 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Розуміння компаній з точного виготовлення виробів із листового металу: ключові поняття

Що насправді означає точне виготовлення виробів із листового металу
Коли ви чуєте термін " точне виготовлення листового металу , «що спадає на думку?» Якщо ви уявляєте будь-яку майстерню з обробки металу з різальним і зварювальним обладнанням, ви бачите лише частину картини. Компанії з точного виготовлення виробів із листового металу працюють в абсолютно іншій категорії — там, де мікроскопічні вимірювання визначають успіх або невдачу.
Отже, що саме робить виготовлення «точним»? Це зводиться до одного критичного фактора: допусків. Тоді як стандартна обробка металу передбачає допуски в межах ±1/16″ до ±1/8″ (приблизно ±1,6 мм до ±3,2 мм), точне виготовлення виробів із листового металу вимагає точності в межах ±0,005″–±0,010″ (±0,13 мм–±0,25 мм). Це різниця, яку важко побачити неозброєним оком, але яка може вирішити успіх або провал критичних застосувань.
Точні допуски при виготовленні виробів із листового металу зазвичай становлять від ±0,005" до ±0,010" (±0,13 мм до ±0,25 мм) — у 10 разів точніші за стандартні допуски виготовлення, що становлять від ±1/16" до ±1/8".
Що відрізняє прецизійне виготовлення від стандартного
Уявіть, що ви збираєте складний медичний пристрій, компоненти якого мають бездоганно підходити один до одного без будь-яких зазорів. Стандартний допуск виготовлення ±1/8" зробив би такий пристрій повністю непридатним до використання. Саме тому точність у виготовленні виробів із листового металу має надзвичайно велике значення в галузях із високими вимогами.
Значення точності у виготовленні виробів із листового металу виходить за межі лише вузьких допусків. Компанії, що спеціалізуються на точному виготовленні виробів із листового металу, відрізняються такими характеристиками:
- Сучасне обладнання: Системи різання волоконним лазером, роботизовані ЧПК-згинні преси з системами вимірювання кутів та автоматизовані зварювальні станції замінюють стандартні ручні інструменти
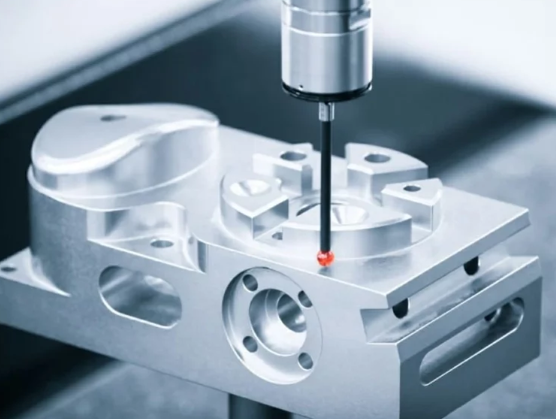
- Складні системи контролю якості: Координатно-вимірювальні машини (КВМ), оптичні компаратори та лазерні вимірювальні системи забезпечують стабільну точність
- Експертіза матеріалів: Глибоке розуміння поведінки різних сплавів під час обробки, у тому числі розрахунків пружного відскоку та врахування напрямку зерна
- Повну документацію: Повна слідківність, статистичний контроль процесу та інспекція першого зразка, що підтримує регульовані галузі
Стандартні цехи з виготовлення виробів просто не можуть відтворити ці можливості. Їхні універсальні інструменти та базові методи контролю добре підходять для будівельних каркасів або простих корпусів — але виявляються недостатніми, коли точність розмірів безпосередньо впливає на експлуатаційні характеристики або безпеку продукту.
Розуміння вимог до допусків у металообробці
Ось щось, що багато інженерів виявляють на власному досвіді: програми САПР, такі як SolidWorks, за замовчуванням встановлюють допуски для механічної обробки, які значно жорсткіші, ніж ті, які зазвичай досягаються при обробці листового металу. За даними експертів компанії Herold Precision Metals, така невідповідність часто призводить до надмірного проектування та зайвих витрат.
Чому це має значення? Тому що листовий метал поводиться інакше, ніж суцільні оброблені деталі. Тонші матеріали більш чутливі до змінних факторів під час формування. Згинання викликає незначне випуклення поблизу ліній загину. Кілька перетинаючихся загинів призводять до більш виражених деформацій. Навіть отвори, розташовані поблизу ліній загину, можуть впливати на локальну форму.
Точне виготовлення деталей із листового металу вирішує ці завдання за допомогою емпіричних розрахунків, виготовлення прототипів та ретельної корекції — а не лише програмування. Типова операція точного згинання може забезпечити точність висоти ±0,25 мм та точність довжини після згинання ±0,5 мм за умови застосування відповідних методів.
Суть справи? Компанії, що спеціалізуються на точному виготовленні виробів із листового металу, значно інвестують у обладнання, підготовку кадрів та системи забезпечення якості, спеціально розроблені для подолання природних складнощів роботи з тонкими металевими заготовками. Ці інвестиції безпосередньо перетворюються на компоненти, які ідеально підходять за розміром, надійно функціонують і відповідають суворим вимогам аерокосмічної, медичної, електронної та інших високотехнологічних галузей.

Основні процеси, що визначають точне виготовлення
Тепер, коли ви розумієте, що робить виготовлення «точним», напевно, цікавитесь: як саме ці компанії досягають таких жорстких допусків? Відповідь полягає в спеціалізованих процесах — кожен із яких уважно контролюється задля отримання стабільних і точних результатів. Розглянемо основні технології, на яких базується робота будь-якого виробника точних виробів із листового металу.
На відміну від звичайних магазинів, які можуть перелічити ці процеси на своїх веб-сайтах без пояснень, розуміння того, як працює кожен із методів, допоможе вам приймати розумніші рішення щодо ваших проектів виготовлення. Ось що вам потрібно знати:
- Лазерна Розрізка: Використовує сфокусований лазерний промінь для плавлення або випаровування матеріалу з точністю до ±0,1 мм–±0,15 мм — ідеально підходить для складних конструкцій та більш товстих матеріалів завтовшки до 25 мм
- ЧПУ-пробивка: Комп’ютеризовані інструменти пробивають листовий метал для створення точних отворів і фігур із точністю приблизно ±0,2 мм — найкращий варіант для повторюваних узорів у тонших матеріалах
- Точне гнуття: CNC-прес-тормози з вбудованими датчиками формують кути з точністю ±0,5°–±1° та довжинні допуски ±0,20 мм на кожне згинання
- Точкове зварювання: Контрольовані процеси зварювання, зокрема TIG, MIG та роботизоване зварювання, які забезпечують розмірну точність при створенні міцних і чистих з’єднань
Кожен процес має свої особливі переваги. Досвідчена компанія з точного виготовлення виробів із листового металу чітко знає, коли застосовувати ту чи іншу технологію — а ще важливіше — як правильно їх упорядкувати для досягнення оптимальних результатів.
Лазерна різка та CNC-пробивка: пояснення
Уявіть, що потрібно вирізати складну авіаційну кронштейнову деталь із вигнутими краями та отворами з жорсткими допусками. Який метод слід обрати? Відповідь залежить від кількох факторів, які спеціалізовані компанії з точного виготовлення виробів із листового металу оцінюють для кожного проекту.
Згідно з даними галузевих експертів, лазерне різання виправдовує себе при обробці складних контурів і більш товстих матеріалів. Волоконні лазери здатні різати низьковуглецеву сталь завтовшки до 25 мм, забезпечуючи точність ±0,1–±0,15 мм. Цей безконтактний процес забезпечує гладкі й точні зрізи без слідів інструменту, що усуває необхідність вторинної обробки для багатьох застосувань. Тому лазерне різання є переважним вибором для авіаційних, медичних та фармацевтичних компонентів, де важлива якість кромок.
З іншого боку, CNC-пробивання домінує, коли потрібно виготовити повторювані форми з високою швидкістю. Для щільно розташованих отворів у тонких матеріалах — низьковуглецевої сталі товщиною до 3 мм або алюмінію товщиною до 6 мм — пробивні верстати працюють значно швидше, ніж лазерні. Є ще одна важлива перевага: пробивання — це процес без нагріву. Це зберігає площинність матеріалу та уникне зон впливу тепла (HAZ), які можуть спричинити проблеми під час наступних операцій згинання.
Послуги з виготовлення виробів із листового металу з високою точністю позиціонування часто поєднують обидві технології. Лазерна різка виконує складні зовнішні контури та деталізований рельєф, тоді як CNC-пробивання швидко створює масиви стандартних отворів або прорізів. Такий гібридний підхід забезпечує максимальну точність та ефективність.
Точні методи згинання та зварювання
Ось щось, що дивує багатьох інженерів: у процесі гнуття листового металу зазвичай неможливо отримати справжній кут 90°. Кожен кут має радіус, а матеріали після формування трохи пружно відновлюють свою початкову форму. Саме управління цими реаліями й є тим, що робить експертну майстерність у точному гнутті справжньою перевагою.
Досвідчені виробники повідомляють, що пружне відновлення (springback) зазвичай становить 1–2°. Сучасні ЧПУ-гнучі преси з вбудованими датчиками автоматично компенсують варіації матеріалу, забезпечуючи стабільну якість виготовлення. Ці верстати розраховують коефіцієнт K для кожної комбінації матеріалу та його товщини, щоб точно передбачити, на скільки потрібно перевищити кут гнуття, щоб досягти заданого кута.
Ключові чинники, що впливають на точність гнуття:
- Узгодженість радіуса гнуття: Збереження однакових радіусів гнуття на всіх згинаннях деталі значно спрощує налаштування інструментів, зменшує витрати та підвищує точність
- Відстань від елемента до згину: Отвори або пази, розташовані занадто близько до згинів, можуть деформуватися через концентрацію напружень — досвідчені виробники знають мінімальні відстані, що рекомендуються
- Планування послідовності гнучки: Складні деталі з кількома згинами вимагають уважного планування послідовності операцій, щоб уникнути перешкод у роботі інструменту
- Урахування стану матеріалу: Зони, вплив яких спричинений лазерним різанням, можуть призводити до непостійної форми або тріщин під час згинання, якщо їх не контролювати належним чином
Точне зварювання завершує процес виготовлення. Незалежно від того, чи використовується TIG-зварювання для критичних з’єднань, що вимагають максимальної точності керування, MIG-зварювання для підвищення ефективності виробництва чи роботизоване зварювання для забезпечення стабільної якості при великих обсягах, мета залишається незмінною: з’єднати компоненти без спотворення точності, досягнутої на попередніх етапах.
Виготовлення листового металу з високою точністю позиціонування вимагає, щоб зварники розуміли принципи термокерування. Конструкція пристосувань, послідовність прихваточного зварювання та контроль тепловкладення запобігають деформації, яка може зробити непридатними деталі, виготовлені з високою точністю шляхом різання та гнуття. Саме тут часто перетинаються експертиза у виготовленні листового металу з високою точністю та механічна обробка — фрезеровані пристосування надійно фіксують деталі в точному положенні під час зварювання.
Обладнання для виготовлення листового металу з високою точністю, у яке компанія інвестує, багато говорить про її можливості. Сучасні волоконно-оптичні лазери, сервоелектричні гідропреси з вимірюванням кута в реальному часі та роботизовані зварювальні комірки є сучасним станом технологій. Проте одного лише обладнання недостатньо — саме експертиза у програмуванні, експлуатації та технічному обслуговуванні цих систем визначає, чи забезпечать вони результати з високою точністю чи лише дорогу посередність.
Розуміння цих основних процесів підготує вас до ведення змістовних розмов із потенційними партнерами з виготовлення виробів. Ви будете знати правильні запитання, які слід поставити, — а також зможете визначити, коли компанія справді розуміє, як досягти тієї точності, яка потрібна вашому проекту.
Галузеві застосування та їхні особливі вимоги до точності
Ось щось, що часто стає несподіванкою для багатьох покупців: допуск, який ідеально підходить для побутової електроніки, може призвести до катастрофічного збою в літаку. індустрія точного виготовлення виробів із листового металу не працює за принципом «один розмір підходить усім». Натомість кожен сектор має кардинально різні вимоги — і розуміння цих відмінностей допомагає вам визначити, які саме виробники здатні повною мірою задовольнити ваші потреби.
Чому це так важливо? Тому що вибір компанії з точного виготовлення виробів із листового металу без розуміння галузево-специфічних вимог — це те саме, що найняти електрика, який спеціалізується на побутових мережах, для роботи з промисловими електричними системами. У нього можуть бути навички, але не ті самі навички, які потрібні саме для вашого застосування.
Наведена нижче таблиця деталізує, як виглядає високоточне виготовлення виробів із тонколистового металу в основних галузях промисловості:
| Промисловість | Типові допуски | Основні сертифікації | Ключові чинники якості |
|---|---|---|---|
| Аерокосмічна промисловість | ±0,005" до ±0,010" | AS9100, ITAR, NADCAP | Трасування, сертифікати на матеріали, стійкість до втоми |
| Медичні прилади | ±0,005" до ±0,015" | ISO 13485, реєстрація в FDA | Біосумісність, сумісність із процесами стерилізації, якість поверхневого шліфування |
| Автомобільний | ±0,010" до ±0,020" | IATF 16949, ISO 9001:2015 | Повторюваність, випробування на міцність, документація PPAP |
| Електроніка | ±0,005" до ±0,015" | ISO 9001:2015, стандарти IPC | Екранування від ЕМІ/РФІ, тепловий менеджмент, точні посадки при збиранні |
Давайте розглянемо детальніше, що ці вимоги означають у контексті ваших проектів.
Вимоги аерокосмічної та медичної галузей
Високоточне виготовлення виробів із тонколистового металу для аерокосмічної галузі є вершиною вимог до виробництва. Коли компоненти літають на висоті 30 000 футів або забезпечують життєво важливі медичні процедури, будь-яка помилка є неприпустимою.
У аерокосмічних застосуваннях, Сертифікація AS9100 це не є необов’язковим — це базове очікування. Цей стандарт управління якістю, спеціально розроблений для аерокосмічної галузі, ґрунтується на ISO 9001:2015 і додає суворі вимоги щодо безпеки продукції, запобігання використанню підробних компонентів та управління конфігурацією. Для проектів у сфері оборони сертифікація згідно з ITAR (Міжнародними правилами торгівлі засобами ведення війни) забезпечує належне поводження з контрольованими технічними даними.
Що робить виготовлення аерокосмічних виробів таким вимогливим? Розгляньте такі чинники:
- Повна просліджуваність матеріалів: Кожен металевий виріб має мати повну слідкуваність до початкового сертифікату сталеплавильного заводу
- Вимоги до інспекції першого зразка: Детальна документація, що підтверджує відповідність кожного розміру заданим специфікаціям до початку виробництва
- Розглядання втоми та напружень: Деталі мають витримувати багаторазові цикли навантаження протягом десятиліть експлуатації
- Оптимізація ваги: Кожен грам має значення, тому конструкції спрямовані на використання тонших матеріалів із жорсткішими допусками
Виготовлення медичних пристроїв ставить перед виробниками не менш суворі, але інші вимоги. Згідно з даними спеціалістів галузі компанії Prototek, деталі з листового металу, що виготовляються для медичного застосування, повинні відповідати жорстким вимогам біосумісності — матеріали не повинні викликати імунну відповідь або запалення при контакті з тілом.
Якість поверхні набуває критичного значення в медичних застосуваннях. Виготовлені компоненти мають мати достатньо гладку поверхню для ефективного очищення й запобігання колонізації бактерій. Для медичного виготовлення переважно використовують нержавіючу сталь марок 304 та 316L, оскільки вони стійкі до корозії під час багаторазової стерилізації в автоклаві та під впливом потужних чистящих засобів. Компанії, які обслуговують цей сектор на ринках точного виготовлення деталей із листового металу в Техасі та Флориді, часто мають сертифікат ISO 13485, спеціально призначений для систем управління якістю медичних виробів.
Точні стандарти для автомобільної та електронної промисловості
Автомобільні застосування представляють захоплюючу рівновагу: допуски трохи більші, ніж у авіаційній галузі, але обсяги виробництва експоненціально вищі. Ця комбінація вимагає компаній з точного виготовлення виробів із листового металу, які забезпечують стабільну повторюваність та статистичний контроль процесів.
Сертифікація за стандартом IATF 16949 — стандартом системи управління якістю в автомобільній галузі — робить акцент на запобіганні дефектам замість їх виявлення. Виробники повинні продемонструвати індекси здатності процесів (Cpk), що підтверджують стабільне виготовлення деталей у межах заданих специфікацій. Документація за процесом схвалення виробничих деталей (PPAP) надає клієнтам гарантії того, що якість масового виробництва буде відповідати якості прототипів.
Для компонентів шасі, кріпильних елементів підвіски та конструктивних деталей випробування на міцність додають ще один рівень перевірки. Деталі, виготовлені методом точної обробки листового металу для автомобільних застосувань, повинні витримувати роки вібрації, циклів зміни температури та впливу дорожньої солі без виходу з ладу.
Виготовлення електронних компонентів зосереджує увагу на інших пріоритетах. Корпуси та каркаси мають забезпечувати екранування від електромагнітних перешкод (EMI), зберігаючи при цьому точні розміри для кріплення компонентів. Навіть отвір для кріплення, розташований на 0,5 мм поза заданим положенням, може унеможливити встановлення друкованої плати або спричинити затори на конвеєрі збірки.
Тепловий менеджмент ускладнює застосування в електроніці. Вимоги до відведення тепла часто визначають вибір матеріалів — висока теплопровідність алюмінію робить його улюбленою основою для корпусів електронних пристроїв. Проте поведінка алюмінію щодо пружного відскоку відрізняється від поведінки сталі, тому вимагаються фабриканти з глибокими знаннями специфіки роботи з цим матеріалом.
Сектор електроніки також вимагає косметичної досконалості. Продукти, призначені для кінцевих споживачів, повинні мати бездоганну поверхню, однорідне порошкове покриття та точне вирівнювання вентиляційних отворів. Цей поєднаний набір вимог щодо функціональної точності й естетичної якості відокремлює справжніх професіоналів від тих, хто лише заявляє про свій досвід у сфері електроніки.
Розуміння цих галузево-специфічних вимог допомагає вам ефективніше оцінювати потенційних партнерів з виготовлення виробів. Компанія, що добре зарекомендувала себе у виробництві автомобільної техніки, може мати труднощі з виконанням вимог до документації в авіаційній промисловості. Спеціаліст з виробництва медичного обладнання, ймовірно, не має потужностей для високотемпового виробництва, які вимагаються в автомобільній галузі. Узгодження вимог вашого проекту до конкретної галузі з доведеною експертизою вибраного виробника значно підвищує ваші шанси на успіх.
Як оцінювати компанії з точного виготовлення виробів із листового металу
Ви визначили точні вимоги свого проекту та розумієте, які технологічні процеси потрібні. Тепер настає найскладніша частина: як саме вибрати правильну компанію з точного виготовлення виробів із листового металу серед десятків доступних варіантів? Саме на цьому етапі більшість замовників стикаються з труднощами — і саме помилковий вибір призводить до реальних фінансових втрат.
У чому проблема? Більшість веб-сайтів виробників виглядають дуже схожими. Всі заявляють про якість і точність. Але за цими маркетинговими термінами можливості різко відрізняються. Ось систематичний підхід для відокремлення дійсно здатних виробників точного металу від тих, хто просто добре розмовляє.
- Перевірка відповідних сертифікацій Не тільки підтверджуйте, що вони мають сертифікати; переконайтеся, що ці сертифікати відповідають вимогам вашої галузі
- Оцінка можливостей обладнання Сучасні машини важливі, але досвід оператора та програми обслуговування важливіші
- Оцінка систем контролю якості Не тільки переглядати обладнання для перевірки, а й розглядати документально підтверджені процедури та методи відстеження
- Перегляд можливостей повернення Зрозумійте як стандартні терміни виконання, так і варіанти прискорення ваших виробничих графіків
- Перевірка інженерної підтримки — Експертиза DFM може заощадити тисячі доларів на оптимізації конструкції ще до початку виробництва
- Перевірте відгуки клієнтів — Поговоріть із клієнтами з подібних галузей про їхній реальний досвід
Розглянемо кожен із цих критеріїв детально, щоб ви точно знали, які запитання слід задавати.
Обов’язкові сертифікати, на які слід звернути увагу
Сертифікати — це не просто літери на стіні, а засоби зниження ризиків, що підтверджують справжню дисципліну процесів . Розуміння того, які саме вимоги пред’являються до кожного сертифікату, допомагає вам оцінити, чи здатна компанія з точного виготовлення виробів із тонколистового металу справді задовольняти ваші потреби.
ISO 9001:2015 становить основу систем управління якістю. Згідно з даними експертів компанії Northstar Metal Products, цей сертифікат свідчить про те, що компанія впровадила ефективну систему управління якістю з документально оформленими процедурами для кожного етапу виробництва — від введення нових продуктів до остаточного контролю й відгрузки. Він також встановлює чіткі принципи безперервного покращення, заохочуючи співробітників шукати інноваційні рішення.
Що саме вимагає стандарт ISO 9001:2015? Сертифіковані виробники повинні забезпечувати:
- Документовані процедури виготовлення, інспекції та відстежуваності
- Регулярні внутрішні та незалежні аудити третьої сторони
- Контрольовані матеріали з використанням каліброваного обладнання
- Чисті документальні сліди для кожного проекту
ITAR (Міжнародні правила регулювання обороту засобів ураження) сертифікація має значення, якщо ваш проект пов’язаний із застосуванням у сфері оборони. Підприємства, зареєстровані відповідно до ITAR, можуть обробляти контрольовані технічні дані та виготовляти компоненти для військових систем. Навіть якщо ваш поточний проект не вимагає дотримання вимог ITAR, співпраця з зареєстрованим підприємством забезпечує гнучкість для майбутніх контрактів у сфері оборони.
Сертифікації AWS (Американського товариства зварювання) свідчать про високий рівень володіння технологіями зварювання. Звання «Сертифікований зварювальний виробник» (CWF) підтверджує, що компанія продемонструвала компетентність у створенні зварних конструкцій із забезпеченням їх цілісності та довговічності. Для проектів, що вимагають структурного зварювання, сертифікація AWS D1.1 щодо будівельної сталі надає додаткові гарантії.
Галузеві сертифікації додають ще один рівень підтвердження. Незалежно від того, чи потрібна вам сертифікація IATF 16949 для автомобільної промисловості, AS9100 — для авіаційно-космічної галузі чи ISO 13485 — для медичних виробів, відповідність сертифікацій вимогам вашої галузі забезпечує те, що виробник розуміє регуляторний контекст вашої діяльності.
Оцінка обладнання та систем якості
Під час огляду потенційного постачальника послуг точного виготовлення виробів із листового металу на його виробничих потужностях (або при аналізі його можливостей онлайн) на що слід звернути увагу? Переліки обладнання розповідають лише частину історії.
Сучасні волоконні лазери, сервопривідні гідравлічні гнучі преси та роботизовані зварювальні комірки свідчать про капітальні інвестиції в точні технологічні можливості. Однак ставте глибші запитання: як часто проводиться калібрування обладнання? Які графіки профілактичного технічного обслуговування існують? Хто виконує програмування, і який рівень його досвіду?
ТОВ з точного виготовлення виробів із листового металу, що має застаріле обладнання, але керується майстрами-ремісниками, може перевершити цех із найновішим обладнанням та недосвідченими операторами. Поєднання якісного обладнання, кваліфікованих фахівців та задокументованих процедур забезпечує стабільну точність — не будь-який окремий фактор сам по собі.
Системи контролю якості заслуговують також на ретельне вивчення. Координатно-вимірювальні машини (КВМ) та оптичні компаратори свідчать про можливості інспекції, але справжнє питання полягає в тому: як вони інтегровані у виробничі процеси? Зверніть увагу на:
- Процеси інспекції першого зразка: Задокументоване підтвердження перед початком серійного виробництва
- Точки інспекції в ході виробництва: Перевірки якості на критичних етапах, а не лише на фінальній інспекції
- Статистичний контроль процесу: Моніторинг на основі даних для виявлення відхилень до того, як деталі вийдуть за межі допусків
- Трасування матеріалів: Можливість відстежити будь-яку деталь до оригінальних сертифікатів виробника
Можливості термінів виконання замовлень значно варіюють серед постачальників точного виготовлення виробів із листового металу. Стандартні строки поставки тривалістю 2–4 тижні є поширеними, однак розуміння можливостей прискореної доставки має важливе значення, коли строки скорочуються. Деякі партнерів OEM у сфері точного виготовлення виробів із листового металу підтримують спеціальні потужності для швидкої реакції; інші ж стягують значні надбавки за прискорену поставку.
Нарешті, оцініть рівень інженерної підтримки. Чи здатний виготовлювач проаналізувати ваші конструкторські рішення та запропонувати покращення ще до формування комерційної пропозиції? Експертиза у сфері DFM (проектування з урахуванням технологічності виробництва) дозволяє виявити можливості для зниження витрат — альтернативні послідовності загинання, оптимізоване розміщення деталей на листі або заміну матеріалів, що забезпечують збереження експлуатаційних характеристик при одночасному зменшенні вартості. Такий співпраця часто є ключовим критерієм, що відрізняє справжніх партнерів від транзакційних постачальників.
Маючи ці критерії оцінки, ви зможете впевнено оцінювати потенційних партнерів з виготовлення виробів. Мета полягає не в тому, щоб знайти найдешевшу пропозицію, — а в тому, щоб визначити виробників точних виробів із листового металу, чиї можливості, сертифікації та системи забезпечення якості відповідають конкретним вимогам вашого проекту.
Вибір матеріалу для проектів точної обробки
Ви вже оцінили партнерів з виготовлення виробів і розумієте процеси, що задіяні. Але ось запитання, яке ставить у глухий кут навіть досвідчених інженерів: який матеріал слід вказати для вашого проекту з високою точністю? Відповідь не така проста, як вибір того, що спрацювало минулого разу, — адже поведінка матеріалу безпосередньо впливає на досяжні допуски, методи обробки та кінцеву вартість.
Подумайте про це так: алюміній і нержавіюча сталь можуть однаково відповідати вашим вимогам щодо міцності, але поводяться зовсім по-різному під час згинання. Один сильніше пружно відскакує назад, інший швидше зазнає наклепу під час формування. Ігнорування цих відмінностей призводить до відхилення деталей і розчарованих телефонних дзвінків вашому виробнику.
Розуміння властивості матеріалу до визначення специфікації допомагає вам приймати обґрунтовані рішення. Ось що має найбільше значення для точного виготовлення металевих листів за індивідуальним замовленням:
| Матеріалу | Точні характеристики | Типові застосування | Питання обробки |
|---|---|---|---|
| Нержавіюча сталь (304/316) | Відмінна стабільність розмірів; помірне пружне відскакування; досяжні жорсткі допуски | Медичні пристрої, переробка харчових продуктів, архітектурні та морські застосування | Вимагає спеціалізованих методів зварювання; зазнає наклепу під час формування |
| Алюміній (5052/6061) | Добре формуються; більше пружне відскакування, ніж у сталі; легкі компоненти з високою точністю | Корпуси електронних пристроїв, авіація, автомобільна промисловість, теплообмінники | Чутливий до тепла; відмінна оброблюваність; вимагає використання відповідного інструменту |
| Вуглецева сталь | Передбачувана поведінка; помірні допуски; економічно вигідний для масового виробництва | Машини, будівництво, конструкції автомобілів | Потребує обробки поверхні для захисту від корозії; добре зварюється |
| Титан | Надзвичайне співвідношення міцності до ваги; складно точно формувати | Авіація та космонавтика, медичні імплантати, оборона | Середня оброблюваність; вимагає спеціалізованого інструменту та експертних знань |
| Мідь/Латунь | Висока пластичність; добре формуються; середній потенціал точності | Електричні компоненти, декоративні вироби, сантехніка | Під час зварювання утворюються небезпечні зварювальні пари; мідь може бути важко оброблювати |
Точне виготовлення виробів із листового металу товщиною від 0,004 до 0,250 дюйма охоплює більшість поширених застосувань, однак вибір матеріалу значно впливає на те, що можна досягти в цьому діапазоні. Розглянемо найчастіше вказувані варіанти.
Міркування щодо нержавіючої сталі та алюмінію
Нержавіюча сталь домінує в точному виготовленні зважаючи на свої переваги. Її розмірна стабільність, стійкість до корозії та передбачувана поведінка під час формування роблять її основним вибором для вимогливих застосувань. Однак не всі види нержавіючої сталі є однаковими.
Згідно з експертами з точного виробництва, аустенітні марки, такі як 304 і 316, забезпечують найкраще поєднання формоздатності та корозійної стійкості. Знижений вміст вуглецю в марці 316L робить її ідеальною для зварних конструкцій у медичних та фармацевтичних застосуваннях, де необхідно уникати сенсибілізації (випадання хромових карбідів).
Виготовлення високоточних позиціонованих деталей із нержавіючої сталі вимагає розуміння того, як цей матеріал зміцнюється під час формування. Кожне згинання збільшує твердість у відповідній зоні, що потенційно може призвести до утворення тріщин, якщо подальші операції не сплановані з особливою увагою. Досвідчені виробники послідовно організовують операції, щоб мінімізувати кумулятивний ефект зміцнення.
Основні аспекти, що варто враховувати при роботі з нержавіючою сталью:
- Середовище корозії: марка 304 підходить для більшості внутрішніх застосувань; марка 316 є обов’язковою при контакті з хлоридами або в морських середовищах
- Вимоги до чистоти поверхні: Нержавіюча сталь допускає матові, поліровані або електрополіровані поверхні — вкажіть бажаний тип оздоблення на ранньому етапі, щоб уникнути додаткової обробки
- Сварюваність: Вимагає спеціалізованих методів і відповідних заповнювальних матеріалів для збереження корозійної стійкості
- Чинник вартості: Зазвичай у 2–3 рази дорожче вуглецевої сталі, але часто дозволяє уникнути витрат на остаточну обробку
Алюміній створює іншу задачу щодо точності. Його відмінне співвідношення міцності до ваги робить його незамінним у авіаційній та електронній галузях, однак більша пружна деформація (springback) вимагає компенсації під час згинання. Галузеві рекомендації передбачають збереження постійного радіуса згину на всіх елементах, що спрощує інструментування й підвищує точність.
Для корпусів електронних пристроїв теплопровідність алюмінію забезпечує природне відведення тепла — функціональна перевага, якої не має нержавіюча сталь. Підприємства з точного виготовлення листового металу в Сіетлі та виконавці точного виготовлення листового металу в Сіетлі часто працюють з алюмінієм у рамках авіаційного та технологічного секторів регіону, де перетинаються вимоги щодо зниження ваги й ефективного теплового управління.
Чутливість алюмінію до зон, вплив яких спричинене лазерним різанням, вимагає ретельного планування. Якщо згини виконуються поблизу зрізаних кромок, змінені властивості матеріалу можуть призвести до непослідовного формування. Досвідчені фабриканти або коригують параметри різання, або збільшують відстань між елементами та згинами, щоб забезпечити точність.
Спеціалізовані матеріали для вимогливих застосувань
Коли стандартні матеріали не відповідають вашим вимогам, на сцену виходять спеціальні сплави. Обробка цих матеріалів вимагає фабрикантів із певним досвідом — не кожне точне виробництво здатне успішно обробляти титан або екзотичні нікелеві сплави.
Титан заслуговує своєї репутації «дивометалу» завдяки винятковому співвідношенню міцності до ваги та чудовій стійкості до корозії. Згідно зі спеціалістами з матеріалів , унікальна здатність титану зв’язуватися з кістковою та живою тканиною робить його незамінним для ортопедичних імплантатів. У авіакосмічній галузі його переваги щодо співвідношення міцності до ваги виправдовують високу вартість для компонентів двигунів та конструктивних елементів.
Однак низька теплопровідність титану та його схильність до зміцнення при обробці створюють значні труднощі у виготовленні. Швидкості різання мають бути ретельно врегульовані, щоб запобігти перегріванню. Для формування потрібне спеціалізоване інструментальне забезпечення, а для складних геометрій часто застосовують гаряче формування. Ці фактори зазвичай збільшують вартість виготовлення в 3–5 разів порівняно з виготовленням із нержавіючої сталі.
Інші спеціальні матеріали, які варто знати:
- Інконель та Хастеллой: Нікелеві суперсплави для екстремальних температурних умов та корозійно-агресивного середовища; важко піддаються механічній обробці та формуванню
- Пружна сталь: Висока межа плинності для компонентів, що вимагають пружності; властивості контролюються за допомогою точного термічного оброблення
- Дуплексні нержавіючі сталі: Поєднують властивості аустенітних та феритних сплавів для покращеної міцності та стійкості до хлоридів
- Берилійова мідь: Виняткова електропровідність та пружні властивості для електричних контактів; вимагають обережного поводження через токсичність
Товщина матеріалу також впливає на точність обробки. Тонші матеріали (менше 0,030") більш схильні до деформації під час різання та обробки. Для товщих матеріалів (понад 0,125") потрібне обладнання з вищою потужністю, а також може обмежуватися мінімальний радіус згину. Обговоріть вимоги щодо товщини матеріалу з потенційними виробниками, щоб переконатися: їхнє обладнання відповідає вашим потребам.
Головне? Вибір матеріалу — це не лише задоволення функціональних вимог, а й вибір таких матеріалів, які ваш партнер-виробник зможе обробляти точно й стабільно. Відкрита розмова про досвід роботи з матеріалами часто краще розкриває справжні можливості виробника, ніж будь-які сертифікати чи переліки обладнання.
Контроль якості та перевірка в точному виготовленні
Ви обрали правильний матеріал і вибрали кваліфікованого виготовлювача. Але ось ключове питання: як ви переконуєтеся, що готові деталі дійсно відповідають вашим технічним вимогам? Саме тут вирішується точність виготовлення деталей із листового металу — у процесах контролю якості, які перевіряють кожен розмір, поверхню та конструктивну особливість до відправки деталей.
Контроль якості при точному виготовленні деталей із листового металу — це не просто один контрольний пункт наприкінці виробництва. Це комплексна система, яка охоплює весь процес виготовлення. Розуміння цих систем допомагає вам ефективніше оцінювати виготовлювачів і забезпечує доставку ваших критичних компонентів точно відповідно до вказаних вимог.
Ось основні контрольні точки якості на всіх етапах типового процесу точного виготовлення:
- Перевірка вхідних матеріалів: Перевірка сертифікатів матеріалу, вимірювання товщини та стану поверхні до початку обробки
- Первинний контрольний огляд: Повна розмірна перевірка початкових зразків до запуску серійного виробництва
- Поточний контроль: Перевірка критичних розмірів після кожної основної операції — різання, формування, зварювання
- Перевірка стану поверхні: Вимірювання шорсткості та візуальний огляд для виконання естетичних вимог
- Остаточна перевірка: Повна перевірка розмірів відповідно до креслень перед упаковкою
- Перевірка документації: Підтвердження повноти всіх необхідних сертифікатів, звітів та документів щодо прослідковості
Кожна контрольна точка виявляє потенційні проблеми, перш ніж вони посиляться й переростуть у дорогостоячі ускладнення. Незначне відхилення кута згину від допуску може здаватися незначним — доки ви не з’ясуєте, що воно перешкоджає остаточній збірці.
Методи інспекції, що гарантують точність
Звучить складно? Так, може бути. Проте сучасні технології інспекції значно покращили як швидкість, так і точність порівняно з традиційними методами. Розуміння доступних варіантів допомагає вам чітко визначити відповідні вимоги до інспекції для ваших проектів.
Згідно з інспекційними настановами Xometry , виробники зазвичай пропонують кілька рівнів інспекції:
- Стандартна інспекція: Контроль якості перевіряє матеріал, характеристики та оздоблення відповідно до вимог; вимірює критичні розміри, такі як загальні габарити, отвори та глибина — зазвичай до 20 розмірів за технічними кресленнями замовника
- Офіційна інспекція з розмірним звітом: 100 % усіх розмірів документуються за допомогою каліброваних інструментів згідно зі статистичними планами вибіркового контролю; включає кореляцію креслення з позначеними розмірами («балоноване» креслення)
- Інспекція КВМ: Перевірка всіх розмірів за допомогою координатно-вимірювальної машини (КВМ) з точністю на рівні мікронів; є обов’язковою для складних геометрій
- Звіт про першу артикульну інспекцію (FAIR AS9102): Документація за стандартом авіаційної промисловості, що надає об’єктивні докази розуміння та підтвердження всіх інженерних вимог
Координатно-вимірювальні машини (КВМ) є «золотим стандартом» для розмірної верифікації. Як пояснюють експерти з контролю якості координатно-вимірювальні машини (CMM) використовують щупи для зіставлення розмірів деталей із цифровими моделями, забезпечуючи точність на рівні мікронів для складних форм і елементів. Вони особливо корисні в аерокосмічній та медичній галузях, де перевірка допусків має бути безумовно надійною.
Оптичні системи контролю доповнюють CMM, забезпечуючи швидке вимірювання без контакту. Камери, лазери та датчики оцінюють розміри, контури й якість поверхні — це ідеальний варіант для ніжних деталей або коли важлива швидкість. Для виявлення дефектів поверхні на естетичних компонентах оптичні методи часто виявляють проблеми, які можуть уникнути контактні підходи.
Перевірка якості поверхні здійснюється за допомогою приладів для вимірювання шорсткості, що кількісно визначають текстуру відповідно до специфікацій. Це особливо важливо для компонентів із поверхнями тертя — шестерень, ущільнень, підшипників — де якість поверхні безпосередньо впливає на експлуатаційні характеристики та термін служби.
Стандарти документування та відстежуваності
Уявіть, що медичний пристрій вийшов з ладу під час експлуатації. Слідчим потрібно відстежити цей компонент аж до його вихідного матеріалу, зрозуміти кожен етап обробки та визначити всі інші деталі, які, можливо, також постраждали. Саме тому документація та прослідкованість — це не бюрократичне навантаження, а ключова складова системи забезпечення якості.
Звіти про перевірку першого зразка закладають основу для забезпечення якості виробництва. Стандарт AS9102, що застосовується в авіакосмічній галузі, визначає три ключові форми: Форма 1 містить інформацію про деталь та історію її ревізій; Форма 2 деталізує вихідні матеріали, спеціальні процеси та інформацію про постачальників; Форма 3 документує результати перевірки кожної характеристики заз із зазначенням використаних засобів вимірювання.
Ці звіти супроводжуються кресленнями з виділеними ділянками («балонами»), на яких наведено пронумеровані пояснення, що точно вказують, які саме розміри було перевірено. Кожен «балон» відповідає даним інспекції, забезпечуючи чітку прослідковуваність між кресленнями та результатами вимірювань. Така кореляція є надзвичайно цінною під час аудитів або розслідування якісних проблем.
Виробники високої якості ведуть документацію протягом усього процесу:
- Сертифікації матеріалів: Звіти про випробування на прокатному стані, що пов’язують вихідний матеріал із конкретними партіями плавки та хімічним складом
- Записи процесів: Параметри налаштування обладнання, ідентифікація оператора та часові мітки для кожної операції
- Реєстраційні записи калібрування: Підтвердження того, що вимірювальне обладнання відповідає вимогам точності
- Звіти про невідповідність: Документування будь-яких відхилень та вжитих коригувальних заходів
- Звіти про остаточну інспекцію: Повні дані про розміри з визначенням «відповідає» або «не відповідає» вимогам
Статистичні плани вибіркового контролю визначають, скільки деталей потрібно перевірити з кожної партії. Згідно зі стандартами ASQC Z1.4 2008, рівень II, партія з 26–50 деталей зазвичай вимагає перевірки 8 зразків із нульовим допустимим відсотком браку. Для більших партій (501–1200 деталей) потрібно перевірити 80 зразків. Такі плани вибіркового контролю забезпечують баланс між глибиною перевірки та практичними обмеженнями виробництва.
Поширені проблеми точності, які системи контролю якості мають виявляти, включають розбіжність розмірів під час тривалих виробничих циклів, варіацію пружного відскоку між партіями матеріалу, спотворення зварних швів, що впливає на площинність, та забруднення поверхні внаслідок обробки. Виробники з високою якістю застосовують профілактичні заходи — регулярні контрольні перевірки під час виробництва, параметри формування, спеціально підібрані для конкретного матеріалу, та зварювання за фіксованими послідовностями з використанням спеціальних пристосувань — замість того, щоб покладатися виключно на остаточний контроль для виявлення дефектів.
Інвестиції в комплексний контроль якості відрізняють справжніх професіоналів у сфері точного виготовлення виробів із тонколистового металу від тих, хто пропонує лише задовільні послуги. Оцінюючи потенційних партнерів, попросіть показати зразки звітів про перевірку, з’ясуйте їхні практики документування та переконайтеся, що їхні вимірювальні можливості відповідають вимогам вашого проекту. Ця ретельна перевірка виправдовує себе, коли ваші деталі надходять готовими до негайного використання, а не потребують сортування, доопрацювання чи відхилення.
Підтримка прототипування та розробки продуктів
Ви розробили інноваційний продукт, перевірили його концепцію та підтвердили попит на ринку. Тепер виникає критичне питання: як перетворити цей дизайн на фізичні деталі, які будуть працювати точно так, як передбачено? Саме на цьому етапі компанії з точного виготовлення виробів із тонколистового металу стають справжніми партнерами з розробки — а не просто постачальниками, що виконують замовлення.
Шлях від початкової концепції до масового виробництва вимагає набагато більшого, ніж просто різання й згинання металу. За словами спеціалістів індустрії з компанії PEKO Precision, успішний запуск нових продуктів залежить від структурованих процесів введення нових продуктів (NPI), які системно охоплюють проектування, створення прототипів, валідацію та масштабування виробництва. Розуміння цього життєвого циклу допомагає ефективно використовувати експертизу вашого партнера з виготовлення на кожному етапі.
Ось типовий життєвий цикл проектів індивідуального точного виготовлення виробів із листового металу:
- Визначення концепції: Перетворення початкових ідей у чітко визначений обсяг проекту з чіткими етапами та технічними специфікаціями
- Прототипування: Створення функціональних зразків для підтвердження концепції та оцінки її проектної життєздатності
- Удосконалення конструкції: Урахування отриманого досвіду шляхом оптимізації конструкції з урахуванням технологічності виготовлення (DFM) та інженерних оновлень
- Пілотне виробництво: Остаточна репетиція, що підтверджує готовність виробничих процесів та систем забезпечення якості до серійного випуску
- Запуск виробництва: Офіційне заморожування конструкції з контролем конфігурації та повною документацією з якості
- Неперервне удосконалення: Постійне вдосконалення на основі відгуків клієнтів та покращення нового покоління
Кожен етап ґрунтується на попередньому, а вимоги до точності стають усе більш критичними по мірі наближення до виробництва. Розглянемо, як досвідчені виробники підтримують цей процес.
Від прототипу до виробництва
Уявіть, що ви витратили місяці на розробку продукту, а під час виробництва з’ясували, що ваш дизайн не можна виготовляти стабільно. Саме такий сценарій — на жаль, досить поширений — і запобігає правильне прототипування.
Згідно з експертами з прототипування компанії Fictiv, прототипування деталей із листового металу дозволяє інженерам оцінити форму, посадку та функціональність деталі до початку повномасштабного виробництва. Сучасні досягнення у галузі обладнання для виготовлення та цифрових робочих процесів зробили прототипування швидшим і точнішим — воно тепер тісно узгоджене з метою виробництва, що дозволяє командам швидко вносити ітерації без утрати якості.
Чому це має значення для проектів спеціалізованих корпусів із точної листової сталі? Тому що прототипи, виготовлені з матеріалів та за технологіями серійного виробництва, виявляють проблеми, які 3D-моделі CAD просто не можуть передбачити:
- Перешкоди при складанні: Компоненти, які виглядають ідеально в тривимірних моделях, можуть не збігатися так, як очікувалося
- Поведінка матеріалу: Ефект пружного відскоку, наклеп та теплові впливи стають відчутними проблемами
- Обмеження виробництва: Відстані між елементами та загинами, мінімальні радіуси загину та обмеження доступу інструментів стають очевидними
- Реальність поверхневого фінішу: Естетика зварних швів, адгезія покриттів та косметичні вимоги підтверджуються на практиці
Ключова перевага співпраці з заводом з точного виготовлення виробів із листового металу на етапі прототипування — на відміну від універсального цеху — полягає в узгодженості з процесами серійного виробництва. Такі технології, як лазерне різання, CNC-пробивання, загинання та зварювання, збігаються з тими, що будуть використовуватися при масовому виробництві. Це означає, що ваш прототип точно відображає характеристики кінцевої деталі й дозволяє проводити реалістичне тестування її роботи.
Можливості швидкого прототипування кардинально змінили терміни розробки. Сучасні методи виготовлення дозволяють створювати прототипи деталей із листового металу за кілька днів замість тижнів. Таке прискорення дає змогу виконати кілька ітерацій проекту в той самий час, що й раніше вимагався для створення одного прототипу за традиційними підходами.
Відносини з контрактним виробником часто починаються на етапі прототипування. Співпрацюючи з фабрикатором, спеціалізованим на нових продуктах (NPI), на ранньому етапі, ви отримуєте доступ до інженерної експертизи, яка формуватиме ваш дизайн з урахуванням вимог виробництва. Такі партнері можуть працювати з концепціями на будь-якому етапі — від ескізів на серветці до повністю розроблених тривимірних моделей — надаючи поради, що запобігають дорогостоячим корекціям у майбутньому.
Підтримка DFM та інженерна співпраця
Ось щось, що відрізняє добрих фабрикаторів від виняткових: підтримка конструювання з урахуванням технологічності виробництва (DFM). DFM — це не лише зниження вартості виробництва деталей, а й покращення їх якості при одночасному зменшенні витрат і ризиків.
Згідно з експертами з виробництва компанії Advantage Metal Products, DFM листового металу — це стратегічний підхід, який узгоджує конструкцію деталі з тонкощами процесу її виготовлення. Така оптимізація зменшує виробничі витрати, підвищує ефективність і покращує якість кінцевого продукту — все це без ушкодження задуму конструкції.
Як виглядає змістовна співпраця з урахуванням DFM? Розгляньте такі ключові чинники, які оцінюють досвідчені виробники:
- Оптимізація радіусу згину: Узгодження товщини матеріалу з радіусом згину запобігає утворенню тріщин і деформацій, а також спрощує оснащення
- Стратегія розташування отворів: Розміщення отворів щодо згинів і кромок забезпечує структурну цілісність і технологічну ефективність виробництва
- Обґрунтування допусків: Встановлення реалістичних допусків, які забезпечують точність без надмірного конструкторського ускладнення
- Урахування радіуса заокруглення кутів: Заокруглені кути зменшують концентрацію напружень і підвищують безпеку
- Рекомендації щодо вибору матеріалу: Узгодження властивостей матеріалу з вимогами до конструкції та характеристиками технологічного процесу
Цифрові інструменти посилюють ефективність DFM. 3D-моделювання в CAD полегшує візуалізацію, що дозволяє командам виявляти потенційні проблеми ще до того, як буде оброблено будь-який метал. Програмне забезпечення для моделювання та прототипування передбачає можливі труднощі, надаючи конструкторам змогу оптимізувати рішення проактивно. Платформи співпраці забезпечують миттєве спільне використання інсайтів між інженерними командами та спеціалістами з виготовлення.
У проектах точного виготовлення корпусів із листового металу DFM часто виявляє можливості, які конструктори спочатку упускають із уваги. Наприклад, об’єднання кількох компонентів у єдину штамповану деталь може скоротити трудомісткість збирання. Можливо, коригування послідовності загинання усуває конфлікт інструментів. Ці інсайти виникають, коли фахівці з виготовлення, що мають глибокі знання технологічних процесів, перевіряють конструкції до прийняття рішення про запуск у виробництво.
Етап пілотного виробництва — який часто називають «останнім репетиційним виступом» — підтверджує, що рекомендації щодо проектування з урахуванням технологічності (DFM) дійсно працюють на практиці. За словами спеціалістів з нових продуктів і виробництва (NPI), цей етап є останньою можливістю внести зміни в конструкцію перед запуском у серійне виробництво. Активуються системи забезпечення якості, перевіряються вимоги регуляторних органів, а повний виробничий процес відбувається в умовах, що наближені до серійного виробництва.
Після успішного проходження етапів створення прототипів та пілотного виробництва дизайн фіксується на етапі запуску у виробництво. Креслення офіційно затверджуються, вводиться контроль конфігурації, а кожна наступна одиниця продукції має відповідати затвердженим і перевіреним специфікаціям. Ця дисципліна забезпечує, що деталь з порядковим номером 1000 буде мати такі самі характеристики, як і деталь з порядковим номером 1.
Зв’язок між вимогами до точності та розробкою продукту стає зрозумілим: інвестування в належні процеси запуску нових продуктів (NPI) разом із кваліфікованими партнерами з виготовлення різко зменшує виробничі ризики. Згідно з дослідженням Forbes, наведеним у матеріалах компанії PEKO, 73 % респондентів вважають відстеження ризиків та можливостей під час розробки та NPI критично важливим для досягнення цілей щодо термінів запуску продукту та прибутковості.
Чи розробляєте ви спеціальні компоненти з точного листового металу для медичних пристроїв, корпусів електронних пристроїв чи промислового обладнання — шлях від концепції до виробництва завжди має схожі риси. Вибір партнерів з виготовлення, які мають справжній досвід у сфері NPI (а не лише виробничі потужності), прискорює ваш графік реалізації й одночасно зменшує витрати, пов’язані з неочікуваними проблемами, що зазвичай перешкоджають успішному запуску продукту. 
Вітчизняне та глобальне забезпечення точних проектів
Ви визначили свої вимоги до точності, оцінили виробників і розумієте матеріальні аспекти. Тепер настає стратегічне питання, яке все частіше визначає виробничі рішення: чи слід закуповувати товари вітчизняного виробництва чи шукати постачальників за кордоном? Цей вибір впливає набагато більше, ніж лише на ціну одиниці — він впливає на терміни виконання замовлення, комунікацію, контроль якості й, врешті-решт, на успіх вашого проекту.
Дискусія щодо вітчизняних чи закордонних постачальників не полягає в тому, щоб визначити «переможця». Її суть — у розумінні компромісів та відповідності стратегії закупівель конкретним потребам вашого проекту. Розглянемо детально ключові аспекти, які справді мають значення при оцінці виробників прецизійних виробів з листового металу в різних регіонах.
| Коефіцієнт | Вітчизняне (США) | Закордонне (Китай) |
|---|---|---|
| Терміни поставок | зазвичай 2–4 тижні; прискорене виконання легко доступне | 4–8 тижнів, включаючи доставку; можливі затримки в портах |
| Зв'язок | Один часовий пояс; немає мовних бар’єрів | різниця в часі понад 12 годин; потенційні мовні труднощі |
| Контроль якості | Легкий доступ до відвідування виробничих потужностей; безпосередній доступ до інспекції | Потребує інспектування третіми сторонами або особистої поїздки |
| Одинична вартість | Вищі ставки оплати праці (понад 25 дол. США/год) | Нижчі ставки оплати праці (5–7 дол. США/год) |
| Загальна вартість | Передбачувані витрати; менше прихованих витрат | Вартість перевезення, мита та митні збори можуть збільшити загальну вартість на 15–30 % |
| Гнучкість | Швидкі зміни у проектуванні; оперативні коригування | Зміни потребують триваліших циклів реалізації |
| СЕРТИФІКАЦІЇ | Документація ITAR легко доступна; знайомі стандарти | Сертифікації ISO/IATF доступні; деякі сертифікації важче підтвердити |
Розуміння цих компромісів допомагає приймати обґрунтовані рішення замість спирання на припущення щодо будь-якого з підходів до закупівель.
Переваги вітчизняного виробництва
Коли ви здійснюєте закупівлю у виробника точних виробів із листового металу в Сполучених Штатах, швидкість і простота стають вашими союзниками. Згідно з експертами з внутрішніх закупівель компанії Mead Metals , скорочені строки виконання й зменшені ризики, пов’язані з доставкою, дозволяють тримати проекти на правильному шляху без неочікуваних затримок через митницю, перевантаження портів або глобальні логістичні перерви.
Перевага у спілкуванні важко переоцінити. Робота в одному часовому поясі усуває неприємні затримки, пов’язані з 12-годинними циклами електронної пошти. Коли виникають проблеми — а вони завжди виникають — можливість подзвонити та оперативно вирішити їх запобігає перетворенню невеликих питань на серйозні невдачі. Для точних робіт із виготовлення виробів із листового металу, що вимагають тісної координації між інженерними командами, така оперативність є надзвичайно цінною.
Контроль якості стає значно простішим із вітчизняними партнерами. Ви можете відвідувати виробничі потужності, спостерігати за процесами та будувати стосунки з людьми, які виготовляють ваші деталі. Цей прямий доступ забезпечує:
- Аудит виробничих потужностей: Перевірка можливостей обладнання та систем контролю якості особисто
- Спостереження за процесами: Спостереження за критичними операціями та виявлення можливостей для покращення
- Швидке вирішення проблем: Негайно усувайте проблеми щодо якості адрес, а не відкладайте це через часові пояси
- Налагодження відносин: Розвивайте партнерства, які з часом покращують результати
Прозорість у витратах також сприяє вітчизняному закупівельному забезпеченню. Хоча ціни за одиницю можуть здаватися вищими, при закупівлі за кордоном виникають приховані витрати — вартість перевезення, мита, збори, коливання валютних курсів, — які можуть перетворити видиму економію на неочікувані витрати. Те, що здавалося вигідною ціною на точну виготовлену з листового металу продукцію, часто виглядає інакше після розрахунку загальної вартості доставки товару.
Для проектів, пов’язаних із оборонною сферою та вимагаючих дотримання вимог ITAR, вітчизняне виробництво стає обов’язковим, а не факультативним. Аналогічно, коли важлива захист інтелектуальної власності, розміщення виробництва всередині кордонів США зменшує ризики його розголошення.
Міркування щодо глобального закупівельного процесу
Ось реальність: повне відкидання виробництва за кордоном означає ігнорування справжніх переваг. Точне виготовлення виробів із листового металу в Китаї значно розвинулось, і багато виробників досягли рівня якості, що відповідає або навіть перевершує якість продукції західних конкурентів. Ключовим є правильний вибір партнерів та належне управління взаєминами.
Згідно з аналітиками у галузі виробництва , вигоди Китаю у вартісному плані залишаються значними — вартість праці на 70 % нижча, ніж у США, що поєднується з економією на масштабі завдяки величезним виробничим потужностям. Для проектів, чутливих до ціни, або замовлень великих обсягів, такі економічні умови створюють переконливі можливості.
Завод з точного виготовлення виробів із листового металу в Китаї часто відрізняється високою швидкістю створення прототипів та гнучкою можливістю індивідуалізації. Понад 60 % китайських малого та середнього бізнесу у сфері виробництва надають послуги з індивідуального виробництва, що дозволяє швидко змінювати напрямок робіт і вносити корективи в конструкцію — здатність, яку великі західні підприємства часто не можуть забезпечити. Ця маневреність особливо корисна для проектів, орієнтованих на НДДКР, де очікуються часті зміни конструкції.
Якісна різниця, яка колись характеризувала закупівлі за кордоном, значно зменшилася. Лідери китайського ринку точного виготовлення виробів із листового металу зараз мають сертифікати, еквівалентні тим, що мають їхні внутрішні конкуренти: ISO 9001:2015, IATF 16949 (для автомобільної промисловості) та галузеві системи управління якістю. Проблема полягає не в технічних можливостях, а в їхньому підтвердженні та постійному забезпеченні якості.
Розгляньте китайських партнерів з точного виготовлення виробів із листового металу, які подолають традиційні побоювання щодо закупівель за кордоном завдяки конкретним технічним можливостям:
- Послуги швидкого прототипування: термін виконання замовлення — 5 днів, що дозволяє перевірити конструкцію до прийняття рішення про запуск у виробництво
- Комплексна підтримка DFM: Інженерна співпраця, що оптимізує конструкції для успішного виробництва
- Сертифікація автомобільного рівня: Відповідність стандарту IATF 16949, що підтверджує дисциплінованість процесів
- Швидкість комунікації: Швидке надання комерційних пропозицій, що мінімізує проблеми, пов’язані з різницею часових поясів
Наприклад, Shaoyi (Ningbo) Metal Technology представляє нове покоління китайських виробників точних виробів із листового металу — пропонуючи якість, сертифіковану за стандартом IATF 16949, швидке прототипування протягом 5 днів та надання комерційної пропозиції протягом 12 годин, що вирішує традиційні проблеми, пов’язані з закупівлею за кордоном. Їх комплексна підтримка на етапі DFM допомагає клієнтам оптимізувати конструкції до початку виробництва, скорочуючи цикли ітерацій, які часто уповільнюють реалізацію проектів за кордоном.
Найрозумніші виробники точних виробів із листового металу часто рекомендують гібридні підходи. Експерти зі стратегічних закупівель радять використовувати гнучкість Китаю на етапі початкового виробництва та прототипування, а потім залучати внутрішні потужності для остаточної збірки, забезпечення якості або застосувань із жорсткими регуляторними вимогами.
Стратегії зниження ризиків стають ключовими для успішного закупівельного співробітництва за кордоном:
- Кваліфікація постачальників: Докладна перевірка сертифікатів, технічних можливостей та рекомендацій до укладання зобов’язань
- Чіткі специфікації: Детальна документація, яка не залишає місця для тлумачень
- Перевірка незалежним органом: Незалежна перевірка якості до відправлення товару
- Інвестування в відносини: Регулярне спілкування та періодичні візити для підтримки злагодженості
- Диверсифікація ланцюга поставок: Кілька кваліфікованих постачальників для зменшення ризику, пов’язаного з єдиним джерелом поставок
Остаточне рішення щодо вибору між вітчизняними та закордонними постачальниками залежить від ваших конкретних пріоритетів. Проекти, що вимагають дотримання вимог ITAR, швидких ітерацій або жорсткого контролю термінів виконання, найчастіше вигідніше реалізовувати з вітчизняними партнерами. Високотемпова серійна продукція, виробництво, чутливе до вартості, або проекти зі стабільними конструкціями можуть вигідно використовувати закордонні закупівлі — особливо при співпраці з сертифікованими виробниками точних виробів із листового металу, які довели свою здатність забезпечувати стабільну якість.
Незалежно від вашої стратегії закупівель критерії оцінки з попередніх розділів залишаються актуальними. Сертифікації, технічні можливості обладнання, системи забезпечення якості та інженерна підтримка мають значення незалежно від географічного розташування. Відмінність полягає в тому, як ви перевіряєте ці можливості та керуєте тривалими відносинами на відстані й у різниці часових поясів.
Після уточнення стратегії закупівель ви готові перейти до конкретних дій у рамках свого проекту виготовлення. Останнім кроком є підготовка ефективних запитів, які чітко викладають ваші вимоги й дають виробникам змогу надати точні та конкурентоспроможні пропозиції.
Наступний крок у вашому проекті виготовлення
Ви отримали велику кількість інформації про компанії, що спеціалізуються на точному виготовленні виробів із тонколистового металу — від вимог до допусків та основних технологічних процесів до систем забезпечення якості й стратегій закупівель. Тепер настає найважливіший момент: перетворення цих знань на дію. Незалежно від того, чи шукатимете ви постачальників точного виготовлення виробів із тонколистового металу поблизу вас, чи оцінюватимете глобальних постачальників, добре підготовлений запит пропозиції (RFQ) відокремлює успішні проекти від розчаровуючих ситуацій.
Різниця між отриманням точних, конкурентоспроможних пропозицій і потраплянням у нескінченний цикл уточнень зазвичай залежить від ступеня підготовки. Згідно з експертами з закупівель виготовлення , ніщо не уповільнює процес отримання комерційної пропозиції більше, ніж необхідність зупинятися й задавати додаткові запитання. Час, витрачений заздалегідь на підготовку повної документації, обов’язково виправдає себе у вигляді ефективних результатів на завершальному етапі.
Підготовка вашого запиту пропозиції (RFQ) для досягнення найкращих результатів
Що слід включити до запиту до виробників точних виробів із листового металу поблизу вас або закордонних партнерів? Ось основна інформація, яка дозволяє виробникам швидко та точно надати відповідь:
- Повні дані про конструкцію: Актуальні креслення деталей і 3D-моделі CAD (файли формату STEP або SolidWorks), що містять допуски, ключові характеристики та повну розмірну інформацію
- Вимоги до матеріалу: Тип матеріалу, номінальна товщина, марка та будь-які спеціальні вимоги щодо постачання (DFARS, лише вітчизняне походження)
- Деталі обробки: Конкретний виробник порошкового покриття та його каталожний номер або, як мінімум, номер RAL для підбору кольору
- Вимоги до упаковки: Спосіб поставки деталей — у стретч-плівці, навалом або в індивідуальній упаковці для захисту
- Вимоги щодо контролю якості: Інспекція першого зразка (FAI) або вимоги PPAP для відповідних деталей
- Обсяги та терміни: Орієнтовні обсяги виробництва та очікувані строки виконання
Надаючи постачальникам точного виготовлення виробів із листового металу цю повну інформацію, ви усуваєте багаторазове звернення «туди-сюди», що затримує надання комерційних пропозицій і призводить до помилок. Партнери з високої якості виготовлення цінують детальні запити на пропозиції — це свідчить про те, що ви серйозний замовник, який розуміє процес.
Файли конструкторської документації та поради щодо комунікації
Ваші CAD-файли та креслення є основою для отримання точних комерційних пропозицій. Згідно з галузевими рекомендаціями, неповна документація може призвести до коливань цін або затримок, коли виготовлювачам потрібно уточнювати деталі. Переконайтеся, що ваші файли містять лінії загину, розташування отворів, критичні розміри та будь-які спеціальні позначки.
Практика комунікації має таке саме значення. Оперативно відповідайте на запитання виготовлювачів. Будьте відкритими щодо обмежень за термінами — якщо вам потрібні деталі швидко, зазначте це відразу, щоб вони могли оцінити власні потужності й запропонувати реалістичні строки виконання. Не соромтеся задавати запитання, якщо ви не впевнені, які саме деталі потрібно надати.
Чого варто очікувати від партнерів з якісного виготовлення? Швидка реакція на запити відрізняє компетентні компанії. Наприклад, Shaoyi (Ningbo) Metal Technology пропонує термін надання комерційної пропозиції всього за 12 годин — що свідчить про таку оперативність, яка мінімізує затримки в реалізації проектів. Оцінюючи потенційних партнерів, зверніть увагу на те, наскільки швидко вони відповідають на початкові запити: це часто передбачає якість їхнього спілкування протягом усього виробничого процесу.
Перш ніж укладати угоду, не поспішайте шукати дешеві пропозиції щодо точного виготовлення деталей із листового металу, не розуміючи, що саме вони включають. Як ми розглядали в цій статті, найнижча ціна часто приховує компроміси щодо якості, документації або сервісу. Оцінюйте загальну цінність — можливості, сертифікації, комунікаційну культуру та надійність — а не лише вартість одиниці продукції.
Чи ви шукайте роботи з точного виготовлення деталей із листового металу для аерокосмічних компонентів чи корпусів побутової електроніки — принципи залишаються незмінними: ретельно підготуйтеся, чітко комунікуйте та співпрацюйте з виробниками, можливості яких відповідають вимогам вашого проекту. Знання, які ви отримали тут, дозволять вам впевнено орієнтуватися в галузі виготовлення деталей і досягти тієї точності, яка потрібна для вашого застосування.
Поширені запитання про точне виготовлення листового металу
1. Що таке точне виготовлення листового металу?
Точне виготовлення деталей із листового металу передбачає виробництво металевих компонентів із надзвичайно вузькими допусками, зазвичай у межах ±0,005"–±0,010" (±0,13 мм–±0,25 мм). Це до 10 разів точніше, ніж стандартні допуски при виготовленні. Для цього процесу потрібне сучасне обладнання, зокрема волоконні лазери, ЧПК-гідравлічні прес-тормози з системами вимірювання кутів та складні системи контролю якості, у тому числі інспекція за допомогою координатно-вимірювальних машин (КВМ). Такі галузі, як авіакосмічна промисловість, виробництво медичного обладнання та електроніка, покладаються на точне виготовлення деталей із листового металу для компонентів, де розмірна точність безпосередньо впливає на експлуатаційні характеристики та безпеку продукту.
2. Як обрати компанію з точного виготовлення деталей із листового металу?
Оцініть потенційних партнерів за шістьма ключовими критеріями: перевірте наявність відповідних сертифікатів (ISO 9001:2015, IATF 16949 для автопромисловості, AS9100 для аерокосмічної галузі), оцініть можливості обладнання та програми його технічного обслуговування, проаналізуйте системи контролю якості, зокрема процеси інспекції першого зразка, перевірте терміни виконання замовлень як стандартних, так і прискорених, перегляньте пропозиції щодо інженерної підтримки та допомоги у проектуванні з урахуванням технологічності виготовлення (DFM), а також запросіть рекомендації від клієнтів у вашій галузі. Мета полягає в тому, щоб підібрати виробника, чиї доведені можливості відповідають конкретним вимогам вашого проекту, а не просто вибрати найнижчу ціну.
3. Які сертифікати повинні мати точні виробники листового металу?
Основні сертифікації залежать від вашої галузі. ISO 9001:2015 є базовою стандартною вимогою щодо систем управління якістю. Реєстрація в рамках ITAR обов’язкова для проектів, пов’язаних із сферою оборони. Сертифікація AS9100 є обов’язковою для авіаційно-космічних застосувань, тоді як IATF 16949 стосується робіт у автомобільній промисловості. ISO 13485 охоплює виробництво медичних виробів. Сертифікації AWS, наприклад «Сертифікований зварювальник-виготовлювач» (CWF), підтверджують професійну кваліфікацію у зварюванні. Ці сертифікації свідчать про наявність задокументованих процедур, регулярних аудитів, атестованого обладнання та повної прослідковості — усе це є критично важливим для досягнення стабільно високої точності.
4. У чому різниця між вітчизняним та закордонним високоточним виготовленням листового металу?
Вітчизняне виробництво забезпечує скорочені строки виконання замовлень (2–4 тижні порівняно з 4–8 тижнями при закупівлі за кордоном), комунікацію в одному часовому поясі, простіший доступ до підприємств для контролю якості та передбачувані загальні витрати. Закупівля за кордоном, зокрема з Китаю, забезпечує нижчу вартість робочої сили та може запропонувати швидке прототипування з гнучкістю у налаштуванні. Однак закупівля за кордоном додає витрати на доставку, митні збори (потенційно 15–30 %) і вимагає незалежного інспекторського контролю. Ведучі закордонні виробники тепер мають сертифікати, такі як IATF 16949, а деякі пропонують прототипування протягом 5 днів і надсилання комерційної пропозиції протягом 12 годин, щоб подолати традиційні проблеми.
5. Які матеріали є найкращими для точного виготовлення виробів із листового металу?
Вибір матеріалу залежить від вимог вашого застосування. Нержавіюча сталь (304/316) забезпечує відмінну стабільність розмірів і стійкість до корозії, що робить її ідеальною для медичного обладнання та харчової промисловості. Алюміній (5052/6061) забезпечує легку й точну обробку для електроніки та аерокосмічної галузі, але має вищу пружну деформацію, що вимагає компенсації. Вуглецева сталь забезпечує передбачувану поведінку за нижчою вартістю й підходить для машинобудівних застосувань. Спеціальні матеріали, такі як титан, мають надзвичайне співвідношення міцності до ваги й використовуються в аерокосмічній галузі та для медичних імплантатів, але вимагають виконавців із спеціалізованими навичками й, як правило, коштують у 3–5 разів дорожче, ніж виготовлення з нержавіючої сталі.