 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Послуги фрезерування на ЧПУ онлайн: від файлу CAD до доставки «до дверей»
Що насправді пропонують онлайн-послуги фрезерування на ЧПК
Уявіть, що ви завантажуєте файл проекту зі свого ноутбука й отримуєте точно оброблені деталі прямо до дверей усього за кілька днів. Без відвідин заводів. Без тривалих переговорів. Без очікування цінових пропозицій протягом тижнів. Саме це й забезпечують онлайн-послуги фрезерування на ЧПК інженерам, розробникам продукції та виробникам по всьому світу.
У своїй основі онлайн-фрезерування на ЧПК з’єднує вас з передовими виробничими можливостями через цифрові платформи . Замість традиційного підходу — відвідин токарних майстерень, обміну паперовими кресленнями та очікування ручних цінових пропозицій — ви просто завантажуєте свої CAD-файли, вибираєте матеріали й одразу отримуєте цінову пропозицію. Платформа потім координує виробництво з сертифікованими операторами верстатів з ЧПК, як правило, у рамках глобальної мережі, щоб виготовити ваші деталі на ЧПК із точними допусками до ±0,01 мм.
Від CAD-файлу до готової деталі за кілька днів
Перевага у швидкості є вражаючою. Згідно з дослідженнями галузі, компанії, які використовують онлайн-послуги ЧПУ, скоротили тривалість циклів розробки до 50 % порівняно з традиційними виробничими процесами. Незалежно від того, чи потрібен вам один окремий прототип для тестування чи партія з 500 виробничих компонентів, процес залишається оптимізованим і передбачуваним.
Подумайте, що це означає для термінів реалізації вашого проекту. Стартап, що розробляє спеціальні компоненти двигунів, може завантажити конструкторські документи, отримати оброблені деталі для тестування та внести покращення вже протягом того самого тижня. Команди науково-дослідних та експериментальних робіт можуть швидше перевіряти концепції. Відповідальні за виробництво можуть замовляти запасні частини без тривалих циклів закупівлі.
Як цифрові платформи змінили доступ до виробництва
До появи цифрових платформ для отримання якісних послуг фрезерування з ЧПУ потрібно було мати налагоджені відносини з постачальниками, значні мінімальні обсяги замовлень та суттєві попередні інвестиції. Малі підприємства та окремі інженери часто стикалися з перешкодами, які великі корпорації просто обходили за допомогою спеціалізованих виробничих партнерів.
Сьогодні це поле діяльності стало значно рівнішим. Онлайн-платформа для обробки деталей на верстатах з ЧПУ надає двохосібному стартапу такий самий доступ до виробництва, як і компанії зі списку Fortune 500. Ви можете замовити нестандартні кронштейни, точні фітинги або складні авіаційні компоненти через той самий інтуїтивно зрозумілий інтерфейс.
Обсяг послуг, що надаються цими платформами, значно розширився:
- Швидке прототипування: Виробництво одиничних екземплярів для перевірки конструкції та функціонального тестування
- Виробництво невеликими партіями: Малі партії обсягом від 10 до 500 штук без інвестицій у оснащення
- Виробничі партії: Масштабоване виробництво для постійних потреб у продукції
- Запчастини: Оперативне забезпечення запчастинами для технічного обслуговування та ремонту
Революція онлайн-обробки на верстатах з ЧПУ: пояснення
Отже, що саме робить онлайн-сервіс ЧПУ ефективним? Платформи інтегрують кілька ключових компонентів, які перетворюють складне виробництво на доступний та прозорий процес:
- Цифрові системи розрахунку цін: Алгоритми аналізують геометрію вашого проекту, вибір матеріалу та допуски, щоб протягом кількох секунд сформувати точну цінову пропозицію
- Можливості завантаження файлів: Підтримка стандартних форматів CAD, таких як STEP, IGES та STL, забезпечує сумісність із вашим програмним забезпеченням для проектування
- Інтерфейси вибору матеріалів: Виберіть із металів, таких як алюміній, сталь, титан та латунь, або інженерних пластиків, наприклад дельріну та полікарбонату
- Панелі відстеження замовлень: Реальний час оновлення стану виробництва, контролю якості та доставки
- Документація якості: Звіти про контроль якості та сертифікати, що відповідають регуляторним вимогам для авіаційної, медичної та автомобільної галузей
Для новачків цей процес усуває відчуття залякування, пов’язане з точним виробництвом. Щоб отримати онлайн-розрахунок вартості обробки на ЧПУ, вам не потрібні десятиліття співпраці з постачальниками чи глибокі знання у сфері виробництва. Платформа керує вами на кожному етапі прийняття рішень.
Для досвідчених інженерів, які шукать нових постачальників, ці послуги пропонують щось однаково цінне: прозорість та швидкість. Ви можете миттєво порівняти онлайн-розрахунки вартості механічної обробки, оцінити терміни виконання замовлення щодо крайніх строків вашого проекту та масштабувати виробництво без необхідності повторного узгодження контрактів. Обрана вами послуга обробки на ЧПУ стає гнучким партнером у виробництві, а не жорстким постачальницьким зв’язком.
Чи ви розробляєте перший прототип свого продукту, чи закуповуєте компоненти для серійного виробництва вже встановленої товарної лінії — розуміння принципів роботи таких платформ дає вам значну перевагу у керуванні витратами, термінами виконання та очікуваннями щодо якості.

Пояснення процесів фрезерування, токарної обробки та багатоосьової обробки на ЧПУ
Коли ви шукате послуги фрезерування з ЧПУ в Інтернеті, ви швидко зустрінете три основні технології виробництва: фрезерування, токарну обробку та багатоосьове оброблення. Але яка з них підійде саме для вашого проекту? Розуміння механічного принципу роботи кожної технології допоможе вам прийняти обґрунтоване рішення, а не просто вгадувати, спираючись на описи постачальників.
Ось фундаментальна відмінність: при фрезеруванні з ЧПУ заготовка залишається нерухомою, а обертаючийся інструмент знімає матеріал, щоб створити бажану форму. При токарній обробці з ЧПУ підхід повністю змінюється: заготовка обертається навколо нерухомого різального інструменту. Багатоосьове оброблення поєднує ці можливості з додатковими ступенями свободи, що дозволяє виготовляти складні геометричні форми, які в іншому випадку потребували б кількох окремих налаштувань.
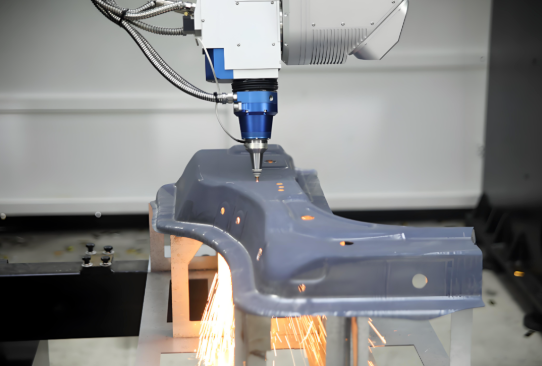
Фрезерування з ЧПУ для складних тривимірних геометрій
Уявіть, що вам потрібно індивідуальне кріплення з карманами , пази та похилі поверхні. Фрезерування з ЧПУ виконує це без особливих зусиль. Фрезерний верстат з ЧПУ рухається вздовж кількох осей, що дозволяє обертовому інструменту наближатися до заготовки під різними кутами й вирізати складні елементи.
Що робить фрезерування особливо універсальним? Його багатоосьові можливості дозволяють виготовляти деталі з ЧПУ зі складними контурами, неправильними формами та деталізованими поверхневими елементами. Згідно з галузевою експертизою, фрезерування особливо добре справляється з матеріалами, які важко токарювати, наприклад, з загартованими сталями та екзотичними сплавами.
Розгляньте такі поширені застосування деталей, виготовлених фрезеруванням з ЧПУ:
- Складні компоненти двигунів із кількома обробленими поверхнями
- Індивідуальні зубчасті колеса та механічні зв’язки
- Конструктивні частини літаків із карманами для зменшення ваги
- Корпуси та кожухи з точними монтажними елементами
- Прототипи споживчих товарів, що вимагають складних деталей
Компроміс? Для складних деталей фрезерування, як правило, вимагає більше часу на підготовку, а отримання циліндричних елементів може потребувати додаткових розглядів щодо інструментального забезпечення порівняно з токарною обробкою.
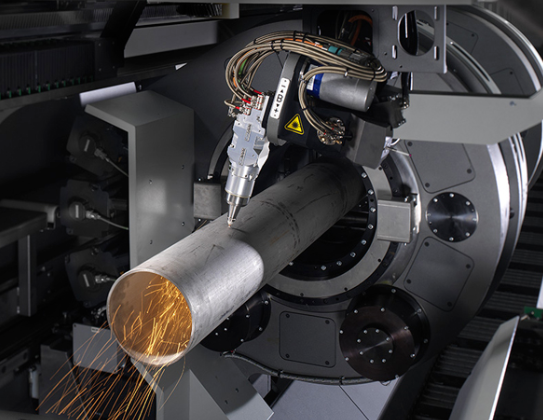
Коли доцільно використовувати токарну обробку на ЧПУ
Тепер уявіть інший сценарій. Вам потрібні точні валів, втулки або різьбові фітинги. Саме циліндричні компоненти — це та сфера, де токарна обробка на ЧПУ справжньо сяє.
У послузі токарної обробки на ЧПУ заготовка обертається з високою швидкістю, тоді як нерухомий різальний інструмент формують її вздовж осі обертання. Такий підхід забезпечує надзвичайну ефективність при виготовленні круглих або симетричних деталей. У процесі різання на ЧПУ матеріал видаляється безперервно під час обертання заготовки, що забезпечує отримання гладких циліндричних поверхонь із відмінною концентричністю.
Послуги токарної обробки на ЧПУ особливо ефективні для виготовлення:
- Валів і шпинделів із точними допусками діаметра
- Втулок і кілець для механічних зборок
- Фланців і з’єднувальних компонентів
- Різьбові кріплення та фітинги
- Ступінчастих циліндрів із кількома ділянками різного діаметра
Обмеження? Токарна обробка неспроможна ефективно оброблювати деталі з неправильними формами або складною геометрією, що виходить за межі осі обертання. Якщо ваша деталь має кармані, похилі елементи або асиметричні частини, то, як правило, кращим варіантом буде фрезерування.
Розуміння можливостей обробки на 5-вісних верстатах
Що відбувається, коли ваш дизайн вимагає одночасно складності й точності, яких не можуть забезпечити стандартні операції на 3-вісних верстатах? Саме тут стають незамінними послуги обробки на 5-вісних ЧПК-верстатах.
Традиційне фрезерування здійснюється уздовж трьох лінійних осей: X, Y та Z. П’ятивісні верстати додають дві обертальні осі, що дозволяє фрезі або заготовці нахилятися й обертатися під час обробки. Ця можливість усуває потребу в кількох установках, зменшує помилки, пов’язані з обробкою, і дозволяє виготовляти елементи, які інакше було б неможливо обробити.
Який результат? Ви можете виготовляти компоненти для авіакосмічної промисловості зі складними кривими, медичні імплантати з органічними геометріями або лопаті турбін зі складними профілями аеродинамічних поверхонь за одну операцію. Сучасні багатофункціональні верстати навіть поєднують можливості фрезерування й токарної обробки, забезпечуючи безперервну координацію між обертанням інструменту та обертанням заготовки.
Порівняння процесів на один погляд
Вибір правильного процесу залежить від геометрії вашої деталі, обсягу виробництва, властивостей матеріалу та вимог до точності. Це порівняння допоможе вам оцінити, який підхід найкраще відповідає потребам вашого конкретного проекту:
| Тип процесу | Найкраще застосування | Типові допуски | Рівень складності |
|---|---|---|---|
| Фрезерування на ЧПК-верстатах (3 осі) | Плоскі поверхні, кармані, пази, прості тривимірні контури | ±0,001"–±0,005" (±0,025–±0,127 мм) | Низька до середньої |
| Турнірна обробка CNC | Циліндричні деталі, валів, втулок, різьбових компонентів | ±0,001"–±0,005" (±0,025–±0,127 мм) | Низька до середньої |
| 5-вісне фрезерування | Складні аерокосмічні деталі, лопатки турбін, медичні імплантати | ±0,0005"–±0,002" (±0,013–±0,051 мм) | Високий |
| Фрезерно-токарні центри | Деталі, що вимагають одночасно циліндричних і призматичних елементів | ±0,001"–±0,003" (±0,025–±0,076 мм) | Середній до високого |
Під час завантаження вашого проекту на онлайн-платформу система розрахунку ціни зазвичай аналізує його геометрію та рекомендує відповідний технологічний процес. Однак розуміння цих відмінностей дає змогу оптимізувати ваш дизайн з урахуванням технологічності виготовлення, а також передбачити, як вибір процесу вплине на вартість і терміни виконання замовлення.
Маючи чітке уявлення про доступні процеси механічної обробки, наступним важливим кроком є вибір відповідного матеріалу з урахуванням вимог вашого застосування.
Як вибрати правильні матеріали для CNC-обробки
Ви вже обрали процес обробки. Тепер настає не менш важливе рішення: з якого матеріалу має бути виготовлена ваша деталь? Вибір правильного матеріалу — це не просто позначення пункту в замовленні. Це безпосередньо впливає на те, як ваша деталь поводитиметься під навантаженням, стійкість до корозії, здатність витримувати екстремальні температури й, врешті-решт, визначає успіх проекту.
У чому складність? Більшість онлайн-платформ надають вам довгий перелік варіантів матеріалів, не пояснюючи, коли слід обрати один із них замість іншого. Ви бачите алюміній, сталь, латунь, делрін, нейлон та десятки інших матеріалів. Але який із них найкраще відповідає вашим конкретним вимогам до застосування?
Давайте створимо практична рамка для вибору матеріалів враховуючи те, що ваша деталь має реально виконувати.
Підбір матеріалів відповідно до механічних вимог
Перш ніж переглядати каталоги матеріалів, почати варто з простого запитання: в яких умовах ваша деталь буде працювати в реальних умовах експлуатації? Згідно з експертами з виробництва компанії Protolabs, визначення пріоритетів ваших вимог — від обов’язкових до бажаних — швидко звужує варіанти вибору до розумної кількості.
Розгляньте такі чинники під час оцінки матеріалів:
- Механічне навантаження: Чи буде ваша деталь піддаватися значним навантаженням, ударним навантаженням або циклічним напруженням?
- Вплив середовища: Чи є проблемою вплив вологи, високої вологості або контакту з хімічними речовинами?
- Діапазон температур: Чи буде деталь працювати поблизу джерел тепла або в умовах замерзання?
- Обмеження за вагою: Чи вимагає ваше застосування легких компонентів?
- Вимоги до поверхні: Чи потрібні вам гладкі поверхні, захист від корозії або певні естетичні характеристики?
- Чутливість до вартості: Який у вас бюджет на сировину порівняно з компромісами між вартістю та експлуатаційними характеристиками?
Після того як ви чітко визначите ці пріоритети, вибір матеріалу стає логічним процесом, а не спробою вгадати.
Вибір металу за межами базових знань
Метали залишаються основою точного фрезерування на ЧПК. Але ствердження про те, що вам потрібні «металеві деталі», — це те саме, що сказати: «мені потрібен транспорт». Конкретний вибір має надзвичайно велике значення.
Алумінієвими сплавами алюмінієві сплави домінують у замовленнях на онлайн-фрезерування на ЧПК з поважних причин. Вони обробляються швидко, природно стійкі до корозії й мають чудове співвідношення міцності до ваги. Алюмінієвий сплав 6061 забезпечує гарну загальну продуктивність для типових застосувань, тоді як сплав 7075 має вищу міцність і використовується в авіаційних та конструкційних компонентах. Обидва сплави піддаються анодуванню для підвищення довговічності або хроматному покриттю для поліпшення зовнішнього вигляду.
Варіанти сталі включають низьковуглецеві марки для загального виробництва та нержавіючі сталі для стійкості до корозії. Якщо ваша деталь працює у вологому середовищі або в умовах хімічно агресивного впливу, нержавіюча сталь запобігає утворенню іржі та деградації. Компроміс? Сталь обробляється повільніше, ніж алюміній, і має значно більшу вагу.
Латунь і бронза відзначаються в застосуваннях, що вимагають низького коефіцієнта тертя та відмінної оброблюваності. Обробка бронзи дозволяє отримувати деталі, ідеальні для втулок, підшипників та декоративної фурнітури. Компоненти з бронзи, виготовлені методом ЧПУ, надзвичайно стійкі до зносу в умовах ковзання. Ці сплави міді також мають природні антибактеріальні властивості, що робить їх придатними для медичного та харчового обладнання.
Титан забезпечує найкраще співвідношення міцності до ваги разом із винятковою стійкістю до корозії. У галузях авіації та медицини титан часто використовують, незважаючи на його вищу вартість та повільніші швидкості обробки. Якщо економія ваги та біосумісність є критичними вимогами, титан виправдовує свою вищу ціну.
Інженерні пластмаси для точних застосувань
Коли метал є надмірним рішенням, інженерні пластики забезпечують точну продуктивність при меншій вазі та нижчій вартості. Проте пластики поводяться інакше, ніж метали, як під час механічної обробки, так і в експлуатації.
Що таке Delrin? Також відомий як ацеталь або поліоксиметилен (POM), матеріал делрін вирізняється винятковою стабільністю розмірів і оброблюваністю. Згідно з експертами з точного механічного оброблення, пластик делрін легко витримує жорсткі допуски, оскільки його низьке поглинання вологи забезпечує збіжність між заданими та отриманими розмірами. Він утворює чисті стружки, працює при низьких температурах і забезпечує гладку поверхню безпосередньо після обробки інструментом, що мінімізує необхідність додаткової обробки.
Делрін особливо добре підходить для виготовлення точних зубчастих коліс, втулок, компонентів клапанів та будь-яких інших деталей, де потрібна висока точність розмірів у середовищах, що можуть бути вологими.
Нейлон для обробки нейлон має кращу міцність і ударну стійкість порівняно з делріном. Він краще витримує високі температури: марки нейлону зі скловолокном здатні працювати при постійних температурах близько 120–130 °C, тоді як гранична температура для делріну становить 100–110 °C. Проте нейлон поглинає вологу з повітря, що з часом змінює його розміри. Ця гігроскопічна поведінка робить нейлон більш придатним для застосувань, де важливішою є ударна стійкість, ніж жорсткі розмірні допуски.
Полікарбонат ПК забезпечує виняткову оптичну прозорість у поєднанні з високою ударною міцністю. Якщо ваша деталь потребує прозорості або має витримувати раптові удари, полікарбонат перевершує більшість альтернативних матеріалів. Він добре обробляється на верстатах, але вимагає ретельного контролю температури, щоб запобігти плавленню або тріщинам.
Акрил має чудові оптичні властивості та стійкість до атмосферних впливів за нижчою ціною порівняно з полікарбонатом. Його легко обробляти, а поверхня добре полірується до кристальної прозорості. Проте акрил є більш крихким і менш стійким до ударів, ніж полікарбонат, тому вибір матеріалу залежить від конкретних вимог щодо навантажень.
ПЕК (поліефір-ефір-кетон) — це матеріал інженерних пластмас високого класу. Він витримує екстремальні температури, агресивні хімічні речовини та значні механічні навантаження. PEEK часто використовується в авіакосмічній та медичній галузях, незважаючи на його високу вартість.
Матриця вибору матеріалу
Використовуйте це порівняння для оцінки матеріалів з урахуванням вимог вашого проекту. Пам’ятайте, що оброблюваність впливає як на вартість, так і на терміни виготовлення, а відносна вартість впливає на ваші рішення щодо бюджету:
| Матеріалу | Ключові властивості | Зазвичай застосовуються | Оцінка оброблюваності | Відносний рівень вартості |
|---|---|---|---|---|
| Алюміній 6061 | Легкий, стійкий до корозії, має хорошу міцність | Загальні механічні деталі, кронштейни, корпуси | Відмінними | Низькими, |
| Алюміній 7075 | Висока міцність, легкий, авіаційного класу | Конструктивні елементи, авіаційні деталі | Дуже добре | Середній |
| Нержавіюча сталь 304 | Стійкий до корозії, міцний, гігієнічний | Обладнання для харчової промисловості, медичні прилади, морські деталі | Середня | Середній |
| Латунь | Низьке тертя, чудова оброблюваність, декоративний | Фітинги, з’єднувачі, декоративна фурнітура | Відмінними | Середній |
| Бронза | Стійкий до зношування, з низьким тертям, самозмащувальний | Втулки, підшипники, ковзні елементи | Відмінними | Середній-Високий |
| Титановий сплав 5 | Найвищий показник міцності до ваги, біосумісний | Аерокосмічна промисловість, медичні імплантати, компоненти для автоперегонів | Складними | Високий |
| Делрін (ацеталь) | Розмірна стабільність, низьке водопоглинання | Точні зубчасті колеса, компоненти клапанів, втулки | Відмінними | Низький-Середній |
| Нейлон 6/6 | Висока ударна міцність, стійкість до високих температур, висока твердість | Конструктивні деталі, зносо-стійкі компоненти, корпуси | Добре | Низькими, |
| Полікарбонат | Оптична прозорість, висока ударна міцність | Прозорі кришки, захисні щити, лінзи | Добре | Середній |
| Акрил | Оптична прозорість, стійкість до атмосферних впливів, можливість полірування | Вітрини, інформаційні таблички, декоративні елементи | Дуже добре | Низькими, |
| ПЕК | Стійкість до екстремальних температур та хімічних речовин | Аерокосмічна промисловість, медицина, хімічна переробка | Середня | Дуже високий |
Матеріали для прототипування: ключові аспекти
Якщо ви створюєте прототипи деталей, які згодом будуть виготовлятися методом лиття під тиском, врахуйте можливість використання для механічно оброблених прототипів тих самих матеріалів, що й у серійному виробництві. Як зазначають експерти з виробництва, використання однакової смоли для механічно оброблених прототипів та для серійних деталей, отриманих литтям під тиском, забезпечує аналогічну поведінку прототипів і кінцевих виробів.
Поширені формувальні смоли, такі як АБС, ацеталь, ПЕЕК і нейлон, доступні у вигляді блоків для механічної обробки. Таке узгодження забезпечує, що результати випробувань прототипів точно передбачають поведінку серійних деталей.
Вибір матеріалу безпосередньо впливає не лише на експлуатаційні характеристики деталей, а й на витрати та строки виробництва. Коли ви визначилися з матеріалом, розуміння повного процесу замовлення допоможе вам ефективно пройти шлях від проектного файлу до готових деталей.

Повний онлайн-процес замовлення ЧПУ
Ви вибрали процес обробки та підібрали потрібний матеріал. Що далі? Для новачків у сфері онлайн-послуг ЧПУ процес замовлення може здаватися загадковим. Що відбувається після натискання кнопки «завантажити»? Через який час ви отримаєте цінову пропозицію? Коли ваші деталі фактично будуть відправлені?
Хороша новина полягає в тому, що сучасні платформи оптимізували цей процес до передбачуваних, прозорих етапів. Згідно з керівництвом Xometry щодо виробничого процесу, шлях від файлу проекту до готових деталей, виготовлених на верстатах з ЧПУ, проходить у логічній послідовності, що усуває невизначеність у процесі виготовлення на замовлення.
Розглянемо кожен етап, щоб ви точно знали, чого очікувати.
Підготовка ваших CAD-файлів до завантаження
Ваш досвід замовлення починається задовго до того, як ви відвідаєте платформу. Правильна підготовка файлів запобігає затримкам і забезпечує точне цитування.
Більшість онлайн-платформ ЧПУ приймають такі стандартні формати файлів:
- STEP (.stp, .step): Промисловий стандартний формат для тривимірних моделей, що зберігає геометрію та дані про елементи в різних CAD-системах
- IGES (.igs, .iges): Старіший, але широко сумісний формат, придатний для поверхневої та об’ємної геометрії
- STL (.stl): Використовується переважно для 3D-друку, але деякі платформи приймають його також для простіших геометрій
- Власні формати CAD: Деякі сервіси безпосередньо приймають пропрієтарні формати, такі як SolidWorks, Inventor тощо
Перед завантаженням двічі перевірте свою модель на типові проблеми. Чи всі елементи визначені коректно? Чи видалено допоміжну геометрію чи внутрішні ескізи, які можуть ускладнити автоматичний аналіз? Чи збережено вашу модель як суцільне тіло, а не як поверхневу модель?
П’ять хвилин, витрачені на перевірку файлу, заощаджують години зворотного зв’язку в подальшому.
Розуміння процесу миттєвого розрахунку вартості
Саме тут онлайн-платформи справжньо відрізняються від традиційних механічних майстерень. Замість того щоб чекати дні на ручну оцінку, ви отримуєте ціни протягом кількох секунд.
Як працює миттєве цитування? Алгоритми платформи автоматично аналізують завантажену вами геометрію. Вони розраховують об’єм матеріалу, виявляють складні елементи, оцінюють час механічної обробки та враховують ваші вимоги щодо точності й обробки поверхні. Результатом є детальна комерційна пропозиція з ціною за одиницю виробу, варіантами термінів виконання замовлення та загальною вартістю проекту.
Під час перегляду вашої комерційної пропозиції зверніть увагу на такі пункти:
- Ціна за одиницю порівняно зі знижками за кількістю: Зазвичай більші замовлення зменшують вартість одного виробу
- Варіанти термінів виконання замовлення: Прискорене виробництво коштує дорожче, але забезпечує швидшу доставку
- Підбір матеріалу та обробки: Переконайтеся, що ці параметри відповідають вашим вимогам
- Вимоги до допусків: Суворіші допуски збільшують час і вартість механічної обробки
Багато платформ дозволяють вам змінювати параметри й у реальному часі бачити, як змінюється ціна. Потрібен прототип ЧПУ швидше? Оберіть прискорену доставку. Бажаєте знизити вартість? Розгляньте можливість послаблення необов’язкових допусків або вибору більш легкообробного матеріалу.
Від підтвердження замовлення до доставки до дверей
Після схвалення вами комерційної пропозиції та сплати замовлення потрапляє в виробничу чергу. Розуміння кожного етапу допомагає вам передбачити терміни виконання й ефективно спілкуватися з постачальниками.
Повний робочий процес для виготовлених на замовлення механічних деталей, як правило, відбувається в такій послідовності:
- Аналіз конструкції на технологічність (DFM): Інженери аналізують ваш дизайн щодо можливих виробничих проблем. Вони можуть вказати на елементи, які важко обробляти, запропонувати зміни для зниження вартості або запросити уточнення щодо неоднозначних технічних вимог. Такий аналіз, як правило, завершується протягом 24–48 годин.
- Підтвердження замовлення та планування: Після схвалення DFM ваше замовлення отримує підтверджене виробниче вікно. Вам надсилають повідомлення про очікувану дату завершення виробництва з урахуванням потужностей виробничого цеху та обраного вами терміну виконання.
- Джерела матеріалів: Виробник забезпечує вказані вами матеріали. Поширені матеріали на складі, наприклад алюміній 6061, відправляються зі складу негайно. Спеціальні матеріали або матеріали нестандартних розмірів можуть вимагати додаткового часу на поставку.
- Програмування та налагодження: Програмісти ЧПК створюють траєкторії інструменту, оптимізовані для геометрії вашої деталі. Оператори верстатів підготовлюють пристрої для кріплення заготовок і вибирають відповідні різальні інструменти. Ця робота «за кulisами» забезпечує відповідність ваших деталей, виготовлених на верстатах з ЧПК, заданим специфікаціям.
- Виробниче оброблення: Ваші оброблені деталі набувають остаточної форми під час виконання програмованих операцій на верстатах з ЧПК. Залежно від складності, для виготовлення всіх елементів однієї деталі може знадобитися кілька установок або різні типи верстатів.
- Контроль якості: Готові деталі проходять перевірку розмірів відповідно до ваших специфікацій. Інспекція може включати вимірювання за допомогою КВМ (координатно-вимірювальної машини), перевірку шорсткості поверхні та візуальний огляд. Деталі, що не відповідають вимогам інспекції, бракуються й виготовлюються заново.
- Оздоблювальні операції: Якщо ви вказали додаткові види оздоблення, такі як анодування, металізація або порошкове фарбування, деталі надсилаються на етап оздоблення після схвалення результатів механічної обробки. Ці процеси збільшують термін виготовлення, але забезпечують покращений зовнішній вигляд або захист від корозії.
- Упаковка та доставка: Схвалені деталі отримують захисну упаковку, відповідну їхньому матеріалу та геометрії. Ви отримуєте інформацію для відстеження й розрахункову дату доставки.
- Доставка та документація: Ваше замовлення на CNC-прототипування або серійне виробництво надходить разом із будь-якою запитаною документацією, зокрема звітами про перевірку, сертифікатами матеріалів або сертифікатами відповідності.
Що слід очікувати новим користувачам
Якщо ви вперше замовляєте механічні деталі онлайн, кілька практичних порад полегшать цей процес:
- Почніть із простої деталі: Ваше перше замовлення не повинно бути найскладнішим за конструкцією. Простий компонент допоможе вам освоїти робочий процес платформи без зайвого навантаження.
- Активно спілкуйтеся: Якщо інженери під час аналізу DFM поставлять уточнюючі запитання, відповідайте оперативно. Затримки в комунікації подовжують термін виконання замовлення.
- Перегляньте варіанти інспекції: Дізнайтеся, яку документацію щодо якості вам потрібно надати до замовлення. Додавання вимог щодо інспекції після виробництва призводить до затримок.
- Відстежуйте своє замовлення: Більшість платформ надають оновлення статусу в реальному часі. Регулярна перевірка ходу виконання допомагає передбачити термін поставки та спланувати подальші етапи робіт.
Повний процес — від завантаження файлів до доставки — зазвичай триває від 3 до 15 робочих днів, залежно від складності деталі, доступності матеріалів та обраного терміну виготовлення. Прискорені послуги можуть скоротити цей термін до одного дня для простих алюмінієвих компонентів.
Маючи чітке уявлення про робочий процес замовлення, наступним кроком є визначення відповідних допусків, які забезпечують баланс між вимогами до точності та витратами на виробництво.
Розуміння допусків та рівнів точності у CNC
Ви завантажили свій дизайн, вибрали матеріали та переглянули розрахунок вартості. Однак один параметр може кардинально вплинути як на вартість, так і на функціональність: допуски. Якщо вони надто великі, деталі можуть не збігатися між собою. Якщо ж вони надто жорсткі — ви можете без потреби подвоїти або потроїти витрати на виробництво.
Отже, який рівень допусків вам дійсно потрібен? Відповідь повністю залежить від того, яку функцію має виконувати ваша деталь у реальних умовах експлуатації.
Стандартні та жорсткі вимоги до допусків
Згідно з галузевими стандартами, типові допуски при фрезеруванні на ЧПУ становлять близько ±0,005" (±0,127 мм). Для порівняння: це приблизно в 2,5 раза більше за товщину людського волоса. Більшість застосувань працюють ідеально в межах цього діапазону.
Ось практичне запитання, яке варто собі поставити: що станеться, якщо цей розмір зміниться на ±0,1 мм? Якщо ваша відповідь — «нічого критичного», то типових допусків вам буде цілком достатньо. Жорсткіші допуски застосовуйте лише для тих елементів, які справді вимагають їх.
Послуги точного фрезерування на ЧПУ можуть забезпечити значно жорсткіші допуски, коли це необхідно:
- Стандартні допуски (±0,005″ / ±0,127 мм): Придатні для загальних механічних частин, крантів та корпусів
- Точність допустимого відступу (±0,002" / ±0,05 мм): Потрібні для поверхні з'єднання і інтерфейсів з'єднання
- Швидкі термінові відсутності (± 0,001" / ± 0,025 мм): Необхідний для підшипників сидінь, уплотнювальних поверхнь і розсувних механізмів
- Ультратихічні відпущення (± 0,0001 "/ ± 0,0025 мм): Зарезервовані для оптичних компонентів та критичних аерокосмічних застосувань
Яка толерантність для дір у нитках конкретно? Специфікації ниток слідують стандартизованим класам (2B для більшості застосувань, 3B для точних приладів) замість лінійних толеранцій. Ваша платформа повинна автоматично застосовувати відповідні терміноподібності на основі вашого класу натяку.
Коли точність справді має значення
В певних ситуаціях дуже важливі строгі термінології. Згідно з аналізом витрат на виробництво, ви повинні вказати точність тільки для:
- Частини, які повинні бути чітко з'єднані (шахти, що з'єднуються з корпусами, інтерфейси з'єднань)
- Ущільнювальні поверхні, де неможливе виникнення протікань (пази для прокладок, канавки для кілець O-тип)
- Рухомі компоненти, що потребують плавної роботи (гнізда підшипників, ковзні механізми)
- Критичні несучі інтерфейси в конструкційних зборках
Витратні наслідки є значними. Вартість точного механічного оброблення деталей із допусками ±0,001″ зазвичай у 3–4 рази перевищує вартість оброблення за стандартними допусками. Ультраточні специфікації з допусками ±0,0001″ можуть збільшити витрати в 10–24 рази. Ці коефіцієнти пов’язані зі зниженням швидкості різання, необхідністю спеціалізованого обладнання, роботою в клімат-контрольованих приміщеннях та тривалими процедурами перевірки за допомогою координатно-вимірювальних машин (КВМ).
Терміни виготовлення збільшуються пропорційно. Стандартні деталі поставляються протягом 5–7 днів, тоді як деталі з жорсткими допусками можуть вимагати 10–14 днів для ретельного механічного оброблення та верифікації.
Класи допусків та їх застосування
Розуміння класів допусків допомагає вам визначати відповідний рівень точності без надмірного проектування. У цьому порівнянні показано, що забезпечує кожен рівень та коли його слід застосовувати:
| Рівень допуску | Типовий діапазон | Застосування | Вплив на витрати |
|---|---|---|---|
| Стандартних | ±0,005" (±0,127 мм) | Загальні механічні деталі, кронштейни, некритичні елементи | Базовий рівень |
| Точність | ±0,002" (±0,05 мм) | Поверхні з’єднання, монтажні інтерфейси, функціональні посадки | збільшення на 1,5–2 рази |
| Закрито | ±0,001" (±0,025 мм) | Посадочні місця підшипників, ущільнювальні поверхні, ковзні компоненти | збільшення в 3–4 рази |
| Ультра-жорсткі | ±0,0001″ (±0,0025 мм) | Оптичні компоненти, критичні для аерокосмічної галузі інтерфейси, вимірювальне обладнання | у 10–24 рази більше |
Властивості матеріалу також впливають на досяжні допуски. Згідно з дослідженнями у сфері точного механічного оброблення , алюмінієві сплави обробляються передбачувано й забезпечують можливість витримувати вузькі допуски, тоді як для обробки титану потрібні спеціалізовані різальні інструменти й знижені швидкості. Коливання температури впливають на всі матеріали, а коефіцієнти теплового розширення визначають, наскільки змінюються розміри деталей під час і після обробки.
Послуги з точного CNC-оброблення враховують ці змінні за допомогою контролю навколишнього середовища, спеціалізованих шпінделів та передових систем кріплення заготовок. Проте такі можливості мають високу вартість.
Починайте зі стандартних допусків на етапі прототипування. Звужуйте допуски лише для тих розмірів, які випробування довели як критичні для функціонування або збирання. Такий підхід зменшує витрати на 40–60 %, не впливаючи на експлуатаційні характеристики продукту.
Практична стратегія? Застосовуйте жорсткі допуски до 10–20 % розмірів вашої деталі, де функціональні вимоги вимагають високої точності. У решті випадків застосовуйте стандартні допуски. Такий цільований підхід забезпечує високоточне механічне оброблення там, де це дійсно важливо, і водночас дозволяє утримувати бюджет вашого проекту під контролем.
Навіть за наявності відповідних допусків певні рішення щодо конструкції можуть несподівано збільшити вартість механічної обробки. Розуміння цих поширених помилок допоможе уникнути дорогих несподіванок.

Конструкторські помилки, що збільшують вартість обробки на ЧПУ
Ви вказали відповідні допуски й обрали правильний матеріал. Ваша цінова пропозиція виглядає розумною. Але потім ви отримуєте зворотний зв’язок у рамках аналізу технологічності конструкції (DFM), у якому відзначено кілька конструкторських проблем, що призведуть до затримки терміну виконання на кілька днів і збільшать вартість проекту на сотні доларів.
Це звучить знайомо? Такі неприємні несподіванки виникають через поширені помилки в CAD-моделях, яких досвідчені інженери навчаються уникати. Згідно з експертами з виробництва компанії Geomiq дизайн безпосередньо впливає на час обробки, вартість та зусилля. Розуміння причин, чому певні елементи викликають проблеми, допомагає вам створювати деталі, які ефективно обробляються на верстатах ЧПК з самого початку.
Помилки проектування, що збільшують витрати
Коли ви завантажуєте проект у онлайн-сервіси ЧПК-обробки, автоматизовані системи аналізують вашу геометрію на придатність до виробництва. Певні елементи постійно призводять до зростання вартості або спрацьовують попередження про виробничі обмеження. Ось помилки, які найбільше впливають на ваш бюджет:
- Недостатня товщина стінок: Тонкі стінки вібрають під час обробки, що знижує точність і підвищує ризик руйнування. Інструмент або заготовка можуть згинатися або деформуватися, що зменшує досяжні допуски. Рекомендація: мінімальна товщина стінок — 0,8 мм для металів і 1,5 мм для пластмас. Для високих непідтримуваних стінок дотримуйтесь співвідношення ширини до висоти щонайменше 3:1, щоб забезпечити стабільність під час ЧПК-виготовлення.
- Гострі внутрішні кути: Циліндричні інструменти для різання фізично не можуть створювати гострі внутрішні кути 90 градусів. Радіус інструменту завжди залишає заокруглення (фаску) на внутрішніх кромках. Проектування гострих внутрішніх кутів змушує виробників використовувати поступово менші інструменти, що різко збільшує час обробки. Рішення: додайте внутрішні радіуси щонайменше на 30 % більші за радіус вашого інструменту для різання. Якщо діаметр вашого фрези становить 10 мм, проектуйте внутрішні кути з мінімальним радіусом 6,5 мм.
- Надто жорсткі допуски на некритичні елементи: Встановлення допусків ±0,001″ для всього виробу, тоді як лише поверхні з’єднання потребують високої точності, призводить до значного збільшення часу обробки й витрат на контроль. Стандартні операції ЧПУ за замовчуванням забезпечують точність ±0,13 мм (±0,005″). Жорсткі допуски слід застосовувати лише до розмірів, які справді впливають на функціонування виробу.
- Нестандартні розміри отворів: Стандартні свердла швидко та точно створюють отвори. Для нестандартних діаметрів потрібно використовувати фрези для поступового оброблення розміру, що значно збільшує тривалість циклу. При вказівці крізного отвору під болт діаметром 4 мм або аналогічний кріпильний елемент слід використовувати стандартні розміри отворів для зазору, які відповідають легко доступним інструментам.
- Надмірна глибина різьби: Міцність різьби концентрується у перших кількох витках зачеплення. Глибша нарізка різьби витрачає час на обробку без суттєвого збільшення тримальної сили. Обмежте глибину різьби максимально до трьох діаметрів отвору. У глухих отворах залиште ненарізану ділянку на дні довжиною, що дорівнює половині діаметра отвору.
- Глибокі порожнини з обмеженим доступом: Різальні інструменти мають обмежену досяжність — зазвичай 3–4 діаметри, після чого виникає помітне відхилення. Для обробки глибоких карманів потрібні довгі та тонкі інструменти, які вібрають і швидко зношуються. Проектуйте порожнини зі співвідношенням глибини до ширини не більше ніж 4:1 для ефективної механічної обробки.
Уникнення типових помилок при виробництві
Крім проблем, пов’язаних із геометрією, помилки у специфікаціях призводять до дорогостоячої плутанини під час виробництва. Зазначення різьби особливо ускладнює роботу при фрезеруванні або гравіруванні тексту.
Розгляньте специфікації різьби для труб. Для отвору з різьбою 1/4 NPT потрібні спеціальні комбінації свердел і метчиків, які відрізняються від стандартних машинних різьб. Аналогічно, різьба 3/8 дюйма для труб відповідає стандартам NPT і має конічний профіль, призначений для герметизації, а не для механічного кріплення. Згідно з довідковим посібником MISUMI щодо різьби NPT, такі конічні різьби створюють механічне ущільнення за рахунок взаємного укладання («клинового» ефекту), що часто посилюється застосуванням ущільнювальних матеріалів для різьби.
Неправильне вказання розмірів різьби 3/8 NPT призводить до поломки метчиків, поганої герметизації або повного переділання деталей. Завжди звертайтеся до стандартних таблиць різьб і вказуйте клас різьби (зазвичай NPT — для трубних з’єднань, UNC/UNF — для машинних гвинтів), замість того щоб робити припущення щодо того, що виробники зможуть вгадати ваш намір.
Поверхневі обробки також призводять до несподіваних витрат. Машини з ЧПУ виробляють за замовчуванням груботу поверхні близько 3,2 мкм Ra, що підходить для більшості механічних застосувань. Для визначення більш гладкої обробки (1,6 мкм або тонше) потрібні додаткові проходження, спеціалізовані інструменти або вторинні полірування. Визначте тільки вищі якості обробки поверхні для функціональних поверхні, таких як герметичної поверхні або підшипникових журналів, де грубота дійсно впливає на продуктивність.
Швидкі виправлення загальних помилок CAD
Перед завантаженням наступного дизайну, перевірте цей перелік, щоб виявити проблеми, які загостряють цитати:
- Перевірка товщини стіни: Перевірте, що всі стіни відповідають мінімальним рекомендаціям (0,8 мм металу, 1,5 мм пластику). Згустіть високі секції без опору.
- Додайте внутрішній радіус: Заміняйте всі гострий внутрішній кут на філе. Розмір радіуса на 30% більший, ніж у найменшого очікуваного ріжучого інструменту.
- Перегляньте виклики до стійкості: Застосовуйте жорсткі допустимі відхилення тільки на функціональних поверхнях паровання. В усіх інших місцях використовуються стандартні відпущення (± 0,13 мм).
- Перевірте розміри отворів: Зіставте діаметри отворів із стандартними таблицями розмірів свердел. У разі, коли точні розміри не є критичними, скоригуйте їх до найближчого стандартного значення.
- Обмежте глибину нарізання різьби: Максимальна довжина з’єднання з різьбою — 3× діаметр отвору. Додайте фаски на вході різьби, щоб запобігти перекручуванню різьби під час збирання.
- Спростіть глибокі елементи: Переробіть глибокі кармані для полегшення доступу інструменту. За можливості замість сліпих отворів використовуйте крізних отвори.
- Усуньте непотрібну складність: Видаліть чисто декоративні елементи, які збільшують тривалість механічної обробки, але не мають функціонального призначення. Декоративні візерунки, тиснення та гравірування тексту суттєво збільшують вартість виробництва.
- Вкажіть стандартні параметри шорсткості поверхні: За замовчуванням використовуйте значення 3,2 мкм Ra, якщо функціональні вимоги не вимагають більш гладкої поверхні.
Проведення п’ятнадцятихвилинного аналізу вашого проекту з урахуванням цих критеріїв, як правило, дозволяє знизити витрати на механічну обробку на 20–40 % та скоротити кількість ітерацій зворотного зв’язку за принципами DFM. Мета полягає не в обмеженні вашої проектної креативності, а в спрямуванні її на рішення, що забезпечують ефективне виробництво.
З урахуванням оптимізації конструкції для виробництва розуміння тих чинників, що впливають на терміни виконання замовлення, допомагає реалістично планувати проекти та виявляти можливості прискорення поставки.
Чинники, що впливають на терміни виконання замовлення, та способи прискорення поставки
Ви оптимізували свою конструкцію, обрали відповідний матеріал і вказали відповідні допуски. Тепер виникає питання, яке впливає на графік кожного проекту: через скільки часу ваші деталі фактично надійдуть? Під час пошуку токарних майстерень поблизу мене або оцінки онлайн-платформ розуміння чинників, що визначають терміни виконання замовлення, допомагає реалістично планувати проекти та виявляти можливості прискорення поставки.
Фруструюча реальність? Багато постачальників рекламують «швидке виконання замовлення», не пояснюючи змінні, які визначають, чи ваше конкретне замовлення буде відправлено протягом 3 днів чи 3 тижнів. Згідно з аналізом галузі від JLCCNC, тривалість циклу поставок безпосередньо впливає на задоволеність клієнтів та конкурентоспроможність на ринку. Давайте розглянемо, що насправді визначає термін виконання вашого замовлення, і як ви можете оптимізувати кожен із цих факторів.
Що насправді визначає термін виконання вашого замовлення
Коли ви подаєте замовлення на послуги фрезерування з ЧПУ онлайн, кілька змінних одночасно визначають дату вашої поставки. Розуміння кожного з цих факторів показує, де ви маєте контроль, а де існують обмеження:
- Доступність матеріалів: Зазвичай доступні на складі матеріали, такі як алюміній 6061 або латунь, відправляються зі складу негайно. Спеціальні сплави, незвичайні розміри або екзотичні матеріали можуть вимагати часу на закупівлю — від кількох днів до кількох тижнів. Вибір легко доступних матеріалів може значно скоротити терміни виконання вашого замовлення.
- Складність деталі та її геометрія: Складні конструкції з жорсткими допусками вимагають кількох операцій механічної обробки, заміни інструментів та ретельної підготовки. Згідно з дослідженнями у галузі виробництва, складні деталі з високими вимогами безпосередньо збільшують тривалість обробки. Спрощення несуттєвих елементів скорочує час циклу.
- Вимоги до допусків: Стандартні допуски (±0,005") оброблюються швидко за допомогою типових параметрів механічної обробки. Жорсткі допуски вимагають менших швидкостей подачі, додаткових проходів остаточної обробки та більш тривалого часу на перевірку. Кожен етап підвищеної точності додає до вашого графіку кілька годин.
- Оздоблювальні операції: Додаткові процеси, такі як анодування, нанесення покриття чи порошкове фарбування, додають 2–5 днів після завершення механічної обробки. Термічна обробка, пасивація або спеціалізовані покриття ще більше подовжують терміни виконання. Передбачте ці додаткові етапи при плануванні строків.
- Кількість замовлення: Одиничні прототипи часто відправляються швидше, ніж серійні партії, оскільки час на підготовку є домінуючим фактором для малих партій. Більші обсяги вимагають тривалого часу роботи верстатів, але після запуску вигідно використовують оптимізовані робочі процеси.
- Потужність постачальника: Навантаження на майстерні залежить від тижня та пори року. У періоди пікового навантаження терміни виконання замовлень збільшуються для всіх замовлень. Створення відносин із кількома майстернями з механічної обробки поблизу вас або онлайн-постачальниками надає вам альтернативи, коли потужності стають обмеженими.
Стратегії скорочення строків виконання
Ви не можете контролювати всі змінні, але стратегічні рішення на кожному етапі накопичуються й призводять до суттєвого скорочення часу. Ось як структурувати проекти для прискорення їх реалізації:
- Обирайте поширені матеріали: Алюміній 6061, нержавіюча сталь 304 та делрін є на складі більшості постачальників. Вказування цих матеріалів замість спеціальних марок усуває затримки, пов’язані з закупівлею. Якщо ваше застосування дійсно вимагає екзотичних матеріалів, замовте їх заздалегідь або розгляньте можливість звернення до місцевих майстерень з механічної обробки, де можуть бути наявні залишки таких матеріалів.
- Спростіть нетехнічні елементи: Проаналізуйте свій дизайн щодо надлишкової складності, яка не впливає на функціональність. Вилучення декоративних елементів, зменшення глибини карманів або послаблення допусків на поверхнях, що не мають спрямування, значно прискорює процес механічної обробки.
- Використовуйте стандартні розміри отворів: Нестандартні діаметри вимагають торцевого фрезерування замість свердлення, що збільшує тривалість циклу. Зверніться до стандартних таблиць свердел і скоригуйте отвори для зазору відповідно до наявного інструменту.
- Відокремте остаточну обробку від механічної обробки: Якщо вторинні види обробки призводять до затримок, розгляньте можливість замовлення спочатку необроблених деталей. Ви можете замовити анодування або нанесення покриття локально, тим часом виробництво наступних замовлень триватиме.
- Активно спілкуйтеся: Негайно відповідайте на запитання щодо DFM. Кожен день затримки у комунікації безпосередньо збільшує ваш час виконання замовлення. Надавайте повні технічні специфікації з самого початку, щоб уникнути багаторазових уточнень.
- Розгляньте паралельне забезпечення матеріалами: Для термінових проектів надсилайте запити на розрахунок вартості одночасно кільком місцевим послугам ЧПУ та онлайн-платформам. Порівняння реальних строків виконання замість рекламованих швидкостей дозволяє визначити постачальника, який справді зможе доставити товар найшвидше.
Поєднання швидкості, якості та вартості
Швидша доставка, як правило, коштує дорожче. Прискорені послуги, експрес-доставка та пріоритетне планування передбачають додаткову плату. Однак розумні компроміси дозволяють прискорити процес, не перевищуючи ваш бюджет.
Почніть із визначення справжнього терміну виконання замовлення. Якщо у вас є гнучкість у строках, стандартні строки виготовлення забезпечують таку саму якість за нижчою ціною. Коли терміни дійсно критичні, інвестуйте в прискорене виробництво, але шукайте можливостей для економії в інших напрямках. Зменшення вимог до неточностей у нетехнологічних параметрах, вибір більш оброблюваних матеріалів або спрощення процесу остаточної обробки компенсує додаткові витрати на прискорене виконання.
Згідно з дослідженнями Hubs щодо оптимізації конструкції, навіть незначні рішення у проектуванні суттєво впливають на тривалість механічної обробки. Глибина нарізання різьби, вимоги до шорсткості поверхні та вибір матеріалу впливають на те, наскільки швидко виробничі підприємства зможуть виготовити ваші деталі.
Найшвидший шлях до отримання готових деталей поєднує використання легко доступних матеріалів, технологічно доцільних конструкцій та чіткого спілкування. Ці фактори мають більше значення, ніж просто оплата прискореної послуги.
Чи працюєте ви з місцевими механічними майстернями чи альтернативами CNC-майстерень поблизу мене, чи скористаєтеся глобальними онлайн-платформами — застосовуються однакові принципи. Прозора комунікація щодо пріоритетів, реалістичні очікування щодо термінів виконання та стратегічні рішення у проектуванні посилюють один одного, забезпечуючи надійну й швидку доставку.
Розуміння факторів, що впливають на терміни виготовлення, підготує вас до ефективного планування. Однак перш ніж вирішити використовувати фрезерування з ЧПУ, варто розглянути, чи інші методи виробництва краще відповідають специфічним вимогам вашого проекту.
Фрезерування на ЧПК проти альтернативних методів виробництва
Ось щире запитання, яке більшість виробничих постачальників не поставлять вам: Чи є фрезерування з ЧПУ справді найкращим вибором для вашого проекту? Перш ніж витрачати час на отримання комерційних пропозицій та оптимізацію конструкції, розуміння того, коли альтернативні методи перевершують ЧПУ, допоможе вам зекономити гроші, час і уникнути роздратування.
Правда? Фрезерування з ЧПУ виправдовує себе в певних сценаріях, але є менш ефективним у інших. Згідно з дослідженням порівняльних технологій виробництва від компанії Protolabs, кожен процес має свої особливі переваги та обмеження. Розглянемо, коли варто розглядати друк на 3D-принтері, лиття під тиском або виготовлення виробів із листового металу замість замовлення послуг фрезерування з ЧПУ онлайн.
Критерії вибору між ЧПУ та 3D-друком
Коли варто вибрати 3D-друк замість фрезерування з ЧПУ? Відповідь залежить від складності геометрії вашого виробу, вимог до матеріалу та обсягу виробництва.
3D-друк є найкращим варіантом для швидких альтернатив прототипування з ЧПУ, якщо ваш дизайн передбачає:
- Складні внутрішні геометрії: Решітчасті структури, внутрішні канали та органічні форми, для обробки яких потрібне складне багатоосьове фрезерування або які взагалі неможливо обробити за допомогою традиційних методів
- Швидкі цикли ітерацій: Коли вам потрібно протестувати кілька варіантів конструкції за кілька днів замість тижнів
- Легкі конструкції: Деталі, оптимізовані для зменшення ваги за допомогою топологічної оптимізації, що створює внутрішні структури, які неможливо виготовити традиційними методами обробки
- Одиничні прототипи: Одиничні деталі, для яких витрати на налаштування ЧПУ перевищуватимуть ваш бюджет
Проте механічна обробка на верстатах з ЧПУ переважає 3D-друк у таких випадках:
- Відмінні механічні властивості: Метали та інженерні пластики, оброблені на верстатах з ЧПУ, забезпечують стабільну міцність, якої не може досягти послойне друкування
- Більш строгі допуски: ЧПУ-верстати зазвичай забезпечують точність ±0,001″, тоді як більшість 3D-принтерів мають труднощі з досягненням точності кращої за ±0,005″
- Специфічні вимоги до матеріалів: Якщо ваше застосування вимагає алюмінію 7075, титану або акрилу для обробки на верстатах з ЧПУ, адитивні технології пропонують обмежену кількість альтернатив
- Обсяги виробництва: При виготовленні понад 10–20 деталей вартість прототипування на верстатах з ЧПУ часто нижча на одиницю продукції, ніж при 3D-друку
Зокрема для застосувань, пов’язаних із обробкою акрилу на верстатах з ЧПУ, механічна обробка забезпечує оптично кращі результати порівняно з друкованими аналогами. Поліровані поверхні та розмірна точність, досяжні завдяки ЧПУ, значно перевершують те, що можуть запропонувати адитивні процеси для прозорих компонентів.
Коли лиття під тиском переважає ЧПУ
Лиття під тиском є лідером у масовому виробництві. Але починаючи з якої кількості доцільно переходити від ЧПУ до лиття під тиском?
Точка перетину зазвичай знаходиться в діапазоні від 500 до 1000 одиниць, залежно від складності та матеріалу. Нижче цього порогу фрезерування на ЧПК дозволяє уникнути витрат на дороге оснащення. Вище нього нижчі витрати на одну деталь у процесі ливарного формування швидко компенсують витрати на оснащення.
Розгляньте лиття під тиском, коли:
- Обсяги виробництва перевищують 1000 одиниць: Витрати на оснащення розподіляються між більшою кількістю одиниць, що значно знижує ціну за одну деталь
- Геометрія деталі підходить для ливарного формування: Однакова товщина стінок, кути виходу та прості вставки відповідають обмеженням процесу ливарного формування
- Важлива узгодженість матеріалу: Ливарне формування забезпечує виняткову повторюваність при виготовленні тисяч ідентичних деталей
- Передбачається тривале виробництво: Багаторічні серії виробництва продукції виправдовують первинні інвестиції в оснащення
Залишайтеся на фрезеруванні на ЧПК, коли:
- Дизайн все ще розвивається: Зміна файлу CAD не вимагає жодних витрат, тоді як зміна литтєвих форм коштує тисячі
- Кількість залишається меншою за 500: Інвестиції в оснастку ніколи не окупаються при низьких обсягах виробництва
- Потрібні металеві деталі: Лиття під тиском застосовується лише для пластмас і обмежено — у випадках лиття металів під тиском (MIM)
- Прототипне фрезерування перевіряє дизайн: Прототипи, виготовлені на CNC-верстатах із використанням матеріалів, що застосовуються у серійному виробництві, підтверджують працездатність до початку виготовлення оснастки
Цікаво, що багато успішних продуктів стратегічно використовують обидва методи. Прототипне фрезерування перевіряє дизайн із використанням справжніх матеріалів серійного виробництва, а потім лиття під тиском забезпечує масштабування після фіналізації дизайну. Згідно з Кейсами компанії Protolabs компанії, такі як Polarcool, використовували прототипи, виготовлені методом 3D-друку, перш ніж перейти до лиття під тиском для виробництва медичних пристроїв.
Листовий метал та спеціальні аспекти
Для корпусів, кріпильних кронштейнів та конструктивних компонентів виготовлення з листового металу часто перевершує фрезерування на ЧПУ за вартістю та термінами виготовлення. Лазерне різання, гнуття та зварювання дозволяють ефективно виготовляти функціональні деталі з плоского прокату порівняно з обробкою суцільних заготовок.
Обирайте листовий метал, коли ваш дизайн має:
- Переважно плоскі поверхні зі згинами
- Великі корпуси, де обробка суцільних заготовок призводить до втрат матеріалу
- Зварні збірки з кількох сформованих деталей
Для спеціальних матеріалів, таких як фрезерування бронзи або прототипування вуглецевого волокна, ЧПУ залишається обов’язковим. Бронзові компоненти для втулок і підшипників чудово обробляються на фрезерних верстатах, тоді як обробка композитів із вуглецевого волокна вимагає спеціального інструменту та систем видалення пилу, які забезпечують верстати з ЧПУ.
Порівняння методів виробництва
Це порівняння допоможе вам оцінити, який підхід справді відповідає вимогам вашого проекту до запиту цитат:
| Метод | Найкращий діапазон обсягів | Типовий термін виконання | Варіанти матеріалу | Ідеальні застосування |
|---|---|---|---|---|
| Обробка CNC | 1–500 деталей | 3-15 днів | Метали, інженерні пластики, композити | Точні деталі, функціональні прототипи, виробництво малими партіями |
| 3D-друк (FDM/SLA) | 1–50 деталей | 1-7 днів | Обмежений вибір пластмас, деякі метали — за допомогою технології DMLS | Складна геометрія, швидка ітерація, концептуальні моделі |
| Лиття під тиском | 500–1 000 000+ деталей | 4–8 тижнів (у тому числі виготовлення оснастки) | Термопластики, еластомери | Виробництво великими партіями, споживчі товари |
| Виготовленні з листового металу | 1–10 000 деталей | 5–14 днів | Сталь, алюміній, нержавійка, мідь | Корпуси, кронштейни, конструктивні компоненти |
Вибір правильного методу виробництва
Перш ніж вирішити, який процес використовувати, задайте собі такі запитання:
- Який загальний обсяг виробництва? Одиничні прототипи краще виготовлювати методом 3D-друку. Десятки або сотні — методом ЧПУ. Тисячі — методом лиття під тиском.
- Які властивості матеріалу є обов’язковими? Якщо потрібні спеціальні металеві сплави або експлуатаційні характеристики інженерного рівня, механічна обробка на верстатах з ЧПУ забезпечує те, чого не може надати друк.
- Наскільки стабільна моя конструкція? Еволюційні конструкції вигідно використовують гнучкість ЧПУ. Зафіксовані конструкції виправдовують інвестиції в оснастку.
- Які допуски потрібні для мого застосування? Точні посадки та критичні розміри вказують на необхідність використання ЧПУ або литих деталей з подальшою механічною обробкою.
Згідно з аналізом виробничих витрат компанії Modus Advanced, приблизно 70 % виробничих витрат визначаються на етапі проектування. Вибір правильного технологічного процесу на початку дозволяє уникнути дорогих коригувань у майбутньому.
Чесна відповідь? Онлайн-послуги ЧПУ-обробки чудово підходять для виготовлення точних компонентів у помірних кількостях із металів або інженерних пластиків. Коли ваш проект справді відповідає цьому профілю, онлайн-ЧПУ забезпечує непереверсену цінність. Якщо ж ні — дослідження альтернативних варіантів допоможе вам заощадити кошти й отримати кращі результати.
Для застосувань у регульованих галузях вибір методу виробництва також має враховувати вимоги щодо сертифікації та відповідності, які обмежують ваші можливості.
Галузеві сертифікації для авіаційної, медичної та автомобільної промисловості
Коли ваші деталі призначені для збірки літаків, хірургічних інструментів або шасі автомобілів, якість виробництва — це не просто побажання. Це регуляторне вимога. Вибір послуг ЧПУ-обробки онлайн для таких застосувань вимагає розуміння того, які сертифікації мають значення, що вони насправді гарантують та як перевірити відповідність постачальника до вимог перед розміщенням замовлення.
Чому це важливо для вас? Згідно з експертами з авіаційного виробництва, виконання суворих стандартів у галузях, де важлива безпека, є не просто бажаним — воно є обов’язковим. Деталі, що не відповідають вимогам сертифікації, відхиляються, проекти затримуються, а витрати стрімко зростають. Розуміння вимог щодо сертифікації заздалегідь запобігає таким дорогим несподіванкам.
Вимоги до відповідності при механічній обробці в авіаційній галузі
ЧПУ-обробка в авіаційній промисловості підпорядковується одним із найсуворіших стандартів якості у виробництві. Коли компоненти перебувають у польоті на висоті 30 000 футів, допускається нульова терпимість до дефектів матеріалу, розмірних похибок або невідповідностей у технологічних процесах.
Основним сертифікатом для обробки деталей у аерокосмічній галузі є AS9100. Цей стандарт ґрунтується на принципах системи управління якістю ISO 9001, але додає специфічні для аерокосмічної галузі вимоги щодо прослідковуваності, управління ризиками та контролю конфігурації. Згідно з галузевими даними, сертифікація за AS9100 надає документацію, що гарантує відповідність продуктів вимогам щодо безпеки, які встановлюють провідні аерокосмічні OEM-виробники перед тим, як розглядати будь-якого постачальника.
Ключові сертифікати для CNC-обробки деталей у аерокосмічних застосуваннях включають:
- AS9100: Основна система управління якістю в аерокосмічній галузі. Охоплює контроль документації, прослідковуваність партій, зобов’язання керівництва та постійне вдосконалення. Незалежні реєстратори проводять регулярні аудити для підтвердження відповідності.
- NADCAP: Обов’язковий для підприємств, що виконують спеціальні процеси, такі як термічна обробка, неруйнівний контроль та поверхневі обробки. Забезпечує гарантію того, що складні операції відповідають стандартам аерокосмічної галузі завдяки суворим контрольним спискам та періодичним оцінкам.
- Відповідність вимогам ITAR: Необхідно для деталей, пов’язаних із оборонною галуззю. Регулює контроль доступу до конфіденційних даних і вимагає реєстрації в Управлінні контролю за торгівлею засобами оборони (DDTC, Directorate of Defense Trade Controls). До міжнародних поставок застосовуються вимоги щодо експортного ліцензування та протоколів роботи з обмеженими даними.
- Схвалення, встановлені замовником: Крупні виробники обладнання (OEM), такі як Boeing і Airbus, підтримують унікальні програми для постачальників (наприклад, D1-4426 компанії Boeing) із додатковими протоколами аудиту та вимогами щодо подання PPAP.
Для інженерів, які шукують послуги механічної обробки в авіакосмічній галузі, перевірка цих сертифікатів до завантаження креслень запобігає затримкам у проекті. Запитайте поточну документацію щодо сертифікації та дати останнього аудиту. Протерміновані або очікуючі сертифікації можуть свідчити про прогалини у відповідності, що вплинуть на терміни вашої поставки.
Стандарти виготовлення медичних пристроїв
Медичне механічне оброблення вимагає точності, яка безпосередньо впливає на безпеку пацієнтів. За словами спеціалістів з виробництва медичного обладнання компанії Pinnacle Precision, навіть найменше відхилення розмірів медичного компонента може порушити функціональність, безпеку або відповідність пристрою. Ризики занадто великі, щоб застосовувати скорочені методи.
Основним сертифікатом для механічної обробки медичних виробів є ISO 13485. Цей стандарт встановлює вимоги до системи управління якістю, спеціально розроблені для виробництва медичних виробів, і охоплює контроль проектування, виробничі процеси та нагляд за продуктом після його введення на ринок. У Сполучених Штатах регуляторні вимоги FDA накладаються додатково до вимог відповідності стандарту ISO 13485.
Що робить послуги прецизійної механічної обробки критично важливими для медичних застосувань?
- Вимоги щодо біосумісності: Матеріали повинні мати сертифікати, що підтверджують їхню придатність для контакту з людською тканиною. Титан, нержавіюча сталь медичного класу та спеціалізовані полімери потребують документально підтверджених сертифікатів матеріалів.
- Документація щодо відстежуваності: Кожен компонент має мати зв’язок із номерами партій сировини, параметрами обробки та результатами перевірки. Повна прослідковуваність матеріалів забезпечує безперервне формування звітів у разі необхідності.
- Сумісність зі стерилізацією: Деталі повинні витримувати багаторазові цикли стерилізації без зміни розмірів або деградації поверхні. Вибір матеріалу безпосередньо впливає на доступні варіанти методів стерилізації.
- Специфікації чистоти поверхні: Хірургічні інструменти та імплантати повинні мати гладку, беззазубринну поверхню, щоб мінімізувати ризики контамінації та підвищити ефективність стерилізації.
Застосування точного механічного оброблення в медичних пристроях охоплює хірургічні інструменти, корпуси діагностичного обладнання, компоненти імплантатів та спеціальні кронштейни для пристроїв, адаптованих під конкретного пацієнта. Кожна категорія застосування має специфічні регуляторні вимоги, які обрана вами послуга точного механічного оброблення повинна розуміти й документувати.
Під час оцінки постачальників для проектів механічної обробки медичних виробів запитайте про їхню систему управління якістю, можливості інспекції та досвід роботи з продуктами, що регулюються FDA. Постачальники, які не знайомі з вимогами до відповідності у медичній сфері, часто недооцінюють потреби у документації, що призводить до тривалих і коштовних затримок у проектах.
Пояснення сертифікатів якості для автомобільної промисловості
Автомобільна промисловість базується на стандартизованих системах якості, які забезпечують надійну роботу компонентів у мільйонах автомобілів протягом десятиліть експлуатації. Згідно з аналізом якості в автомобільній галузі від Rochester Electronics , сертифікація IATF 16949 свідчить про зобов’язання забезпечувати високу якість, що сприяє залученню та утриманню клієнтів, а також підвищенню рівня якості продукції.
IATF 16949 є провідним стандартом управління якістю для постачальників автомобільної галузі у всьому світі. Цей сертифікат є обов’язковим для провідних автовиробників та оригінальних обладнавців (OEM), забезпечуючи конкурентну перевагу й одночасно гарантує, що компоненти відповідають жорстким вимогам до виробництва транспортних засобів.
Що гарантує сертифікат IATF 16949?
- Фокус на постійному вдосконаленні: Сертифіковані постачальники надають пріоритет постійному вдосконаленню, запобіганню помилкам та запобіганню дефектам замість того, щоб просто виконувати мінімальні вимоги.
- Культура «нульових дефектів»: Виробничі процеси проектуються так, щоб усунути різноманіття та запобігти виходу продукції з вадами до її надходження на збірні лінії.
- Застосування основних інструментів: Обов’язкові автомобільні інструменти, зокрема APQP (покращене планування якості продукції), PPAP (процес затвердження виробничих деталей), FMEA (аналіз видів та наслідків відмов), MSA (аналіз системи вимірювань) та SPC (статистичний контроль процесів).
- Підтримка тривалого життєвого циклу: Виробники транспортних засобів вимагають підтримки запасних частин для вторинного ринку протягом 15+ років після завершення виробництва. Сертифіковані постачальники зберігають можливості, що відповідають цим розширеним вимогам.
Для послуг точного оброблення на ЧПК, що використовуються в автомобільній промисловості, можливості статистичного контролю процесу (SPC) є обов’язковими. SPC забезпечує моніторинг параметрів виробництва в реальному часі й виявляє відхилення до того, як вони призведуть до виготовлення деталей, що не відповідають технічним вимогам. Такий проактивний підхід зменшує відходи, підвищує стабільність якості та демонструє дисципліну процесів, яку вимагають автовиробники (OEM).
Як приклад того, як виглядає сертифіковане автомобільне оброблення на практиці, Shaoyi Metal Technology підтримує сертифікацію IATF 16949, що базується на суворих можливостях статистичного контролю процесу (SPC). Їхній виробничий комплекс виготовляє компоненти з високою точністю з термінами виконання від одного робочого дня, забезпечуючи виробництво всього — від складних шасі до спеціальних металевих втулок. Ця поєднана перевага сертифікації, контролю процесів і швидкого виконання замовлень ілюструє потенціал серйозних автомобільних постачальників у роботі зі своїми клієнтами.
Чек-лист підтвердження сертифікації
Перш ніж обирати будь-якого постачальника для застосування в регульованих галузях, перевірте такі ключові елементи:
- Поточний статус сертифікації: Запитайте копії сертифікатів із зазначенням дати видачі та терміну дії.
- Історія аудитів: Дізнайтесь про недавні наглядові аудити та будь-які необхідні коригувальні заходи. Чиста історія аудитів свідчить про зрілість системи управління якістю.
- Обсяг сертифікації: Переконайтеся, що сертифікації охоплюють саме ті процеси, які потрібні вашому проекту. Підприємство, сертифіковане на фрезерування, може не мати сертифікатів на термічну обробку чи остаточну обробку.
- Досвід у галузі: Сама по собі сертифікація не гарантує експертності. Запитайте кейси або рекомендації від аналогічних застосувань у вашій галузі.
- Можливості щодо документації: У регульованих галузях потрібна обширна документація. Переконайтеся, що постачальники можуть надавати сертифікати на матеріали, звіти про перевірки та сертифікати відповідності у потрібному форматі.
Спочатку відчуття від проходження сертифікації може бути складним, але розуміння цих стандартів захищає ваші проекти від порушень вимог, що призводять до дорогостоячих затримок і повторної роботи. Незалежно від того, чи потрібна вам обробка деталей для авіаційної промисловості (для критичних для польоту компонентів), обробка медичних пристроїв (для поверхонь, що контактують з пацієнтами), чи автозапчастини, які відповідають вимогам IATF 16949, перевірка сертифікатів постачальників перед замовленням запобігає дорогостоячим несподіванкам на подальших етапах.
Після того як вимоги до сертифікації зрозумілі, останнім кроком є оцінка потенційних постачальників за кількома параметрами, щоб знайти правильного довгострокового партнера у сфері виробництва.
Вибір правильного онлайн-партнера з фрезерування на ЧПУ
Ви вже ознайомилися з процесами механічної обробки, вибором матеріалів, специфікаціями допусків та вимогами до сертифікації. Тепер настає рішення, яке об’єднує всі ці аспекти: вибір онлайн-постачальника послуг ЧПУ-обробки, який дійсно зможе виконати свої зобов’язання. Серед десятків платформ і тисяч машинобудівних майстерень, що конкурують за ваш бізнес, як відрізнити справжню компетентність від маркетингових заяв?
Відповідь полягає у системному оцінюванні, а не в інтуїтивних рішеннях чи виборі за найнижчою ціною. Згідно з дослідженнями у галузі виробництва, спосіб вибору постачальника послуг ЧПУ-обробки безпосередньо впливає на успішність проекту. Давайте створимо практичну методику для прийняття цього критичного рішення.
Оцінка онлайн-постачальників послуг ЧПУ
Коли ви шукатимете «послуги ЧПУ-обробки поруч ізі мною» або переглядатимете глобальні онлайн-платформи, варіанти можуть здаватися надмірними. Розбиття процесу оцінювання на конкретні категорії робить порівняння керованим і розкриває суттєві відмінності між постачальниками.
Почніть із цих фундаментальних запитань, перш ніж замовляти комерційні пропозиції:
- Відповідність технічних можливостей: Чи використовує постачальник обладнання, придатне для виготовлення ваших деталей? Багатоосьові верстати, спеціалізована експертиза у роботі з певними матеріалами та досяжні допуски мають відповідати вашим технічним вимогам. Уточніть типи верстатів, можливості шпінделя та максимальні габарити оброблюваних заготовок.
- Асортимент матеріалів та профільна експертиза: Чи здатний постачальник забезпечити та обробити вказані вами матеріали? Вийдіть за межі базових алюмінію та сталі й перевірте, чи має він досвід роботи зі спеціальними сплавами, інженерними пластиками або композитними матеріалами — якщо цього вимагає ваш проект. За даними спеціалістів з точного механічного оброблення, постачальники, що добре знайомі з вашими конкретними матеріалами, знають типові проблеми та вимоги нормативних документів, що економить вам час і уникне неприємностей.
- Сертифікація та відповідність вимогам: Для регульованих галузей підтвердіть, що поточні сертифікати відповідають вашим вимогам: AS9100 — для авіакосмічної галузі, ISO 13485 — для медичного обладнання, IATF 16949 — для автомобільної промисловості. Запитайте відповідну документацію та підтвердіть дати останніх аудитів.
- Прозорість цінових пропозицій: Чи вказано ціни з чітким розподілом витрат на механічну обробку, матеріали, остаточну обробку та доставку? Приховані витрати можуть свідчити про потенційні проблеми протягом усього співробітництва. Надійні постачальники перелічують етапи обробки та деталізують вартість, щоб уникнути неочікуваних платежів.
- Швидкість комунікації: Наскільки швидко вони відповідають на технічні запитання? Затримки під час підготовки комерційної пропозиції передбачають затримки й у процесі виробництва. Перевірте оперативність їхньої відповіді, перш ніж робити значні замовлення.
Ці базові критерії дозволяють відсіяти постачальників, які не здатні виконати ваші основні вимоги. Однак пошук послуг механічної обробки поруч ізі мною або спеціалізованих послуг ЧПУ-обробки, які справді відповідають вашим потребам, вимагає глибшої оцінки.
Показники якості, що мають значення
Обіцянки щодо якості мало що варті без систем, що забезпечують її стабільне досягнення. Оцінюючи потенційних партнерів, звертайте увагу на конкретні докази їхнього зобов’язання щодо якості, а не на маркетингові формулювання.
- Обладнання та можливості для контролю якості: Які інструменти метрології використовує постачальник? КММ (координатно-вимірювальні машини), оптичні компаратори та прилади для вимірювання шорсткості поверхні перевіряють відповідність деталей заданим специфікаціям. Запитайте про їхні протоколи інспекції та про те, чи інспекційні звіти надаються разом із поставками.
- Системи управління якістю: Сертифікат ISO 9001 забезпечує базову гарантію якості. Галузеві сертифікати додають додаткові рівні, відповідні вашому застосуванню. Запитайте короткі зведення з якісного управління, якщо ваш проект вимагає суворої документації.
- Методи контролю процесу: Статистичний контроль процесу (SPC) свідчить про зрілу дисципліну виробництва. Постачальники, які в режимі реального часу контролюють параметри виробництва, вчасно виявляють відхилення до того, як вони призведуть до виготовлення бракованих деталей. Такий проактивний підхід зменшує відходи й покращує стабільність якості протягом усього виробничого циклу.
- Історія співпраці та рекомендації: Запитайте кейси або рекомендації від клієнтів у подібних галузях застосування. Постачальники, які впевнені у своїх можливостях, охоче діляться історіями успіху. Вагання чи неможливість надати рекомендації свідчать про обмежений досвід у цій сфері.
- Підхід до вирішення проблем: Як вони поводяться з деталями, що не пройшли інспекцію? Авторитетні постачальники виготовляють дефектні компоненти заново без додаткової оплати та розслідують кореневі причини, щоб запобігти їх повторенню.
Показники якості мають особливе значення, особливо коли ви не можете особисто відвідати виробничі потужності. Онлайн-платформи, що обслуговують глобальних клієнтів, повинні демонструвати системи забезпечення якості, які компенсують відсутність особистого спілкування.
Масштабування від прототипу до виробництва
Ось стратегічний аспект, який багато покупців упускають з уваги: чи зможе ваш партнер з виготовлення прототипів масштабуватися до виробничих обсягів, коли ваш дизайн буде успішним? Згідно з дослідженням виробничих процесів , виготовлення прототипів у постачальника, який здійснюватиме серійне виробництво, забезпечує безперервний перехід до повномасштабного виробництва й зменшує потребу в коштовних коригуваннях або переобладнанні.
Чому це має значення? Зміна постачальника між етапами виготовлення прототипів та серійного виробництва створює ризики:
- Варіація процесів: Різні верстати, інструменти та налаштування забезпечують різні результати. Деталі, які ідеально працювали у вашого постачальника прототипів, можуть вимагати повторного проектування для обладнання серійного виробництва.
- Втрата знань: Уроки, засвоєні під час створення прототипів, залишаються у вашого первинного постачальника. Нові постачальники починають з нуля й потенційно повторюють уже вирішені проблеми.
- Затримки з кваліфікацією: У регульованих галузях може знадобитися повторна кваліфікація при зміні постачальників, що додасть до вашого графіку тижні або навіть місяці.
- Відбудова відносин: Шаблони комунікації, технічне розуміння та довіра потребують часу для формування з кожним новим постачальником.
Рішення? Зосередьте увагу на партнерах, здатних обслуговувати весь діапазон ваших обсягів від першого дня. Шукайте постачальників, які пропонують як швидке прототипування, так і масове виробництво зі стабільними системами забезпечення якості на всіх рівнях обсягів.
Наприклад, безперервні можливості масштабування, Shaoyi Metal Technology демонструє, як виглядає інтегрована послуга від створення прототипу до виробництва на практиці. Їхній сертифікований за стандартом IATF 16949 виробничий об’єкт виготовляє компоненти з високою точністю та строками виконання від одного робочого дня, забезпечуючи підтримку всього спектра процесів — від початкових прототипів до серійного виробництва автомобільних шасі та спеціальних металевих втулок. Цей поєднаний набір переваг — сертифікація, швидке виконання замовлень та масштабованість — ілюструє ключові характеристики, які слід враховувати при виборі партнера з виробництва.
Контрольний список оцінки партнера
Перш ніж обирати будь-який варіант фрезерування з ЧПУ поблизу мене або онлайн-платформу, ретельно проаналізуйте цю комплексну оцінку:
- Технічна відповідність: Можливості обладнання відповідають вимогам до ваших деталей щодо розміру, складності та точності
- Експертіза матеріалів: Доведений досвід роботи з вказаними вами матеріалами та відповідні знання у сфері обробки
- Відповідність сертифікацій: Діючі сертифікати, відповідні до вимог вашої галузі та конкретного застосування
- Прозора цінова політика: Чіткі, деталізовані розрахунки без прихованих платежів або неоднозначних структур вартості
- Швидкість комунікації: Швидкі та корисні відповіді на технічні запитання під час етапу оцінки
- Системи якості: Документовані процеси інспекції, відповідне метрологічне обладнання та сертифікати якості
- Контроль процесу: Статистичний контроль процесів або еквівалентний моніторинг для забезпечення стабільної якості виробництва
- Масштабованість: Здатність масштабуватися від прототипування до серійного виробництва без зміни постачальників
- Надійність термінів виконання: Історія дотримання оголошених термінів поставки та чітке повідомлення про зміни в графіку
- Післяпродажна підтримка: Політика гарантії, доступність технічної підтримки та процедури вирішення проблем
Систематичне проходження цього чек-листу запобігає поширеній помилці вибору постачальників лише за одним критерієм — наприклад, найнижчою ціною чи найкоротшим оголошеним терміном виконання замовлення. Найнижча ціна часто свідчить про компроміси з якістю, що згодом призводять до додаткових витрат на переділку та затримки. Найшвидша обіцянка може надходити від підприємства, яке бере на себе надмірні зобов’язання й не виконує їх.
Правильний фрезерувальник поруч із вами або онлайн-партнер повинен поєднувати кваліфікацію, якість, комунікативні навички та вигідні умови. Витратіть час на ретельну оцінку на початковому етапі, щоб побудувати виробниче партнерство, яке підтримуватиме ваші проекти протягом багатьох років.
Чи ви працюєте з місцевими центрами ЧПУ-обробки поруч із вами для безпосередньої співпраці, чи скористаєтеся глобальними онлайн-платформами для отримання конкурентних цін та потужностей — ці критерії оцінки застосовуються у всіх випадках. Мета полягає в тому, щоб знайти партнера, чиї можливості справді відповідають вашим вимогам, чиї системи забезпечення якості захищають ваші проекти та чия бізнес-модель дозволяє масштабування в міру зміни ваших потреб.
Вибір виробничого партнера впливає на кожен спільний проект. Робіть свідомий вибір, ретельно перевіряйте всі заяви та будуйте стосунки з постачальниками, які демонструють свою зацікавленість у вашому успіху через стабільну, високоякісну роботу, а не лише через переконливий маркетинг.
Поширені запитання щодо послуг ЧПУ-обробки в Інтернеті
1. Як працюють онлайн-послуги фрезерування з ЧПК?
Онлайн-послуги фрезерування з ЧПК працюють через цифрові платформи, де ви завантажуєте CAD-файли у форматах, таких як STEP або IGES, отримуєте миттєві розрахунки вартості на основі автоматизованого аналізу геометрії, обираєте матеріали та види обробки поверхонь, а потім відстежуєте виробництво до доставки. Платформа координує виробництво з сертифікованими операторами ЧПК, які виготовляють деталі згідно з вашими технічними вимогами. Більшість послуг доставляють точні компоненти протягом 3–15 робочих днів, а також надають опцію прискореної обробки для скорочення термінів виконання.
2. Які формати файлів підтримують онлайн-послуги фрезерування з ЧПК?
Більшість платформ приймають STEP (.stp, .step) як галузевий стандарт для тривимірних моделей, а також IGES (.igs, .iges) для поверхневої геометрії. Деякі послуги також приймають STL-файли для простіших геометричних форм і нативні CAD-формати з SolidWorks або Inventor. Файли STEP є переважними, оскільки вони зберігають повну геометрію та дані про елементи моделі в різних CAD-системах, забезпечуючи точні розрахунки вартості та виробництво.
3. Скільки коштує онлайн-обробка на ЧПУ?
Вартість обробки на ЧПУ залежить від вибору матеріалу, складності деталі, допусків, вимог до остаточної обробки та кількості замовлених одиниць. Деталі з алюмінію за стандартними допусками коштують менше, ніж компоненти з титану, які вимагають високої точності. Системи миттєвого розрахунку цін визначають вартість на основі об’єму матеріалу, часу обробки та складності підготовки обладнання. Знижки за кількістю значно зменшують вартість однієї деталі, а вибір поширених матеріалів, таких як алюміній 6061 або делрін, забезпечує конкурентоспроможну ціну.
4. Яких допусків можна досягти за допомогою онлайн-обробки на ЧПУ?
Стандартна обробка на ЧПУ забезпечує допуски ±0,005 дюйма (±0,127 мм) за замовчуванням, що достатньо для більшості механічних застосувань. Для прецизійної обробки досягаються допуски ±0,002 дюйма (±0,05 мм) — наприклад, для стикуючих поверхонь, а надто жорсткі допуски ±0,001 дюйма (±0,025 мм) використовуються для посадочних місць під підшипники та ущільнювальних поверхонь. Ультра-жорсткі допуски ±0,0001 дюйма доступні для авіаційних та оптичних компонентів, але суттєво збільшують вартість та терміни виготовлення.
5. Як обрати між фрезеруванням з ЧПУ та 3D-друку?
Оберіть фрезерування з ЧПУ, коли вам потрібні високі механічні властивості, жорсткі допуски менше ніж ±0,005 дюйма, спеціальні металеві сплави або інженерні пластики, або кількість деталей понад 10–20 штук. Оберіть 3D-друк для складних внутрішніх геометрій, швидких ітерацій у процесі проектування, легких решітчастих структур або окремих прототипів, де вартість підготовки обладнання з ЧПУ є домінуючою. Фрезерування з ЧПУ забезпечує стабільну міцність матеріалу, яку не може забезпечити послойний друк для функціональних деталей.