 Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —
Малі партії, високі стандарти. Наша послуга швидкого прототипування робить перевірку швидшою та простішою —

Штампування каркасів автосидінь: технології виробництва та тенденції зменшення ваги
Коротко
Штампування каркасів автосидінь — це процес точного виробництва, який використовує прогресивні технології штампування та передавальні матриці великої потужності (зазвичай 100–1200+ тонн) для виготовлення конструктивних елементів транспортних засобів із матеріалів підвищеної міцності. Оскільки автомобільна промисловість переходить до електромобілів (EV), основна увага змістилася до зменшення ваги — заміни традиційної сталі на високоміцну сталь (AHSS), алюміній та магнієві сплави, щоб збільшити дальність пробігу на одному заряді без погіршення рівня безпеки.
Сучасне виробництво каркасів сидінь уже не обмежується лише формуванням металу; воно вимагає інтеграції гнучких дротів, виготовлення труб та складних методів збирання, таких як лазерне зварювання. Для OEM-виробників і постачальників першого рівня успіх залежить від вибору правильного технологічного процесу — поєднання швидкості прогресивної штампування з ефективністю матеріалів у системах передавання — при одночасному дотриманні суворих стандартів безпеки, таких як FMVSS та IATF 16949.
Ключові технології: прогресивне та передавальне штампування
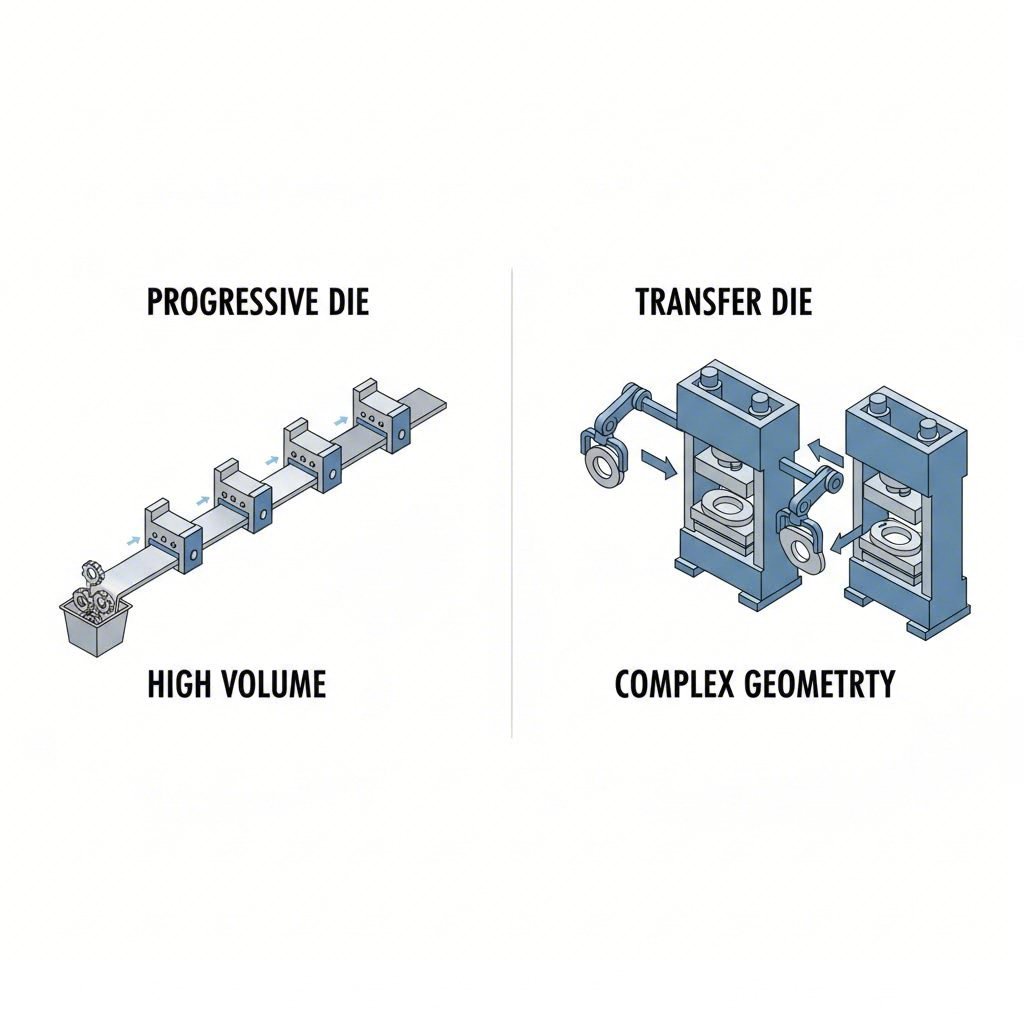
Вибір між прогресивною та передавальною штампувальною матрицею є основним інженерним рішенням у виробництві каркасів сидінь. Це рішення визначає витрати на оснащення, швидкість виробництва та складність деталей.
Прогресивне штампування є галузевим стандартом для високоволюмних, менших компонентів. У цьому процесі безперервна смуга металу подається через серію станцій у межах одного штампу. Кожний хід преса виконує різну операцію — різання, гинання, клеймлення — до тих пір, поки готова деталь відокремлюється від смуги на останній станції. Цей метод ідеальний для виробництва компонентів типу кілець для крісел-маятників, напрявних рейок та з'єднувальних кронштейнів де швидкість є пріоритетною.
Перенос штампування , натомість, необхідний для більших, глибших або складніших деталей, які не можуть залишатися приєднаними до смуги-носія. Тут механічні пальці або роботизовані руки переміщують окремі заготовки між різними штампувальними станціями. Цей метод зазвичай використовується для великих структурних елементів, таких як глибоковитягнуті пани сидінь, бічні рами та важкі підйомні елементи . Хоча цей процес повільніший порівняно з прогресивним штампуванням, він забезпечує більшу свободу для складних геометрій і зменшує відходи матеріалу — критичний фактор при роботі з дорогими легуваннями.
| Функція | Прогресивне штампування | Перенос штампування |
|---|---|---|
| Краще для | Малі та середні деталі (краплення, рейки, кільця) | Великі конструкційні деталі (сидіння, бічні рами) |
| Швидкість | Високий (постійна подача) | Середній (потрібне маніпулювання деталями) |
| Матеріальні відходи | Вищий (вимагає транспортувальний стрічковий носій) | Нижчий (оптимізоване розміщення) |
| Вартість інструментів | Висока початкова вартість | Зазвичай нижчий, але вартість преса вища |
| Складність | Обмежений приєднанням смуги | Висока геометрична гнучкість |
Інновації в матеріалах: прагнення до зменшення ваги
Необхідність збільшення запасу ходу електромобілів та зменшення викидів CO2 кардинально змінила підхід до вибору матеріалів для конструкцій сидінь. Виробники відмовляються від низьколегованих сталей на користь матеріалів із кращим співвідношенням міцності до ваги
Сталі підвищеної міцності (AHSS) та UHSS наразі є домінуючими. Марки, такі як подвійної фази (DP) та сталі з індукованою фазовим перетворенням пластичністю (TRIP), дозволяють інженерам використовувати тонші матеріали без втрати міцності при зіткненні. Технологічні лідери, такі як Proma Group, використовують запатентовані процеси штампування за один хід для формування цих складних матеріалів у міцні конструкції сидіння та спинки.
Сплави алюмінію та магнію є наступним етапом розвитку. Алюмінієві рами можуть забезпечити зниження ваги приблизно на 28% порівняно зі стальними, тоді як магнієві — до 35%. Однак ці матеріали створюють труднощі у виробництві, наприклад, збільшене пружне відновлення форми та необхідність спеціальних мастил. Подолання цих труднощів часто вимагає серводавильних пресів, які можуть програмно регулювати швидкість повзунка під час операції витягування, щоб запобігти утворенню тріщин.
Поза межами штампування: збирання та інтеграція компонентів
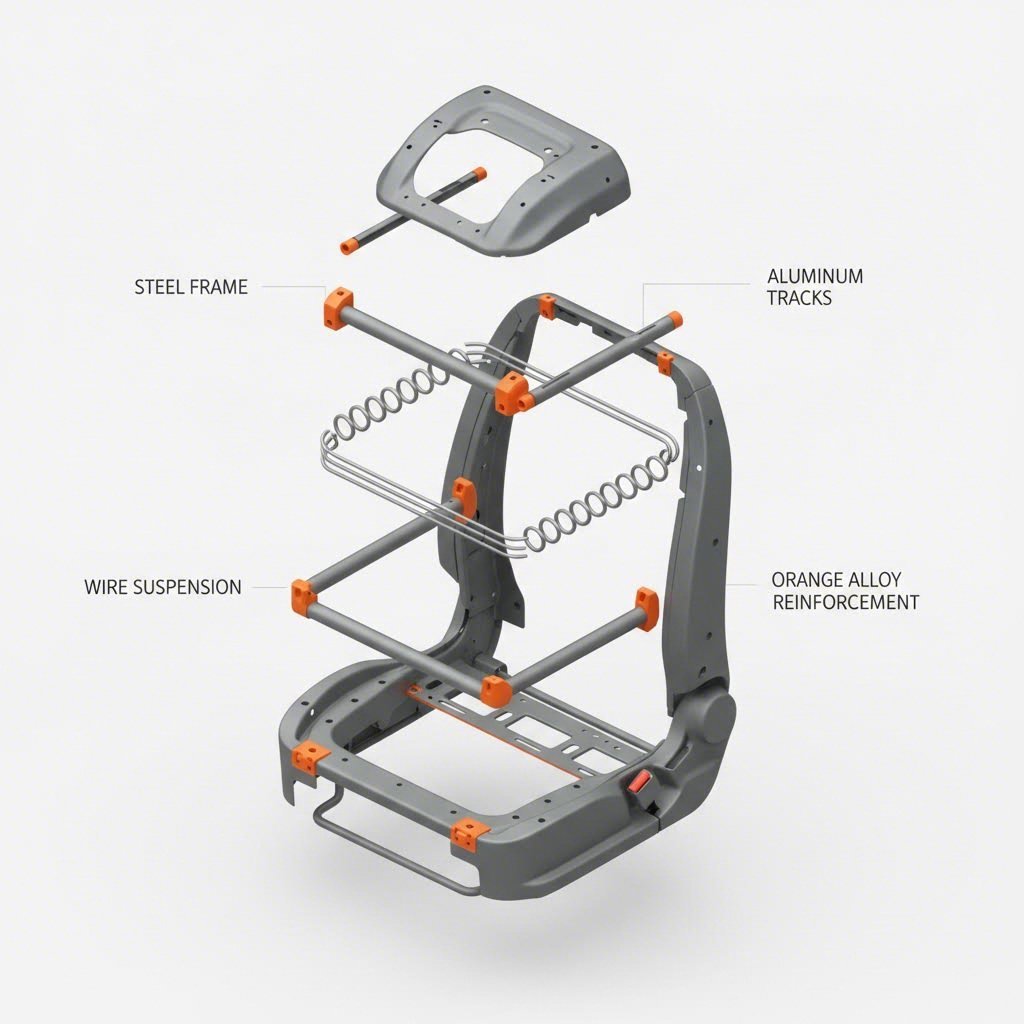
Штампована металева деталь рідко є кінцевим продуктом. Сучасне автомобільне сидіння вимагає поставки повністю інтегрованих збірок. Постачальники, такі як Guelph Manufacturing та Hatch Stamping, перетворилися на системних інтеграторів, поєднуючи штамповані компоненти з дротовими формами та трубчастими конструкціями.
- Гнуття труб та формування дроту: Каркаси сидінь часто базуються на зігнутих трубчастих рамах для спинок та дротових формах для підвісних матраців. Ці процеси мають бути синхронізовані з операціями штампування, щоб забезпечити точність прилягання.
- Технології з'єднання: Перехід на комбіновані матеріали (наприклад, з'єднання стальних рейок з алюмінієвими панелями) у деяких застосунках зробив традиційне точкове зварювання недостатнім. Виробники все частіше використовують Зварювання MIG, лазерне зварювання та механічне кріплення для забезпечення структурної цілісності між різнорідними металами.
- Інтеграція механізмів: Рама має містити складні електромеханічні системи, включаючи підіймальні гальма, ручні та електричні рейки сидіння та механізми нахилу точне штампування є критичним на цьому етапі; навіть відхилення на мікрон у сидінні можуть призвести до проблем із шумом, вібрацією та жорсткістю (NVH) у готовому автомобілі.
Контроль якості та оптимізація процесів
У застосунках, пов’язаних із безпекою, таких як автосидіння, запобігання дефектам є обов’язковим. Якість починається ще до того, як прес торкнеться металу. Точні розмотувальні машини, такі як ті, що описані компанією Henli Machine, відіграють важливу роль. Функції, як-от пневматичні притискні важелі та системи направляючих важелів, запобігають розтиску матеріалу та захищають поверхню стрічки від подряпин — дефектів, які можуть призвести до відбракування через косметичні недоліки або структурну втомлюваність матеріалу.
Скінченого елементного аналізу (SEA) є ще одним важливим інструментом, який використовують постачальники першого рівня для моделювання процесу штампування ще до виготовлення оснащення. Метод скінченних елементів (FEA) допомагає інженерам передбачити зменшення товщини матеріалу, зморшкування та пружне відновлення, дозволяючи компенсувати ці ефекти на етапі проектування матриць, а не вдаватися до трудомістких експериментів на виробничій дільниці.
Під час вибору виробничого партнера сертифікація є базовою вимогою. Звертайте увагу на постачальників, які мають IATF 16949 сертифікація, яка гарантує дотримання суворих стандартів управління якістю в автомобільній галузі. Крім того, здатність подолати розрив між розробкою та виробництвом є вирішальною. Для OEM-виробників, яким потрібна гнучкість, Shaoyi Metal Technology пропонує комплексні рішення для штампування які масштабуються від швидкого прототипування (постачання понад 50 деталей всього за п’ять днів) до масового виробництва на пресах потужністю 600 тонн, забезпечуючи ранню перевірку можливості реалізації конструкції на початкових етапах проекту.
Конструювання майбутнього систем сидінь
Ринок каркасів автомобільних сидінь еволюціонує від простого гнуття металу до високотехнологічного структурного інженерії. Оскільки транспортні засоби стають автономними та електричними, сидіння перетворюються на центр досвіду пасажира, що вимагає зниження ваги, підвищення безпеки та розширення функціональності. Для інженерів та керівників закупівель метою є співпраця з виробниками, які пропонують не просто пресову потужність, а комплексне розуміння матеріалознавства, технологій з'єднання та прецизійного контролю якості.
Поширені запитання
1. Яка різниця між прогресивною та передавальною штампуванням для рам сидіння?
Прогресивна штампувальна форма подає безперервну смугу металу через кілька станцій, що робить цей процес швидшим і ідеальним для менших деталей, таких як кріплення та з'єднувачі. Передавальна штампувальна форма переміщує окремі вирізані заготовки між станціями, що краще підходить для великих, глибоковитягнутих деталей, таких як пани сидіння та бічні рами, які вимагають складних формувальних операцій.
2. Чому магній використовується у рамах автомобільних сидінь?
Магній використовується переважно через його виняткове співвідношення міцності до ваги. Він приблизно на 33% легший за алюміній і на 75% легший за сталь, що робить його ідеальним для збільшення радіусу дії електромобілів. Однак, через його унікальні властивості матеріалу потрібні спеціалізовані процеси лиття в металеві форми або штампування.
3. Хто є основними глобальними виробниками структур автомобільних сидінь?
Основні гравці на ринку автомобільних сидінь — це Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S та Magna International. Ці компанії зазвичай виступають постачальниками першого рівня, постачаючи повні системи сидінь автовиробникам.