 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

CNC-деталі розшифровані: від компонентів верстатів до спеціальних оброблених виробів
Що насправді означають деталі ЧПУ та чому це має значення
Коли ви шукаєте «деталі ЧПУ», вас може приголомшити велика кількість результатів, які здаються пов’язаними з абсолютно різними напрямками. Чи шукайте ви замінний шпіндель для свого фрезерного верстата, чи вам потрібні алюмінієві кронштейни, виготовлені з високою точністю, для вашого наступного проекту? Ця плутанина виникає через те, що цей термін охоплює дві повністю різні категорії, з якими щодня стикаються покупці, техніки та інженери.
Компоненти верстатів проти виготовлених виробів
Розуміння цієї фундаментальної відмінності може заощадити вам години роздратування й, можливо, дорогостоячих помилок. Вираз «деталі ЧПУ» стосується як внутрішніх компонентів, що складають сам ЧПУ-верстат, так і готових виробів, які ці верстати виготовляють. Уявіть, що ви шукаєте автозапчастини, не знаючи, чи потрібно вам щось під капотом чи індивідуально виготовлену панель кузова — саме це є викликом, з яким стикаються багато людей під час орієнтації в цій термінології.
Для покупців, які шукують запасні компоненти, така чіткість визначає, чи ви звертаєтеся до постачальника верстатів з ЧПУ, наприклад, CNC Router Parts LLC, чи звертаєтеся до послуги спеціального фрезерування. Техніки, які виконують технічне обслуговування, повинні розуміти частини верстата з ЧПУ, щоб точно діагностувати несправності, тоді як інженери, що проектують вироби, потребують фрезерованих компонентів із певними допусками та властивостями матеріалу.
Розуміння розподілу термінології щодо деталей верстатів з ЧПУ
Щоб швидко визначити, до якої категорії належить ваш випадок, скористайтеся таким розподілом:
| Категорія | Визначення | Приклади | Хто це потребує |
|---|---|---|---|
| Компоненти CNC машин | Внутрішні деталі, що складають сам верстат з ЧПУ | Шпінделя, кулькові гвинти, лінійні направляючі, крокові двигуни, контролери | Власники верстатів, техніки з технічного обслуговування, виробники верстатів |
| Готові продукти cnc обробки | Спеціальні деталі, виготовлені за допомогою обладнання з ЧПУ | Алюмінієві кронштейни, сталеві валів, пластикові корпуси, латунні фітинги | Дизайнери продуктів, виробники, фахівці з закупівель |
У цьому посібнику ви знайдете детальну інформацію про обидві категорії компонентів ЧПУ. Незалежно від того, чи ви усуваєте несправність зношеного компонента ЧПУ на своєму виробничому майданчику, чи визначаєте спеціальні механічно оброблені компоненти для аерокосмічного застосування, розділи далі нададуть вам практичні знання, необхідні для прийняття обґрунтованих рішень.
Основні компоненти будь-якого верстата з ЧПУ
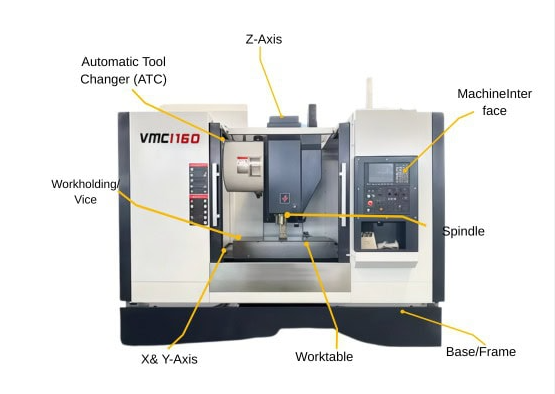
Коли-небудь замислювалися, що насправді відбувається під корпусом верстата з ЧПУ? Хоча більшість посібників просто перелічують назви компонентів, розуміння того, як працюють ці деталі верстатів з ЧПУ — і як вони взаємодіють одна з одною — перетворює вас із пасивного користувача на фахівця, здатного діагностувати несправності, оптимізувати продуктивність та приймати розумніші рішення щодо закупівель. Розглянемо чотири основні категорії компонентів, що складають «серце» будь-якої системи ЧПУ.
Механічні компоненти, що забезпечують точне переміщення
Механічні системи верстата з ЧПУ перетворюють цифрові команди на фізичний рух з вражаючою точністю. Ці компоненти верстата з ЧПК несуть відповідальність за позиціонування інструментів та заготовок із точністю до мікрон щодо їх заданих положень.
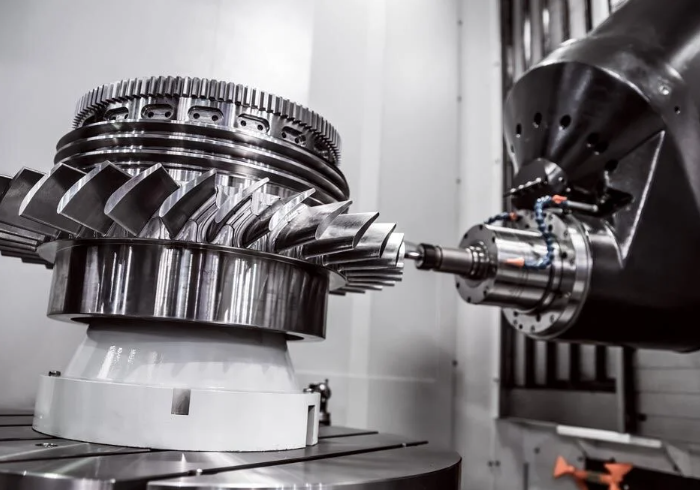
- Шпинделя: Обертове «серце» будь-якого верстата з ЧПК — шпінделя — утримують і приводять у рух різальні інструменти зі швидкістю від кількох сотень до десятків тисяч об/хв. Шпінделя високої швидкості забезпечують різальну потужність, необхідну для ефективного знімання матеріалу, з одночасним збереженням якості поверхневого шорсткості.
- Кулькові гвинти: Ці прецизійно шліфовані різьбові валів перетворюють обертальний рух двигунів на поступальний рух. Згідно з галузевими специфікаціями, кулькові гвинти здатні забезпечувати живлення на високих швидкостях із високою ефективністю переміщення та мінімальним виділенням тепла. Їх кулькові підшипники циркуляційного типу практично повністю усувають люфт, що дозволяє досягти точності позиціонування, недоступної для ковзних механізмів.
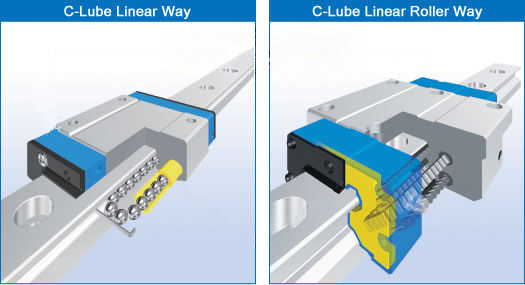
- Лінійні напрямні (рейки): Ці елементи, також відомі як слізкові рельси або лінійні слізки, підтримують і керують рухомі осі по їхньому шляху. Сучасні лінійні керівники використовують рульове тертя, а не слізне тертя, що знижує коефіцієнт тертя приблизно до 1/50 традиційних слізних керівників. Це значно зменшує кількість споруд, що дозволяє більш гладко рухатися, менше витрачати енергію і продовжувати термін служби компонентів.
- Підшипники та втулки: Підтримуючи кожен обертаючий і розсувний компонент, точні підшипники мінімізують тертя, зберігаючи при цьому жорсткі терпимості під важкими навантаженнями та високими швидкістю.
Для любителів і будівельників, які купують ці механічні компоненти, постачальники, такі як OpenBuilds Part Store, пропонують модульні рішення, які спрощують побудову машин на замовлення, зберігаючи при цьому професійні стандарти якості.
Електричні системи, що забезпечують роботу з ЧПУ
Звучить складно? Подумайте про електричні компоненти як про м'язи і нервову систему вашої машини з ЧПУ - вони забезпечують енергію і зворотну зв'язок, необхідну для точного, скоординованого руху.
- Сервоприводи: На відміну від простих двигунів, які просто обертаються, сервоприводи працюють у замкнених системах зворотного зв’язку, що постійно контролюють і коригують їхнє положення. Сервопривід поєднується з контролером та пристроєм зворотного зв’язку в єдину замкнену систему, що забезпечує корекцію в реальному часі й підтримує точність позиціонування навіть за змінних навантажень.
- Крокові двигуни: Ці двигуни рухаються дискретними кутовими кроками, що робить їх ідеальними для застосувань, де потрібне точне позиціонування без складності використання енкодерів для зворотного зв’язку. Їх часто використовують у менших фрезерних верстатах з ЧПУ та 3D-принтерах.
- Приводи ЧПУ: Привід ЧПУ підсилює керуючі сигнали для відповідного живлення двигунів. Сучасні приводи використовують широтно-імпульсну модуляцію (ШІМ) для регулювання швидкості обертання та крутного моменту двигунів із надзвичайною ефективністю. Хвилі ШІМ передають модульовані сигнали до двигунів: чим довше триває імпульс «увімкнено», тим більшу напругу вони подають і тим швидше прискорюється обертання.
- Датчики та енкодери: Енкодери положення, кінцеві вимикачі та датчики наближення забезпечують зворотний зв’язок, необхідний для точного оброблення. Ці пристрої безперервно передають у систему керування дані про положення осей, наявність інструменту та стан безпеки.
- Блоки живлення: Стабільне й чисте електроживлення запобігає впливу електричних перешкод на точність позиціонування. Якісні джерела живлення також захищають чутливу електроніку від стрибків і коливань напруги.
Архітектура системи керування та інтеграція програмного забезпечення
Система керування виступає «мозком», що координує всі функції верстата. Коли ви завантажуєте програму у форматі G-коду, ці компоненти інтерпретують команди й координують «симфонію» рухів, яка забезпечує виготовлення готової деталі.
- Контролери ЧПУ: Ці спеціалізовані комп’ютери обробляють програми оброблення та генерують синхронізовані команди руху для кожної осі. Контролери використовують алгоритми ПІД (пропорційно-інтегрально-диференційні) неперервно мінімізувати різницю між заданими й фактичними положеннями — забезпечуючи, щоб ваші розрізи точно потрапляли в заплановані місця.
- Інтерфейс людина-машина (HMI): Сенсорні екрани, клавіатури та панелі відображення дозволяють операторам завантажувати програми, налаштовувати параметри та контролювати стан обладнання в режимі реального часу.
- Програмні інтерфейси: Програмне забезпечення CAM генерує траєкторії руху інструменту, а постпроцесори перетворюють їх у код, специфічний для конкретного верстата. Сучасні аксесуари для ЧПУ-верстатів часто мають мережеве підключення для дистанційного моніторингу та передачі програм.
- Карти керування рухом: У системах на базі ПК спеціалізоване апаратне забезпечення для керування рухом виконує розрахунки в реальному часі, необхідні для плавного та синхронізованого багатоосьового руху.
Справжню точність ЧПУ-верстата визначає не окремий компонент, а те, наскільки безперебійно механічні, електричні та системи керування взаємодіють між собою й компенсують відхилення один одного.
Ці три системи не працюють ізольовано. Коли сервомотор переміщує вісь, лінійний напрямний елемент забезпечує плавне рухання, кульковий гвинт перетворює обертальний рух на поступальний, енкодер підтверджує поточне положення, а контролер коригує сигнал керування приводом — усе це відбувається тисячі разів за секунду. Саме такий інтегрований підхід пояснює, чому якість має значення для кожної категорії компонентів: будь-яке слабке ланка в ланцюзі погіршує продуктивність усієї системи.
Після закладення цієї основи виникає питання, з яких матеріалів виготовлюють ці критичні компоненти — і чому саме цей вибір безпосередньо впливає на тривалість збереження точності вашого верстата.
Матеріали, що забезпечують надійність компонентів ЧПК
Чи замислювались ви колись, чому шпиндель може обертатися зі швидкістю 20 000 об/хв протягом років без виходу з ладу або чому лінійні напрямні зберігають точність на рівні мікронів навіть за постійного тертя? Відповідь полягає у ретельно підібраних матеріалах — кожен із них обрано за певними властивостями, які відповідають вимогам конкретного застосування. Розуміння цих виборів матеріалів допомагає вам оцінювати якість компонентів , прогнозувати термін служби та приймати більш обґрунтовані рішення щодо заміни деталей для вашого обладнання ЧПК.
Чому вибір матеріалу визначає термін служби компонента
Кожен компонент ЧПК піддається унікальній комбінації навантажень: механічним навантаженням, тертям, генерацією тепла та впливу навколишнього середовища. Матеріали, що використовуються у виробництві, повинні одночасно вирішувати всі ці завдання, зберігаючи при цьому розмірну стабільність протягом тисяч годин роботи.
Розгляньте, що відбувається всередині підшипника шпинделя під час високошвидкісного фрезерування. Бігові доріжки підшипника зазнають:
- Циклічного навантаження: Багаторазове навантаження та розвантаження під час перекочування кульок по поверхнях мільйони разів
- Тертяльне тепло: Температури, що можуть перевищувати 150 °C під час інтенсивних операцій різання
- Вплив забруднень: Туман охолоджувача, металеві стружки та завислі в повітрі частинки, що намагаються проникнути всередину
- Вимоги до точності: Допуски, виміряні в мікронах, які мають залишатися стабільними навіть за умов теплового розширення
Саме тому у підшипниках шпинделя використовують спеціальні сплави хромистої сталі, такі як AISI 52100. Згідно з принципами науки про матеріали, ця сталь досягає виняткової твердості (60–64 HRC після термообробки), зберігаючи при цьому достатню в’язкість для запобігання втомним тріщинам. Вміст хрому — приблизно 1,5 % — забезпечує помірну корозійну стійкість і покращує прокаливаемість по всьому перерізу підшипника.
Кулькові гвинти стикаються з подібними викликами, але з додатковою особливістю: вони повинні перетворювати обертальний рух на поступальне переміщення майже без люфту. Виробники зазвичай використовують загартовані леговані сталі для гвинтового валу та гайки, часто з поверхневими обробками, такими як індукційне загартування або азотування. Ці процеси створюють тверду зовнішню оболонку (що забезпечує стійкість до зносу) поверх в’язкого серцевинного шару (що забезпечує стійкість до ударних навантажень) — найкраще поєднання обох характеристик для прецизійних компонентів руху.
Загартована сталь порівняно з алюмінієм у конструкції ЧПУ
Пройдіться будь-якою машинобудівною майстернею, і ви помітите, що верстати з ЧПУ активно використовують як сталь, так і алюміній — але в дуже різних місцях. Це не випадково; це відображає фундаментальні компроміси між міцністю, вагою, тепловими властивостями та вартістю.
Де домінує загартована сталь:
- Лінійні напрямні рейки: Ці спеціалізовані деталі виготовлені зі сталі, що підлягає поверхневій загартовці (зазвичай твердість поверхні — 58–62 HRC), оскільки вони повинні протистояти зносу від котних елементів, зберігаючи при цьому площинність і прямолінійність у межах мікронів. М’якші матеріали швидко утворюватимуть борозни, що призведе до втрати точності позиціювання.
- Шпинделяльні валів: Інструментальні сталі з високим вмістом вуглецю витримують згинні навантаження від різальних сил, зберігаючи концентричність при надзвичайно високих швидкостях обертання.
- Кулькові гвинтові пари: Поєднання високих контактних напружень і постійного руху вимагає матеріалів із винятковою стійкістю до втоми — цю властивість можуть забезпечити лише якісні сталеві сплави.
Там, де алюміній переважає:
- Конструкції й рами верстатів: Відмінна співвідношення міцності до ваги алюмінієва легкість зменшує масу рухомих частин, що дозволяє досягати більш швидкого прискорення й уповільнення без втрати жорсткості.
- Ганітні системи: Зниження ваги означає, що двигуни можуть досягати більш високих швидкостей при меншому енергоспоживанні та зменшеному зносі компонентів приводу.
- Радіатори й кріплення двигунів: Теплопровідність алюмінію (приблизно в п’ять разів вища, ніж у сталі) забезпечує ефективне відведення тепла від двигунів і приводів.
Деякі виробники компонентів для ЧПУ-верстатів також використовують латунь і бронзові сплави в певних застосуваннях. Латунні втулки використовують у старих або спеціалізованих верстатах, де їхні самозмащувальні властивості та стійкість до корозії переважають необхідність надзвичайної твердості. Бронзові сплави, зокрема фосфорна бронза, застосовують у ходових гвинтах для ручних налаштувань, де нижчий коефіцієнт тертя зменшує зусилля оператора.
Полімери та інженерні пластики зайняли власні ніші в сучасному проектуванні ЧПК. Ацеталь (POM/Delrin) використовується у протизворотних гайках для легких застосувань, забезпечуючи чудову стабільність розмірів та низьке тертя за частку вартості сталі. Матеріали на основі ПТФЕ застосовуються як поверхні ковзання та ущільнення там, де важливі хімічна стійкість та надзвичайно низьке тертя, а не несуча здатність.
Правильний матеріал у неправильному застосуванні швидко виходить із ладу — але правильний матеріал у правильному застосуванні може прослужити довше, ніж сам верстат.
Під час оцінки запасних частин або модернізації вашого обладнання враховуйте, як вибір матеріалів впливає на довготривальну експлуатаційну надійність. Більш дешевий лінійний напрямний елемент із недостатньо загартованої сталі може зекономити кошти на початковому етапі, але прискорене зношення обійдеться значно дорожче через втрату точності й необхідність частого замінювання. Розуміння цих основних принципів вибору матеріалів перетворює вас із простого покупця комплектуючих на інвестора в тривалу експлуатаційну надійність — що природним чином призводить до усвідомлення того, як якість компонентів безпосередньо впливає на якість виготовлюваних деталей.
Як якість компонентів обладнання впливає на ваш результат
Уявіть собі, що ви обробляєте партію прецизійних валів і раптом виявляєте: кожен вал перевищує розмір на 0,05 мм за однією з осей. Ви перевіряєте свій G-код — він правильний. Ваші інструменти виглядають справними. Кріплення заготовки міцне. Отже, звідки ж походить помилка? Відповідь часто ховається на виду: внутрішні компоненти ЧПУ-верстата зносилися настільки, що вивели ваш результат за межі припустимих допусків.
Зв’язок між станом внутрішніх компонентів і якістю готових деталей — це не просто теоретичне поняття: його можна виміряти, передбачити й він є абсолютно критичним для будь-кого хто виробляє продукцію з ЧПУ-обробки і вимагає стабільної точності.
Як знос компонентів призводить до дефектів деталей
Кожен механічний компонент у вашому верстаті з ЧПУ поступово зношується. Складність полягає в тому, що знос не проявляє себе різко — він накопичується повільно, часто маскується автоматичною компенсацією або коригуваннями оператора, доки раптом ваші деталі не починають не проходити перевірку.
Деградація кулькового гвинта та помилки позиціонування
Під час зносу кулькового гвинта кульки в системі циркуляції вже не мають стабільного контакту з різьбою гвинта. Це призводить до люфту — невеликої «мертвої зони», у якій двигун обертається, але вісь не рухається. У деталях, оброблених на токарних верстатах з ЧПУ, люфт проявляється такими ознаками:
- Розбіжності в розмірах між елементами, обробленими в протилежних напрямках
- Кругова інтерполяція, що формує трохи овальні фігури замість ідеальних кіл
- Крок різьби, який трохи змінюється вздовж довжини заготовки
- Положення упорних поверхонь, які зміщуються залежно від напрямку підходу
Зазор у кульковому гвинті всього 0,02 мм може здаватися незначним, але при обробці деталей із допусками ±0,01 мм цей зазор вичерпує весь ваш бюджет похибок ще до того, як будуть враховані інші змінні.
Биття шпинделя та проблеми з якістю поверхні
Биття шпинделя — це величина відхилення обертового шпинделя від ідеальної концентричності — безпосередньо передається на заготовку. Коли ви встановлюєте різальний інструмент, биття змушує його описувати коло трохи більшого діаметра, ніж його номінальний діаметр. Але справжній вплив проявляється у якості поверхні.
Шпиндель з 0,01 мм розтяжкою перетворює кожен ріжучий край у трохи інший інструмент. Один край різає глибше, а наступний - мілковинніше, створюючи характерну хвильову форму на оброблених поверхнях. На відбиваючих матеріалах, таких як алюміній, це хвилесте кольоровість стає видимим для неозброєного ока. На точних площах герметики, це може викликати функціональні збої.
Якість системи приводу та повторюваність
Ваша система приводу - двигуни, кодери і підсилювачі, що працюють разом - визначає, наскільки послідовно машина повертається в одне і те ж положення. Неякасні приводи або пошкоджені компоненти вводять:
- Швидкість хвилювання, яка створює зміну поверхні під час контурного оформлення
- Застереження за помилками, які виникають при швидких змінах напрямку
- Тепловий дрейф, коли двигуни нагріваються під час тривалої роботи
- Незбіжне прискорення, яке впливає на кути задіяності інструменту
Точний ланцюг від машини до об'єкта
Ось що багато операторів не усвідомлюють: похибки від кількох компонентів не просто усереднюються — вони накопичуються. Цей принцип, відомий як накопичення допусків, пояснює, чому верстат із кількома «прийнятними» станами окремих компонентів все ж може виробляти неприйнятні деталі.
Коли похибки люфту кулькового гвинта, знос лінійних направляючих, биття шпинделя та роздільна здатність енкодера поєднуються, загальна невизначеність позиціонування може перевищувати суму окремих технічних характеристик — перетворюючи компоненти, що межують із прийнятними межами, на систему з неприйнятною загальною продуктивністю.
Розглянемо типову фрезерну операцію, де потрібно розмістити отвір із точністю до 0,025 мм від його номінального положення:
| Джерело помилки | Типовий внесок | Кумулятивний ефект |
|---|---|---|
| Люфт кулькового гвинта осі X | ±0.008мм | 0,008 мм |
| Люфт кулькового гвинта осі Y | ±0,006 мм | 0,014 мм |
| Прямолінійність лінійних направляючих | ±0.005мм | 0,019 мм |
| Биття шпинделя на кінці інструменту | ±0.008мм | 0,027 мм |
У цьому сценарії, навіть якщо кожна деталь залишається в межах типових допусків на знос, їхня сумарна величина перевищує ваше вимогу щодо допуску — 0,025 мм. Саме тому виробники критичних продуктів для ЧПК-обробки підтримують суворі порогові значення стану компонентів — а не лише мінімальні припустимі стандарти.
Чому якісні компоненти окуповують себе
Інвестування в компоненти преміум-класу — це не просто переслідування технічних характеристик, вказаних у документації. Це забезпечення більш точних допусків протягом триваліших інтервалів експлуатації, що безпосередньо призводить до:
- Меншої кількості бракованих виробів та зниження рівня відходів
- Більш тривалих інтервалів між калібруванням та регулюванням
- Більш стабільного затвердження перших зразків при запуску нових замовлень
- Зменшення часу інспекції, оскільки вироби постійно відповідають встановленим допускам
- Збільшення часу безперервної роботи обладнання між плановими зупинками для технічного обслуговування
Ланцюг точності, що з’єднує внутрішні компоненти вашого верстата з якістю готової деталі, є таким міцним, як його найслабша ланка. Розуміння цього взаємозв’язку дає змогу вам надавати пріоритет інвестиціям у технічне обслуговування, діагностувати проблеми з якістю в їхньому джерелі та приймати обґрунтовані рішення щодо того, коли заміна компонентів стає економічнішою за подальше регулювання та компенсацію.
Усвідомлення цих зв’язків із якістю природним чином породжує наступне запитання: як визначити, коли конкретні компоненти деградували достатньо, щоб вимагати заміни?
Визначення моменту, коли потрібно замінити компоненти ЧПК
Ви помітили, що останнім часом ваші деталі не відповідають заданим розмірам. Або, можливо, зі шпинделя з’явився новий звук, якого не було минулого місяця. Як визначити, коли потрібно замовити запасні частини для ЧПК замість того, щоб просто скоригувати програму або підтягнути гайку? Здатність розрізняти нормальний режим роботи від наближення збою дозволяє уникнути дорогостоячого аварійного простою — а також запобігти відходу деталей, що негативно впливає на вашу рентабельність.
Проблема полягає в тому, що запасні частини для ЧПК рідко виходять із ладу раптово й без попередження. Натомість вони поступово зношуються, часто маскуючись алгоритмами компенсації або коригуваннями оператора. До того моменту, поки збій не стане очевидним, ви, ймовірно, вже протягом кількох тижнів виготовляєте деталі, що знаходяться на межі припустимих відхилень. Розглянемо ознаки, на які звертають увагу досвідчені техніки, щоб вчасно виявити проблеми.
Візуальні ознаки виходу з ладу компонентів
Ваші очі — потужні діагностичні інструменти, якщо ви знаєте, на що звертати увагу. Багато компонентів для ЧПУ-верстатів «повідомляють» про свій стан за допомогою видимих змін, які передують функціональному виходу з ладу.
Кулькові гвинти та лінійні напрямні:
- Зміна кольору або потемніння: Теплові зміни кольору на валі кулькового гвинта вказують на руйнування мастила або надмірне тертя — обидва ці фактори є передвісниками прискореного зносу
- Видимі сліди зносу: Блискучі, виполіровані ділянки на рейках лінійних напрямних у місцях руху кареток свідчать про пошкодження через забруднення або недостатнє змащення
- Піттінг або шелушіння: Маленькі кратери або відшарування матеріалу на різьбі кулькового гвинта сигналізують про початок втомного руйнування — заміна стає терміновою
- Іржа або корозія: Навіть незначне поверхневе окиснення на прецизійних поверхнях вказує на те, що захисна плівка мастила втратила свою ефективність
Шпінделя та підшипники:
- Витік мастила: Витік мастила або оливи з ущільнень шпинделя вказує на деградацію ущільнень та потенційне проникнення забруднювачів
- Сліди обгоряння на тримачах інструментів: Зміна кольору в місцях фіксації інструментів свідчить про надмірне биття, що призводить до нагрівання через тертя
- Металеві частинки в охолоджувальній рідині: Блискучі лусочки в баку для охолоджувальної рідини часто походять із зношених підшипників шпинделя
Електричні компоненти:
- Запах гари або зміна кольору: Потемнілі ділянки на корпусах двигунів або приводних блоках вказують на випадки перегріву
- Пошкоджене або потріскане ізоляційне покриття кабелів: Зокрема в кабельних трасах, де повторне згинання призводить до втоми матеріалу
- Корозійні з'єднання: Зелені або білі відкладення на електричних клемах збільшують опір і призводять до переривчастих несправностей
Симптоми погіршення роботи, що свідчать про необхідність заміни
Коли ваші запасні частини для ЧПУ-верстатів починають виходити з ладу, верстат «повідомляє» вас про це через свою поведінку — якщо ви його слухаєте. Ці симптоми погіршення роботи часто проявляються раніше, ніж стають помітними візуальні ознаки.
Індикатори розмірного дрейфу:
- Деталі, що постійно мають розміри більші або менші за номінал у напрямку однієї осі
- Круглі елементи, що набувають овальної форми під час перевірки
- Помилки позиціонування, які змінюються залежно від напрямку підходу (класичний симптом люфту)
- Розміри, що змінюються протягом серії виробництва по мірі нагрівання верстата
- Точність першої деталі, що погіршується до кінця зміни
Погіршення якості поверхневого шару:
- Хвилясті візерунки, що з’являються на раніше гладких поверхнях
- Сліди вібрації навіть при використанні перевірених швидкостей і подач
- Нестабільна якість обробки між однаковими операціями
- Видимі сліди інструменту під час проходів, призначених для чистової обробки
Акустичні попереджувальні ознаки:
Досвідчені оператори розвивають «вухо» до своїх верстатів. Коли змінюється звучання — це означає, що механічно щось змінилося:
- Шліфувальний або скребучий звук: Контакт металу з металом у місцях, де має бути плавне рухання — часто свідчить про забруднені або сухі лінійні напрямні
- Клацання або потріскання: Зокрема під час зміни напрямку руху — може вказувати на знос гайки кулькового гвинта або ослаблення механічних з’єднань
- Високочастотний писк: Шум підшипника, що зростає зі збільшенням швидкості обертання шпинделя, свідчить про знос підшипника або неправильне попереднє навантаження
- Гул або рев: Вібраційні звуки низької частоти від двигунів або редукторів вказують на погіршення стану підшипників
- Періодичний пронизливий скрип: Зазвичай пов’язаний із проблемами натягу ременя або зносом підшипників шківа у шпинделях з ремінним приводом
Стратегії профілактичної та реактивної заміни
Розуміння цих симптомів призводить до критичного рішення: чи замінювати компоненти для ЧПУ-верстатів за графіком, чи чекати, поки симптоми не вимагатимуть негайних дій?
Реактивна заміна очікує явних ознак відмови перед замовленням компонентів. Цей підхід мінімізує витрати на запасні частини, але створює ризик незапланованого простою. Він досить ефективно працює для некритичних компонентів або верстатів із резервними потужностями.
Профілактична заміна розклад змін компонентів базується на робочих годинах, циклах або календарному часі — незалежно від їх видимого стану. Ця стратегія підходить для виробничих середовищ, де витрати через простої значно перевищують вартість компонентів. Наприклад, критичні підшипники шпинделя можуть замінюватися кожні 8 000 робочих годин, навіть якщо вони все ще задовільно виконують свої функції.
Часто найбільш практичним є гібридний підхід: моніторинг ключових показників, встановлення базових значень при нових компонентах та їх заміна, коли ступінь деградації досягає заздалегідь визначених порогових значень — але до того, як відмова стане неминучою.
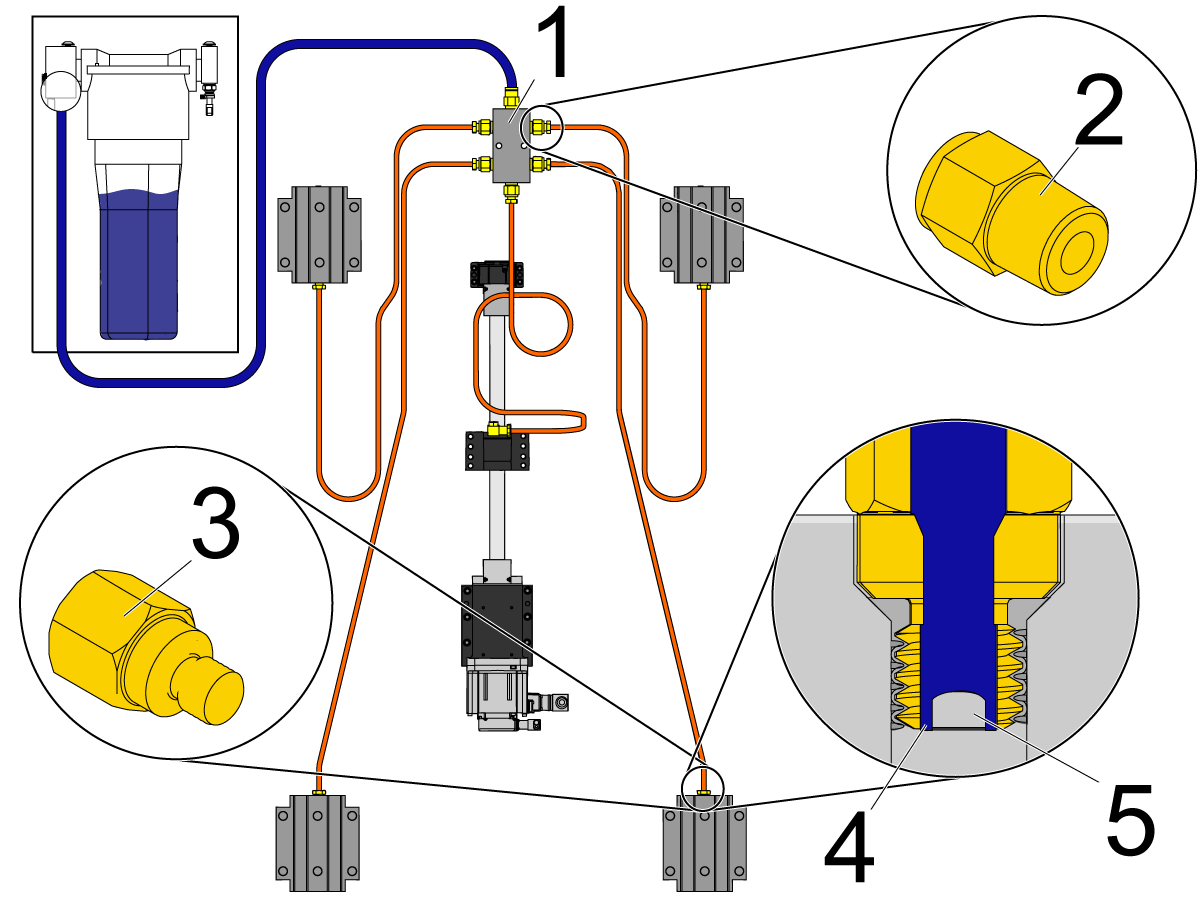
Правильне мащення значно подовжує інтервал між замінами. Використання якісних мастил, таких як Mobil SHC 220 для лінійних направляючих та кулькових гвинтів, забезпечує збереження захисної плівки, що запобігає метал-метальному контакту. Багато підприємств уніфікують використання SHC 220 або еквівалентних синтетичних мастил, оскільки їх термічна стабільність та тривалий термін служби виправдовують вищу вартість порівняно з традиційними мастилами.
Найкращий час для замовлення запасних частин — це той момент, коли ви вперше помічаєте симптоми, а не тоді, коли їх уже неможливо ігнорувати.
Створення невеликого запасу критичних запасних частин для ЧПУ-верстатів — підшипників шпинделя, гайок кульових гвинтів і привідних ременів — забезпечує можливість планувати їх заміну у зручний для вас час, а не поспішати під час аварійної ситуації.
Після того як ви визначили, які компоненти потрібно замінити, наступним викликом стає пошук сумісних запасних частин — особливо коли ваш верстат використовує поєднання стандартних і пропрієтарних компонентів.
Розуміння сумісності деталей ЧПУ між різними верстатами
Отже, ви виявили зношений кульковий гвинт або несправний привідний двигун — тепер починається складна частина. Чи можна просто замовити замінну деталь у будь-якого постачальника чи ви змушені купувати її лише у виробника вашого обладнання? Відповідь залежить від того, чи компоненти вашого ЧПК-верстата відповідають галузевим стандартам чи використовують власні (пропрієтарні) конструкції. Розуміння цієї відмінності може значно зекономити кошти та скоротити терміни поставки при закупівлі замінних деталей.
Стандартизовані компоненти, сумісні з різними брендами
Спочатку гарні новини: багато критичних компонентів ЧПК-верстатів відповідають міжнародним стандартам, що забезпечує їхню сумісність між різними брендами. Ці стандартизовані деталі для застосування в ЧПК-верстатах надають вам гнучкість у закупівлі й часто дають доступ до високоякісних варіантів післяпродажного ринку.
Поширені стандартизовані компоненти включають:
- Лінійні направляючі й рейки: Більшість виробників дотримуються стандартів ISO щодо розмірів рейок, розташування кріплень каретки та висотних параметрів. Лінійний напрямний елемент із шириною 20 мм одного виробника, як правило, взаємозамінний із аналогічною моделлю іншого бренду.
- Кулькові гвинти: Діаметр, крок та розміри кріплення часто відповідають стандартам DIN або JIS. Проте специфікації попереднього натягу та систем повернення кульок можуть відрізнятися між виробниками.
- Крокові та сервомотори: Розміри корпусів за стандартом NEMA (NEMA 17, NEMA 23, NEMA 34) уніфікують розташування отворів для кріплення та розміри валів. Метричні еквіваленти відповідають стандартам IEC.
- Інтерфейси інструментального оснащення шпинделя: Конічні системи BT, CAT, HSK та інші відповідають суворим міжнародним специфікаціям, що дозволяє використовувати однакові інструментальні патрони на верстатах різних брендів при збігу типу конуса.
- Електричні з’єднувачі: Багато приводів та контролерів використовують стандартні типи роз’ємів та комунікаційні протоколи, такі як RS-485, EtherCAT або Modbus.
Під час покупки стандартизованих деталей для ЧПУ зосередьте увагу на відповідності критичних технічних характеристик: навантаження, класи точності та класи попереднього навантаження. Кулькова гвинтова пара з точністю класу C3 від бренду A має забезпечувати таку саму продуктивність, як і кулькова гвинтова пара класу C3 від бренду B — саме для гарантії такої взаємозамінності й існує ця класифікаційна система.
Подолання складнощів із пропрієтарними компонентами
Саме тут процес пошуку компонентів стає складним. Багато виробників верстатів свідомо використовують пропрієтарні компоненти, щоб зберегти контроль над своїм потоком доходів від сервісного обслуговування — або просто тому, що їхні конструкції вимагають нестандартних технічних характеристик.
Найпоширеніші пропрієтарні компоненти включають:
- Контролери ЧПУ та панелі HMI: Інтеграція програмного забезпечення та апаратного забезпечення, як правило, «прив’язує» вас до екосистеми оригінального виробника
- Шпиндельні картриджі: Нестандартні конструкції підшипників, каналів охолодження та інтеграції датчиків часто вимагають заміни виключно від оригінального виробника (OEM)
- Спеціальні сервоприводи: Машини, розроблені для певних експлуатаційних параметрів, можуть використовувати двигуни з нестандартними обмотками, енкодерами або конфігураціями кріплення
- Спеціалізовані підсилювачі приводу: Зокрема, на старших машинах, де архітектура системи керування передує сучасним стандартам зв’язку
Перед замовленням будь-якого замінного компонента зафіксуйте такі критичні специфікації:
- Електричні вимоги: Напруга, номінальні значення струму, фазна конфігурація та розташування контактів у роз’ємі
- Фізичні розміри: Шаблон розташування монтажних отворів, розміри валів та габаритні обмеження
- Протоколи інтерфейсу: Стандарти зв’язку, типи енкодерів та формати сигналів зворотного зв’язку
- Експлуатаційні характеристики: Номінальні швидкості, криві крутного моменту, класи точності та теплові обмеження
Порівнюючи варіанти заміни, уважно враховуйте такі фактори:
| Розгляду | Оригінальні частини | Частинами вторинного ринку |
|---|---|---|
| Гарантія якості | Гарантована сумісність; перевірено для вашої конкретної моделі машини | Значно варіюється; преміальні запчастини сторонніх виробників можуть відповідати або перевершувати якість оригінальних запчастин (OEM) |
| Гарантійне покриття | Зазвичай 12–24 місяці; може включати підтримку при встановленні | Зазвичай 6–12 місяців; обмежено лише виходом з ладу компонента |
| Вартість | Преміальні ціни (часто на 30–100 % вищі, ніж у запчастин сторонніх виробників) | Можлива суттєва економія на стандартизованих компонентах |
| Термін виконання замовлення | Для менш поширених моделей доставка може тривати тижні або місяці | Часто швидша доступність завдяки кільком каналам розподілу |
| Технічна підтримка | Повна технічна підтримка від виробника | Обмежено специфікаціями; інтеграція є вашою відповідальністю |
| Вплив гарантії на машину | Зберігає початковий статус гарантії | Може анулювати гарантію на новіші машини; перевірте перед встановленням |
Практичний підхід? Використовуйте оригінальні компоненти виробника (OEM) для пропрієтарних, критичних з точки зору безпеки або чутливих до гарантії компонентів. Обирайте якісні неоригінальні джерела постачання для стандартизованих ЧПУ-компонентів, таких як лінійні напрямні, кулькові гвинти та двигуни зі стандартною рамою, де технічні специфікації чітко відповідають вимогам, а економія виправдовує будь-які додаткові зусилля щодо інтеграції.
Усвідомивши аспекти сумісності, ви готові перейти до іншого боку рівняння ЧПУ-компонентів — спеціалізованих прецизійних деталей, які ці машини виготовляють для вимогливих застосувань у незліченних галузях промисловості.

Спеціалізовані деталі, виготовлені методом ЧПУ-фрезерування, для прецизійних застосувань
Тепер, коли ми розглянули внутрішні компоненти, завдяки яким працюють верстати з ЧПУ, давайте повністю змінимо перспективу. А що ж стосується продуктів, які ці верстати насправді виготовляють? Індивідуальні деталі з ЧПУ — це результат застосування технології ЧПУ: точні компоненти, виготовлені відповідно до чітких технічних вимог для застосувань, де «майже підходить» просто недостатньо.
Чи ви розробляєте прототип нового продукту, чи масштабуєте виробництво до повного обсягу — розуміння того, як фрезерування з ЧПУ перетворює сировинні матеріали на готові компоненти, допоможе вам ефективно спілкуватися з постачальниками та приймати обґрунтовані рішення щодо закупівель.
Галузі, що покладаються на індивідуальні компоненти з ЧПУ
Фрезерування з ЧПК стало основою точного виробництва практично в усіх галузях промисловості. За даними експертів з виробництва, обробка на верстатах з ЧПК широко застосовується в таких галузях, як авіаційно-космічна, автомобільна, медична, робототехніка та виробництво промислового обладнання, оскільки цей метод дозволяє створювати складні геометричні форми з високою точністю розмірів. Але які саме компоненти вимагає кожен із цих секторів?
Аерокосмічна та оборонна промисловість:
- Лопатки турбін та двигунові компоненти, що потребують обробки екзотичних сплавів
- Конструктивні кронштейни та фітинги з жорсткими вимогами до співвідношення ваги й міцності
- Гідравлічні колектори зі складними внутрішніми каналами
- Точні корпуси для авіоніки та систем наведення
Автомобільна промисловість:
- Блоки двигунів, головки циліндрів та картери коробок передач
- Компоненти підвіски, що вимагають постійної точності розмірів
- Деталі гальмівних систем, де допуски безпеки є невід’ємними
- Індивідуальні високопродуктивні деталі для автоперегонів та вторинного ринку
Медичні пристрої:
- Хірургічні інструменти, що виготовляються з біосумісних матеріалів і мають дзеркальне полірування
- Ортопедичні імплантати, оброблені з титану та сплавів медичного класу
- Корпуси діагностичного обладнання з точними елементами кріплення сенсорів
- Протезні компоненти, адаптовані до індивідуальних анатомічних особливостей пацієнта
Робототехніка та автоматизація:
- Корпуси виконавчих механізмів та компоненти шарнірів
- Індивідуальні монтажні плити та конструктивні рами
- Точні компоненти редукторів та муфти з’єднання валів
- Інструменти робочого органа та захоплювальні механізми
Для любителів та ентузіастів: компоненти для саморобних ЧПУ-верстатів відкрили доступ до індивідуального виробництва, яке раніше було доступне лише промисловим виробникам. Від спеціалізованих каркасів для дронів до плат механічних клавіатур — деталі, виготовлені на ЧПУ-верстатах, дають можливість окремим особам реалізувати свої конструкторські задуми з професійною точністю.
Від прототипу до готових до виробництва деталей
Чому ЧПУ-обробка є ідеальним вибором для виготовлення точних компонентів? Шлях від концепції до готової деталі пояснює, чому ця технологія домінує там, де має значення точність.
Робочий процес виготовлення індивідуальних деталей методом ЧПК:
1. Конструювання та інженерна розробка
Кожна індивідуальна деталь, виготовлена методом ЧПК, починається з моделі CAD — цифрового представлення, що визначає всі розміри, допуски та вимоги до шорсткості поверхні. Інженери вказують критичні характеристики, матеріал, а також геометричні допуски, які повинна забезпечувати готова деталь.
2. CAM-програмування
Програмне забезпечення CAM перетворює ваш дизайн у траєкторії руху інструменту — точні траєкторії, якими буде рухатися різальний інструмент. Програмісти вибирають стратегії різання, подачі, швидкості обертання та послідовності інструментів, оптимізованих під конкретний матеріал і геометрію.
3. Вибір матеріалу
Вибір правильного матеріалу передбачає баланс між вимогами до експлуатаційних характеристик, оброблюваністю та вартістю. Поширені варіанти включають:
- Алюмінієві сплави (6061, 7075): Відмінна оброблюваність, гарне співвідношення міцності до маси, стійкість до корозії
- Нержавіючі сталі (303, 304, 316): Стійкість до корозії в агресивних середовищах, різна оброблюваність
- Вуглецеві сталі (1018, 4140): Економічна міцність, можливість термообробки для підвищення твердості
- Сплави титану: Надзвичайне співвідношення міцності до маси, біосумісність, складність обробки
- Інженерні пластики (Delrin, PEEK, Nylon): Легкі, стійкі до хімічних впливів, електрично ізольовані
4. Операції механічної обробки
Фактичний процес різання видаляє матеріал із надзвичайною точністю. ЧПУ-обробка автоматизує процеси різання, свердлення, фрезерування та токарної обробки, забезпечуючи точність і узгодженість усіх виготовлених деталей. Багатоосьові верстати можуть підходити до заготовок з практично будь-якого кута, створюючи конструктивні елементи, які неможливо отримати ручними методами.
5. Перевірка якості
Готові деталі, оброблені на ЧПУ-верстатах, проходять контроль за допомогою координатно-вимірювальних машин (КВМ), оптичних компараторів або прецизійних вимірювальних інструментів. Критичні розміри документуються й порівнюються з технічними вимогами до відправки деталей.
Справжню цінність ЧПУ-обробки виявляється, коли потрібні ідентичні деталі — чи то дві прототипні, чи дві тисячі виробничих одиниць: кожна з них відповідає цифровій моделі в межах заданих допусків.
Ця відтворюваність пояснює, чому галузі, де не допускається жодних відхилень — медичні пристрої, авіація та космонавтика, автомобілебудування — так сильно покладаються на технологію ЧПК. Хірургічний інструмент має функціонувати однаково незалежно від того, чи це перша оброблена деталь, чи десятитисячна.
Для вимогливих застосувань, зокрема для автомобільних компонентів, де безпека й надійність є пріоритетними, вибір правильного виробничого партнера стає не менш важливим, ніж сам дизайн. Сертифіковані постачальники з ефективними системами забезпечення якості гарантують, що ваші спеціальні деталі ЧПК постійно відповідають заданим специфікаціям — це тема, яку варто розглянути, коли ви переходите від розуміння технології до безпосереднього пошуку компонентів для ваших проектів.
Вибір надійних постачальників деталей ЧПК
Ви розробили свій компонент, вибрали матеріал і встановили допуски. Тепер настає рішення, яке може визначити успіх або провал вашого проекту: кому з постачальників деталей для обробки на ЧПУ ви довірите виробництво? Різниця між постачальниками не завжди очевидна з котирувального листа. Сертифікати якості, контроль процесів та можливості доставки відокремлюють виробників, які постійно виконують замовлення, від тих, хто змушує вас поспішати, щоб встигнути до термінів, отримуючи при цьому браковані деталі.
Чи ви замовляєте прототипні партії, чи встановлюєте довгострокові виробничі взаємини — розуміння того, що відрізняє виняткових постачальників деталей для обробки на ЧПУ від задовільних, допоможе вам уникнути дорогоцінних помилок і створити надійне постачання.
Сертифікації, що свідчать про високу якість виробництва
Уявіть собі сертифікати як резюме постачальника — вони підтверджують його кваліфікацію у певних галузях виробництва. Хоча існує багато різних сертифікатів, деякі з них мають особливе значення для точних застосувань обробки на ЧПУ.
IATF 16949: Золотий стандарт автомобільної галузі
Якщо ви закуповуєте компоненти для автомобільних застосувань, сертифікація за IATF 16949 не є факультативною — вона є обов’язковою. Цей стандарт значно перевищує базові вимоги до систем управління якістю. Згідно з вимоги до сертифікації в галузі , у стандарті IATF 16949 детально описано п’ять основних інструментів, які постачальники зобов’язані впровадити для виробництва серійних деталей із мінімальною кількістю дефектів:
- APQP (Планування якості випуску продукції): Структурований підхід до розробки стабільних виробничих процесів, спрямований на усунення ризиків ще до початку виробництва
- FMEA (аналіз видів та наслідків відмов): Систематичне виявлення потенційних відмов у конструкції та технологічних процесах та їх усунення
- SPC (статистичний контроль процесів): Моніторинг ключових параметрів процесу в реальному часі для виявлення відхилень до того, як вони призведуть до виникнення дефектів
- MSA (аналіз системи вимірювань): Перевірка того, що вимірювальне обладнання та методи забезпечують надійні й відтворювані вимірювання
- PPAP (Процес затвердження виробничих деталей): Документація, що підтверджує здатність постачальника постійно виготовляти деталі, які відповідають специфікаціям замовника
Ці інтегровані інструменти створюють екосистему якості, яка запобігає виникненню дефектів, а не просто виявляє їх. Коли постачальник комплектуючих для ЧПУ-верстатів має сертифікат IATF 16949, ви співпрацюєте з організацією, яка довела своє володіння системами якості автотехнічного рівня.
ISO 9001: Універсальна основа якості
Для неавтомобільних застосувань сертифікат ISO 9001:2015 підтверджує, що постачальник веде задокументовані процеси управління якістю. Хоча цей стандарт менш суворий порівняно з IATF 16949, він також свідчить про зобов’язання забезпечувати стабільну якість, повну прослідковість та постійне вдосконалення.
Екологічні та енергетичні сертифікати
Усе частіше закупівельні команди оцінюють постачальників за критеріями сталого розвитку. Екологічний сертифікат ISO 14001:2015 підтверджує наявність систем екологічного менеджменту, що охоплюють питання викидів, обробки матеріалів та зменшення відходів — чинники, які мають значення для корпоративної звітності щодо сталого розвитку та ініціатив відповідального закупівлі.
Оцінка можливостей постачальника з урахуванням ваших потреб
Сертифікації відкривають двері, але відповідність можливостей постачальника вашим конкретним вимогам визначає успіх проекту. Ось що оцінюють досвідчені фахівці з закупівель під час вибору постачальників компонентів для ЧПУ-верстатів.
Впровадження статистичного контролю процесу
Запитайте потенційних постачальників, як вони контролюють критичні розміри під час серійного виробництва. Виробники, що зосереджені на якості, застосовують статистичне управління процесами (SPC) для моніторингу здатності процесу в реальному часі. Згідно з найкращими практиками оцінки постачальників, надійні системи контролю якості повинні включати діаграми SPC для критичних параметрів із встановленням як меж контролю процесу, так і планів реагування у разі відхилень.
Постачальник, який використовує SPC, виявляє зсув до того, як будуть виготовлені деталі, що не відповідають допускам. Без цього ви покладаєтеся лише на остаточний контроль для виявлення проблем — після того, як брак уже виник.
Терміни виконання й оперативність
Виробничі можливості нічого не варті, якщо деталі надходять із затримкою. Оцінюйте постачальників як за стандартними строками поставки, так і за їхньою здатністю прискорювати поставки за необхідності. Деякі сертифіковані виробники спеціально підтримують виробничу потужність для замовлень з оперативною обробкою — строки поставки всього один робочий день не є маркетинговим вигадом, коли постачальники побудували свою діяльність з орієнтацією на гнучкість.
Наприклад, Shaoyi Metal Technology показує, як постачальники, сертифіковані відповідно до IATF 16949, можуть поєднувати системи забезпечення якості з оперативною доставкою, пропонуючи точні автокомпоненти зі строками поставки, що відповідають вимогам виробництва «точно вчасно».
Оцінка обладнання та потужностей
Аналіз парку обладнання постачальника розкриває його справжні можливості. Оцінюючи постачальників послуг ЧПУ, звертайте увагу на вік верстатів, графіки технічного обслуговування та рівень технологічної актуальності обладнання. Відділ виготовлення деталей методом ЧПУ, що використовує застаріле обладнання, може мати труднощі з витриманням жорстких допусків або складною геометрією деталей, які сучасні верстати обробляють без проблем.
Використовуйте цю структуру при порівнянні потенційних партнерів з постачання деталей методом ЧПУ:
| Критерії оцінки | Що слід шукати | Попереджувальні ознаки |
|---|---|---|
| Сертифікація якості | IATF 16949 для автопромисловості; мінімум ISO 9001 для загального механічного оброблення; поточні дати сертифікації | Протерміновані сертифікати; неможливість надання документації з аудиту |
| Контроль процесів | Документоване впровадження статистичного контролю процесів (SPC); плани контролю критичних розмірів; процедури реагування | Залежність лише від остаточного контролю; відсутність статистичного відстеження |
| Можливості перевірки | Координатно-вимірювальні машини (CMM); калібровані вимірювальні інструменти; документовані процедури інспекції | Лише візуальний контроль; застаріле або некаліброване обладнання |
| Виконання термінів поставки | Документовані показники своєчасної поставки понад 95 %; можливості прискореної поставки; чітке спілкування | Розпливчасті зобов’язання щодо поставки; історія пропущених термінів |
| Трасуваність матеріалів | Документовані сертифікати на матеріали; відстеження партій; інспекція вхідних матеріалів | Не можемо надати сертифікати на матеріали; відсутня система прослідковості |
| Технічна експертиза | Інженерна підтримка з надання зворотного зв’язку щодо DFM; досвідчені програмісти; знання матеріалів | Взаємодія лише на етапі надання комерційної пропозиції; технічна консультація недоступна |
| Зв'язок | Реактивне управління проектами; проактивне повідомлення про виникнення проблем; чітка документація | Складно зв’язатися; неочікувані ситуації у день поставки |
Оцінка зразків деталей
Перш ніж переходити до виробництва партій, замовте зразки деталей із повними звітами про вимірювання. Аналіз зразків разом із документацією про вимірювання підтверджує заяви щодо точності й демонструє рівень ретельності постачальника при контролі якості. Звертайте увагу не лише на те, чи розміри відповідають допускам, а й на те, наскільки вони центровані: постачальник, який стабільно досягає номінальних значень, має кращий контроль процесу, ніж той, чиї показники «скачуть» між межами допусків.
Найнижча цінова пропозиція рідко забезпечує найменшу загальну вартість — враховуйте частку браку, надійність поставок та приховані витрати, пов’язані з управлінням недостатньо ефективними постачальниками.
Налагодження відносин із кваліфікованими постачальниками компонентів для обробки на ЧПУ вимагає певних початкових зусиль, але приносить вигоду у вигляді стабільної якості, надійних термінів поставки та зниження накладних витрат на закупівлю. Після того як ви встановили такі партнерства, обслуговування обладнання з ЧПУ, що виробляє ваші власні деталі, або розуміння того, як ваші постачальники обслуговують своє обладнання, стає останнім елементом головоломки точного виробництва.
Обслуговування деталей ЧПУ для тривалої експлуатації
Ви інвестували в якісні компоненти, знайшли надійних постачальників і розумієте, як працює ваш верстат з ЧПУ. Але ось реальність: навіть найкращі матеріали й компоненти для ЧПУ та прецизійні деталі з часом зношуються без належного догляду. Різниця між верстатами, що забезпечують стабільну точність протягом десятиліть, і тими, що потребують частого ремонту, залежить від одного чинника — дисципліни у проведенні технічного обслуговування.
Сприймайте технічне обслуговування як захист вашої інвестиції. Згідно з дослідженням компанії Deloitte виробники, які впроваджують програми профілактичного технічного обслуговування, зазвичай скорочують витрати на технічне обслуговування на 25–30 %, зменшують кількість аварій на 70–75 % та підвищують час безперервної роботи на 35–45 %. Це не незначні покращення — це трансформаційні результати, які безпосередньо впливають на вашу чистий прибуток.
Створення графіку профілактичного обслуговування
Ефективне технічне обслуговування — це не випадкові перевірки, а структуровані процедури, що дозволяють виявити проблеми до того, як вони загостряться. Ваші аксесуари для CNC-верстатів та основні компоненти потребують уваги в різні терміни.
Щоденні завдання (10–15 хвилин на один верстат):
- Візуальна перевірка на наявність стружки, забруднень та залишків охолоджуючої рідини на поверхнях верстата
- Перевірка рівня та концентрації охолоджуючої рідини — правильні співвідношення запобігають росту бактерій і забезпечують ефективне охолодження
- Перевірка функціонування системи мащення та рівня мастильної рідини в резервуарах
- Перевірка аварійних зупинок та систем безпеки з блокуванням
- Огляд захисних ковпаків напрямних і гармошок на предмет пошкоджень, які можуть призвести до потрапляння забруднень
Щотижневі завдання:
- Очищення та огляд лінійних направляючих на наявність слідів зносу або сухих ділянок
- Перевірка натягу та вирівнювання ременів у приводах шпинделя
- Перевірте електричні з’єднання на наявність ослаблення або корозії
- Очистити сопла охолоджувальної рідини, щоб забезпечити належну подачу
- Переконайтеся в правильності показань гідравлічного та пневматичного тиску
Щомісячні завдання:
- Перевірте концентрацію охолоджувальної рідини рефрактометром — підтримуйте її в межах 5–10 % для оптимальної роботи
- Замініть повітряні фільтри в пневматичних системах та корпусах
- Перевірте люфт у кожній осі за допомогою діагностичного програмного забезпечення
- Виміряйте биття шпинделя індикаторним годинниковим приладом
- Огляньте всі точки мащення й за необхідності поповніть мастило
Правильне мащення вимагає особливої уваги. Якісні синтетичні мастила, такі як Mobil Mobilith SHC 220, забезпечують вищу захистну здатність для лінійних направляючих та кулькових гвинтів порівняно з традиційними мастилами. Теплостійкість та тривалий термін служби Mobilith SHC 220 виправдовують його вищу вартість — компоненти залишаються захищеними навіть під час важких режимів роботи, що супроводжуються значним виділенням тепла. Багато спеціалізованих цехів з ЧПУ використовують мастило SHC 220 як стандартне, оскільки воно зберігає захисну плівку в умовах, що призводять до руйнування менш стійких мастил.
Методи калібрування, що зберігають точність
Калібрування — це не одноразова подія; це постійне зобов’язання щодо точності. Як зазначають експерти з технічного обслуговування , калібрування забезпечує точність під час роботи, а регулярні перевірки допомагають зберігати високу точність і запобігати дорогостоячим помилкам.
Щорічне калібрування має включати:
- Перевірку геометричної точності — прямокутність, паралельність та прямоту всіх осей
- Перевірку точності позиціонування за допомогою лазерної інтерферометрії або тестування за допомогою кульового бару
- Огляд підшипників шпинделя на предмет зносу, люфтів або змін попереднього навантаження
- Вимірювання люфту кулькового гвинта порівняно з базовими специфікаціями
- Повне резервне копіювання параметрів верстата та налаштувань системи керування
Документуйте кожний результат калібрування. З часом ці дані виявляють тенденції — наприклад, поступове зростання люфту свідчить про знос кулькового гвинта задовго до того, як це призведе до браку деталей. Вчасне виявлення таких закономірностей дозволяє планувати заміну компонентів під час запланованих простоїв, а не стикатися з аварійними поломками.
Ви б радше витрачали 15 хвилин щодня на технічне обслуговування, або стикалися з багатоденним простоєм і аварійним ремонтом?
Ваш чек-лист дій щодо технічного обслуговування ЧПУ-верстатів:
- Встановіть щоденні, щотижневі та щомісячні процедури технічного обслуговування для кожного верстата
- Запасуйте критично важливі матеріали для ЧПУ-верстатів, зокрема мастильні матеріали, фільтри та типові зношувані деталі
- Навчіть операторів розпізнавати ранні ознаки зносу компонентів
- Введіть систему документування — паперові журнали або програмне забезпечення CMMS — для реєстрації всіх видів робіт з технічного обслуговування
- Заплануйте щорічну професійну калібрування за допомогою відповідного вимірювального обладнання
- Налагодьте взаємини з сертифікованими постачальниками, які зможуть швидко надати замінні деталі у разі потреби
Ланцюг точності, що зв’язує стан вашого обладнання з якістю готових деталей, залишається таким міцним, якою є ваша найслабша практика технічного обслуговування. Впроваджуючи ці регулярні процедури, ви не просто запобігаєте аварійним збоям — ви гарантуєте, що кожна виготовлена деталь відповідає заданим специфікаціям, всі строки виконання дотримуються, а ваші інвестиції в ЧПУ-обладнання приносять прибуток протягом багатьох років.
Поширені запитання щодо деталей з ЧПУ
1. Що таке деталі з ЧПУ?
Термін «деталі ЧПУ» має два значення: по-перше — компоненти, з яких складаються верстати з ЧПУ (шпінделя, кулькові гвинти, лінійні напрямні, двигуни), а по-друге — продукція, виготовлена на верстатах з ЧПУ (точні кронштейни, валів, корпуси). Компоненти верстатів забезпечують автоматизовані процеси різання, тоді як оброблені деталі — це спеціальні вироби, створені за допомогою комп’ютерного керування з таких матеріалів, як алюміній, сталь, титан і пластики.
2. Які 7 основних частин верстата з ЧПК?
Сім ключових компонентів ЧПУ-верстатів включають: блок керування верстатом (MCU), який обробляє програми; вхідні пристрої для завантаження коду; приводні системи з сервоприводами або кроковими двигунами; інструментальні системи верстата, такі як шпиндлі та різальні інструменти; системи зворотного зв’язку з енкодерами та датчиками; станину й стіл для кріплення заготовки; а також системи охолодження для термокерування. Ці компоненти спільно перетворюють цифрові команди на точні фізичні рухи.
3. Як визначити, що деталі ЧПУ-верстатів потребують заміни?
Звертайте увагу на візуальні ознаки, наприклад, потемніння на кулькових гвинтах, сліди зношування на лінійних направляючих та витік мастила зі шпинделів. Симптоми погіршення роботи включають розбіжність розмірів, перетворення круглих елементів на овальні, погіршення якості поверхні та незвичайні звуки, такі як скрегіт або клацання під час роботи. Застосування профілактичного технічного обслуговування з використанням якісних мастил, наприклад, мастила Mobil SHC 220, значно подовжує термін служби компонентів.
4. Які сертифікати повинні мати постачальники деталей для ЧПУ-верстатів?
Для автотранспортних застосувань сертифікація IATF 16949 є обов’язковою, оскільки вона передбачає впровадження інструментів якості: APQP, FMEA, SPC, MSA та PPAP. ISO 9001:2015 є базовим стандартом для постачальників загального машинобудування. Сертифіковані постачальники, такі як Shaoyi Metal Technology, поєднують ці системи якості з короткими термінами виконання замовлень і пропонують точні автокомпоненти з терміном поставки до одного робочого дня.
5. Чи можна взаємозамінювати деталі ЧПУ між різними брендами верстатів?
Багато компонентів відповідають міжнародним стандартам і є взаємозамінними. Лінійні направляючі, як правило, відповідають розмірним стандартам ISO, електродвигуни — розмірам корпусів NEMA або IEC, а інтерфейси інструментів, такі як конуси BT, CAT та HSK, стандартизовані. Проте контролери, спеціальні патрони шпинделів та спеціалізовані підсилювачі приводів часто є пропрієтарними. Перед замовленням замінних деталей завжди перевіряйте технічні характеристики, зокрема розміри, номінальні напруги та протоколи інтерфейсів.