 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Штампування важелів склоочисника: посібник з інженерії та ідентифікації
Коротко
У контексті автокомпонентів, штампування важелів склоочисника позначає два різних поняття: високошвидкісний прогресивне штампування виробничий процес, що використовується для формування металевої конструкції, і ідентифікаційні коди, нанесені на важіль для перевірки деталі. Сучасне виробництво значною мірою перейшло від лиття металу до штампування, що дозволяє досягти швидкості виробництва до 60 деталей на хвилину з вищою точністю.
Для власників та реставраторів автомобілів ці клеймення (наприклад, логотипи виробників, як Trico, або напрямкові позначення типу 55L/55R) мають критичне значення для ідентифікації оригінальних деталей (OEM) та забезпечення правильного монтажу. Незалежно від того, чи ви шукаєте виробника для масового виробництва чи розшифровуєте номер старовинної деталі, розуміння процесу штампування є ключовим.
Виробничий процес: Прогресивне штампування
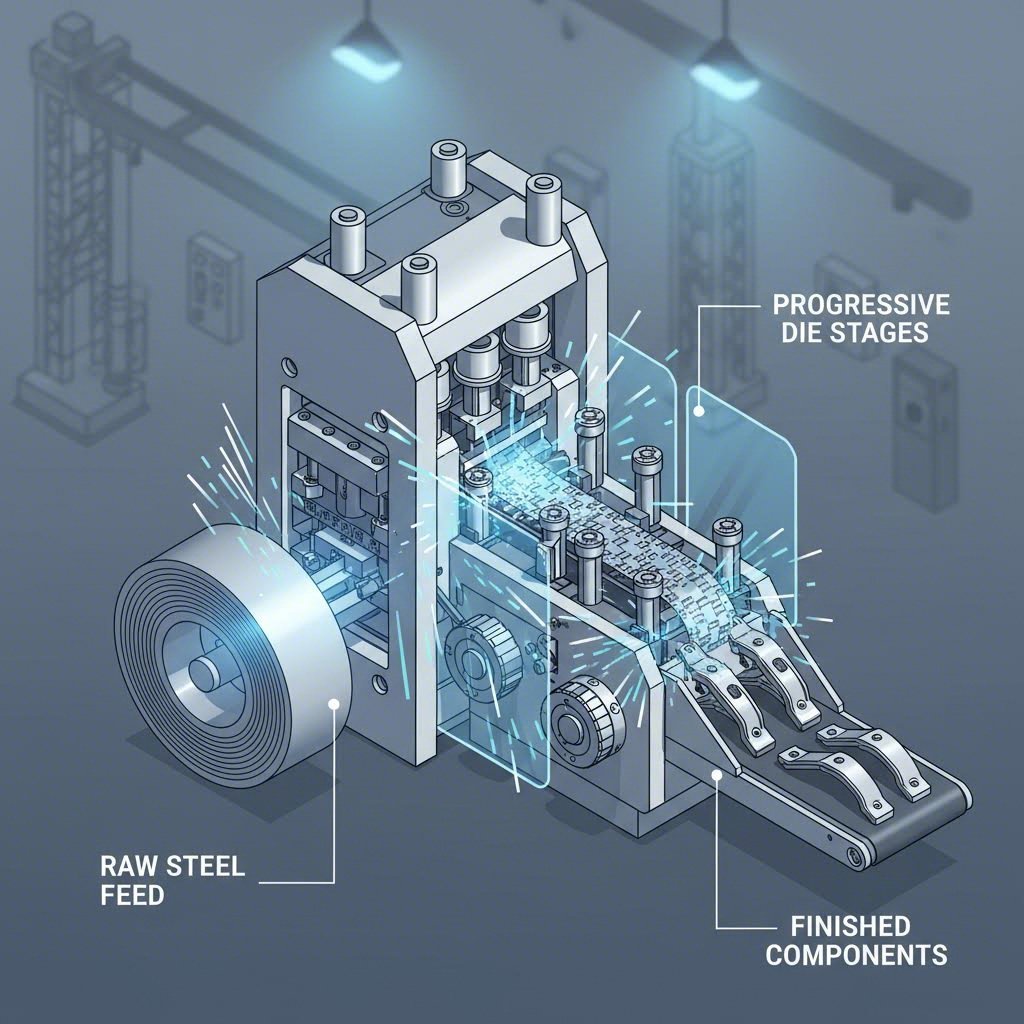
Виробництво важелів склоочисника значно еволюціонувало, щоб відповідати вимогам автомобільної промисловості. Традиційно багато компонентів склоочисників виготовляли методом лиття металу. Однак сучасна інженерія віддає перевагу прогресивне штампування , методу, який перетворює плоскі металеві стрічки на складні та міцні форми у безперервному циклі.
Цей перехід забезпечує значний приріст ефективності. Згідно з дослідженнями галузі, наприклад, такими як від Пенне , перехід на штампування у прогресивних матрицях дозволяє виробникам випускати до 60 важелів склоочисника за хвилину. На відміну від лиття, яке часто вимагає вторинної обробки для видалення зайвого матеріалу або вирівнювання грубих країв, штамповані деталі виходять із преса практично готовими. Процес полягає у подачі смуг оцинкованої сталі або алюмінію в прес, де серія матриць вирізає, згинає та формує металеві кронштейни й канали з точністю на рівні мікронів.
Для автотехнічних OEM-виробників, які потребують такого рівня продуктивності та точності, вибір партнера з потужними можливостями є обов’язковим. Комплексні штампувальні рішення Shaoyi Metal Technology закрити розрив між швидким прототюванням та високотоннажним виробництям, використовуючи точність, сертифіковану за IATF 16949, та преси потужністю до 600 тонн, щоб постачати критичні компоненти, які відповідають суворим глобальним стандартам. Високотоннажні преси забезпечують збереження структурної цілісності навіть товстого сталевого сплаву, що використовується для важких щіток скла, без втоми металу.
Розшифровка маркувань щіток скла: коди та ідентифікація
Для ентузіастів та механіків термін «маркування» часто вказує на алфавітно-цифрові коди, які виготовлюються на металевому важелі. Ці маркування не є лише декоративними; вони служать основним засобом ідентифікації відповідності та автентичності, особливо під час відновлення класичних автомобілів.
Найпоширеніші маркування вказують виробника та сторону встановлення. Наприклад, у спільнотах автолюбителів класичних автомобілів часто згадуються певні коди, такі як "55L" (ліва/сторона водія) та "55R" (права/сторона пасажира), які розташовані на нижній стороні важеля. Визначення цих позначок має важливе значення, оскільки ліві й праві щітки склоочисника часто мають незначні відмінності в кутах або довжині, які не видно неозброєним оком, але є критичними для якості очищення скла.
Крім того, оригінальні компоненти від виробника (OEM), такі як ті, що виготовлені Trico, часто мають Патентні маркування Trico або спеціальні коди дат. Ці позначки дозволяють відрізнити справжні оригінальні деталі від універсальних аналогів післяпродажного ринку, які зазвичай не мають детального маркування або використовують спрощені номери деталей. Під час підбору заміни переконайтеся, що марковане позначення типу з'єднання «байонет» або «гачок» відповідає специфікації вашого автомобіля, щоб уникнути механічних пошкоджень.
Покриття поверхні: фарбування та захист від корозії
Сирцева штампована сталь дуже схильна до корозії, що вимагає ретельного поверхневого покриття відразу після формування. У промислових умовах важілі дворників зазвичай піддають електроосадженню (Е-покриття) або порошковому покриттю, щоб забезпечити міцний, стійкий до погодних умов бар'єр. Це покриття має витримувати постійний вплив ультрафіолетового випромінювання, вологи та дорожніх солей без відшарування.
Для самостійних реставраторів підтримання цього покриття — поширена проблема. З часом оригінальне покриття може поблікнути або облущитися, що призводить до іржавіння, особливо навколо штампованих областей шарнірів. Щоб якісно відновити штампований важіль дворника, потрібно прибрати старий фарбу, не пошкодивши коди ідентифікації. Використовуйте наждачний папір з дрібним абразивом (приблизно 400–600 grit), щоб матувати поверхню, після чого ретельно очистіть її розчинником.
Нанесення високоякісної напівглянсової або матової чорної фарби є галузевим стандартом для відновлення заводського вигляду. Уникайте товстих шарів, які можуть забити штамповані цифри або пружинний механізм. Детальні відеоінструкції на платформах типу GM-Trucks.com підкреслити важливість підготовки — якщо не видалити іржу з штампованих заглиблень, новий шар фарби почне пухиритися протягом кількох місяців.
Діагностика та обслуговування штампованих рукавів
Хоча штамповані металеві рукави є міцними, вони не застраховані від механічних несправностей. Найчастіше пошкодження відбувається на шліцах — штампованих канавках всередині монтажного отвору, які утримують стержень передачі дворника. Якщо дворниковий рукав змушено або встановлено без належного моменту затягування, ці м'які металеві шліци можуть зрізатися, через що рукав почне проковзувати і не зможе рухати щітку, навіть якщо двигун обертається.
Інше питання — це фізична деформація. Оскільки штампованана сталь має «пам'ять», вигнутий важіль іноді можна виправити, але для цього потрібно обережне втручання. Використання двох ключів для скручування важеля назад у правильне положення може усунути «дрянчення» (коли лезо пружить по склу), але надмірне зусилля може зламати метал або ослабити пружину. Якщо внутрішня пружина — яка часто кріпиться до штампованої мітки — втрачає натяг, лезо не буде достатньо тиснути на вітрове скло, і воно стане неефективним, незалежно від того, наскільки новим є гумове лезо.
Остаточні думки щодо штампування важелів дворників
Розуміння подвійної природи штампування — як високоточного методу виробництва та важливої системи ідентифікації — надає переваг інженерам і власникам автомобілів. Для виробників перехід на поступове штампування означає стрибок у плані ефективності та стабільності. Для споживачів здатність розшифровувати штамповані коди на важелі дворника може вирішити, чи буде реставрація ідеальною чи призведе до проблем з установкою. Незалежно від того, чи ви замовляєте серійне виробництво, чи відновлюєте класичну модель, деталі, нанесені штампуванням на метал, розповідають повну історію походження та функціонального призначення деталі.

Поширені запитання
1. Чи можна наносити порошкове покриття на важелі дворників?
Так, порошкове покриття є чудовим варіантом для важелів дворників, оскільки воно забезпечує товще і довговічніше покриття, ніж стандартний фарбувальний розпилювач. Воно високостійке до відшарування та ультрафіолетового випромінювання. Однак потрібно переконатися, що покриття не завадить роботі шарнірного підвісу або не заповнить шліци кріплення, що може перешкодити правильній установці важеля на транспортному засобі.
2. Як мені визначити тип моєго важеля дворника?
Щоб визначити тип важеля дворника, шукайте нанесені алфавітно-цифрові коди на нижній стороні або основі важеля. Коди, що закінчуються на "L" або "R", зазвичай вказують на ліву або праву сторону. Крім того, уважно огляньте місце з'єднання, де кріпиться щітка; поширені штамповані типи включно: "Гачок", "Байонет" або "Бічний штифт". Порівняння цих штампів із схемами виробника є найбільш надійним методом.
3. Чим відрізняються штамповані та литі важелі дворників?
Штамповані важелі дворників виготовлюють із листового металу за допомогою пресів великої потужності, що забезпечує легший, більш однорідний виріб із гладкою поверхнею. Литі важелі виготовлюють шляхом заливання розплавленого металу в форму, що може призвести до важчого, більш крихкого компонента, який може вимагати додаткової обробки для видалення швів та недоліків.