад, Shaoyi (Ningbo) Metal Technology підтримує сертифікацію IATF 16949 для своїх операцій штампування та точного збирання автокомпонентів — що свідчить про наявність інфраструктури якості, необхідної для виробництва ходової частини, підвіски та конструктивних компонентів. Цей рівень сертифікації вказує на те, що виробник серйозно ставиться до вимог якості в автомобільній галузі.
Оцінка виробничих можливостей
Сертифікації підтверджують системи якості, але вам також потрібно оцінити, чи має виробник необхідне обладнання та експертні знання для вашого конкретного проекту. Найкращий зварювальник листового металу для вашого застосування залежить від відповідності його можливостей вимогам проекту.
Ключові фактори, що визначають можливості:
- Асортимент обладнання: Чи має підприємство обладнання для різання, формування та зварювання, необхідне для вашого проекту? Зверніть увагу на ЧПУ-лазери, гідравлічні прес-тормози та кілька зварювальних постів
- Експертіза матеріалів: Чи мав він успішний досвід роботи з матеріалами, які ви вказали? Запитайте приклади аналогічних проектів
- Потужність і масштабованість: Чи здатен він виконувати ваші вимоги щодо обсягів — як поточних, так і передбачуваних у майбутньому?
- Рівень автоматизації: Для високотомного виробництва автоматизована або роботизована зварка забезпечує узгодженість на тисячах деталей
- Додаткові операції: Чи надає підприємство послуги остаточної обробки, збирання та встановлення комплектуючих для скорочення складності вашого ланцюга поставок?
Згідно з галузевими рекомендаціями з виготовлення, провідні постачальники інвестують у найсучасніші центри ЧПУ, зварювальні станції, інструменти для різання та передове обладнання для виготовлення. Зверніть увагу на стан технічного обслуговування підприємства — чистий і організований робочий простір свідчить про гордість за якість виконаної роботи та приверженість контролю якості.
Не ігноруйте можливості інспекції. Сучасні операції з обробки листового металу та зварювання вимагають обладнання для перевірки, зокрема:
- Координатно-вимірювальні машини (КВМ): Для точного вимірювання розмірів складних геометричних форм
- Оптичні компаратори: Для перевірки профілю та контуру
- Тестери шорсткості поверхні: Коли важливі специфікації зовнішнього вигляду
- Інструменти для інспекції зварних швів: У тому числі візуальне інспекційне обладнання та можливості неруйнівного контролю для критичних застосувань
Швидке прототипування та терміни виконання замовлень
У сучасному швидкоплинному середовищі розробки продуктів швидкість має вирішальне значення. Наскільки швидко потенційний партнер зможе перейти від вашого початкового запиту до отримання фізичних деталей у ваші руки?
Оцініть такі чинники, що впливають на терміни виконання:
- Термін підготовки комерційної пропозиції: Якісні виробники надають детальні комерційні пропозиції протягом 24–72 годин. Деякі виробники, наприклад Shaoyi Metal Technology , надають комерційні пропозиції протягом 12 годин для клієнтів, яким потрібна прискорена відповідь
- Швидкість створення прототипів: Наскільки швидко вони можуть виготовити зразки деталей для перевірки? У разі критичних термінів розробки шукайте можливості швидкого прототипування протягом 5 днів
- Реактивність підтримки DFM: Швидка зворотна зв’язка щодо проекту запобігає виникненню «вузьких місць» під час розробки продукту. Комплексна підтримка DFM виявляє проблеми з виробничою придатністю ще до того, як вони перетворяться на дорогостоячі проблеми
- Терміни виготовлення: Дізнайтеся про стандартні терміни виконання замовлень та про те, чи існують прискорені варіанти для термінових потреб
Як рекомендують спеціалісти галузі, повідомте про свої терміни виконання та бюджетні обмеження на ранніх етапах. Переконайтеся, що компанія з виготовлення здатна врахувати ваш графік робіт і надати точні оцінки вартості до укладення партнерської угоди.
Стандарти управління проектами та комунікації
Навіть технічно кваліфіковані виробники можуть розчарувати, якщо в них слабкі навички управління проектами. Оцініть, як потенційні партнери забезпечують клієнтський досвід:
- Призначені менеджери проектів: Єдиний контактний пункт, який розуміє ваш проект і може надавати своєчасні оновлення
- Проактивна комунікація: Чи вони самостійно надсилають оновлення щодо стану справ, чи вам завжди доводиться запитувати інформацію?
- Обробка змін у замовленні: Наскільки ефективно вони можуть реалізовувати зміни в конструкції під час виробництва?
- Якість документації: Чи можуть вони надати сертифікати на матеріали, звіти про перевірку та сертифікати відповідності, які вимагає ваша галузь?
Згідно експерти з вибору виробників найкращі постачальники демонструють орієнтацію на клієнта, оперативне спілкування та готовність докласти додаткових зусиль. Зверніть увагу на етап формування комерційної пропозиції: чи швидко вони відповідають? Чи приділяють достатньо часу для повного розуміння ваших вимог?
Остаточний вибір
Узагальнюючи все вищесказане, нижче наведено комплексний контрольний перелік оцінки:
| Критерії оцінки | Що перевіряти | Чому це важливо |
|---|---|---|
| Сертифікація якості | Відповідність стандартам ISO 9001, IATF 16949, коду зварювання листового металу AWS D9.1 | Гарантує наявність задокументованих систем якості та кваліфікованого персоналу |
| Технічні можливості | Перелік обладнання, досвід роботи з матеріалами, виробнича потужність | Підтверджує здатність виконати ваші конкретні вимоги |
| Швидкість створення прототипів | Терміни виготовлення зразків та перших виробів | Впливає на ваш графік розробки та терміни виходу продукту на ринок |
| Підтримка DFM | Інженерні ресурси та якість зворотного зв’язку щодо проектування | Запобігає дорогостоячим повторним проектуванням та виробничим проблемам |
| Зв'язок | Реактивність, підхід до управління проектами | Визначає якість щоденного робочого співробітництва |
| Досвід у галузі | Портфоліо аналогічних проектів, рекомендації клієнтів | Зменшує криву навчання та ризики у вашому проекті |
Пам’ятайте, що вибір партнера з виготовлення є стратегічним рішенням, яке впливає на якість вашого продукту, терміни розробки та, в кінцевому підсумку, на вашу конкурентну позицію. Витратіть час на ретельну оцінку варіантів, за можливості замовте зразки деталей і перевірте сертифікати перед початком серійного виробництва.
Правильний партнер пропонує більше, ніж лише обладнання: він надає експертні знання, здатність вирішувати проблеми та справжній інтерес до вашого успіху. Незалежно від того, чи потрібні вам прецизійні автокомпоненти, що відповідають стандарту IATF 16949, чи спеціальні корпуси для промислового обладнання, відповідність ваших вимог доведеним сильним сторонам виробника закладає основу для успішного співробітництва та виняткових результатів.
Поширені запитання щодо спеціалізованих компаній зі зварювання листового металу
1. Які 5 операцій з листового металу?
П’ять основних операцій обробки листового металу — це різання, вирізання заготовок, пробивання отворів, гнуття та витягування. Спеціалізовані виробники поєднують ці операції з методами зварювання, такими як MIG, TIG та точкове зварювання, щоб створювати повні збірки. Додаткові операції включають штампування рельєфу, пробивання та обрізку, що допомагає виготовляти складні компоненти для автомобільної, промислової та архітектурної галузей.
2. Скільки коштує індивідуальне виготовлення листового металу?
Індивідуальне виготовлення виробів із листового металу зазвичай коштує від 418 до 3018 доларів США, у середньому близько 1581 долара США за проект. Вартість становить від 4 до 48 доларів США за квадратний фут залежно від типу матеріалу, його товщини, складності конструкції та рівня індивідуалізації. На остаточну ціну також впливають такі фактори, як вимоги щодо сертифікації за стандартом IATF 16949, точність дотримання допусків та обсяги замовлення. Для отримання точних розрахунків рекомендується запитувати комерційні пропозиції у сертифікованих виробників, наприклад, у компанії Shaoyi Metal Technology.
3. Яку найвищу зарплату отримує працівник з обробки листового металу?
Майстри з листового металу отримують найвищі зарплати — від 57 000 до 77 000 доларів США щорічно. Кваліфіковані робітники з листового металу заробляють від 51 000 до 64 500 доларів США, а техніки — від 43 500 до 61 000 доларів США. Спеціалізовані зварювальники, які використовують TIG-зварювання для аерокосмічних або медичних компонентів, часто отримують підвищені ставки через високий рівень точності та спеціалізованих навичок, необхідних у цих галузях.
4. Який спосіб зварювання є найкращим для тонкого листового металу?
TIG-зварювання вважається найкращим методом для тонкого листового металу завдяки точному контролю тепла й мінімальному спотворенню. У виробничих умовах ефективно працює MIG-зварювання з дротами меншого діаметра (0,023–0,030 дюйма) та правильними сумішами захисних газів. Обидва методи запобігають пробою матеріалу, якщо поєднати їх із такими техніками, як точкове зварювання, зварювання з відступом назад та використанням теплоотводів або мідних підкладних брусків.
5. Які сертифікації повинен мати партнер з виготовлення виробів із листового металу?
Шукайте стандарт ISO 9001:2015 як базовий стандарт якості, а також IATF 16949 — для автотранспортних застосувань. Відповідність коду зварювання листового металу AWS D9.1 забезпечує кваліфікований персонал. Для робіт у галузі авіації та космонавтики обов’язковою є сертифікація AS9100. Ці сертифікати підтверджують наявність задокументованих систем управління якістю, стабільних процесів та заходів щодо запобігання дефектам — ключових факторів при виборі партнерів для виготовлення прецизійних компонентів.