 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Титанове штампування для автомобілебудування: Інженерний посібник
Коротко
Титанова штампування для автомобільних характеристик пропоняє критичну перевагу в сучасному автомобільному інженеруванні: досягнення зниження ваги на 40–50 % порівняно зі стальлю при збереженні високої стійкості до тепла та корозії. Для інженерів та офіцерів закупівель, доцільність цього процесу залежить від вибору правильного ґатунку — зазвичай ґатунок 2 (CP) для глибокого витягування або ґатунок 9 (Ti-3Al-2.5V) для трубопроводів — та оволодіння викликами виготовлення ґатунку 5 (Ti-6Al-4V).
Хоча титан дозволяє зробити легші системи випуску, клапанні фіксатори та елементи підвіски, він вимагає спеціалізованої техніки штампування для контролю високого відтискання та прилипання. Успішна реалізація вимагає експертності у інструдах, відповідного змащування та часто можливостей гарячого формування, щоб виготовити прецизійні деталі, які витримують експлуатацію в умовах високих навантажень.
Фізика продуктивності: чому штампувати титан?
У прагненні до автомобільних вищих показників маса є ворогом. Титан має густину приблизно 4,51 г/см³, що становить близько 56% від густини сталі (7,8 г/см³), не поступаючись при цьому міцності конструкції. Ця питома міцність (співвідношення міцності до ваги) робить його незамінним для зменшення ваги транспортного засобу, що безпосередньо призводить до покращення прискорення, скорочення гальмівних шляхів і підвищення паливної ефективності.
Окрім зменшення статичної ваги, титан відіграє ключову роль у зниженні маси рухомих і неважких елементів. У двигуні легші компоненти клапанного механізму (наприклад, штамповані фіксатори пружин клапанів) дозволяють досягти вищих обертів і швидшої реакції на натискання дросельної заслінки. У підвісках заміна стальних кріплень або пружин на титанові зменшує неважку масу, дозволяючи підвісці швидше реагувати на зміни поверхні дороги, тим самим підвищуючи зчеплення та точність керування.
Теплова стійкість є ще одним вирішальним фактором. На відміну від алюмінію, який втрачає значну міцність вище 150 °C, титанові сплави зберігають свої механічні властивості при температурах понад 400 °C. Це робить штамповані титанові деталі ідеальними для теплових екранів та компонентів вихлопних систем, які повинні витримувати екстремальні термоциклі без деформації чи пошкодження.
Вибір матеріалу: відповідність марки геометрії
Не всі види титану підходять для кожного процесу штампування. Успіх проекту часто залежить від вибору марки, яка забезпечує баланс між експлуатаційними вимогами до компонента та його формозмінністю.
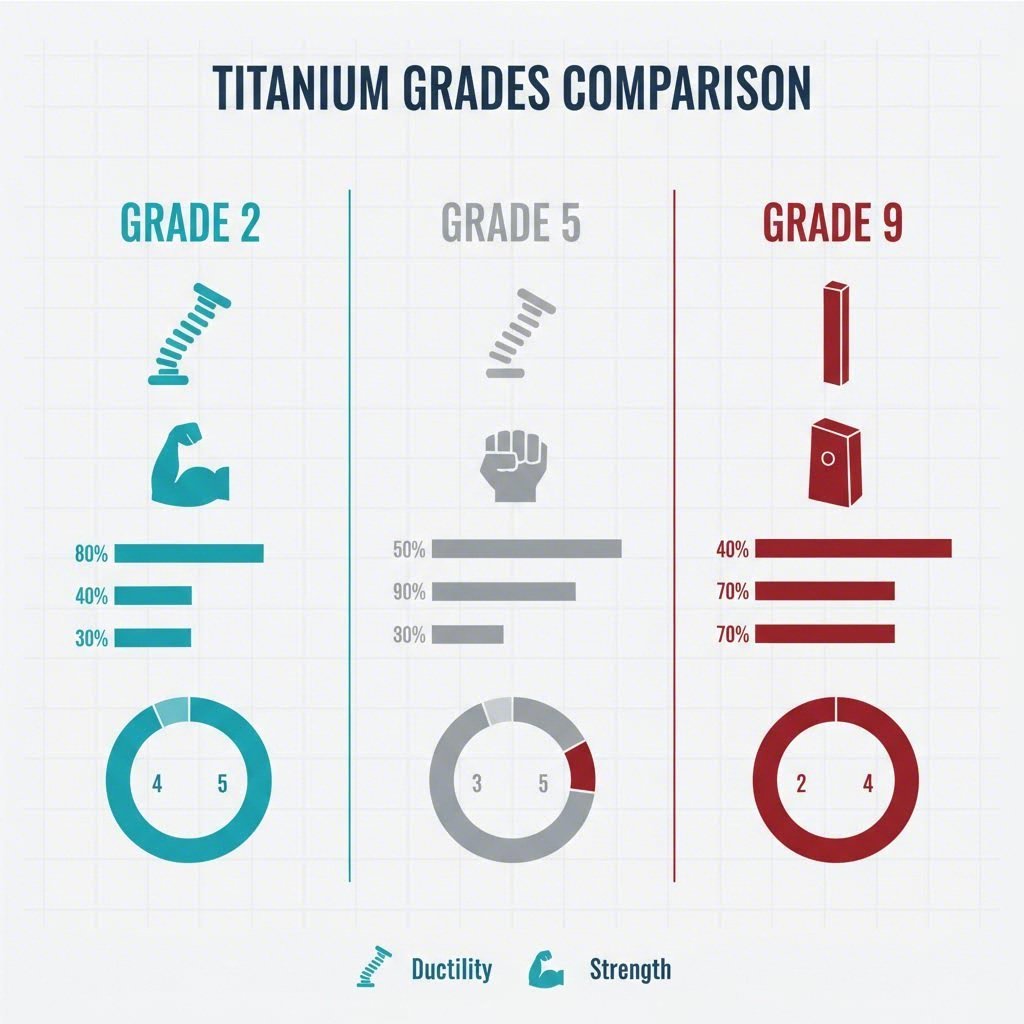
- Марка 1 та 2 (Промислово чистий): Це «робочі коні» титанового штампування. Марка 2 пропонує збалансоване поєднання міцності та пластичності, що робить її найкращим вибором для деталей, які потребують глибокого витягування, таких як корпуси глушників, теплові екрани та складні кронштейни. Її часто можна штампувати в холодному стані за допомогою стандартних коректив у технологічному оснащенні.
- Марка 5 (Ti-6Al-4V): Найпоширеніший сплав для високоміцних застосувань, марка 5 пропонує вищу межу міцності, але створює значні труднощі при штампуванні. Його низька пластичність при кімнатній температурі часто вимагає горяче тиснення (формування при підвищених температурах), щоб запобігти утворенню тріщин. Зазвичай його використовують для високонавантажених конструктивних елементів, таких як кріплення та прокладки шатунів.
- Марка 9 (Ti-3Al-2.5V): Її часто називають «компромісним варіантом»: марка 9 заповнює розрив між формованистю марки 2 та міцністю марки 5. Її широко використовують у гідравлічних трубках, вихлопних системах і легких конструкційних штампувальних деталях, де потрібний вищий опір тиску, ніж забезпечують чисті титанові марки.
- Бета-сплави (наприклад, Ti-15-3): Ці сплави можна холодно формувати та піддавати термообробці, що робить їх чудовим варіантом для штампованих пружин і складних затискачів, де потрібна висока пружність.
Інженерні виклики: пружне відновлення та задирання
Штампування титану принципово відрізняється від штампування сталі чи алюмінію через дві основні фізичні характеристики: нижчий модуль пружності та високу хімічну реакційну здатність.
Контроль пружного відновлення
Модуль Юнга титану приблизно вдвічі менший, ніж у сталі. Ця «пружність» означає, що матеріал має сильну схильність повертатися до початкової форми після формування. У процесах штампування це проявляється як сильне пружне відновлення. Інженери мають компенсувати це, проектуючи матриці з істотними допусками на перевигин для складних геометрій часто потрібне гаряче калібрування (утримання деталі в матриці при температурі), щоб надійно зафіксувати остаточну форму та зняти внутрішні напруження.
Запобігання заїданню
Титан відомий схильністю до заклинювання або «затирання» проти інструментальної сталі. Під високим тиском захисний оксидний шар руйнується, що призводить до холодного зварювання реакційноздатного металу з матрицею. Щоб запобігти цьому, виробники застосовують передові стратегії мащення, такі як дисульфід молібдену («молі») або графітові мастила. Крім того, інструменти часто покривають титановим карбонітридом (TiCN) або алмазоподібним вуглецем (DLC), а в деяких випадках використовують бронзові вставки для матриць, щоб забезпечити природну змащувальність і запобігти адгезійному зносу.
Основні автозастосування
Штамповані деталі з титану використовуються там, де виправданий компроміс між вартістю та продуктивністю. У високопродуктивних і люксових автомобілях ці компоненти мають критичне значення для досягнення цільових показників маси.
| Система | Компонент | Звичайна чисть | Експлуатаційна вигода |
|---|---|---|---|
| Відвод викидних газів | Корпуси глушників, теплозахисні екрани | Марка 2 (CP) | Стійкість до корозії, на 40% менша вага порівняно з нержавіючою стальлю |
| Двигун | Фіксатори клапанних пружин, прокладки | Марка 5 / Beta | Вища гранична частота обертання, знижений тертя |
| Шасі | Прокладки гальм, кріплення | Марка 2 / 9 | Зменшена непідвішена маса, термоізоляція |
| Зав'язкові елементи | Шайби, затискачі | Клас 5 | Високе збереження затискного навантаження, відсутність корозії |
Аналіз вартості та стратегія закупівель
Економічна реальність штампування титану передбачає вищі початкові витрати. Ціни на сировину можуть бути в 10–20 разів вищими, ніж у сталі, а термін служби інструментів коротший через абразивну природу металу. Однак для високопродуктивних застосунків цінність протягом життєвого циклу — вимірювана економією палива, міцністю та конкурентною перевагою — часто перевищує початкові витрати.
Під час перевірки постачальників шукайте партнерів, які розуміють нюанси гарячого формування та відпалу в контрольованій атмосфері. Shaoyi Metal Technology , наприклад, пропонує спеціалізовані послуги штампування для автомобільної промисловості — від швидкого прототипування до виробництва великих обсягів. Їхні об’єкти, сертифіковані за IATF 16949, оснащені пресами потужністю до 600 тонн, що дозволяє заповнити прогалину для OEM-виробників, яким потрібні прецизійні титанові компоненти, виготовлені зі суворим дотриманням глобальних стандартів. Перевірте їхні інженерні послуги тут щоб побачити, як вони справляються із складними матеріальними завданнями.
Завжди перевіряйте здатність постачальника виконувати вторинні операції, такі як обрізання та оздоблення поверхонь, оскільки заусенці з титану важко видалити й потрібні спеціалізовані процеси зачищення.
Підсумок: чи можлива штампування титану?
Штампування титану більше не обмежується лише авіакосмічною галуззю та Формулою-1. З правильним вибором марки та контролем процесу це стає життєздатною технологією масового виробництва для автомобілів високопродуктивного класу. Ключове значення має баланс між бажанням отримати міцність марки 5 і реальними умовами виготовлення форми, часто знаходячи оптимальне рішення з маркою 9 або удосконаленими конструкціями марки 2. Оскільки автовиробники продовжують прагнути досягти зниження ваги для збільшення запасу ходу EV та відповідності нормам викидів, штамповані титанові компоненти відіграватимуть все більш важливу роль.
Поширені запитання
1. Чому титан не використовується для всього кузова автомобіля?
Хоча титан має виняткове співвідношення міцності до ваги, його висока вартість сировини та складні вимоги до обробки роблять його економічно невигідним для кузовів автомобілів масового ринку. Виробництво великих панелей вимагало б величезних зусиль пресів та дорогого інструментарію для гарячого формування, що значно збільшило б ціну автомобіля за межами доступності споживачів.
2. Які основні недоліки штампування титану?
Основними недоліками є високий ступінь пружного повернення, що ускладнює контроль допусків, і ризик задирок, що збільшує знос інструментів. Крім того, титан має нижчу формівність, ніж сталь, тобто глибоке витягування часто вимагає кількох етапів із проміжним відпалюванням, щоб запобігти тріщинам.
3. Чи можна зварювати штамповані деталі з титану?
Так, титан піддається зварюванню, але для цього потрібне суворо контрольоване середовище. Кисень — «ворог» гарячого титану; при температурі вище 400 °C він швидко поглинає кисень, що призводить до крихкості. Тому зварювання має виконуватися в інертній атмосфері аргону або у вакуумній камері, щоб зберегти пластичність і міцність матеріалу.