 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Міднення сталі без відшарування: від підготовки до ударного шару

Крок 1: Виберіть правильний метод мідного покриття сталі
Уточнення ваших функціональних цілей
Коли ви вирішуєте нанести мідне покриття на сталь, перше й найважливіше запитання: якої мети ви хочете досягти завдяки шару міді? Чи потрібна вам поліпшена зварюваність, електропровідність для екранування ЕМІ, міцний підшар для паяння чи декоративне мідне покриття? Кожна мета вказує на окремий розв'язок із застосуванням покриття та відповідний робочий процес.
Виберіть правильний метод нанесення міді на сталь
Уявіть, що ви тримаєте складну сталеву деталь: чи слід вам схопитися за джерело живлення та готувати ванну, чи краще використати хімічний метод? Відповідь залежить від ваших потреб щодо покриття, рівномірності та продуктивності. Розглянемо ваші варіанти:
| Атрибут | Електролітична мідь (гальванопокриття) | Хімічне нанесення мідного покриття | Мідь заміщення/іммерсійна мідь |
|---|---|---|---|
| Рівномірність | Добре підходить для простих форм; менш рівномірне на заглибленнях | Відмінне, навіть на складних геометріях | Погане; тонкий, непривабливий шар |
| Потреби у обладнанні | Потребує джерела живлення, мідного анода та ванни | Орієнтовано на хімію, джерело живлення не потрібне | Мінімальні — лише ємність для занурення та розчин |
| Ризик приєднання | Низька, якщо підготовка і активація повні | Низька, сильна хімічна зв'язок | Високий; не підходить для тривалої сцеплення на сталі |
| Контроль товщини | Точні (за потоком і часом) | Добре, залежать від хімії ванни і часу. | Дуже обмежено |
| Найкращі випадки використання | Швидкість, вартість, контрольована товщина; більшість покрыття для сталі | Єдиний покриття на складних або внутрішніх форм | Передвісна активація для інших покриттів; не кінцева обробка |
| Постобробка | Можливо, потрібно полірування або додаткове покриття | Зазвичай готовий до подальшої обробки | Повинен мати додаткове покриття для довговічності |
Коли варто обрати електролітичну мідь замість безелектролітичної
Електролітична мідь ( мідне гальванопокриття ) є найкращим варіантом для більшості промислових і побутових застосувань, де важливі швидкість, контроль вартості та точна товщина — наприклад, шини, з’єднувачі чи декоративні покриття. Це ідеальний вибір для плоских або простих за формою стальних деталей, якщо можна забезпечити хороший електричний контакт і ретельну підготовку. Навпаки, безелектролітичне міднення є кращим вибором для складних геометрій, глибоких заглиблень або внутрішніх каналів — наприклад, у друкованих платах або складних механічних деталях — де критично важлива рівномірність покриття, а використання джерела живлення недоцільне. Хоча цей метод повільніший і чутливіший до хімії розчину, він забезпечує неперевершене покриття та адгезію для складних форм.
Альтернативи гальванопокриттю для спеціальних випадків
Для промислових потреб або коли потрібне металургійне зчеплення, використовують механічні методи, такі як облицювання або прокатка, але вони непрактичні для більшості майстерень чи саморобних рішень. Мідь із витісненням (іммерсійна) іноді використовується як попередній етап активації перед справжнім процесом електролітичного міднення або хімічного міднення, але не рекомендується для отримання довговічного та міцно зчепленого покриття на сталі.
Швидкий посібник: підберіть метод відповідно до вашого проекту
- Зберіть дані деталі: геометрія, тип сталі, необхідні допуски та потреба у маскуванні
- Визначте потрібну товщину мідного шару та вимоги до зчеплення
- Оберіть метод:
- Електролітичне покриття (електролітичне міднення): Найкращий варіант за швидкістю, вартістю та контрольованою товщиною; потрібне джерело живлення та підготовка
- Хімічне міднення (електролізне міднення): Найкращий варіант для однорідності покриття на складних або внутрішніх поверхнях; повільніший, залежить від хімії
- Мідь із витісненням/іммерсійна: Використовуйте лише як передактивацію, якщо це передбачено перевіреним процесом
- Механічні/металургійні зв'язки: Промислове, а не саморобне
Практичні поради: поради з форумів проти стандартної практики
Завжди віддавайте перевагу ретельному видаленню жиру та активації поверхні замість скорочень, таких як підготовка лише оцтом. Хоча деякі саморобні поради в інтернеті пропонують прості рішення, пропускання професійних етапів очищення призводить до поганої адгезії та відшарування.
-
Контрольний список: що потрібно взяти з креслення деталі перед нанесенням покриття
- Геометрія деталі (проста, складна, внутрішні порожнини?)
- Тип основної сталі та будь-які попередні обробки
- Критичні допуски та поверхні, які потрібно закрити
- Необхідна товщина шару міді
- Необхідний клас сцеплення або довговічності
Визначивши свої цілі і зібравши відповідні дані заздалегідь, ви виберете сталь з металопластирним процесом, який забезпечить вам необхідну продуктивність і надійність без ризику лущини або поганого сцеплення.
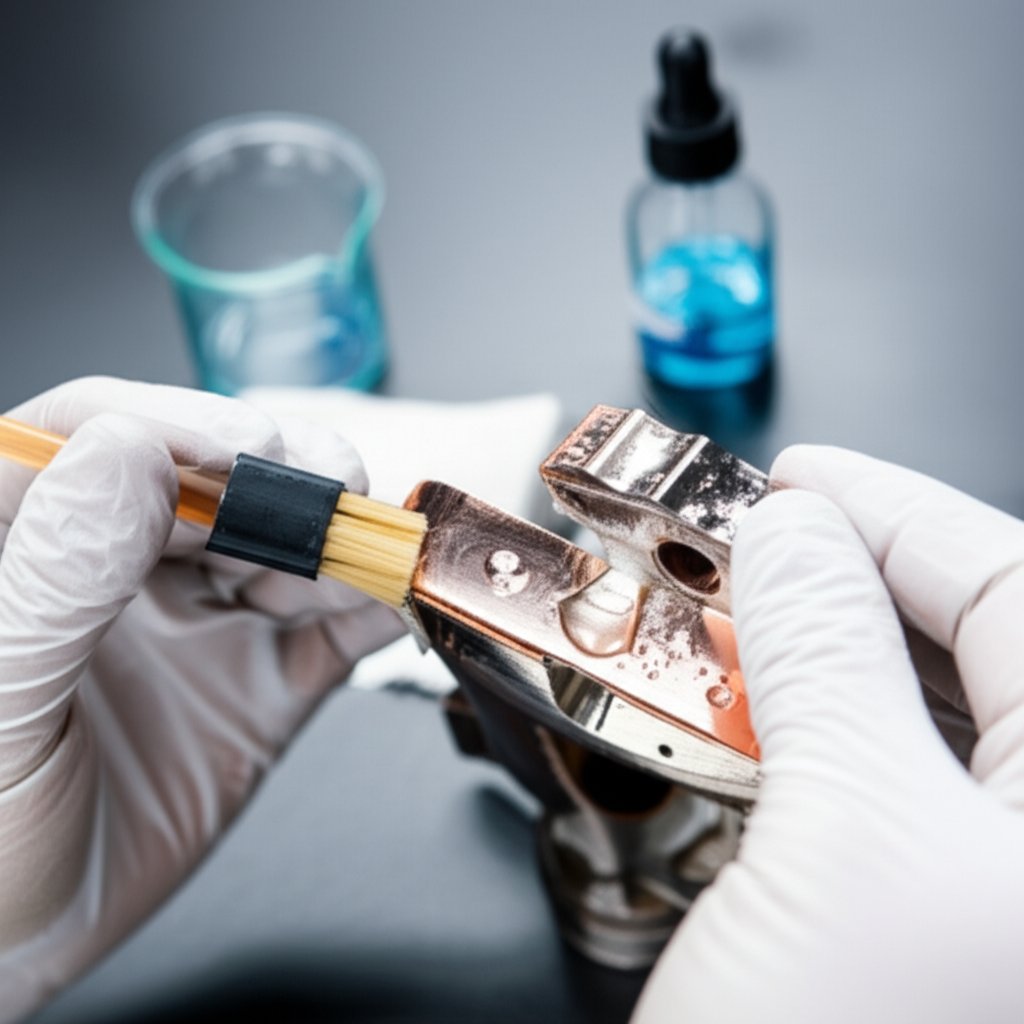
Крок 2: Підготуйте сталеву поверхню для бездоганного покрыття міді
Основні елементи для підготовки поверхні для сталі
Чи цікавив тебе колись, чому деякі металеві частини з міді зламаються або зламаються, а інші тривають роки? Відповідь майже завжди полягає в підготовці поверхні. Чи ви такуєте медний покрив вдома якщо ви не маєте професійного продавця, шлях до сильної сцеплення починається з ретельного очищення і активізації. Давайте розкладемо кожен крок, щоб ви могли уникнути пастків, які призводять до поганих результатів у диетична мідінапластина або промислового покриття.
Знежирка, дезоксидація та перевірка з допомогою водного тесту
- Грубке очищення: Видаліть всі масла, бруд та забруднювачі. Використовуйте якісний засіб для миття або відповідний розчинник-дегтяр. Будьте ретельні — залишки можуть зіпсувати весь процес.
- Механічна підготовка: Якщо дозволяє кінцева шорсткість поверхні (RA), слабо обробіть сталь абразивною губкою або дробоструйним матеріалом. Це відкриває свіжий метал і допомагає шару міді краще з'єднатися, що є важливим порадою для всіх, хто вивчає як мідь покриває сталь .
- Хімічне очищення: Проведіть лужне замочування. Це спрямовано на будь-які залишки органічних речовин. Добре промийте під проточною водою, щоб видалити всі сліди засобу для очищення та піни.
- Видалення іржі/наліту: Якщо на сталі є ознаки іржі або наліту, використовуйте кислотне занурення (зазвичай слабкий соляну або сірчану кислоту), щоб видалити оксиди. Негайно промийте і нейтралізуйте, щоб запобігти швидкому утворенню іржі.
- Тест на змочування водою: Тримайте деталь під проточною водою. Якщо вода утворює суцільний шар, ваша поверхня чиста. Якщо вона збирається в краплі або розривається, повторіть процедуру очищення. Цей тест — ваш найкращий помічник як для саморобного електроосадження так і для професійної роботи.
- Активація: Безпосередньо перед покриттям занурте сталь на короткий час у кислоту, щоб видалити останні сліди оксиду. Негайно промийте та перейдіть безпосередньо до гальванічної ванни або ударної ванни — тут важливо не затримуватися, щоб запобігти повторному окисленню.
- Маскування та кріплення: Нанесіть маскування, щоб захистити ділянки, які не повинні бути покриті. Закріпіть деталь на рамі так, щоб забезпечити міцний, надійний електричний контакт і уникнути гострих країв, які можуть концентрувати струм і призводити до перегорання.
Не пропускайте тест із водою та не затримуйтеся між активацією та покриттям. Негайна передача до ударної ванни має вирішальне значення для оптимальної адгезії.
Маскування та кріплення для надійних електричних ланцюгів
Правильне маскування та розміщення на підвісці — це не лише про естетику, а й про рівномірне нанесення міді та міцний зчеплення. Уявіть, що ви наносите покриття на партію деталей, а потім помічаєте нерівномірне осадження міді чи пропущені ділянки через поганий контакт або маскування. Надійно закріплюючи заготовку та маскуючи ділянки, які не підлягають покриттю, ви забезпечуєте протікання струму точно там, де потрібно, що є обов’язковим для кожного, хто цікавиться як електроосаджувати або як мідь покриває метал з професійним результатом.
-
Поширені помилки (та професійні поради):
- Надмірне травлення в кислоті: короткочасне занурення — найкращий варіант; тривалий контакт може зробити поверхню шорсткою та зменшити адгезію.
- Доторкання до очищених деталей голими руками: завжди користуйтеся рукавицями після фінального очищення, щоб уникнути повторного забруднення.
- Пропускання тесту з водою: ця проста перевірка допомагає уникнути багатьох годин додаткової роботи.
- Поспішати між активацією та нанесенням покриття: навіть хвилина затримки може призвести до повторного утворення оксидів, особливо в вологому середовищі.
Як для диетична мідінапластина і промислових робіт, дотримуючись цього настилу підготовки рутинний захищає від неспроможності сцеплення і створює основу для яскравої, міцної мідної обробки. Далі ми розглянемо, як створити стабільну систему електропластинги, яка підтримує ваші результати з одного етапу в інший.
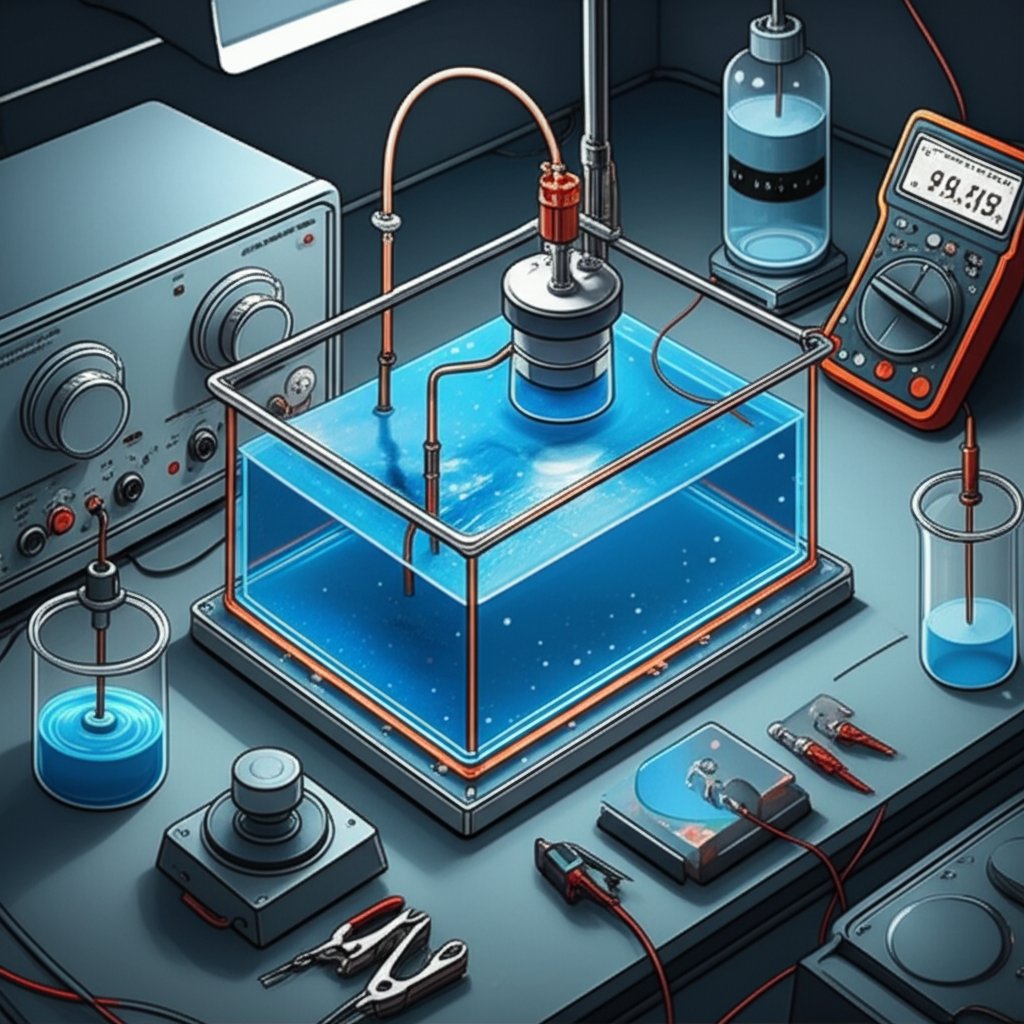
Крок 3: Створити стабільну систему електропластинги для одновічних результатів
Основні елементи живлення та проводки
Чи колись намагалися витіснити частину і в результаті отримували нерівномірну медь або непередбачувані результати? Часто винним є ненадійний установка електропластиру - Я не знаю. Щоб отримати повторювану, високоякісну сталь з міді, потрібно почати з правильного обладнання і з'єднань. Подумайте про це як про створення міцного фундаменту для вашого проекту.
- Силовий запас постійного струму: Регульований напругу і струму, в ідеалі з вбудованим амперметром. Це дозволяє вам вказати швидкість покриття і уважно стежити за процесом.
- Медний автобус: Використовуйте чисті, міцні дроти, здатні витримувати необхідний струм. Погані з'єднання можуть призводити до перегріву або нерівномірного покриття.
- Решітки/Кріплення: Переконайтеся, що вони забезпечують міцний і стабільний електричний контакт із деталлю. Обертальні решітки або механізми руху можуть допомогти вирівняти розподіл струму, особливо для складних форм.
Вибір анода та його розташування
Вибір правильного мідний анод та правильне розташування мають вирішальне значення для однорідного осадження. Уявіть собі анод як джерело іонів міді, які утворять нову поверхню. Якщо анод нечистий або погано розташований, ви можете помітити шорсткі ділянки, нерівну товщину покриття або навіть проблеми з адгезією. Ось що найважливіше:
- Матеріал анода: Завжди використовуйте аноди з високочистої міді (фосфориста мідь часто використовується для міднення сталі). Нечистоти в аноді можуть призвести до дефектів і поганої провідності.
- Співвідношення анод–катод: Площа поверхні вашого мідного аноду повинна бути принаймні рівною або трохи більшою за площу поверхні виробу. Це допомагає збалансувати розподіл струму та забезпечує рівномірне осадження.
- Розташування та відстань: Розміщуйте аноди рівномірно навколо деталі для однакового покриття. Для великих ванн може знадобитися кілька анодів. Використання анодів у фільтрувальних мішечках допомагає запобігти забрудненню ванни шламом з анодів.
Ванна, перемішування та контроль температури
Тепер поговоримо про середовище, в якому відбувається вся хімія. Ваша ванна та система перемішування так само важливі, як і джерело живлення чи мідні електроди . Ось що слід врахувати:
- Матеріал баку: Оберіть ємність, сумісну з вашим гальванопокриттєвим розчином — поліпропілен або скло є поширеними варіантами для більшості мідних ванн.
- Перемішування: Стале перемішування (повітрям або механічне) покращує рівномірність осадження міді та допомагає запобігти перегоранню або шорсткості. У разі саморобних установок можна використовувати простий акваріумний насос або магнітну мішалку; для промислових устаткування для електролізного покриття міддю , може застосовуватися механічне перемішування.
- Керування температурою: Багато розчинів для мідного покриття працюють найкраще в певному температурному діапазоні. Нагрівальний елемент з магнітною мішалкою або занурювальний нагрівач можуть допомогти підтримувати ідеальну температуру вашого розчину.
- Фільтрація (професійні установки): Постійна фільтрація запобігає потраплянню частинок у розчин, забезпечуючи більш гладкі та яскраві осади. Це обов’язково для професійних операцій.
Контрольний список для вашої установки електролізного покриття
| Компонент | Призначення | Поради |
|---|---|---|
| Джерело струму DC | Контролює швидкість покриття | Регульований, з амперметром |
| Мідний анод | Джерело іонів міді | Висока чистота, якщо можливо, в пакетах |
| Ліди і автобусні бары | Провідники електроенергії | Чистий, важкий гальмар |
| Танк | Тримає розчин | Невзаємодіючий матеріал |
| Система розмирювання | Покращує рівновагу депозитів | Помилок повітря або сумільник |
| Контроль температури | Підтримує ефективність ванни | Гарача плитка або підводний нагрівач |
| Реки/Фіксатори | Надійно утримує деталі | Стабільний, хороший контакт |
| Фільтрація (за бажанням) | Видаляє частинки | Для професійних установок |
Послідовність збирання надійного комплекта для електрохімічного міднення
- Закріпіть мідні аноди в ємності, рівномірно розташувавши навколо оброблюваної деталі.
- Надійно зафіксуйте стальну деталь на реку або фіксаторі, забезпечивши міцний електричний контакт.
- Підключіть позитивний провід від джерела живлення до анода(ів), а негативний — до деталі (катода).
- Перевірте всі з'єднання. Розв'язані дроти можуть зіпсувати ваші результати.
- Перевірте полярність: частина, яка покривається, повинна бути негативною (катода), перш ніж заряджати систему.
- Почніть розтягувати і приведіть ванну до рекомендованої температури.
- Запустить і контролювати струму і напругу, як пластинка починається.
Завжди переконайтеся, що катод (ваша частина) підключений до негативного терміналу перед включенням живлення. Обертаний полярність не буде пластинка міді і може пошкодити ваш комплект полювання міді або заготовки.
Якщо ви використовуєте комплект для електропластинки міді додому або побудувати промислову обладнання для полотнення міді , увага до цих деталей забезпечує гладкий, послідовний заклад міді кожного разу. Готовий рухатися далі? Далі ми зануримося в підготовку і обслуговування вашої бани з мідіною для оптимальної продуктивності.
Крок 4: Підготовка та контроль ванни міднення для сталі
Вибір розчину для міднення сталі
Чи доводилося вам готувати ванну, а потім бачити матову, нерівномірну мідь — або ще гірше, відшарування після днів роботи? Секрет успішного розчину для міднення полягає у виборі правильного складу та його постійному контролі, особливо при роботі зі сталлю. Розглянемо найважливіші аспекти, щоб ви могли уникнути типових помилок і отримати міцне, блискуче мідне покриття.
Для більшості застосувань розчин сульфату міді для електролітичного міднення є галузевим стандартом. Його високо цінують за простоту, низьку вартість і високу електропровідність. Ванни кислого сульфату міді, зокрема, широко використовуються для декоративного та функціонального міднення на сталі. Однак, оскільки сталь схильна до осадження міді шляхом заміщення (слабкий, нещільний шар), пряме нанесення покриття з кислої ванни не рекомендується без попереднього нанесення ударного шару або активаційного шару. Ціанідні розчини іноді використовують для ударних шарів, але їх краще уникати через міркування безпеки та екології, якщо тільки у вас немає належного контролю.
- Виберіть тип ванни: Для більшості користувачів ванна сульфату міді — це основний електроліт міді. Професійні майстерні можуть також використовувати ванни на основі фторборату або пірофосфату для спеціальних застосувань, але сульфат є найбільш доступним і найпростішим у регулюванні [джерело] .
- Готуйте згідно з інструкціями: Завжди дотримуйтесь інструкцій постачальника щодо обраного розчину для мідного гальванопокриття. Проточіть ванну перед використанням, щоб видалити частинки, які можуть спричинити шорсткість.
- Контроль рН та температури: Більшість розчинів мідного купоросу для гальванопокриття найкраще працюють при кислому рН (зазвичай 0,8–1,2 для кислих сульфатних ванн) та помірних температурах. Підтримання цих параметрів у рекомендованому постачальником діапазоні забезпечує стабільні результати та мінімізує дефекти.
- Реєструйте всі добавки та коригування: Ведіть запис про кожен додаток, коригування та вимірювання ванни. Ця звичка значно полегшує усунення несправностей і досягнення стабільних результатів.
- Фільтруйте та обслуговуйте: Безперервна фільтрація є ідеальною для професійних операцій. Для любителів періодичне фільтрування та ретельне промивання деталей перед зануренням допомагає підтримувати чистоту ванни.
Бібліотека складів:
- Дешева ванна для любителів: Використовуйте простий розчин мідного купоросу для гальванопокриття, змішаний з дистильованою водою та сірчаною кислотою. Слідкують за прозорістю та кольором; замініть розчин, якщо він стане мутним або забрудненим.
- Готовий комплект ванни постачальника: Готові пакети розчинів для мідного гальванопокриття часто містять зволожувальні агенти та освітлювачі. Дотримуйтесь інструкцій комплекту щодо приготування та обслуговування. Комплекти розроблені для простоти використання, але все ж потребують регулярної перевірки рН та наявності забруднень.
- Ванна професійної майстерні: У професійних установках використовують мідний купорос високої чистоти, сірчану кислоту та комплекс спеціальних добавок (освітлювачі, вирівнювачі, зволожувальні агенти) для досягнення максимальної яскравості та гладкості. Ці ванни безперервно фільтруються та контролюються шляхом регулярного хімічного аналізу.
Освітлювачі, вирівнювачі та зволожувальні агенти
Уявіть собі добавки як регулювальні елементи вашого розчину мідного гальванопокриття. Освітлювачі вдосконалюють структуру мідного зерна, забезпечуючи дзеркальний вигляд. Вирівнювачі допомагають урівняти осад, особливо в зонах з високою густини струму, тоді як зволожувачі знижують поверхневий натяг, гарантуючи рівномірне покриття всіх заглибин і країв. [Посилання] .
- Освітлювачі: Додаються невеликими дозами; ці органічні сполуки роблять мідний осад більш гладким і блискучим. Надмірне використання може призвести до крихкості або смужок.
- Вирівнювачі: Допомагають контролювати товщину та зменшити підпалювання країв. Особливо корисні для складних геометрій або деталей із великим співвідношенням сторін.
- Зволожувачі: Забезпечують проникнення розчину в кожен закуток і щілину. Необхідні для рівномірного покриття складних сталевих компонентів.
Завжди додавайте ці речовини згідно з рекомендаціями постачальника. Надмір або недостача можуть призвести до матовості, шорсткості або неоднорідного осадження.
Прості перевірки стану ванни
Як дізнатися, що ваш розчин мідного покриття потребує уваги? Ви помітите зміни у зовнішньому вигляді, якості осаду або електричних характеристиках. Ось найпоширеніші попереджувальні ознаки:
- Надмірна піна або незвичайні бульбашки на поверхні ванни
- Зміна кольору (мутний, зеленуватий або бурий відтінок)
- Зростання напруги, необхідної для підтримки того ж струму
- Шорсткі або тьмяні осади на контрольних зразках
- Збільшення кількості дефектів (напалення, пітінг, погана адгезія)
Регулярно перевіряйте свою ванну за допомогою комірки Гулла або шляхом нанесення покриття на невеликий стальний зразок. Якщо виявите проблеми, перевірте наявність забруднень (олії, металеві домішки), відхилення pH або вичерпання добавок. Професійні майстерні можуть проводити хімічний аналіз, але навіть аматори можуть вести щоденник продуктивності ванни з часом.
Зберігаючи розчин мідного купоросу для гальванопокриття чистим, збалансованим і добре задокументованим, ви створите умови для бездоганного осадження міді на сталь. Далі ми розглянемо, як активувати сталь і нанести ударний шар для забезпечення міцного зчеплення та запобігання відшаруванню.
Крок 5: Активуйте сталь і нанесіть ударний мідний шар для тривалого зчеплення
Чому важливі ударні шари на сталі
Чи замислювались ви, чому деякі мідь-покриті сталеві деталі відшаровуються або пузыряться, навіть після ретельної підготовки? Відповідь часто прихована в першому шарі — ударному. Сталь, на відміну від міді чи латуні, дуже схильна до іммерсійного осадження — процесу, при якому іони міді спонтанно осідають, утворюючи слабкий, нестійкий шар. Саме тому окремий етап нанесення ударного шару є обов'язковим. Без нього ваше гарне мідне покриття на сталі може відшаруватися або руйнуватися під навантаженням, особливо якщо ви прагнете отримати довговічне фінішне покриття міддю по сталі або функціональну сталь із мідним підшаром.
Послідовності активації, що зменшують забруднення залізом
Перш ніж наносити мідь, стальна поверхня повинна бути позбавлена оксидів та забруднень. Звучить складно? Насправді це просто питання часу та послідовності. Ось як робити все правильно щоразу:
- Остаточне промивання: Після очищення ретельно промийте сталь, щоб видалити всі сліди засобу для очищення та забруднень.
-
Кислотна активація: Занурте щойно промиту деталь у слабкий розчин кислоти (наприклад, розбавлену сірчану або соляну кислоту) на короткий час — зазвичай 15–60 секунд. Цей етап прибирає останні сліди оксидів.
Порада: Працюйте швидко та негайно промийте після активації, щоб запобігти швидкому ржавінню. - Негайна передача: Не даючи деталі висохнути чи простоювати, перенесіть її безпосередньо (у вологому стані) у ванну з міднення. Це запобігає утворенню нових оксидів і зберігає поверхню готовою до зчеплення.
Від ванни з міднення до основної ванни без втрати чистоти
Тепер настає критичний етап: міднення. На відміну від основної мідної ванни, підшарування розроблено для повільного, контрольованого осадження. Його завдання — створити тонкий, щільно прилягаючий шар міді, який надійно фіксується на сталі, забезпечуючи основу для подальшого нанесення більш товстого і яскравого шару міді. Розглянемо послідовність дій:
- Ванна підшарування: Помістіть активовану, зволожену сталь у ванну підшарування. Для сталевих основ традиційним є ціанідне підшарування, але за наявності відповідної хімії можна також використовувати кислотні або пірофосфатні варіанти. Ванна підшарування працює при низькій концентрації міді та високому вмісті комплексоутворювача (наприклад, ціаніду), щоб уповільнити осадження та запобігти утворенню іммерсійної міді. Типові густини струму підшарування становлять 10–30 А/фут² (ампер на квадратний фут), температура ванни часто знаходиться в межах 120–145 °F. Нанесення триває лише кілька хвилин — достатньо для утворення тонкого суцільного шару міді.
- Тщательно промийте: Після підшарування добре промийте деталь, щоб видалити залишки розчину.
- Перехід до основної ванни: Перемістіть деталь — знову ж таки, поки вона ще волога — у основну ванну для міднення. Цей крок слід виконувати швидко, щоб уникнути повторного окиснення або забруднення.
Якісний прохідний шар міді утворює тонкий, міцно прилягаючий шар, який запобігає занурювальному осадженню міді й практично повністю усуває виникнення пухирів або відшарування на сталі. Пропускання або поспіх із цим етапом є однією з найпоширеніших причин відмов мідь-покритої сталі.
Часування та перевірка: не дозволяйте оксидам проникнути
- Зменшуйте інтервали: Мінімізуйте час між активацією, прохідним шаром і основною ванною. Якщо виникають затримки, розгляньте можливість повторної активації деталі, щоб забезпечити свіжу поверхню без оксидів.
- Перевірте адгезію: Після короткого нанесення прохідного шару міді виконайте швидкий тест із відриванням стрічки в неважливій зоні. Якщо шар міді відшаровується, перегляньте етапи очищення та активації перед переходом до повної товщини. Стандартні галузеві тести із відриванням стрічки та згинанням є надійними для перевірки адгезії на мідь-покритій сталі.
Підсумок: забезпечте міцну адгезію для бездоганного міднення сталі
Дотримуючись цієї послідовності активації та нанесення покриття, ви створите міцну основу для будь-якого проекту з мідним покриттям сталі — чи то вам потрібен декоративний вигляд сталі, покритої міддю, чи високоефективна сталь із мідним підшаром. Далі ми покажемо вам, як контролювати осадження міді, щоб із впевненістю досягти бажаної товщини та остаточної обробки.
Крок 6: Нанесення покриття до бажаної товщини з контролем і стабільністю
Налаштування густини струму та часу електролізу
Готові перейти від підготовки до бездоганної мідної обробки? Настає момент, коли ретельне планування поєднується з реальним контролем. Отримання правильного мідного покриття на сталі — це не просто ввімкнення живлення, а налаштування кожного параметра для отримання стабільного, високоякісного результату. Здається складним? Розберемо все по крижках, щоб ви могли вільно володіти процесом процесу міднення чи працюєте в майстерні, чи досліджуєте як покрити міддю вдома.
- Розрахуйте площу поверхні: Почніть з точного вимірювання або оцінки загальної площі поверхні вашої деталі (деталей). Це необхідно для встановлення правильного струму. Наприклад, якщо ви наносите покриття на кілька пристосувань, підсумуйте площу всіх деталей на штанзі.
- Встановіть густину струму: Зверніться до технічного паспорта вашого мідного електроліту, щоб дізнатися рекомендовану густину струму — зазвичай вона вказується в амперах на квадратний дюйм (ASI) або на квадратний фут (ASF). Помножте площу поверхні на бажану густину струму, щоб встановити свій випрямляч. Наприклад, 100 кв. дюймів при 0,2 ASI означає 20 ампер.
- Поступово збільшуйте струм: Не вмикайте потужність одразу на повну. Почніть з нижнього рівня діапазону струму та поступово збільшуйте. Це допоможе уникнути перегорання країв і забезпечить рівномірне нанесення мідного шару, особливо на гострих кутах або закритих ділянках.
- Контроль та коригування: Слідкуйте за амперметром і вольтметром. Фіксуйте ваші налаштування та всі корективи. Якщо ви помітите, що напруга зростає при тому ж струмі, це може свідчити про забруднення електроліту або поганий контакт — зупиніться та перевірте.
- Плануйте товщину покриття: Якщо ваш постачальник надає швидкість осадження міді (наприклад, милі/годину при заданому струмі), використовуйте процес електрохімічного покриття формули для розрахунку часу покриття. Якщо ні, покривайте інтервалами, зупиняючись, щоб перевірити товщину та адгезію на контрольному зразку.
Перемішування та управління геометрією
Чи бачили ви смуги, тонкі ділянки або матовість після гальванопокриття міддю ? Найчастіше винуватець — погане перемішування або нерухомі деталі. Перемішування є неназваним героєм електролізу міді — воно забезпечує рух металевих іонів і гарантує, що кожна поверхня, навіть глибокі порожнини, отримує рівномірне покриття.
- Виберіть тип перемішування: Для більшості установок добре працює бульбашкова аерація або механічне перемішування. Для складних геометрій варто розглянути рух (обертання або коливання) самого виробу в ванні.
- Чому це має значення: Перемішування запобігає вичерпанню іонів металу на катоді, зменшує пітінг і сприяє видаленню бульбашок водню з поверхні. Воно також вирівнює температуру, що має важливе значення для отримання стабільного медине олів'янення добій.
- Профільна порада: Якщо ви помічаєте матові або смугасті ділянки, збільште інтенсивність перемішування — це часто покращує блиск та здатність до рівномірного осадження, особливо на складних стальних деталях.
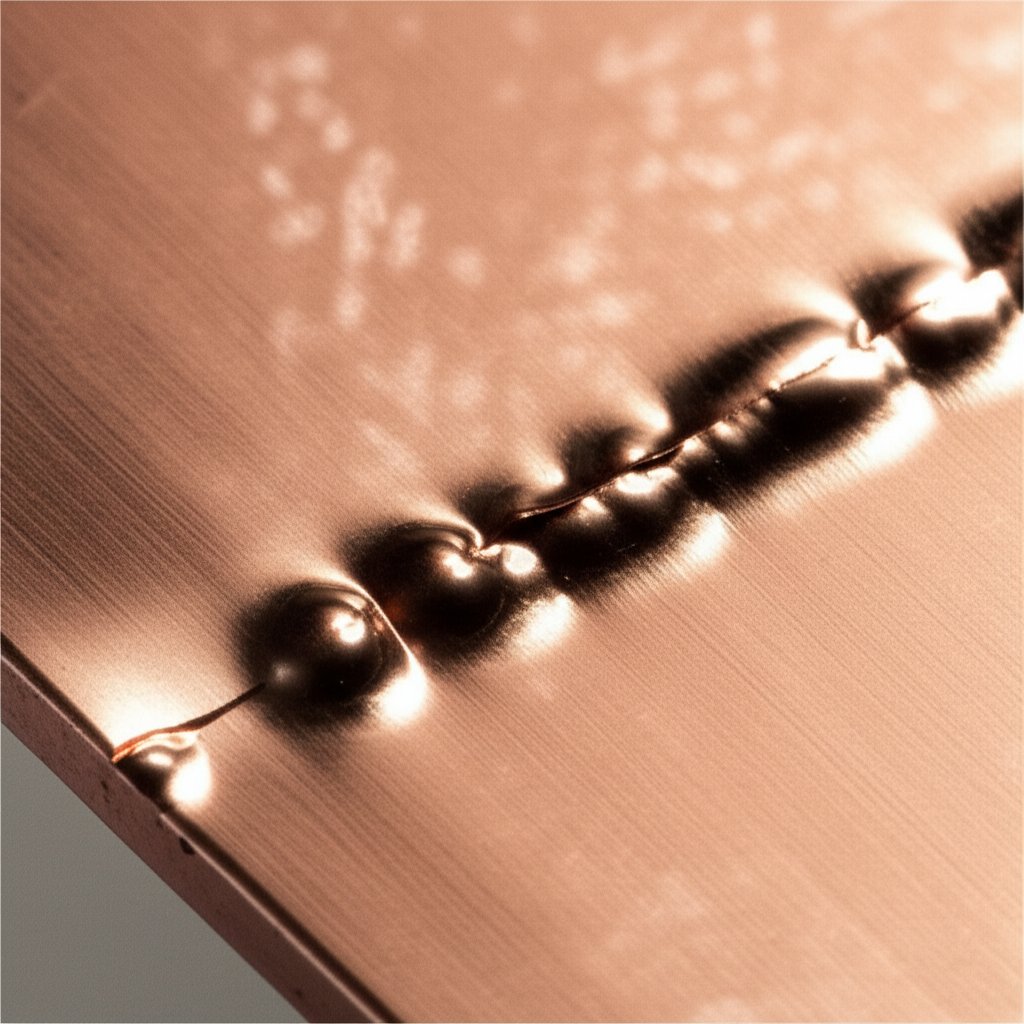
Візуальні ознаки та контроль у процесі
Як дізнатися, що ваші електроліз чи йде процес за графіком? Візуальні ознаки — ваш найкращий помічник:
Рівномірне лососево-рожеве мідне покриття свідчить про якісне осадження міді. Темні, порошкоподібні краї вказують на перегорання — зменшіть струм або збільште інтенсивність перемішування. Матовість зазвичай свідчить про недостатню концентрацію блескувача або низьку густину струму.
- Огляд під час процесу: Призупиніть процес, щоб перевірити рівномірність, блиск та адгезію. За необхідності перевірте методом відриву стрічки або подряпини в неважливій ділянці.
- Промивання між етапами: Завжди промивайте деталі між етапами нанесення покриття та будь-якими проміжними кроками. Це зменшує перенесення забруднень і підтримує чистоту ванни.
- Фіксуйте все документально: Фіксуйте струм, напругу, температуру ванни, метод перемішування та час нанесення покриття для кожного циклу. Ці записи допоможуть усунути несправності та відтворити успішний результат.
Покрокова інструкція: Контрольована процедура міднення
- Увімкніть випрямляч на розрахований струм для вашої площі поверхні.
- Поступово збільшуйте навантаження, спостерігаючи за ознаками підпалювання країв або незвичайного кольору осаду.
- Підтримуйте постійне перемішування — коригуйте за необхідністю залежно від геометрії деталі.
- Контролюйте напругу та струм; вносіть корективи, якщо помічаєте ознаки шорсткості, матовості або підпалювання.
- Наносіть покриття до розрахованої або цільової товщини, роблячи перерви для перевірки за необхідністю.
- Промийте та висушіть деталь, потім перевірте якість поверхні, покриття та адгезії.
Оволодівши мистецтвом контролю струму, перемішування та візуального огляду, ви зможете отримувати надійне, якісне мідне покриття на сталі — чи то працюєте у повноцінному цеху, чи вдосконалюєте свої навички як покрити міддю у вашому гаражі. Далі ми розглянемо усунення несправностей: як швидко діагностувати та усунути поширені дефекти при мідному покритті, перш ніж вони перетворяться на трудомістку переділку.
Крок 7: Усунення дефектів при мідному покритті сталі за допомогою чіткої матриці
Швидка діагностика дефектів при мідному покритті на сталі
Чи траплялося вам завершити процес міднення, а потім помітити матові плями, пухирі або шорсткість на сталевій деталі? Ви не самі. Навіть за використання найкращого електролітичного розчину , дефекти можуть виникнути — найчастіше тоді, коли ви цього найменше очікуєте. Але є й гарні новини: більшість проблем мають чіткі закономірності, і за допомогою практичної матриці усунення несправностей ви зможете швидко діагностувати та усунути їх, економлячи час і уникнувши розчарувань.
Матриця дефектів: симптоми, причини, перевірки та способи усунення
| Симптом | Ймовірно, що це викликає | Тести для підтвердження | Поправні заходи |
|---|---|---|---|
| Матові покриття | Низька густина струму, вичерпаний блискучий компонент, погана аерація | Тест у комірці Халла або нанесення на невеликий зразок; перевірка перемішування | Збільшити струм, додати блискучий компонент відповідно до рекомендацій постачальника, покращити перемішування |
| Підгоряння/потемніння країв | Занадто висока густина струму, гострі краї | Зменшити струм на наступному циклі; перевірити наявність гострих кутів | Знизити струм/поступово збільшувати, використовувати катодні захисти/екранів, скруглити краї |
| Скриплення | Наявність частинок у ванні, затримка газу, погана фільтрація | Перевірити фільтр, спостерігати за прозорістю розчину, перевірити на наявність бульбашок | Профільтрувати ванну, легке полірування, додати зволожувальний агент |
| Випуклі утворення/відшарування | Погана підготовка, відсутність осадження, забруднення поверхні | Тест відриву стрічки на ураженій ділянці | Повторне очищення, забезпечити негайне осадження після активації, повторити підготовку поверхні |
| Шорсткість | Анодний шлам, забруднення ванни | Перевірити анодні мішечки, перевірити наявність сторонніх частинок у ванні | Замінити/очистити анодні мішечки, профільтрувати розчин |
| Змінювання кольору | Забруднення, неправильний рівень pH, дисбаланс добавок | Аналіз ванни (pH, забруднювачі) | Коригування хімії згідно з рекомендаціями постачальника, заміна або обробка ванни |
Підтвердити за допомогою простих тестів у цеху
Уявіть, що ви щойно витягнули партію мідь з електролітичним покриттям деталей із ванни та помітили неочікувані результати. Замість припущень проведіть ці прості тести:
- Тест Хулла: Нанесіть покриття на невеликий зразок при різних густинах струму, щоб виявити проблеми, такі як матовість або перегоряння.
- Тест відривання стрічки: Приклейте та відірвіть стрічку з непереважної ділянки, щоб перевірити адгезію — пухирі або відшарування означають, що час переглянути підготовчі та проміжні етапи.
- Візуальна перевірка: Шукайте кратери, шорсткість або зміну кольору. Це часто вказує на забруднення ванни або проблеми з перемішуванням.
- перевірка pH/провідності: Скористайтеся смужками або приладами, щоб переконатися у своїх електролітичного розчину в межах цільового діапазону.
Пам’ятайте, що рівняння гальванопокриття (яке пов’язує струм, час і товщину покриття) є надійним лише настільки, наскільки стабільний ваш технологічний процес. Якщо параметри вашого обладнання відхиляються від заданих значень, можуть виникнути дефекти — навіть якщо ви дотримуєтеся правильної математики.
Коригувальні дії, що дають сталий ефект
- Зупиніться та задокументуйте: Призупиніть виробництво. Запишіть усі налаштування, параметри ванни та спостережувані симптоми.
- Ізольовані змінні: Змінюйте лише один фактор за раз — струм, перемішування, хімію — щоб точно визначити первинну причину.
- Тестування та корекція: Проводьте випробування на невеликому зразку після кожної зміни. Не збільшуйте масштаби, доки дефект не буде усунено.
- Ведіть журнали: Ведіть журнал усунення несправностей для кожного циклу. Закономірності у напрузі, струмі чи поведінці ванни часто вказують на джерело повторюваних проблем.
Запобігайте в майбутньому: регулярно фільтруйте ванну, ретельно промивайте деталі між етапами та фіксуйте всі коригування. Ці звички — ваша найкраща захист від повторення дефектів при мідному покритті сталі.
-
Контрольний список для запобігання:
- Замінюйте або очищуйте фільтри в рамках планового технічного обслуговування
- Двічі промивайте деталі після кожного технологічного етапу
- Фіксуйте всі зміни струму, напруги та складу ванни — відстежуйте, що працює
- Регулярно оглядаєте анодні мішечки та замінюйте їх за необхідності
- Періодично проводьте тести з використанням комірки Гулла для контролю стану ванни
Підходячи до усунення несправностей з пріоритетом діагностики та використовуючи рівняння гальванопокриття для перевірки параметрів процесу, ви зведете до мінімуму простої та забезпечите відповідність кожного мідь з електролітичним покриттям покриття вашим стандартам якості. Надалі ми зосередимося на безпеці та відповідальному поводженні з відходами, щоб тримати ваше гальванопокриття чистим і відповідним вимогам.
Крок 8: Дотримуйтесь правил безпеки та відповідально поводьтесь із відходами під час міднення сталі
Засоби індивідуального захисту та лабораторні навички
Коли ви працюєте з гальванічні хімікати та керування розчином міді , безпека — це не просто список дій, а основа безпечного нанесення покриття . Уявіть, що ви випадково розбризкали кислоту чи сульфат міді під час підготовки ванни. Чи є ви захищеними? Правильний екіпірування та звички мають велике значення.
- Користуйтесь захисними окулярами або маскою: Завжди захищайте очі від бризок та парів. Для рецептів очки безпеки або маски повного охоплення найкраще захищають від бризок і витримують дію більшості хімічних речовин для покриття.
- Хімічно стійкі рукавички: Нітрилові, неопренові або ПВХ-рукавички забезпечують бар'єр проти кислот, лугів і солей металів.
- Фартух або лабораторний халат: Захищають одяг і шкіру від потрапляння крапель або проливання.
- Вентиляція: Працюйте в добре провітрюваному приміщенні або використовуйте витяжну шафу, щоб уникнути вдихання парів розчином міді або інших хімічних речовин.
Добра лабораторна практика виходить за межі засобів індивідуального захисту. Маркуйте кожну ємність, тримайте робоче місце в порядку та ніколи не їжте і не пийте в зоні нанесення покриття. Ви помітите, що постійне дотримання правил не лише захищає вас, але й забезпечує чистіші та безпечніші результати.
Безпечніші хімічні склади та обережне поводження
- Завжди віддавайте перевагу складам без ціанідів гальванічні хімікати для безпечного нанесення покриття — вони менш небезпечні та простіші у поводженні для малих майстерень або самостійних робіт.
- Під час змішування кислот або лугів завжди додавайте кислоту до води, ніколи навпаки. Це мінімізує ризик вибухових реакцій.
- Зберігайте хімікати в сумісних, чітко позначених ємностях. Відстежуйте терміни придатності та номери партій для всіх реактивів.
- Ніколи не змішуйте невідомі хімікати і тримайте під рукою комплект для ліквідації розливів. У разі розливу негайно ізолюйте його та використовуйте нейтралізуючі речовини, як рекомендовано у SDS (листку безпеки) вашого постачальника.
- Регулярно перевіряйте електрообладнання та кабелі, щоб уникнути ударів струмом або коротких замикань, особливо в мокрих умовах, де електроліз міді відбувається.
Основи сортування та нейтралізації відходів
- Відокремлюйте промивну воду, що містить мідь, та відпрацьовані розчином міді від загальних відходів. Ці розчини часто містять розчинені метали та можуть бути небезпечними для здоров'я та навколишнього середовища.
- Ніколи не виливайте відходи гальванопокриття у каналізацію, у сміттєвий кошик чи на ґрунт. Замість цього збирайте та зберігайте їх для належної утилізації.
- Щодо нейтралізації або обробки звертайтеся до місцевого органу з утилізації небезпечних відходів або ліцензованого оператора з відходами. Вимоги можуть значно відрізнятися залежно від місця розташування, а неправильна утилізація може призвести до штрафів або шкоди для навколишнього середовища.
- Зберігайте всі відходи в закритих, сумісних контейнерах і чітко маркуйте їх із зазначенням вмісту та інформацією про небезпеку.
Оскільки вимоги щодо утилізації відрізняються в різних регіонах, завжди консультуйтеся з місцевими органами влади або сертифікованими операторами з відходами перед утилізацією відходів мідного гальванопокриття. Відповідальне поводження захищає як вас, так і навколишнє середовище. [Посилання]
Підсумок: безпечне гальванопокриття — це розумне гальванопокриття
Пріоритетне використання захисних окулярів, рукавиць та належної вентиляції дозволяє мінімізувати ризики на кожному етапі процесу мідного гальванопокриття сталі обережне поводження з гальванічні хімікати та відповідальне управління відходами — це не лише юридичні вимоги, а й необхідна умова для чистого, відповідного нормам та сталого майстер-ня. Коли ви завершуєте процес покриття, пам'ятайте: безпечні звички сьогодні закладають основу для кращих результатів і меншої кількості проблем завтра. Далі ми покажемо вам, як перевірити якість мідного покриття та задокументувати процес для постійного вдосконалення.

Крок 9: Перевірка якості, документування процесу та правильний вибір партнера
Вимірювання товщини мідного покриття та перевірка адгезії
Як дізнатися, що ваші мідне покриття на сталі дійсно відповідає специфікації? Справа не тільки в естетиці — надійні вимірювання та перевірка зчеплення мають вирішальне значення, особливо для деталей, важливих для безпеки, або високовартісних компонентів. Уявіть, що ви витратили багато годин на мідне металеве покриття і з'ясували, що шар занадто тонкий або відшаровується під навантаженням. Розглянемо практичні кроки для перевірки вашої роботи, чи то ви наносите покриття вдома, чи керуєте промисловим процесом.
- Вимірювання товщини: Для стальних основ магнітні прилади для відриву (магнітна індукція) є найкращим рішенням. Вони забезпечують швидкі, неруйнівні вимірювання, коли основа є намагнічуваною, наприклад, сталь. Для немагнітних основ або багатошарових покриттів можуть використовуватися прилади вихрових струмів. Обидва методи допомагають переконатися, що ваш мідне покриття відповідає необхідним специфікаціям, не пошкоджуючи деталь. У разі саморобних установок можна оцінити товщину на основі часу покриття та швидкості від постачальника, але завжди підтверджуйте результат на контрольному зразку, якщо це можливо. Для максимальної точності або коли потрібна документація, розгляньте методи рентгенівської флуоресценції (XRF) або бета-зворотного розсіювання — ці методи є стандартними в галузі гальванопокриттів металів.
- Тести на адгезію: Простий відрив стрічкою, подряпину з відшаруванням або згинання на жертвоприношеннях або несуттєвих ділянках швидко покажуть, чи добре зв'язано ваш мідне покриття шар. Для критичних компонентів підвищуйте тестування до лабораторного аналізу поперечного перерізу або механічних випробувань за необхідності.
Створіть простий журнал процесу для відтворюваності
Коли-небудь задумувалися, чому одна партія сталі з мідним покриттям виходить ідеальною, а наступна має проблеми? Послідовне документування — це ваша секретна зброя. Відстежуючи кожну змінну, ви можете виявляти тенденції, швидше усувати несправності та оптимізувати свій мідне покриття процес з часом.
| Дата | Частина | Етапи підготовки | Налаштування нанесення | Налаштування формування | Додатки | Спостереження | Результат |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | Сталевий кронштейн | Знежирення, кислотне травлення | 10 ASF, 3 хв | 25 ASF, 45 хв | Полірувальник, зволожувальний агент | Рівномірне осадження, без перепалу | Пройдено тест на відрив стрічки |
| 2025-11-13 | Роз'єм | Очищення від лужних залишків, тест із краплею води | 15 ASF, 2 хв | 25 ASF, 60 хв | Вирівнювач | Перегорання країв, тьмяний центр | Налаштування струму на наступний цикл |
Журнали процесу допомагають зменшити варіації, скоротити витрати на покриття та спростити усунення несправностей. З часом ви створите чіткий план виробництва бездоганної мідь-покритої сталі — без припущень.
Коли варто співпрацювати з сертифікованими експертами з мідь-покритої сталі
Здається надмірним? Якщо ваш проект передбачає вузькі допуски, деталі, критичні для безпеки, або великі серії виробництва, доцільно звернутися за професійною допомогою. Хоча самостійне виконання нанесення гальванічних покриттів на метали є вигідним для прототипів та простих завдань, але для критичних застосувань потрібна відстежувана якість, контроль процесу та швидка ітерація.
- Shaoyi пропонує повний цикл обробки металів на замовлення, включаючи сучасні методи обробки поверхні та збірку. Їхня якість, сертифікована за IATF 16949, та понад 15-річний досвід дають автовиробникам та постачальникам першого рівня можливість швидко та впевнено переходити від прототипу до виробництва. Перегляньте повну номенклатуру рішень .
- Сертифіковані постачальники забезпечують документовану перевірку якості, журнали процесів та доступ до сучасних вимірювальних інструментів, таких як XRF та бета-зворотнє розсіяння — це критично важливо для галузей, де кожен мікрон міді має значення.
- Аутсорсинг також може знизити загальні витрати та терміни виконання для складних або високоволюмних завдань, звільнивши вашу команду для роботи над проектуванням та інженерією.
Рекомендовані наступні кроки для якісного міднення сталі
- Інвестуйте в надійний товщиномір для внутрішнього контролю
- Уніфікуйте тести на адгезію для кожної партії
- Ведіть детальні журнали процесу, щоб виявляти тенденції та запобігати повторенню проблем
- Для критичних або високоволюметричних деталей співпрацюйте з сертифікованим експертом, таким як Shaoyi, щодо контролю процесу та відстежуваних результатів
Замкнувши коло за допомогою надійних вимірювань, документування та, за необхідності, співпраці з експертами, ви забезпечите те, що кожна стальна деталь з мідним покриттям залишатиме ваше підприємство з міцним, стабільним мідним металевим покриттям. Опануйте ці останні кроки, і ваш процес металізації буде таким же надійним, як і ваші результати.
Мідне покриття сталі: Поширені запитання
1. Чи можна наносити мідне покриття на сталь?
Так, на сталь можна наносити мідне покриття за допомогою таких методів, як електролітичне міднення або хімічне осадження. Успіх залежить від ретельної підготовки поверхні, правильного активування та нанесення проміжного шару («страйк-шару») для забезпечення міцного зчеплення. Цей процес використовується як для функціональних, так і для декоративних цілей і поширений у галузях, де потрібні поверхні, придатні для паяння або електропровідні.
2. Який найкращий метод мідного покриття сталі вдома?
Для більшості саморобних проектів електролітичне міднення є найкращим методом, оскільки воно дозволяє контролювати товщину покриття та сумісне з базовим обладнанням, таким як джерело постійного струму та розчин сульфату міді. Детальне очищення, активація поверхні та негайне перенесення в гальвано-ванну є обов’язковими для запобігання відшаруванню. Безструмове міднення можна використовувати для складних форм, але воно вимагає точнішого контролю хімічних процесів.
3. Як запобігти відшаруванню мідного покриття від сталі?
Щоб запобігти відшаруванню, слід суворо дотримуватися процедури підготовки поверхні: знезжирити, механічно та хімічно очистити, провести тест із краплею води, а перед мідненням використати коротку кислотну активацію. Завжди наносіть прошарок міді («страйк») перед основним шаром міді. Негайне перенесення між етапами та мінімізація затримок мають ключове значення для забезпечення тривалої адгезії.
4. Які заходи безпеки слід дотримуватися під час міднення сталі?
Завжди носіть захисні окуляри, рукавиці, стійкі до хімічних речовин, та захисний одяг. Працюйте в добре провітрюваному приміщенні, маркуйте всі хімічні речовини та ніколи не змішуйте невідомі речовини. Утилізуйте відходи, що містять мідь, згідно з місцевим законодавством, та зберігайте всі хімічні речовини в надійних, сумісних ємностях. Ці заходи захищають як користувача, так і навколишнє середовище.
5. Коли варто звернутися до професійної послуги для міднення сталі?
Якщо ваш проект вимагає витримання жорстких допусків, безпеки критичних компонентів або виробництва великих обсягів, рекомендується співпрацювати з атестованим постачальником, таким як Shaoyi. Фахівці забезпечують контроль процесу, відстежуване гарантійне забезпечення якості, сучасні методи вимірювання та можуть спростити перехід від прототипування до виробництва складних або автомобільних деталей.