 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

ตัวเลือกการเคลือบผิวสำหรับอลูมิเนียมอัลลอยด์รถยนต์: เหมาะสมที่สุด
แนะนำทางเลือกในการตกแต่งพื้นผิวอลูมิเนียมอัดรีดสำหรับรถยนต์
เมื่อคุณกำลังมองหาแหล่งผลิตหรือออกแบบอัลลอยอลูมิเนียมอัดรีดสำหรับรถยนต์ ทางเลือกของพื้นผิวที่คุณเลือกไม่ใช่เพียงแค่เรื่องความสวยงามเท่านั้น แต่ยังเป็นปัจจัยสำคัญที่กำหนดว่าชิ้นส่วนของคุณจะทำงานได้ดีเพียงใด ความทนทาน และการผสานรวมกับสายการประกอบรถยนต์ในยุคปัจจุบัน ฟังดูซับซ้อนไหม ใช่แล้ว โดยเฉพาะเมื่อคุณต้องพิจารณาสมดุลระหว่างความทนทาน ความสวยงาม และประสิทธิภาพการผลิตในปี 2025 และปีต่อ ๆ ไป
- ทนทานต่อการกัดกร่อนในสภาพแวดล้อมที่รุนแรงและใช้งานได้ยาวนาน
- ปกป้องจากการสึกหรอสำหรับชิ้นส่วนที่เคลื่อนไหวหรือถูกเปิดเผย
- ชนิดของพื้นผิวเพื่อตอบสนองความต้องการของชิ้นส่วนตกแต่งและตราสินค้าที่มองเห็นได้
- ความสามารถในการเชื่อมต่อเข้าด้วยกัน — เชื่อมด้วยความร้อน กาว หรือยึดด้วยตะปูยึดกลไก
- เป็นไปตามข้อกำหนดด้านสิ่งแวดล้อมที่เปลี่ยนแปลงอยู่ตลอดเวลา
- ผลกระทบต่อต้นทุนต่อคันและกำลังการผลิตสำหรับการผลิตจำนวนมาก
ทำไมคุณภาพของการตกแต่งพื้นผิวถึงสำคัญสำหรับอลูมิเนียมอัลลอยด์ที่ใช้ในอุตสาหกรรมยานยนต์
ลองจินตนาการถึงราวหลังคา กล่องแบตเตอรี่ หรือชิ้นส่วนตกแต่งภายใน—แต่ละชิ้นมีสภาพแวดล้อมและแรงกระทำทางกลที่แตกต่างกัน การเลือกใช้การตกแต่งพื้นผิวอลูมิเนียมที่เหมาะสมสามารถสร้างความแตกต่างระหว่างชิ้นส่วนที่มีลักษณะสวยงามและทนทานต่อการกัดกร่อนเป็นเวลานาน กับชิ้นส่วนที่เสียหายก่อนเวลาอันควรเนื่องจากพื้นผิวเป็นรอยบุ๋ม ลอกออก หรือเปลี่ยนสีไป สำหรับวิศวกรด้านยานยนต์ หมายความว่า การตกแต่งพื้นผิวไม่ได้เป็นเพียงเรื่องรูปลักษณ์เท่านั้น แต่ยังเกี่ยวข้องกับการรับประกันประสิทธิภาพการทำงานที่เชื่อถือได้ และการลดความเสี่ยงด้านการรับประกันสินค้า
การบำบัดพื้นผิวคืออะไร และแต่ละประเภทเหมาะกับกรณีใด
ในโลกของอลูมิเนียมอัลลอยด์ที่อัดรีดออกมา การบำบัดพื้นผิวหมายถึงกระบวนการใดๆ ก็ตามที่ปรับเปลี่ยนพื้นผิวเพื่อให้บรรลุเป้าหมายเฉพาะด้านการทำงานหรือความสวยงาม ซึ่งรวมถึง:
- การเตรียมพื้นผิวเบื้องต้น (Pretreatments): การทำความสะอาด พื้นผิวเพื่อขจัดออกซิเดชัน และการเคลือบสารกันกัดกร่อนเพื่อเตรียมพื้นผิวสำหรับการตกแต่งขั้นสุดท้าย
- การเคลือบอนุมูล: การสร้างชั้นออกไซด์ที่หนาขึ้นด้วยกระบวนการไฟฟ้าเคมี เพื่อเพิ่มความทนทานต่อการกัดกร่อนและการสึกหรอ ซึ่งมีทั้งแบบตกแต่งและแบบแข็ง (Type III)
- ระบบเคลือบผงและอีเล็กโทรดีโพสิชัน (E-coat): การเคลือบอินทรีย์ที่ใช้เพื่อให้ได้สีสัน ความต้านทานทางเคมี และการเคลือบที่สม่ำเสมอ
- กระบวนการเคลือบสีแบบ Mill finish รวมกับการทาสี: ใช้พื้นผิวที่ได้จากการอัดรีด (as-extruded surface) เป็นฐานสำหรับรองพื้นและสี ซึ่งช่วยสร้างสมดุลระหว่างต้นทุนและความยืดหยุ่น
แต่ละประเภทของการตกแต่งพื้นผิวอลูมิเนียมมีจุดแข็งและความเหมาะสมที่แตกต่างกัน ตัวอย่างเช่น การออกซิไดซ์ (Anodizing) ให้การป้องกันการกัดกร่อนที่ยอดเยี่ยมและมีทางเลือกของสีหลากหลาย ในขณะที่การเคลือบผง (Powder coating) มอบชั้นเคลือบที่ทนทานและสดใส พร้อมทั้งมีทางเลือกของสีและพื้นผิวหลากหลาย งานตกแต่งเชิงกลและเคมี เช่น การทรายพื้นผิว (Bead blasting) หรือการชุบเงา (Bright dipping) สามารถช่วยปรับปรุงลักษณะภายนอกหรือเตรียมพื้นผิวสำหรับการเคลือบขั้นต่อไปได้ การเลือกวิธีการขึ้นอยู่กับความต้องการเฉพาะของงาน เช่น ความต้านทานรังสี UV สำหรับชิ้นส่วนภายนอก หรือการตกแต่งที่ประหยัดต้นทุนสำหรับชิ้นส่วนโครงสร้างที่ไม่เห็น
วิธีใช้รายการที่จัดอันดับนี้เพื่อระบุและจัดหาวัสดุ
คู่มือนี้ถูกออกแบบมาเพื่อช่วยให้คุณเปรียบเทียบและเลือกตัวเลือกการตกแต่งผิวสำหรับอลูมิเนียมอัลลอยด์ในอุตสาหกรรมยานยนต์ได้อย่างมั่นใจ ในส่วนต่อไปนี้ คุณจะเห็นได้ว่าแต่ละประเภทของการตกแต่งผิวถูกประเมินโดยใช้:
- หัวข้อย่อย H3 ที่ชัดเจน เพื่อการสแกนข้อมูลอย่างรวดเร็ว
- จุดเด่นและจุดด้อยในรูปแบบรายการสัญลักษณ์
- กรณีการใช้งานจริง และเคล็ดลับด้านข้อมูลจำเพาะ
นอกจากนี้เราจะอ้างอิงมาตรฐานหลัก (เช่น ASTM, SAE, ISO และ MIL-A-8625) ที่เกี่ยวข้อง เพื่อให้คุณสามารถกำหนดข้อกำหนดของคุณให้สอดคล้องกับแนวทางปฏิบัติที่ดีที่สุดในอุตสาหกรรม
การเลือกผสมผสานระหว่างอลูมิเนียมอัลลอยด์ อุณหภูมิ และรูปทรงชิ้นส่วนที่เหมาะสมกับการตกแต่งผิวอลูมิเนียมที่ถูกต้องนั้นเป็นสิ่งสำคัญ การผสมผสานที่ผิดอาจนำไปสู่ปัญหา เช่น การกัดกร่อนแบบเส้นใย (filiform corrosion) การบางตัวของขอบ (edge thinning) หรือการยึดติดที่ไม่ดี ซึ่งอาจทำให้เกิดความล้มเหลวที่สร้างความเสียหายตามมา
พร้อมที่จะเริ่มต้นหรือยัง? ส่วนต่อไปนี้จะอธิบายแต่ละประเภทของการตกแต่งผิวอย่างละเอียด เพื่อช่วยให้คุณสามารถเลือกคำตอบที่เหมาะสมกับเป้าหมายด้านประสิทธิภาพ รูปลักษณ์ และงบประมาณ สำหรับโครงการยานยนต์ครั้งต่อไปของคุณ
ระเบียบวิธีและเกณฑ์การประเมินสำหรับการจัดอันดับการตกแต่งผิว
เมื่อคุณต้องเผชิญกับหลายวิธีในการตกแต่งผิวอลูมิเนียมอัลลอยสำหรับใช้ในอุตสาหกรรมยานยนต์ คุณจะทราบได้อย่างไรว่าวิธีการใดจะให้ผลลัพธ์ที่ดีที่สุด คำตอบอยู่ในกรอบการประเมินที่ชัดเจนและสามารถตรวจสอบย้อนกลับได้ ในส่วนนี้จะช่วยแยกย่อยเกณฑ์ ขั้นตอน และจุดตรวจสอบที่ช่วยวิศวกร ผู้ซื้อ และผู้จัดการฝ่ายควบคุมคุณภาพ ให้ตัดสินใจอย่างมีข้อมูลเกี่ยวกับการบำบัดผิวอลูมิเนียม เพื่อให้มั่นใจถึงประสิทธิภาพและการปฏิบัติตามข้อกำหนดในโครงการยานยนต์ที่มีความเข้มงวด
เกณฑ์การประเมินที่สอดคล้องตามมาตรฐานอุตสาหกรรมยานยนต์
ลองจินตนาการถึงการกำหนดวิธีการบำบัดผิวไว้ล่วงหน้า แล้วต่อมาพบหลังจากการประกอบว่าไม่สามารถตอบสนองข้อกำหนดด้านการกัดกร่อนหรือการยึดเกาะของผู้ผลิตยานยนต์ต้นฉบับ (OEM) เพื่อป้องกันปัญหานี้ การตกแต่งผิวทุกประเภทจะถูกประเมินตามมาตรฐานอุตสาหกรรมและความเป็นจริงในการผลิตจริง เกณฑ์สำคัญได้แก่
- ความต้านทานการกัดกร่อน: ประสิทธิภาพในการทดสอบด้วยละอองเกลือและทดสอบการกัดกร่อนแบบเป็นรอบ (มาตรฐาน ASTM, ISO, SAE)
- การยึดเกาะและความทนทาน: ตรวจสอบแล้วด้วยการทดสอบแบบตารางหมากรุก (crosshatch) การทดสอบเทป และการทดสอบแรงกระแทก
- ลักษณะ: ความสม่ำเสมอของเงา ความเข้มสี และพื้นผิว เทียบโดยใช้เครื่องมือวัดสีและการประเมินด้วยสายตา
- ความเข้ากันได้ในการอบสี: ความสามารถในการทนต่อกระบวนการอบแห้งขั้นสุดท้ายโดยไม่เสียสมบัติเดิม
- ความสอดคล้องตามข้อกำหนดด้านสิ่งแวดล้อม: การใช้สารเคลือบผิวที่ไม่มีโครเมตและสารเคลือบที่ปราศจากสาร VOC เมื่อเป็นไปได้
- ประสิทธิภาพการผลิต: ระยะเวลาการผลิตแต่ละรอบ อัตราการแก้ไขงานซ้ำ และความพร้อมสำหรับระบบอัตโนมัติ
- ต้นทุนและการจัดหาอย่างต่อเนื่อง: ผลกระทบต่อต้นทุนต่อคัน และความสามารถในการรองรับแผนการผลิตยานยนต์ปริมาณมาก
เกณฑ์เหล่านี้ช่วยให้มั่นใจได้ว่าแต่ละวิธีการตกแต่งผิวอะลูมิเนียมนั้นไม่เพียงแต่มีความถูกต้องทางด้านเทคนิค แต่ยังเหมาะสมกับสายการผลิตยานยนต์ด้วย
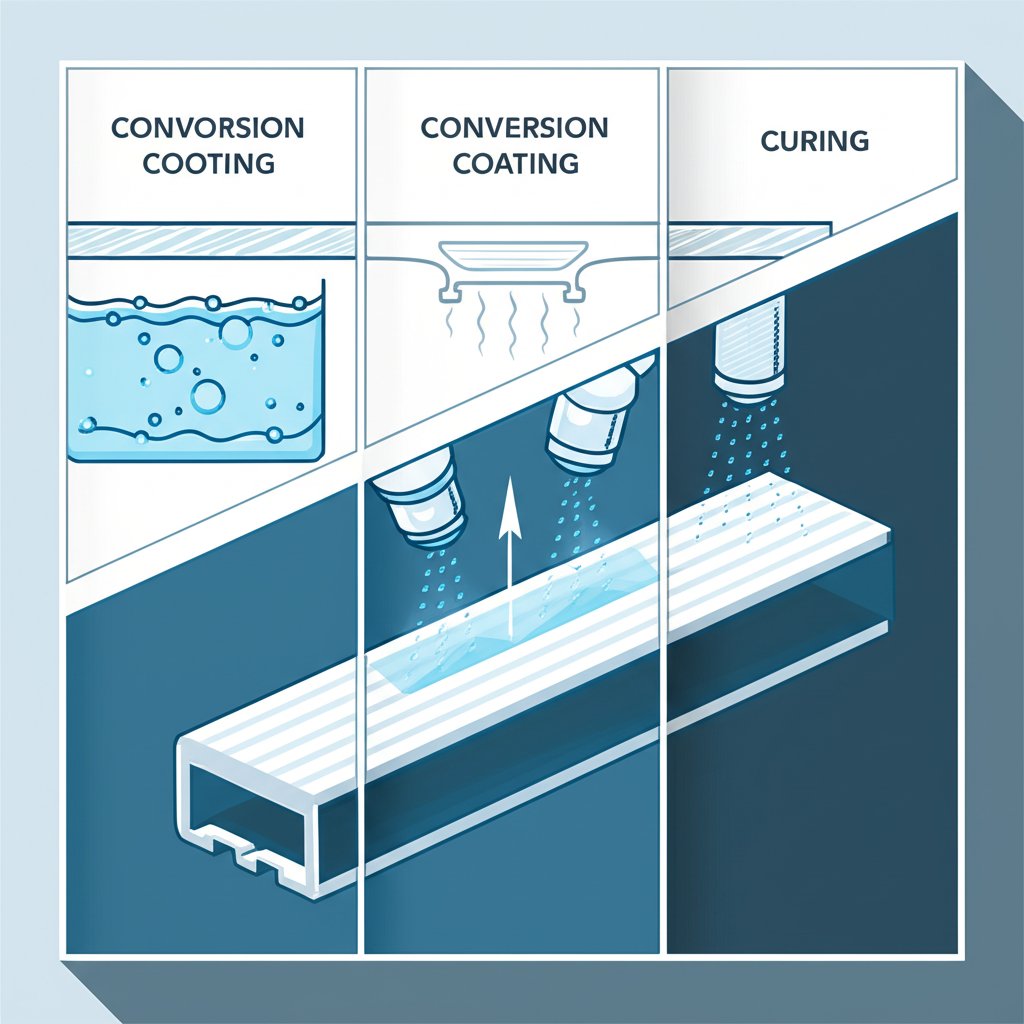
กระบวนการทำงาน: การเตรียมพื้นผิวก่อนการพ่นสีชั้นบนสุด
เส้นทางสู่ชิ้นส่วนอลูมิเนียมที่ได้คุณภาพสูงนั้นต้องทำตามกระบวนการที่มีวินัย นี่คือลำดับขั้นตอนทั่วไป พร้อมจุดตรวจสอบที่อาจเกิดความล้มเหลวได้:
-
การทำความสะอาดและล้างออกไซด์
- รูปแบบความล้มเหลว: น้ำมันหรือออกไซด์ตกค้างทำให้ยึดเกาะไม่แน่น; การทำความสะอาดไม่สม่ำเสมอทำให้พื้นผิวไม่เรียบเนียน
-
การเคลือบผิวเปลี่ยนสภาพ (ควรเลือกชนิดไม่มีโครเมตเป็นองค์ประกอบ)
- รูปแบบความล้มเหลว: การเคลือบไม่ดีทำให้ทนต่อการกัดกร่อนได้ไม่เพียงพอ; การล้างไม่ถูกต้องทำให้เกิดการพองตัวของฟิล์มเคลือบ
-
พื้นผิวที่เลือก (อโนไดซ์, ผงเคลือบ, อี-โค้ต, สีน้ำ)
- รูปแบบความล้มเหลว: เงาไฟฟ้า (Faraday shadowing) บนชิ้นส่วนที่มีรูปทรงซับซ้อน; ความหนาของฟิล์มไม่สม่ำเสมอ; สีไม่ตรงกันในบริเวณที่มองเห็นได้
-
การอบแห้ง/การปิดผนึก
- รูปแบบความล้มเหลว: การปิดผนึกไม่เพียงพอสำหรับอโนไดซ์; การอบนานเกินไปหรืออบไม่พอในชั้นเคลือบอินทรีย์; สีเงาหรือการยึดเกาะลดลง
-
การตรวจสอบ
- รูปแบบการเกิดความล้มเหลว: การบางตัวขอบไม่ถูกต้อง การไม่ตรวจพบข้อบกพร่องบนพื้นผิว หรือการเคลือบไม่ทั่วถึงในบริเวณที่เว้า
แต่ละขั้นตอนได้รับการตรวจสอบโดยใช้วิธีการทดสอบที่อ้างอิงตามมาตรฐาน ASTM และ ISO สำหรับการยึดเกาะ ความหนาของชั้นเคลือบ และการกัดกร่อนแบบวงจร สำหรับการเคลือบออกซิเดชันแบบอนไดซ์ (anodizing) มาตรฐาน MIL-A-8625 มักถูกใช้เป็นเกณฑ์อ้างอิง ในขณะที่การตรวจสอบความเข้ากันได้ของการเคลือบสีแบบอบ (paint-bake) และการประกอบ จะถูกตรวจสอบตามข้อกำหนดของผู้ผลิตอุปกรณ์ดั้งเดิม (OEM protocols) ( แหล่งที่มา ).
จุดตรวจสอบและการรับรองคุณภาพ
การประกันคุณภาพไม่ได้สิ้นสุดลงที่สายการผลิตเท่านั้น การตรวจสอบด้วยสายตา การวัดความหยาบของพื้นผิว และการทดสอบแบบไม่ทำลาย (NDT) จะช่วยยืนยันว่าชิ้นส่วนอลูมิเนียมที่ผ่านการตกแต่งแล้วตรงตามข้อกำหนดที่กำหนดไว้ จุดตรวจสอบทั่วไปรวมถึง:
- การตรวจสอบด้วยสายตาสำหรับรอยร้าว รอยบุ๋ม หรือการเปลี่ยนสีของพื้นผิว
- การวัดความหนาของชั้นเคลือบ (ด้วยเครื่อง profilometer หรือวิธีอัลตราโซนิก)
- การทดสอบการยึดเกาะ (crosshatch, tape pull)
- การตรวจสอบความหยาบของพื้นผิวในบริเวณที่ต้องสัมผัสกันอย่างแม่นยำ
- การประเมินสีและเงาผิว โดยเฉพาะชิ้นส่วนที่เน้นรูปลักษณ์ภายนอก
ขั้นตอนเหล่านี้มีความสำคัญอย่างยิ่งในการรับประกันว่าชั้นเคลือบบนอัลลอยอลูมิเนียมที่อัดขึ้นรูปสามารถให้ทั้งสมรรถนะและความสวยงาม
แม่แบบคำอธิบายข้อกำหนดเพื่อช่วยให้การจัดหาเป็นเรื่องง่ายขึ้น
การตกแต่งพื้นผิวต้องเป็นไปตาม [มาตรฐานที่เกี่ยวข้อง] และผ่านการทดสอบการยึดเกาะและการกัดกร่อนแบบเป็นรอบตามข้อกำหนดของผู้ผลิตยานยนต์ (OEM) ชั้นเคลือบแบบคอนเวอร์ชันต้องปราศจากโครเมต เว้นแต่จะระบุไว้เป็นอย่างอื่น ต้องทำการปิดพื้นที่ขนาดสำคัญและลักษณะเกลียวไว้ รวมแผนการตรวจสอบความหนาของชั้นเคลือบด้วย
ภาษาที่ชัดเจนและอ้างอิงมาตรฐานในเอกสารจัดซื้อของคุณ จะช่วยให้ผู้จัดหาสามารถส่งมอบการบำบัดผิวอลูมิเนียมที่เหมาะสมได้ทุกครั้ง
ข้อพิจารณาในการออกแบบเพื่อความสามารถในการผลิตและประกอบ (DFM/DFA)
ก่อนที่คุณจะยืนยันแบบร่างสุดท้าย โปรดพิจารณารายละเอียดเชิงปฏิบัติต่อไปนี้ เพื่อหลีกเลี่ยงปัญหาที่อาจเกิดขึ้นในภายหลัง:
- ระบุพื้นที่ที่ต้องการปิดหรืออุด (เกลียว รูเจาะ จุดสัมผัสทางไฟฟ้า)
- ออกแบบรัศมีขอบเพื่อป้องกันขอบบางหรือแหลมคม ซึ่งอาจทำให้การเคลือบไม่สม่ำเสมอ
- ควรมีช่องระบายน้ำและช่องระบายอากาศสำหรับชิ้นงานที่เป็นโพรง เพื่อป้องกันของเหลือค้างหรือเคลือบไม่ทั่วถึง
- คำนึงถึงการเปลี่ยนแปลงมิติที่เกิดจากการสร้างฟิล์ม—สิ่งสำคัญสำหรับชิ้นส่วนประกอบที่ต้องการความแม่นยำสูง
ด้วยการปฏิบัติตามแนวทางเหล่านี้ คุณสามารถกำหนดคุณสมบัติและดำเนินการตกแต่งอลูมิเนียมอัลลอยด์ที่สามารถตอบสนองทั้งเป้าหมายทางด้านเทคนิคและกระบวนการผลิต ต่อไปนี้ เราจะพิจารณาว่าเกณฑ์เหล่านี้ถูกนำไปประยุกต์ใช้จริงในโซลูชันการตกแต่งอย่างไร เริ่มต้นจากการทบทวนข้อเสนอการบำบัดผิวแบบครบวงจร
Shaoyi พื้นผิวแต่งผิวเพื่อการใช้งานในอลูมิเนียมอัลลอยด์สำหรับอุตสาหกรรมยานยนต์
เมื่อคุณกำลังมองหาซัพพลายเออร์ ส่วนของอะลูมิเนียม extrusion สำหรับโครงการด้านยานยนต์ ความจำเป็นในการมีพันธมิตรผู้ให้บริการตกแต่งผิวที่เชื่อถือได้และครบวงจรย่อมชัดเจน ลองจินตนาการว่าคุณสามารถเข้าถึงกระบวนการตกแต่งหลักทั้งหมด—การออกซิไดซ์ (ทั้งแบบตกแต่งและแบบแข็ง), การพาวเดอร์โค้ต, อี-โค้ต และระบบสีขั้นสูง—ได้ในที่เดียว พร้อมด้วยการการันตีคุณภาพที่แข็งแกร่งและการย้อนกลับที่สมบูรณ์ นี่คือสิ่งที่ Shaoyi ซึ่งเป็นบริษัทชั้นนำด้านการตกแต่งอลูมิเนียมแบบครบวงจร มอบให้กับอลูมิเนียมอัลลอยด์เพื่อการใช้งานในอุตสาหกรรมยานยนต์
สิ่งที่ Shaoyi มอบให้สำหรับอลูมิเนียมอัลลอยด์เพื่อการใช้งานในอุตสาหกรรมยานยนต์
Shaoyi โดดเด่นด้วยการนำเสนอทางเลือกที่ครอบคลุมสำหรับกระบวนการตกแต่งผิวภายนอกสำหรับอลูมิเนียมอัลลอยด์ในการผลิตชิ้นส่วนรถยนต์ โดยมีความสามารถดังต่อไปนี้:
- การเคลือบอนุมูล: พื้นผิวตกแต่งสำหรับส่วนที่มองเห็นได้ หรือการทำ Hard Anodize สำหรับพื้นที่ที่มีการสึกหรอสูง
- การเคลือบผง: มีให้เลือกหลากหลายสีและพื้นผิว เหมาะสำหรับชิ้นส่วนภายนอกหรือชิ้นส่วนที่อยู่ภายใต้ฝากระโปรงรถ
- E-Coat (Electrophoretic Painting): ให้การเคลือบไพรเมอร์ที่สม่ำเสมอสูง เหมาะสำหรับชิ้นงานที่มีรูปทรงซับซ้อนหรือโปรไฟล์ที่ปิดมิดชิด
- ระบบสี (Paint Systems): กระบวนการทำงานสีและไพรเมอร์แบบเปียก รวมถึงพื้นผิวแบบ Mill Finish พร้อมเคลือบสี สำหรับการใช้งานที่ต้องการควบคุมต้นทุน
- การเตรียมพื้นผิวและกระบวนการป้องกัน (Pretreatment and Masking): การทำความสะอาดอย่างแม่นยำ การเคลือบผิวเพื่อปรับปรุงคุณสมบัติ (รวมถึงกระบวนการที่ปราศจากโครเมต) และการทำ Masking/Plugging เป็นพิเศษสำหรับเกลียว รูเจาะ และจุดสำคัญต่าง ๆ
กระบวนการทั้งหมดได้รับการสนับสนุนด้วยเอกสารและมาตรฐานที่สอดคล้องกับ ASTM, SAE, ISO และ MIL-A-8625 เพื่อให้มั่นใจได้ว่าสอดคล้องกับข้อกำหนดของผู้ซื้อและข้อกำหนดของผู้ผลิตอุปกรณ์ต้นทางทั่วโลก แหล่งที่มา ).
จุดเด่นอยู่ที่ไหน และเมื่อใดควรเลือกใช้
เหตุใดจึงไว้วางใจบริษัทเดียวสำหรับการตกแต่งอลูมิเนียมเพื่อตอบสนองความต้องการทั้งหมดของคุณเกี่ยวกับการอัดรีด? นี่คือจุดที่ Shaoyi โดดเด่น:
- กระบวนการทำงานแบบบูรณาการ: ทุกขั้นตอน ตั้งแต่การเตรียมพื้นผิวไปจนถึงการตรวจสอบขั้นสุดท้าย ถูกจัดการภายในสถานที่เดียว ลดเวลาการดำเนินงานและลดข้อผิดพลาดที่เกิดจากการส่งต่อ
- ระบบการจัดการคุณภาพระดับยานยนต์: การสนับสนุน APQP/PPAP การควบคุมกระบวนการทำงานขั้นสูง และการรับรอง IATF 16949
- แผนที่ความหนาของเคลือบผิว: เอกสารอย่างละเอียดสำหรับรูปร่างเรขาคณิตที่ซับซ้อนและพื้นผิวที่สำคัญ
- คำแนะนำเกี่ยวกับโลหะผสมและระดับความแข็ง: คำแนะนำจากผู้เชี่ยวชาญเพื่อให้มั่นใจถึงความเข้ากันได้กับวงจรการอบสี หรือการประกอบขั้นสุดท้าย
- การรับประกันความต่อเนื่องในการส่งมอบ: มีประวัติที่พิสูจน์แล้วในการสนับสนุนการผลิตเพื่อจัดส่งให้กับผู้ผลิตอุปกรณ์ต้นทาง (OEM) ที่มีปริมาณสูง
หากคุณกำลังบริหารโครงการที่ต้องคำนึงถึงทั้งรูปลักษณ์ ความต้านทานการกัดกร่อน และปริมาณการผลิต Shaoyi ด้วยรูปแบบการให้บริการแบบครบวงจรจะช่วยทำให้กระบวนการทำงานของคุณมีประสิทธิภาพมากขึ้นและลดความเสี่ยง
ข้อดีและข้อเสีย
ข้อดี
- ครบวงจรสำหรับการเคลือบและผิวสัมผัสอลูมิเนียมหลักทุกประเภท
- การควบคุมคุณภาพและการปฏิบัติตามมาตรฐานแบบบูรณาการ (ASTM, SAE, ISO, MIL-A-8625)
- เชี่ยวชาญทั้งการตกแต่งและผิวเคลือบที่ใช้งานได้จริงสำหรับชิ้นส่วนอลูมิเนียมที่ผ่านการเคลือบแล้ว
- ลดการส่งต่อระหว่างผู้จัดหา ช่วยลดความเสี่ยงที่จะเกิดข้อผิดพลาดในการสื่อสาร
- สนับสนุนความต้องการที่ซับซ้อน เช่น การปิดกั้น (masking/plugging) และกระบวนการหลายขั้นตอน
ข้อเสีย
- อาจมีการกำหนดปริมาณการสั่งซื้อขั้นต่ำ (MOQs) สำหรับผิวเคลือบที่เฉพาะเจาะจง
- กำหนดการผลิตอาจถูกจัดให้สอดคล้องกับช่วงเวลาการผลิตแบบเป็นล็อตของอุตสาหกรรมยานยนต์ ซึ่งอาจส่งผลต่อความยืดหยุ่นสำหรับการผลิตจำนวนน้อยมาก
กรณีการใช้งานและโลหะผสมที่เข้ากันได้
- ชิ้นส่วนตกแต่งภายนอกที่ต้องการชั้นคุณภาพผิว: ใช้กระบวนการออกซิเดชันเชิงตกแต่งหรือการเคลือบผงเพื่อให้สีและเงาสม่ำเสมอในพื้นที่ที่มองเห็นได้
- ชิ้นส่วนโครงสร้างที่ต้องการความเข้ากันได้กับกระบวนการอบสี: เลือกโลหะผสม/ระดับความแข็ง และระบบเคลือบที่เหมาะสมเพื่อทนต่อกระบวนการทำงานต่อเนื่องในขั้นตอนการประกอบ
- ชิ้นส่วนกล่องแบตเตอรี่ที่ต้องการชั้นเคลือบอิเล็กโทรโฟรีซิสใต้ชั้นเคลือบด้านบน: ให้การป้องกันสนิมที่มีประสิทธิภาพแม้ในรูปทรงที่ซับซ้อนและปิดมิดชิด
การควบคุมคุณภาพและการสนับสนุนมาตรฐาน
โซลูชันการบำบัดผิวของ Shaoyi ถูกสร้างขึ้นบนพื้นฐานของการควบคุมคุณภาพที่เข้มงวด ทุกชุดอลูมิเนียมเคลือบผิวหรือชิ้นงานอัดรีดสำเร็จรูปจะได้รับการตรวจสอบในด้าน:
- ความหนาและความสม่ำเสมอของชั้นเคลือบ (โดยใช้วิธีการที่ไม่ทำลายชิ้นงาน)
- การยึดติดและทนต่อการกัดกร่อน (ตามมาตรฐาน ASTM/ISO/MIL ที่เกี่ยวข้อง)
- ลักษณะภายนอกและความเงาสำหรับพื้นผิวตกแต่ง
- การป้องกันและปกป้องจุดสำคัญอย่างเหมาะสม
การสนับสนุนทางเทคนิครวมถึงแผนการทำแผนที่โดยละเอียด เอกสารที่สามารถย้อนกลับได้ และคำแนะนำในการเลือกพื้นผิวที่เหมาะสมกับโลหะผสมและรูปทรงชิ้นส่วนของคุณ
ผลิตภัณฑ์อัดรีดของคุณจะได้รับประโยชน์จากการตกแต่งและระบบควบคุมคุณภาพจากแหล่งเดียวที่สามารถติดตามย้อนกลับได้ในหลายเทคโนโลยีการเคลือบ—ช่วยให้คุณหลีกเลี่ยงปัญหาจากการประสานงานกับผู้ให้บริการหลายราย และมั่นใจได้ว่าชิ้นส่วนทุกชิ้นเป็นไปตามมาตรฐานอุตสาหกรรมยานยนต์
ด้วยการเลือกบริษัทเคลือบอลูมิเนียมที่เชื่อถือได้อย่าง Shaoyi คุณจะได้พันธมิตรที่สามารถจัดส่งทั้งอลูมิเนียมที่เคลือบแล้วและชุดประกอบที่ตกแต่งเสร็จสมบูรณ์ภายใต้ระบบควบคุมคุณภาพแบบบูรณาการเดียว ในขั้นต่อไป เราจะพิจารณาว่าแต่ละประเภทของการตกแต่ง—เริ่มตั้งแต่การออกซิไดซ์แบบ Type II—มีบทบาทอย่างไรในอุตสาหกรรมยานยนต์
การออกซิไดซ์แบบ Type II
ภาพรวมของการออกซิไดซ์แบบ Type II และตัวเลือกลักษณะภายนอก
เมื่อคุณนึกถึงลายตกแต่งรถยนต์ระดับพรีเมียมที่มีลักษณะเรียบเนียนและสม่ำเสมอ คุณอาจกำลังมองเห็นผลลัพธ์จากกระบวนการออกซิไดซ์แบบ Type II แต่อะไรทำให้กระบวนการนี้มีประสิทธิภาพทั้งในด้านการใช้งานและความสวยงาม? การออกซิไดซ์แบบ Type II หรือที่มักเรียกกันว่า การออกซิไดซ์ด้วยกรดซัลฟูริก เป็นกระบวนการสร้างชั้นออกไซด์บนอลูมิเนียมอย่างมีการควบคุม ซึ่งช่วยเพิ่มประสิทธิภาพในการป้องกันการกัดกร่อนและเพิ่มความสวยงาม
พื้นผิวแบบนี้มีคุณค่าโดยเฉพาะในด้านความสามารถในการให้ลักษณะพื้นผิวที่หลากหลาย โดยคุณอาจสังเกตเห็นตัวเลือกต่างๆ เช่น
- อลูมิเนียมออกซิไดซ์แบบซาติน: พื้นผิวที่มีความเงาต่ำ มีลักษณะเรียบเนียน ทนต่อรอยนิ้วมือ และเข้ากับวัสดุอื่นๆ ได้ดี
- พื้นผิวอลูมิเนียมแบบแมตต์: เกิดจากการพ่นทรายหรือกัดด้วยสารเคมีก่อนการออกซิไดซ์ ให้ลักษณะนุ่มนวลและไม่สะท้อนแสง
- พื้นผิวอลูมิเนียมแบบขัดลายเส้น: เกิดจากการขัดด้วยเครื่องจักรก่อนการออกซิไดซ์ ให้ลวดลายเส้นตรงและมีพื้นผิวสัมผัสที่เป็นลวดลาย
- การย้อมสี: ชั้นของออกไซด์สามารถรับสีย้อมได้ดี ทำให้สามารถเลือกใช้เฉดสีต่างๆ ได้หลากหลาย ตั้งแต่สีเงินธรรมชาติไปจนถึงสีดำ สีบรอนซ์ หรือเฉดสีตามแบบที่กำหนดเอง
ข้อได้เปรียบหลักของการทำ Type II anodizing คือความสามารถในการสร้างพื้นผิวอลูมิเนียมแบบซาตินที่สม่ำเสมอซึ่งจะไม่ลอก ไม่หลุดร่อน และไม่จางหายไปตามกาลเวลา ชั้นผิวนั้นเป็นส่วนหนึ่งของพื้นผิวโดยตรง ไม่ใช่ชั้นเคลือบแยกต่างหาก จึงรักษาความสมบูรณ์ของมันไว้ได้แม้จะมีการสัมผัสหรือใช้งานเป็นประจำ
ประสิทธิภาพการใช้งานในยานยนต์
ทำไม Type II anodizing จึงเป็นตัวเลือกยอดนิยมสำหรับอลูมิเนียมอัลลอยด์ที่ใช้ในอุตสาหกรรมยานยนต์? มันคือเรื่องของการสร้างสมดุลระหว่างความทนทาน รูปลักษณ์ และความน่าเชื่อถือของกระบวนการ เนื่องจากชั้นออกไซด์ที่เกิดขึ้นระหว่างการทำ anodizing จะทำหน้าที่เป็นเกราะป้องกันที่แข็งแรงต่อการกัดกร่อน จึงเหมาะอย่างยิ่งสำหรับชิ้นส่วนตกแต่งภายนอกและภายใน ราวหลังคา และส่วนประกอบเชิงตกแต่งที่ต้องเผชิญกับสภาพแวดล้อมที่เปลี่ยนแปลง
นอกจากนี้ พื้นผิวอลูมิเนียมซาตินยังมีความเข้ากันได้สูงกับกระบวนการประกอบขั้นปลายทางและกระบวนการรอง ผิวเคลือบอโนไดซ์สามารถคงไว้ตามเดิมเพื่อให้ได้ลุคโลหะระดับพรีเมียม หรือจะเคลือบทับด้วยสีหมึกหรือเลเซอร์มาร์คกิ้งเมื่อจำเป็นต้องระบุแบรนด์หรือตัวระบุชิ้นส่วน การปิดผิวเคลือบอโนไดซ์เป็นขั้นตอนมาตรฐานที่ช่วยล็อกสีและเพิ่มความต้านทานต่อคราบสกปรกหรือสิ่งแวดล้อม ซึ่งทำให้การอโนไดซ์ประเภท II เป็นทางเลือกที่เหมาะสำหรับชิ้นส่วนที่ต้องการทั้งความสวยงามและความทนทาน — โดยไม่มีความเสี่ยงต่อการซีดจาง หรือหมองคล้ำ
ข้อดีและข้อเสีย
ข้อดี
- ทนทานต่อการกัดกร่อนได้ดีเยี่ยมในเกือบทุกสภาพแวดล้อมของรถยนต์
- ลักษณะพื้นผิวสม่ำเสมอสามารถทำซ้ำได้ — ซึ่งสำคัญมากสำหรับชิ้นส่วนตกแต่งที่มองเห็นได้
- มีลูกเล่นของพื้นผิวหลากหลายแบบ: ซาติน เดดแมตต์ และแปรงเงา พร้อมหรือไม่มีสีก็ได้
- พื้นผิวแบบบูรณาการไม่หลุดล่อน — ไม่มีความเสี่ยงต่อการลอกล่อนเหมือนสีทา
- เป็นมิตรต่อสิ่งแวดล้อม; ปราศจาก VOCs และต้องการการบำรุงรักษาเพียงเล็กน้อย
- สามารถแก้ไขรอยขีดข่วนเล็กน้อยได้โดยใช้ชุดซ่อมแซม
ข้อเสีย
- ทนต่อการสึกหรอน้อยกว่าการอโนไดซ์แบบแข็ง (ประเภท III) สำหรับชิ้นส่วนที่มีแรงเสียดทานสูง
- ต้องควบคุมกระบวนการอย่างแม่นยำเพื่อรักษาสีและเงาให้คงที่ในทุกๆ ล็อต
- ผลกระทบจากความร้อนในระหว่างการประกอบ (เช่น การเชื่อม) อาจทำให้พื้นผิวเปลี่ยนสี
- ไม่เหมาะสำหรับพื้นผิวที่มีการสึกหรออย่างรุนแรงหรือรับน้ำหนัก
กรณีการใช้งานและการตรวจสอบคุณภาพ
- ชิ้นส่วนตกแต่งภายนอก: มือจับประตู กรอบหน้าต่าง และชิ้นส่วนตกแต่งกระจังหน้า ที่ต้องการผิวสัมผัสอลูมิเนียมซาติน
- ชิ้นส่วนตกแต่งภายใน: แผงหน้าปัด ขอบปุ่มควบคุม และขอบเบาะ ซึ่งได้ประโยชน์จากความรู้สึกเมื่อสัมผัสและความสม่ำเสมอของผิวสัมผัสซาตินอลูมิเนียม
- ฝาครอบราวหลังคา: ในจุดที่การจับคู่สีและความคงทนต่อรังสี UV มีความสำคัญต่อรูปลักษณ์ที่ดีในระยะยาว
การควบคุมคุณภาพสำหรับการออกซิไดซ์แบบ Type II โดยทั่วไปจะประกอบด้วย:
- การตรวจสอบคุณภาพของการปิดผนึก เพื่อให้แน่ใจว่ามีความต้านทานการกัดกร่อนสูงสุด
- การสุ่มตัวอย่างเพื่อตรวจสอบสีและความเงาให้ตรงกัน
- การทดสอบการยึดติด หากมีการพ่นสีหรือหมึกเพิ่มเติม
- อ้างอิงมาตรฐาน MIL-A-8625 Type II และมาตรฐานเฉพาะของผู้ผลิตเครื่องยนต์ต้นแบบ (OEM) สำหรับการตรวจสอบยืนยัน
เคล็ดลับ: ควรระบุวิธีการเตรียมพื้นผิวที่ต้องการ—เช่น การขัด การขัดเงา หรือการทำพื้นผิวด้วยลูกเหล็ก—ก่อนทำการออกซิไดซ์ วิธีนี้จะช่วยให้ได้พื้นผิวอลูมิเนียมที่มีลักษณะเป็นเงาด้าน (satin anodized aluminum) หรืออลูมิเนียมซาตินที่สม่ำเสมอในทุกชิ้นส่วนของโครงการของคุณ
ด้วยความทนทาน ความยืดหยุ่น และความสวยงามที่ลงตัว ทำให้การเคลือบออกไซด์แบบ Type II ยังคงเป็นมาตรฐานสำหรับชิ้นส่วนอลูมิเนียมอัลลอยด์ที่มองเห็นได้และใช้เพื่อตกแต่งในรถยนต์ ต่อไปนี้เราจะมาดูกันว่าการเคลือบแบบ Type III ที่เป็นแบบแข็ง จะเพิ่มมาตรฐานด้านความทนทานต่อการสึกหรอและขีดข่วนในงานที่ต้องการความเข้มงวดมากขึ้นอย่างไร
การออกซิไดซ์แบบแข็ง Type III
หลักการพื้นฐานของการออกซิไดซ์แบบแข็งสำหรับความทนทาน
เมื่อคุณต้องการการเคลือบที่สามารถทนต่อการสึกหรอและความร้อนที่รุนแรงที่สุด การเคลือบแบบฮาร์ดอะโนไดซ์ (Hard Anodize) หรือที่เรียกว่าการอะโนไดซ์แบบ Type III ก็จะเป็นมาตรฐานอ้างอิง ต่างจากการเคลือบอะโนไดซ์เพื่อความสวยงาม ซึ่งการเคลือบฮาร์ดอะโนไดซ์จะสร้างชั้นออกไซด์ของอลูมิเนียมที่หนาและแน่นกว่ามาก โดยกระบวนการอะโนไดซ์จะถูกดำเนินการที่อุณหภูมิต่ำกว่าปกติและมีความหนาแน่นของกระแสไฟฟ้าสูงกว่า ส่งผลให้ได้ชั้นเคลือบป้องกันสำหรับอลูมิเนียมที่มีความทนทานสูง เหมาะสำหรับใช้ในพื้นที่เชื่อมต่อแบบเลื่อนไถล อุปกรณ์ที่สึกหรอได้ง่าย และชิ้นส่วนที่ต้องเผชิญกับแรงเสียดทานหรือการขัดสี อ้างอิง ).
ชั้นเคลือบแบบอโนไดซ์แบบฮาร์ด (Hard anodize coatings) มีความหนาโดยทั่วไประหว่าง 0.0005 ถึง 0.0030 นิ้ว โดยประมาณครึ่งหนึ่งของความหนาจะซึมเข้าไปในเนื้อวัสดุฐาน (substrate) และอีกครึ่งหนึ่งจะก่อตัวขึ้นบนพื้นผิว ออกไซด์ที่มีความหนาแน่นสูงจะให้ความต้านทานการสึกกร่อนได้ดีเยี่ยม และทนต่อความร้อนระดับปานกลาง ทำให้วัสดุนี้เป็นตัวเลือกอันดับต้นๆ สำหรับชิ้นส่วนและกลไกที่ต้องเคลื่อนไหว อย่างไรก็ตาม ควรสังเกตว่าชั้นอโนไดซ์แบบฮาร์ดมักมีสีเข้มขึ้น—โดยทั่วไปเป็นสีเทาเข้ม สีบรอนซ์ หรือสีดำ—ซึ่งขึ้นอยู่กับโลหะผสมและปริมาณความหนาของชั้นเคลือบ และมีลักษณะเชิงตกแต่งน้อยกว่าชั้นเคลือบประเภทที่ II (Type II finishes) หากต้องการสีอื่นๆ สีดำถือเป็นตัวเลือกที่เชื่อถือได้มากที่สุด เนื่องจากลักษณะเฉพาะของฟิล์มออกไซด์
ข้อจำกัดด้านการออกแบบและการประกอบรถยนต์
การเคลือบด้วยไฟฟ้าแบบแข็ง (Hard Anodize) มีบทบาทอย่างไรในวิศวกรรมพื้นผิวอะลูมิเนียมสำหรับอุตสาหกรรมยานยนต์ คุณจะพบมันได้ในทุกที่ที่ความทนทานและการเสียดสีต่ำมีความสำคัญ—เช่น รางเลื่อนเบาะนั่ง รางหลังคาซันรูฟ แขนบานพับ หรือรางนำ โครงสร้างจุลภาคแบบคอลัมน์ละเอียดของชั้นเคลือบแบบแข็งนี้สามารถขัดเงาให้ได้พื้นผิวอะลูมิเนียมแบบด้านที่เรียบเนียนขึ้น ช่วยลดแรงเสียดทานและยืดอายุการใช้งานในงานที่เกี่ยวข้องกับการเลื่อนไถล อ้างอิง ).
อย่างไรก็ตาม ประเภทของเคลือบผิวด้วยอลูมิเนียมออกไซด์ชนิดนี้มีข้อควรพิจารณาด้านการออกแบบบางประการ ความหนาของฟิล์มที่เพิ่มขึ้นอาจส่งผลต่อความคลาดเคลื่อนที่แน่นหนา และจำเป็นต้องคำนึงถึงเรื่องนี้ในแบบจำลอง CAD และแบบร่างของคุณ สำหรับการประกอบที่ต้องการความแม่นยำสูง การกำหนดให้ป้องกันการเคลือบที่ร่อง ด้ายเกลียว หรือพื้นผิวสำหรับต่อสายดินนั้นมีความสำคัญ นอกจากนี้ แม้ว่าการเคลือบผิวด้วยกระบวนการ Hard Anodize จะให้ความทนทานต่อการสึกหรอได้ดีเยี่ยม แต่ก็อาจเกิดรอยร้าวจุลภาคที่ลึกถึงเนื้อวัสดุเมื่ออยู่ภายใต้แรงกดดันสูงหรือความเครียดมาก ซึ่งอาจทำให้ความแข็งแรงต่อการเหนื่อยล้าลดลงในงานประยุกต์เชิงกลเคลื่อนไหว ด้วยเหตุนี้ การเลือกโลหะผสม เรขาคณิตของชิ้นงาน และกระบวนการตกแต่งผิวอย่างรอบคอบจึงเป็นสิ่งสำคัญที่สุดของการปฏิบัติที่ดีที่สุดในการออกแบบพื้นผิวอลูมิเนียม
ข้อดีและข้อเสีย
ข้อดี
- ทนต่อการสึกหรอและการขัดถูได้ดีเยี่ยมสำหรับชิ้นส่วนที่มีแรงเสียดทานสูง
- ทำงานได้ดีภายใต้สภาวะความร้อนระดับปานกลางและการเลื่อนไถล
- คุณสมบัติเป็นฉนวนไฟฟ้า—ใช้สำหรับแยกชิ้นส่วนออกจากกัน
- สามารถขัดเงาเพื่อลดแรงเสียดทาน (พื้นผิวอลูมิเนียมแบบด้าน)
- เป็นไปตามมาตรฐาน MIL-A-8625 Type III และมาตรฐานคุณภาพสำหรับอุตสาหกรรมยานยนต์
ข้อเสีย
- ลักษณะภายนอกมีสีเข้ม ตกแต่งได้น้อย—มีทางเลือกของสีจำกัด
- การสร้างฟิล์มอาจเปลี่ยนแปลงค่าความคลาดเคลื่อนที่แน่นหนาได้ จำเป็นต้องมีการออกแบบเพื่อชดเชย
- มีโอกาสเกิดรอยร้าวจิ๋วบนชั้นเคลือบภายใต้แรงกระทำซ้ำๆ ที่สูง
- ไม่เหมาะสำหรับชิ้นส่วนที่รับน้ำหนักมาก ซึ่งความแข็งแรงจากแรงพัลส์มีความสำคัญ
- ต้องควบคุมกระบวนการและใช้การป้องกันอย่างแม่นยำสำหรับชิ้นงานที่มีรูปร่างซับซ้อน
กรณีการใช้งานและการตรวจสอบคุณภาพ
- ส่วนประกอบรางเบาะนั่ง: ที่ซึ่งการสึกหรอจากการเลื่อนไถลและการเคลื่อนไหวซ้ำๆ ต้องการพื้นผิวที่ทนทานและมีแรงเสียดทานต่ำ
- กลไกหลังคากระจกเปิดได้: ต้องเผชิญทั้งสิ่งปนเปื้อนจากสภาพแวดล้อมและการสึกหรอทางกล
- โครงสร้างบานพับและรางเลื่อน: รองรับการเคลื่อนไหวและการจัดแนวภายใต้แรงโหลดระดับปานกลาง
- ชิ้นส่วนประกอบตัวโครงแบตเตอรี่: ต้องการฉนวนไฟฟ้าและความต้านทานต่อการสึกหรอ
การรับรองคุณภาพสำหรับพื้นผิวแบบฮาร์ดโค้ท (Hard Anodize) รวมถึง:
- การตรวจสอบความหนาด้วยวิธีไม่ทำลาย (Eddy Current, Ultrasonic)
- การตรวจสอบความต้านทานต่อการสึกหรอด้วยการทดสอบการเสียดสีและการขัดถู
- การตรวจสอบขอบ รู และพื้นที่ที่ถูกบังไว้ เพื่อให้แน่ใจว่ามีการเคลือบถึงและมีความแม่นยำทางมิติ
- อ้างอิงตามมาตรฐาน MIL-A-8625 Type III และข้อกำหนดเฉพาะของผู้ผลิตอุปกรณ์ต้นฉบับ (OEM)
เคล็ดลับ: ควรคำนึงถึงการสร้างฟิล์มให้สมดุลกับมิติที่สำคัญ ขณะกำหนดค่าฮาร์ดโค้ท ควรระบุข้อกำหนดในการบังพื้นที่สำหรับรู รอยเกลียว หรือจุดสัมผัสไฟฟ้าอย่างชัดเจน — ขั้นตอนนี้เป็นส่วนสำคัญของการออกแบบพื้นผิวอลูมิเนียมที่มีความทนทานสำหรับชิ้นส่วนรถยนต์ที่ผลิตโดยวิธีอัดรีด
การเข้าใจจุดแข็งและข้อจำกัดของฮาร์ดโค้ทในฐานะเป็นชั้นป้องกันอลูมิเนียม จะช่วยให้คุณตัดสินใจได้อย่างเหมาะสมสำหรับการใช้งานในส่วนที่มีการสึกหรอสูง ต่อไปเราจะพิจารณาว่าการเคลือบผง (Powder Coating) มีบทบาทอย่างไรในการเพิ่มความทนทานและสีสันที่หลากหลายสำหรับชิ้นส่วนอลูมิเนียมที่อยู่ด้านนอกและใต้ฝากระโปรงรถยนต์
การเคลือบผง
ทางเลือกเรซินสำหรับผงเคลือบและการเตรียมพื้นผิวก่อน
เมื่อคุณต้องการการทําปลายที่ยืนต่อความเข้มข้นของถนน ในขณะที่ส่งมอบสีสดใส ทาผิวขาวเป็นตัวเลือกสําหรับการถักอะลูมิเนียมรถยนต์ แต่ทําไมมันถึงมีประสิทธิภาพมากนัก มันเริ่มจากพาวเดอร์เรซินเอง โดยทั่วไปพอลิเอสเตอร์, เอปอ๊อกซี่, หรือผสมผสม ในหมู่สิ่งเหล่านี้ พูลเดอร์พอลเลสเตอร์เป็นตัวเลือกที่ดีที่สุดสําหรับการใช้งานภายนอกและถูกเผชิญกับแสง UV พาวเดอร์เอโป๊กซี่ให้ความทนทานทางเคมีที่ดี แต่มักถูกจัดไว้สําหรับส่วนภายในหรือส่วนใต้โฮปเนอร์ เนื่องจากความมั่นคง UV ที่ต่ํากว่า ขนาดของผงไฮบริดรวมกันเป็น 2 อย่าง เพื่อให้มีความต้องการในด้านการทํางาน
การสร้างเคลือบอลูมิเนียมที่แข็งแรงเริ่มจากการรักษาก่อนอย่างละเอียด ภาพถ่าย: การ เตรียม อะไหล่ สําหรับ การ ทําสี กระบวนการเริ่มต้นด้วยการทําความสะอาดอย่างละเอียด โดยใช้วิธีเช่น การซักน้ําอัลเคลีน, การอาบน้ําสารละลาย หรือแม้กระทั่งการทําความสะอาดด้วยเสียงฉาย ultrasonic สําหรับกณิตศาสตร์ที่ซับซ้อน ( แหล่งที่มา ). จากนั้นจะทำการเคลือบด้วยสารป้องกันการกัดกร่อน (มักจะเป็นสารที่ปราศจากโครเมตเพื่อความปลอดภัยต่อสิ่งแวดล้อม) เพื่อเพิ่มการยึดเกาะและป้องกันการเกิดสนิม สร้างพื้นผิวที่สม่ำเสมอและเฉื่อยทางเคมี ซึ่งช่วยให้ผงเคลือบยึดติดได้ดีและทำงานได้ตามที่ต้องการ ขั้นตอนการล้างเป็นสิ่งสำคัญมาก หากมีสารตกค้างเหลืออยู่อาจทำให้เกิดการพองตัวหรือความล้มเหลวในระยะสั้นได้
สมรรถนะและการใช้งานร่วมกับชิ้นส่วนประกอบรถยนต์
การเคลือบผงมีความทนทานสูง ต้านทานการแตกร้าว และสามารถสร้างชั้นเคลือบที่หนาเพื่อปกป้องอลูมิเนียมจากทั้งการกัดกร่อนและการกระแทก สำหรับการใช้งานในรถยนต์ หมายความว่าชิ้นส่วนตกแต่งภายนอก ราวหลังคา และโครงชุดแบตเตอรี่สามารถรักษาสภาพและความสมบูรณ์ของตัวเองไว้ได้แม้จะผ่านการใช้งานมานานหลายปีภายใต้แสงแดด เกลือ และสารเคมีต่างๆ
อย่างไรก็ตาม คุณจะสังเกตเห็นถึงความท้าทายเฉพาะเมื่อทำการเคลือบอัลูมิเนียมอัดรูปที่มีหน้าตัดซับซ้อน ปรากฏการณ์กรงฟาราเดย์ (Faraday cage effect) อาจทำให้เกิดการเคลือบที่บางหรือไม่สม่ำเสมอในบริเวณที่ลึกหรือมุมแคบ นั่นจึงเป็นเหตุผลที่การติดตั้งอุปกรณ์วางชิ้นงาน (racking) การต่อสายดิน (grounding) และเทคนิคการพ่นสีที่เหมาะสมมีความสำคัญอย่างยิ่ง เพื่อให้ผงเคลือบสามารถเข้าถึงพื้นผิวทุกส่วน สำหรับชิ้นส่วนที่ต้องผ่านกระบวนการอบสีในขั้นตอนต่อไป การกำหนดความทนทานต่อการอบนานเกินมาตรฐาน (over-bake tolerance) ไว้ในข้อกำหนดของคุณมีความสำคัญมาก เนื่องจากความร้อนที่มากเกินไปอาจทำให้ค่าเงา หรือสีเปลี่ยนไป หรือแม้กระทั่งทำให้การยึดเกาะลดลง
ข้อดีและข้อเสีย
ข้อดี
- สีและลวดลายพื้นผิวหลากหลาย (ด้าน เงา พื้นผิวแต่งลาย)
- พื้นผิวทนทานต่อการกระเทาะและขีดข่วน
- การเคลือบที่หนาและสม่ำเสมอช่วยป้องกันการกัดกร่อนและแรงกระแทก
- ปราศจาก VOCs — การใช้งานที่เป็นมิตรต่อสิ่งแวดล้อม
- ผงเคลือบที่ฟุ้งสามารถนำกลับมาใช้ใหม่ได้ ช่วยลดของเสีย
- เวลาอบที่รวดเร็วช่วยสนับสนุนการผลิตที่มีปริมาณสูง
ข้อเสีย
- ความท้าทายในการครอบคลุมพื้นที่เรขาคณิตที่ซับซ้อนหรือเว้าลึก (ปรากฏการณ์ฟาราเดย์)
- การสร้างฟิล์มเคลือบอาจส่งผลต่อช่วงความคลาดเคลื่อนที่แน่นหนา — อาจจำเป็นต้องมีการปรับแก้การออกแบบ
- สามารถแก้ไขได้แต่ต้องลอกชั้นเก่าออกและเคลือบใหม่
- มีตัวเลือกในการแตะสีซ่อมแซมจำกัด เมื่อเทียบกับสีแบบน้ำ
- ต้องมีการเตรียมพื้นผิวอย่างถูกต้องเพื่อให้การยึดติดและการใช้งานที่ยาวนานที่สุด
กรณีการใช้งานและจุดตรวจสอบคุณภาพ
- ชิ้นส่วนตกแต่งภายนอก: การเคลือบผงให้สีสันคงทนและป้องกันการกัดกร่อนสำหรับชิ้นส่วนมือจับประตู กรอบหน้าต่าง และลายตกแต่งกระจังหน้า
- ราวหลังคาและคานขวาง: การสัมผัสรังสี UV และสภาพอากาศสูงจำเป็นต้องใช้เคลือบอะลูมิเนียมที่ทนทาน มีความเงาและเฉดสีที่คงที่
- โครงชุดแบตเตอรี่: การทนต่อสารเคมีเป็นสิ่งสำคัญสำหรับชิ้นส่วนในห้องเครื่องยนต์หรือตัวปิดชุดแบตเตอรี่ที่สัมผัสกับของเหลวและอุณหภูมิเปลี่ยนแปลง
- ฝาครอบและตัวยึดบริการ: ที่ซึ่งความแข็งแรงและการทนต่อการเสียดสีมีความสำคัญเท่ากับรูปลักษณ์ภายนอก
การควบคุมคุณภาพสำหรับชิ้นส่วนอลูมิเนียมที่เคลือบผิวรวมถึง:
- การตรวจสอบการยึดติด (ทดสอบแบบตารางหรือเทป)
- การตรวจสอบการอบแห้งสมบูรณ์ (เช็ดตัวทำละลาย หรือความแข็งของดินสอ)
- การตรวจสอบความเงาและความสม่ำเสมอของสี
- การวัดความหนาของการเคลือบ (วิธีการเหนี่ยวนำแม่เหล็กไฟฟ้า หรือกระแสไหลวน)
เคล็ดลับ: กำหนดค่าความทนทานต่อการอบนานเกินไปสำหรับชิ้นส่วนที่เคลือบผง ซึ่งจะต้องผ่านกระบวนการอบสีเพิ่มเติมอีกครั้งในขั้นตอนการประกอบขั้นสุดท้าย ขั้นตอนนี้ช่วยรักษาความสมบูรณ์ของสี ความเงา และการยึดติดตลอดกระบวนการผลิต
การเคลือบผงเป็นวิธีการเคลือบที่มีความหลากหลาย ทนทาน และยั่งยืนสำหรับการเคลือบโปรไฟล์อลูมิเนียมเพื่อใช้ในอุตสาหกรรมยานยนต์ เมื่อคุณต้องการพื้นผิวเคลือบที่สามารถสร้างสมดุลระหว่างความสวยงาม การป้องกัน และประสิทธิภาพในการผลิต ชั้นเคลือบอลูมิเนียมที่กำหนดคุณสมบัติไว้อย่างเหมาะสมมักจะเป็นทางเลือกที่เหมาะสมที่สุด ในขั้นต่อไปเราจะพิจารณาระบบอี-เคลือบ (E-Coat) ซึ่งเหมาะสำหรับการให้การเคลือบที่มีความสม่ำเสมอสูงบนชิ้นส่วนที่มีรูปทรงซับซ้อน และสามารถใช้เป็นชั้นรองพื้นที่ทนทานต่อการกัดกร่อนใต้ชั้นเคลือบด้านบน
อี-โค้ท (E-coat)
ภาพรวมและรูปแบบของระบบอี-เคลือบ
เมื่อคุณกำลังมองหาสารเคลือบป้องกันสำหรับอลูมิเนียมอัลลอยที่มีรูปร่างซับซ้อนหรือส่วนเว้าลึก ระบบอี-โค้ต (การเคลือบสีด้วยไฟฟ้า) ถือเป็นตัวเลือกที่โดดเด่น แต่จริงๆ แล้วมันทำงานอย่างไรกันแน่ ลองจินตนาการว่าคุณจุ่มชิ้นส่วนอลูมิเนียมของคุณลงในอ่างสารละลายสีที่มีอนุภาคสีที่มีประจุไฟฟ้า ซึ่งจะถูกดึงดูดไปยังทุกพื้นผิวที่ถูกเปิดเผย — แม้แต่ตามมุมภายในและช่องว่างแคบๆ กระบวนการนี้ ซึ่งเป็นที่รู้จักกันในชื่อ อีเล็คโทรโค้ต (electrocoating) ใช้เรซินอีพ็อกซี่แบบคาเทียนหรือเรซินอะคริลิก เพื่อสร้างชั้นฟิล์มบางที่สม่ำเสมอ มีความทนทานและให้ผลลัพธ์ที่คงที่
อี-โค้ตจากเรซินอีพ็อกซี่แบบคาเทียนมีคุณค่าเนื่องจากมีความทนทานต่อการกัดกร่อนได้อย่างยอดเยี่ยม และถูกนำไปใช้กันอย่างแพร่หลายเป็นสีรองพื้นในอุตสาหกรรมยานยนต์ ขณะที่อี-โค้ตที่ใช้เรซินอะคริลิกนั้นมอบความเสถียรต่อรังสีอัลตราไวโอเลต (UV) ที่ดีกว่า และบางครั้งจึงถูกเลือกใช้กับชิ้นส่วนที่ต้องมองเห็นได้ ไม่ว่าจะเป็นเรซินชนิดใด คุณสมบัติเด่นของอี-โค้ตก็คือความสามารถในการสร้างฟิล์มเคลือบที่สม่ำเสมอ—โดยปกติประมาณ 15 ถึง 25 ไมครอน—ทั่วทั้งชิ้นงาน ซึ่งให้ประสิทธิภาพเหนือกว่าสารเคลือบทั่วไปหลายชนิด โดยเฉพาะกับชิ้นส่วนที่มีรูปร่างซับซ้อน
สมรรถนะของอุตสาหกรรมยานยนต์และความเข้ากันได้ของสีทับหน้า
ทำไมวิศวกรยานยนต์จึงกำหนดให้ใช้การเคลือบอิเล็กโทรโฟรีซิส (e-coat) เป็นฐานสำหรับการเคลือบผิวอลูมิเนียม คำตอบอยู่ที่การป้องกันการกัดกร่อนและการประมวลผลที่มีประสิทธิภาพสูงที่ไม่มีใครเทียบ การเคลือบแบบ e-coat จะสร้างชั้นกันน้ำที่ป้องกันอลูมิเนียมจากความชื้น เกลือ และสารกัดกร่อนอื่น ๆ ทำให้เป็นฐานที่เหมาะสำหรับการเคลือบเพิ่มเติม หรือใช้เป็นชั้นเคลือบสุดท้ายสำหรับชิ้นส่วนที่ซ่อนอยู่หรือมองเห็นได้บางส่วน โดยปกติคุณจะเห็นการใช้ e-coat เป็นสีรองพื้นใต้ชั้นเคลือบผงหรือสีแบบน้ำ ซึ่งช่วยให้เกิดการยึดติดที่แข็งแรงและทนทานในระยะยาวสำหรับชิ้นส่วนภายนอกและใต้ท้องรถ
อีกหนึ่งข้อได้เปรียบคือ ความสม่ำเสมอของอี-โค้ท (e-coat) ช่วยลดจุดอ่อนหรือขอบบางที่อาจเป็นจุดเริ่มต้นของการกัดกร่อน ซึ่งทำให้มันมีคุณค่าอย่างยิ่งสำหรับการใช้งานกับอลูมิเนียมอัลลอยด์ในอุตสาหกรรมรถยนต์ที่มีช่องว่างภายใน โครงยึดที่มีช่องตัดซับซ้อน หรือชิ้นส่วนประกอบที่มีข้อต่อซ้อนกัน นอกจากนี้ กระบวนการทำอี-โค้ทยังสามารถขยายระบบการผลิตได้ง่าย—เหมาะสำหรับการผลิตงานตกแต่งชิ้นงานปริมาณมากในโรงงานรถยนต์สมัยใหม่
ข้อดีและข้อเสีย
ข้อดี
- ทนทานต่อการกัดกร่อนได้อย่างยอดเยี่ยม — สร้างชั้นป้องกันที่แข็งแรงและมั่นคง
- ฟิล์มเคลือบสม่ำเสมอสูงแม้บนพื้นผิวที่มีรูปทรงซับซ้อนหรือเว้าลึก
- รองรับการผลิตแบบอัตโนมัติที่มีประสิทธิภาพสูง
- ลดของเสียจากวัสดุเมื่อเทียบกับการใช้สีแบบพ่น
- เข้ากันได้ดีกับการใช้สีผงหรือสีเคลือบแบบน้ำเพื่อเพิ่มการป้องกันหรือเพิ่มสีสัน
ข้อเสีย
- ต้องมีการเตรียมพื้นผิวอย่างละเอียดและแม่นยำเพื่อให้เกิดการยึดติดที่ดีที่สุด
- ต้องลงทุนสูงสำหรับเครื่องจักรและระบบกระบวนการ
- มีทางเลือกของสีและลักษณะภายนอกจำกัดเมื่อใช้เป็นชั้นเดียว
- ไม่เหมาะสำหรับวัสดุที่ไม่นำไฟฟ้า (อลูมิเนียมจะต้องสะอาดและนำไฟฟ้าได้)
กรณีการใช้งานและจุดตรวจสอบคุณภาพ
- ชิ้นส่วนอลูมิเนียมที่อยู่ติดกับโครงสร้างตัวถัง (Body-in-white): อี-โค้ท (E-coat) ทำหน้าที่เป็นสีรองพื้นที่มีความต้านทานต่อการกัดกร่อนสำหรับชิ้นส่วนที่ติดตั้งรวมกับโครงสร้างเหล็ก
- ชิ้นส่วนภายในกล่องแบตเตอรี่: การเคลือบให้ทั่วถึงภายในชิ้นส่วนที่มีโครงสร้างซับซ้อน ช่วยให้มั่นใจได้ถึงความทนทานและปลอดภัย
- ตัวยึดและชิ้นส่วนติดตั้ง: อี-โค้ท (E-coat) ทำหน้าที่เป็นชั้นป้องกันพื้นฐานใต้สีท็อปโค้ท (topcoat) โดยเฉพาะในบริเวณที่ถูกแสงแดดหรือสภาพแวดล้อมภายนอกมาก
การควบคุมคุณภาพสำหรับการเคลือบผิวด้วยอี-โค้ท (E-coat) บนอลูมิเนียม มักจะประกอบด้วย:
- การควบคุมสารละลายเคลือบเพื่อตรวจสอบองค์ประกอบทางเคมีและค่าการนำไฟฟ้าของสี
- การทดสอบการยึดเกาะ (ทดสอบแบบตารางหรือดึงเทป)
- การตรวจสอบการอบแห้งให้แน่ใจว่าฟิล์มสีแข็งตัวได้อย่างถูกต้อง
- การวัดความหนาเพื่อตรวจสอบการเคลือบอย่างสม่ำเสมอ
ควรระบุความเข้ากันได้ระหว่างเคมีภัณฑ์สำหรับการเคลือบด้วยไฟฟ้า (e-coat) และซีแลนต์หรือกาวที่ใช้ในขั้นตอนต่อไปให้ชัดเจนเสมอ วัสดุที่ไม่เข้ากันอาจก่อให้เกิดการปนเปื้อนหรือการยึดเกาะที่ล้มเหลว ซึ่งจะลดประสิทธิภาพของการบำบัดผิวอลูมิเนียมของคุณ
ความสามารถเฉพาะตัวของระบบอี-โค้ท (E-coat) ในการให้การเคลือบที่มีคุณภาพสูงและสม่ำเสมออย่างยิ่งบนพื้นผิวโปรไฟล์อลูมิเนียม ทำให้ระบบดังกล่าวเป็นหัวใจสำคัญของการตกแต่งผลิตภัณฑ์ยานยนต์ในยุคปัจจุบัน ในขั้นตอนต่อไป เราจะศึกษารายละเอียดเพิ่มเติมเกี่ยวกับการใช้พื้นผิวอลูมิเนียมแบบ Mill Finish ร่วมกับไพรเมอร์และสีเคลือบ ซึ่งเป็นทางเลือกที่ยืดหยุ่นและประหยัดสำหรับบางการใช้งาน
พื้นผิวอลูมิเนียมแบบ Mill Finish พร้อมไพรเมอร์และสีเคลือบ
นิยามของพื้นผิวอลูมิเนียมแบบ Mill Finish และกรณีที่เหมาะสมในการใช้งาน
คุณเคยสงสัยหรือไม่ว่า 'พื้นผิวแบบ Mill Finish' บนอลูมิเนียมอัลลอยที่ผลิตโดยการอัดรีดคืออะไร? สรุปให้เข้าใจง่ายๆ คือ พื้นผิวแบบ Mill Finish หมายถึงพื้นผิวของอลูมิเนียมที่ยังไม่ผ่านการบำบัดหรือตกแต่งเพิ่มเติมใดๆ หลังจากผ่านกระบวนการอัดรีดมาแล้ว โดยจะมีลักษณะผิวเรียบด้าน มีรอยเส้นจากแม่พิมพ์มองเห็นได้ และอาจมีรอยขีดข่วนเล็กน้อยจากกระบวนการผลิต อลูมิเนียม Mill Finish มีความคุ้มค่าและมักถูกใช้เป็นจุดเริ่มต้นสำหรับการตกแต่งผิวหรือเคลือบผิวเพิ่มเติมในลำดับขั้นต่อไป
สำหรับการใช้งานด้านยานยนต์ อลูมิเนียมที่มีพื้นผิวแบบ Mill Finish อาจเป็นทางเลือกที่เหมาะสมเมื่อชิ้นส่วนนั้นจะถูกทาสีทับในภายหลัง หรือถูกใช้ในจุดที่ไม่เห็นเด่นชัดและได้รับการปกป้อง เช่น ราวตกแต่งภายใน ชิ้นส่วนโครงสร้างที่ซ่อนอยู่ หรืออะไหล่สำหรับซ่อมแซม ซึ่งในจุดใช้งานเหล่านี้ ประสิทธิภาพด้านต้นทุนและความยืดหยุ่นในการเลือกสีสำคัญกว่าการมีพื้นผิวโลหะที่มีความเงางามแบบตกแต่ง
ขั้นตอนการใช้ไพรเมอร์และสีสำหรับอลูมิเนียมอัดรีด
คุณกำลังคิดจะทาสีอลูมิเนียมที่ยังไม่ผ่านการขัดเงาหรือไม่? ความลับของการใช้งานให้อยู่ได้นานคือการเตรียมพื้นผิวให้ถูกต้อง เนื่องจากพื้นผิวหลังการอัดรีดอาจมีคราบน้ำมัน ออกไซด์ หรือตำหนิเล็กน้อย การเตรียมพื้นผิวอลูมิเนียมที่ยังไม่ผ่านการขัดเงยก่อนการทาสีจึงมีความสำคัญอย่างมากต่อการยึดเกาะและป้องกันการกัดกร่อน นี่คือขั้นตอนการทำงานทั่วไป:
- การทำความสะอาดผิวพื้น: กำจัดคราบน้ำมัน ฝุ่น และเศษสิ่งสกปรกด้วยตัวทำละลายหรือสารทำความสะอาดแบบด่าง
- การปรับเรียบเชิงกล ใช้แปรงขัดเบาๆ หรือการขัดเพื่อปรับให้พื้นผิวเรียบสม่ำเสมอ และลดรอยต่อแม่พิมพ์ที่มองเห็นได้ — ขั้นตอนนี้ช่วยลดตำหนิของพื้นผิวที่เรียกว่า mill finish defect ที่จะปรากฏผ่านชั้นสี
- การเตรียมพื้นผิวด้วยสารเคมี ใช้สารกัดกร่อนหรือสารยึดเกาะเคมี เพื่อเพิ่มการยึดเกาะของสีรองพื้น และเพิ่มการป้องกันการกัดกร่อน
- การทาสีรองพื้นอลูมิเนียม ใช้สีรองพื้นที่มีคุณภาพสูงซึ่งออกแบบมาเฉพาะสำหรับอลูมิเนียม เพื่อสร้างฐานที่แข็งแรงสำหรับสีทับหน้า
- การทาสีทับหน้า ทาสีในเฉดสีและพื้นผิวที่ต้องการ ซึ่งสามารถปรับแต่งให้เข้ากับข้อกำหนดสำหรับการใช้งานภายในหรือภายนอก
แต่ละขั้นตอนเหล่านี้ถูกออกแบบมาเพื่อยืดอายุการใช้งานและรักษาสภาพพื้นผิวของระบบสีรองพื้นและสีเคลือบอะลูมิเนียม ให้คงความทนทานแม้ภายใต้สภาวะการใช้งานของรถยนต์
ข้อดีและข้อเสีย
ข้อดี
- ต้นทุนการตกแต่งขั้นต้นต่ำที่สุด — อะลูมิเนียมผิวเรียบที่ออกจากโรงงานมีราคาไม่แพงและหาง่าย
- ปรับเปลี่ยนสีและระดับเงาได้หลากหลายตามการเลือกใช้สี
- ซ่อมแซมหรือแตะสีบริเวณที่เป็นรอยได้ง่ายในพื้นที่จริง
- เหมาะสำหรับชิ้นส่วนที่ความสวยงามไม่สำคัญหรือถูกบังไว้ไม่ให้มองเห็น
- ไม่มีข้อจำกัดเรื่องรูปทรงของชิ้นงาน — สามารถพ่นสีบนชิ้นงานที่มีรูปทรงซับซ้อนได้
ข้อเสีย
- ต้องมีการเตรียมพื้นผิวอย่างระมัดระวัง — การเตรียมพื้นผิวที่ไม่ดีอาจทำให้สีลอกล่อน เปลือยออก หรือเกิดสนิม
- มีความเสี่ยงสูงกว่าที่ข้อบกพร่องจะปรากฏผ่านชั้นสี หากพื้นผิวอะลูมิเนียมมีความหยาบหรือไม่เรียบ
- ทนทานน้อยกว่าพื้นผิวที่ผ่านการออกซิไดซ์หรือพ่นสีผงสำหรับใช้ภายนอก หรือในสภาพแวดล้อมที่มีการสึกกร่อนหรือสึกหรอสูง
- พื้นผิวที่เป็นสีอาจต้องบำรุงรักษาหรือแตะสีเพิ่มเป็นระยะๆ
กรณีการใช้งานและจุดตรวจสอบคุณภาพ
- ส่วนประกอบแผงตกแต่งภายในที่ทาสี: อลูมิเนียมที่ผ่านการไพรเมอร์และทาสีให้เข้ากับโทนสีภายใน โดยให้ความสำคัญกับความทนทานและการสามารถซ่อมแซมสีได้
- ชิ้นส่วนโครงสร้างที่ซ่อนอยู่: ชิ้นส่วนที่ไม่สามารถมองเห็นได้หลังจากการประกอบแล้ว แต่ยังจำเป็นต้องมีการป้องกันการกัดกร่อนและมีกระบวนการตกแต่งที่ประหยัดคุ้มค่า
- ชิ้นส่วนสำหรับซ่อมแซมที่ต้องการความสะดวกในการซ่อมบำรุงในสนาม: ชิ้นส่วนอลูมิเนียมที่ผ่านการขัดและทาสีแล้วสามารถทำการขัดและทาสีใหม่ได้ง่าย หากเกิดความเสียหายระหว่างการบำรุงรักษา
การควบคุมคุณภาพสำหรับระบบนี้มีความสำคัญอย่างมาก เพื่อให้แน่ใจว่ามีสมรรถนะและความสวยงาม จุดตรวจสอบคุณภาพที่พบบ่อย ได้แก่:
- การทดสอบการยึดเกาะ (แบบตารางหรือการดึงเทป) หลังจากการพ่นไพรเมอร์และสี
- การวัดความหนาของฟิล์มเพื่อตรวจสอบการปกคลุมและความทนทาน
- การตรวจสอบสีและความเงาเทียบกับตัวอย่างมาตรฐาน
- การทดสอบการกัดกร่อนแบบ cyclic สำหรับชิ้นส่วนที่ใช้งานในสภาพแวดล้อมที่มีความรุนแรง
เคล็ดลับ: ควรกำหนดขั้นตอนการปรับให้พื้นผิวเรียบเสมอ เช่น การขัดด้วยแปรงเบาๆ หรือการเจียร ให้ทำก่อนทำการพ่นสีรองพื้นอลูมิเนียมที่ยังไม่ผ่านการขัดเงา วิธีการนี้จะช่วยลดความเสี่ยงที่ข้อบกพร่องของพื้นผิว mill finish จะแสดงให้เห็นผ่านสีทับหน้า ทำให้ได้พื้นผิวดูเรียบเนียนและมีความเป็นมืออาชีพมากยิ่งขึ้น
แม้ว่าพื้นผิว mill finish ที่ใช้ร่วมกับสีรองพื้นและสีทับหน้าอาจไม่สามารถให้ความทนทานระดับพรีเมียมหรือความสวยงามเทียบเท่ากับวิธี anodized หรือ powder-coated ได้ แต่ก็ยังถือเป็นทางเลือกที่ประหยัดและปรับใช้ได้หลากหลายสำหรับงาน extrusion อลูมิเนียมในอุตสาหกรรมยานยนต์หลายประเภท ต่อไปนี้ เราจะนำเสนอการเปรียบเทียบแบบ side-by-side และตารางตัดสินใจ เพื่อช่วยให้คุณเลือกประเภทพื้นผิวที่เหมาะสมที่สุดสำหรับความต้องการของโครงการของคุณ
การเปรียบเทียบแบบ Side-by-Side และตารางตัดสินใจสำหรับประเภทพื้นผิวอลูมิเนียม Extrusion สำหรับอุตสาหกรรมยานยนต์
เมื่อคุณกำลังเปรียบเทียบตัวเลือกการบำบัดผิวสำหรับอลูมิเนียมอัลลอยด์ในอุตสาหกรรมยานยนต์ จำนวนตัวแปรที่มีอยู่อาจทำให้รู้สับสนได้ ฟินิชแบบใดที่ให้ความสมดุลที่เหมาะสมระหว่างการป้องกัน รูปลักษณ์ ประสิทธิภาพการผลิต และต้นทุนสำหรับการใช้งานเฉพาะของคุณ เพื่อให้การตัดสินใจง่ายขึ้น เราได้จัดทำการเปรียบเทียบที่ชัดเจนและตรงไปตรงมา ระหว่างฟินิชที่ได้รับการจัดอันดับสูงสุด ตารางและคู่มือการตัดสินใจนี้จะช่วยให้คุณเลือกฟินิชผิวอลูมิเนียมที่เหมาะสมที่สุดสำหรับโครงการของคุณ โดยไม่ต้องสงสัยในข้อกำหนดที่กำหนดไว้
การเปรียบเทียบแบบ Side by Side ตามเกณฑ์สำหรับอุตสาหกรรมยานยนต์
| ตัวเลือกการฟินิช | ความเหมาะสมกับการใช้งานในอุตสาหกรรมยานยนต์ | ความต้านทานการกัดกร่อน | ความต้านทานการสึกหรอ | ช่วงรูปลักษณ์ | ความสามารถในการทำงานร่วมกับการอบสี | ราคาสัมพัทธ์ | เวลาในการผลิต | ความสามารถในการรีไซเคิล | มาตรฐานอ้างอิง |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi Surface Treatment Solutions | โซลูชันแบบครบวงจรสำหรับชิ้นส่วนภายนอก โครงสร้าง และชิ้นส่วนพิเศษ | แรงสูง | แรงสูง | กว้าง (ตกแต่ง การใช้งาน โทนสี/ลวดลายพิเศษ) | แรงสูง | ปานกลาง | ปานกลาง | แรงสูง | ASTM, SAE, ISO, MIL-A-8625 |
| อโนไดซ์ประเภท II | ชิ้นส่วนตกแต่งที่มองเห็นได้ ตกแต่งภายใน/ภายนอก | ปานกลาง-สูง | ปานกลาง | ด้านแมตต์ ด้านซาติน สีที่ย้อม | ปานกลาง | ปานกลาง | ปานกลาง | แรงสูง | MIL-A-8625 ประเภท II, OEM |
| อโนไดซ์แบบแข็ง (ประเภท III) | ชิ้นส่วนสึกหรอสูง มีการเลื่อนไถล โครงสร้าง | แรงสูง | สูงมาก | สีเข้ม มีสีจำกัด | ปานกลาง | ปานกลาง-สูง | ปานกลาง | แรงสูง | MIL-A-8625 ประเภท III, OEM |
| การเคลือบผง | ชิ้นส่วนตกแต่งภายนอก พื้นที่ใต้ฝากระโปรง เฟรมแบตเตอรี่ | แรงสูง | แรงสูง | กว้างขวาง (ด้าน, เงา, พื้นผิวหยาบ, แบบกำหนดเอง) | แรงสูง | ปานกลาง | ต่ำ-ปานกลาง | แรงสูง | ASTM, ISO, OEM |
| อี-โค้ท (E-coat) | ชิ้นส่วนรูปทรงซับซ้อน, ไพรเมอร์สำหรับชุดประกอบ | สูงมาก | ปานกลาง | จำกัด (โดยส่วนใหญ่เป็นสีดำ/เทา, เงาแบบกึ่งเงา) | แรงสูง | ปานกลาง | ปานกลาง-สูง | แรงสูง | ASTM, ISO, OEM |
| พื้นผิวอลูมิเนียมแบบ Mill Finish พร้อมไพรเมอร์และสีเคลือบ | ชิ้นส่วนภายในที่ซ่อนอยู่, ใช้ในการบริการ หรือทาสีแล้ว | ปานกลาง | ต่ำ-ปานกลาง | ไม่จำกัด (ขึ้นอยู่กับระบบสี) | ปานกลาง | ต่ํา | ต่ํา | แรงสูง | ASTM, ISO, OEM |
มุมมองแบบเปรียบเทียบข้างต่อข้างนี้ทำให้คุณเปรียบเทียบการตกแต่งผิวสำหรับชิ้นส่วนโลหะได้ง่าย โดยแสดงจุดเด่นของแต่ละประเภท และข้อแลกเปลี่ยนที่คุณควรพิจารณาก่อนนำไปใช้ในโครงการยานยนต์ของคุณ
ปัจจัยด้านต้นทุนและระยะเวลา
- โซลูชันที่รวมเข้าด้วยกัน (เช่น Shaoyi) สามารถช่วยปรับปรุงห่วงโซ่อุปทานและลดระยะเวลาการผลิตทั้งหมด ยิ่งเฉพาะเมื่อต้องใช้หลายประเภทของพื้นผิวหรือกระบวนการตรวจสอบคุณภาพที่ซับซ้อน
- อโนไดซ์ประเภท II และ การเคลือบผง มีสมดุลที่เหมาะสมระหว่างต้นทุน ความสามารถในการผลิต และรูปลักษณ์ สำหรับชิ้นส่วนที่ใช้ตกแต่งและมองเห็นได้โดยทั่วไป
- ออกซิไดซ์แบบแข็ง และ อี-โค้ท (E-coat) มักเกี่ยวข้องกับต้นทุนควบคุมกระบวนการและประกันคุณภาพที่สูงกว่า แต่ให้สมรรถนะที่ยอดเยี่ยมสำหรับชิ้นส่วนที่ต้องการทนต่อการสึกหรอหรือป้องกันการกัดกร่อนเป็นพิเศษ
- พื้นผิวแบบดั้งเดิมพร้อมไพรเมอร์/สี เป็นวิธีที่ประหยัดที่สุด มักใช้เวลาการผลิตสั้นที่สุด แต่ต้องการการเตรียมงานอย่างระมัดระวัง และเหมาะที่สุดสำหรับชิ้นส่วนที่ไม่ปรากฏให้เห็นหรือสามารถบำรุงรักษาได้ง่าย
สำหรับโครงการที่ต้องการหลายประเภทของการตกแต่งพื้นผิวหรือช่วงเวลาการผลิตที่จำกัด การทำงานกับผู้ให้บริการรายเดียวเช่น ผู้จัดจำหน่ายชิ้นส่วนโลหะ Shaoyi —ผู้ให้บริการชั้นนำด้านชิ้นส่วนโลหะสำหรับรถยนต์ที่ครบวงจรและมีความแม่นยำในประเทศจีน—หมายความว่าชิ้นส่วนที่ผลิตโดยการอัดรีดอลูมิเนียมของคุณสามารถตกแต่งและตรวจสอบคุณสมบัติได้ภายใต้แผนการผลิตและเอกสารรับรองเพียงชุดเดียว (PPAP) ลดความเสี่ยงและทำให้การสื่อสารง่ายขึ้น
ตารางตัดสินใจและคำแนะนำอย่างรวดวด
- รูปลักษณ์ภายนอกคลาส A: เลือกเคลือบผงหรือออกซิไดซ์แบบ II เพื่อความหลากหลายของสีและการปรากฏรูปลักษณ์ที่สม่ำเสมอ
- การกัดกร่อนใต้ฐาน: การเคลือบอี-โค้ท (E-coat) หรือโซลูชัน Shaoyi แบบบูรณาการเพื่อการป้องกันที่แข็งแรงและสม่ำเสมอ โดยเฉพาะบนชิ้นงานที่มีรูปทรงซับซ้อน
- ชิ้นส่วนที่สึกหรอจากกลไกหรือการเลื่อนไถล: ออกซิไดซ์แบบแข็ง (Type III) หรือการชุบเพื่อเพิ่มความทนทานต่อการสึกหรอจาก Shaoyi
- ชิ้นส่วนที่ต้องควบคุมต้นทุนและไม่ปรากฏให้เห็น: พื้นผิวแบบ Mill finish พร้อมรองพื้นและสี เพื่อความยืดหยุ่นและการซ่อมแซมในพื้นที่ได้ง่าย
- กระบวนการหลายขั้นตอนหรือข้อกำหนดเฉพาะ: การตกแต่งพื้นผิวแบบบูรณาการจาก Shaoyi สำหรับโลหะ พร้อมระบบควบคุมคุณภาพและการจัดเอกสารจากแหล่งเดียว
ข้อควรระวังสำคัญ: โปรดระบุข้อกำหนดเกี่ยวกับการเตรียมพื้นผิว (Pretreatment) และการป้องกันพื้นที่ไม่ให้ชุบ (Masking) ในหมายเหตุประกอบแบบเสมอ ขั้นตอนนี้มีความสำคัญอย่างยิ่งเพื่อป้องกันปัญหาความล้มเหลว การแก้ไขงานซ้ำ หรือการเรียกร้องการรับประกันในลำดับขั้นต่อไป โดยไม่คำนึงถึงประเภทของการตกแต่งพื้นผิวอะลูมิเนียมที่คุณเลือกใช้
ขณะที่คุณสรุปรายละเอียดขั้นสุดท้าย อย่าลืมว่าการเลือกที่เหมาะสมที่สุดนั้นไม่ใช่แค่เพียงเรื่องของพื้นผิวตกแต่งเพียงอย่างเดียว แต่ยังขึ้นอยู่กับความสอดคล้องกับเป้าหมายด้านการผลิต ต้นทุน และคุณภาพของคุณด้วย ในขั้นตอนต่อไป เราจะสรุปด้วยเคล็ดลับที่นำไปปฏิบัติได้จริงสำหรับการเขียนข้อกำหนดและส่งต่อผู้จัดจำหน่าย เพื่อให้มั่นใจว่าอลูมิเนียมที่คุณเลือกใช้ในการตกแต่งพื้นผิวนั้นจะสร้างคุณค่าที่คงทนยาวนานเมื่ออยู่ในสนามจริง
ข้อแนะนำสุดท้ายและเคล็ดลับสำหรับการเขียนข้อกำหนดเกี่ยวกับอลูมิเนียมอัลลอยด์สำหรับรถยนต์
เลือกพื้นผิวตกแต่งแบบใดดีสำหรับโครงการของคุณ
เมื่อคุณมาถึงจุดตัดสินใจขั้นสุดท้าย อาจรู้สึกสับสนจากตัวเลือกการตกแต่งพื้นผิวอลูมิเนียมที่มีอยู่หลากหลาย แล้วคุณจะทราบได้อย่างไรว่าทางเลือกใดเหมาะสมกับโครงการของคุณที่สุด ลองจินตนาการว่าคุณกำลังออกแบบกล่องหุ้มแบตเตอรี่สำหรับรถยนต์ไฟฟ้า (EV) รุ่นใหม่ หรือกำลังปรับปรุงชิ้นส่วนตกแต่งภายนอกของรถยนต์แบบ SUV รุ่นใหม่ การเลือกใช้การตกแต่งพื้นผิวอลูมิเนียมของคุณจะส่งผลโดยตรงต่อทุกสิ่งตั้งแต่ความทนทานไปจนถึงต้นทุน และแม้กระทั่งภาพลักษณ์ของแบรนด์ นี่คือคู่มือสรุปแบบย่อเพื่อช่วยให้คุณจับคู่ความต้องการของคุณกับพื้นผิวตกแต่งที่เหมาะสม:
- Anodize: เลือกเพื่อความต้านทานการกัดกร่อนในเชิงตกแต่ง และให้ลุคโลหะระดับพรีเมียมที่คงทนยาวนาน
- ฮาร์ดอะโนไดซ์ (Hard Anodize): เลือกใช้สำหรับพื้นที่ที่มีการสึกหรอสูง หรือชิ้นส่วนที่เลื่อนไถล เช่น ราวเลื่อนเบาะหรือรางหลังคาซันรูฟ
- การเคลือบผง: เหมาะที่สุดสำหรับสีที่คงทน ทนสารเคมี และมีตัวเลือกความสวยงามหลากหลายบนชิ้นส่วนตกแต่งภายนอกหรือชิ้นส่วนภายใต้ฝากระโปรงรถ
- อี-โค้ท (E-Coat): เลือกใช้เป็นสีรองพื้นที่ต้านทานการกัดกร่อนได้ดี โดยเฉพาะสำหรับชิ้นส่วนที่มีรูปทรงซับซ้อน หรือชิ้นส่วนที่ต้องการพื้นฐานที่แข็งแรงภายใต้การเคลือบอื่นๆ
- ผิวเรียบจากโรงงาน (Mill Finish) พร้อมสีรองพื้น/สีทับหน้า: เลือกรูปแบบนี้สำหรับชิ้นส่วนที่ต้องการควบคุมต้นทุน หรือชิ้นส่วนโครงสร้างที่ซ่อนอยู่ ซึ่งความยืดหยุ่นและการซ่อมแซมง่ายคือสิ่งสำคัญที่สุด
แต่ละตัวเลือกการเคลือบผิวอะลูมิเนียมเหล่านี้มีบทบาทที่แตกต่างกัน ดังนั้นโปรดพิจารณาสภาพแวดล้อมที่ใช้งาน สึกหรอ ลักษณะภายนอก และงบประมาณของคุณก่อนกำหนดรายละเอียดสุดท้าย
ภาษาสเปคและหมายเหตุในแบบแปลน
ข้อกำหนดที่ชัดเจนและเป็นไปตามมาตรฐาน คือแนวทางที่ดีที่สุดในการป้องกันความสับสนหรือการต้องทำงานใหม้ นี่คือแม่แบบที่คุณสามารถนำไปปรับใช้กับโครงการอัลลอยอลูมิเนียมอัดรูปส่วนใหญ่
การตกแต่งพื้นผิว: [กระบวนการ] การเตรียมพื้นผิว: [การเปลี่ยนสภาพพื้นผิว โดยให้ความสำคัญกับวิธีที่ไม่มีโครเมต] มาตรฐาน: [ASTM/ISO/MIL ตามที่เกี่ยวข้อง] การทดสอบ: การยึดติดของชั้นเคลือบ ความหนา ลักษณะภายนอก ความทนทานต่อสนิมแบบวงจรตามข้อกำหนดของผู้ผลิตยานพาหนะ ป้องกันการเคลือบส่วนที่ไม่ต้องการ: [รายละเอียดพื้นที่] ความเข้ากันได้กับการอบสี: [ใช่/ไม่ใช่]
เมื่อคุณวางแผนการเตรียมพื้นผิวอลูมิเนียมก่อนการพ่นสีหรือเคลือบด้วยวิธีอื่นๆ ควรระบุขั้นตอนการเรียบพื้นผิว การทำความสะอาด และการป้องกันการเคลือบส่วนที่ไม่ต้องการไว้โดยตรงในแบบร่าง ซึ่งจะช่วยให้ทุกฝ่าย ตั้งแต่การออกแบบไปจนถึงการผลิต เข้าใจถึงข้อกำหนดสำหรับการบำบัดพื้นผิวอลูมิเนียมแต่ละประเภท
รายการตรวจสอบก่อนส่งมอบงานให้ผู้ผลิตจัดหา
ลองจินตนาการว่าโครงการของคุณพร้อมสำหรับการส่งมอบงานให้ผู้ผลิตจัดหา นี่คือรายการตรวจสอบเพื่อให้การประสานงานกับผู้ผลิตจัดหาเป็นไปอย่างราบรื่น และแผนควบคุมคุณภาพของคุณดำเนินไปตามเป้าหมาย
- ระบุชนิดของโลหะผสมและระดับความแข็งแรงของแต่ละชิ้นอลูมิเนียมอัดรูป
- รวมแบบแปลนรายละเอียดเรขาคณิตและแผนที่การป้องกันการเคลือบ (เกลียวร่อง ช่องสัมผัสไฟฟ้า)
- ระบุจุดวางชิ้นงานสำหรับการเคลือบให้ได้พื้นที่ครอบคลุมสูงสุด
- เน้นขนาดที่สำคัญและค่าความคลาดเคลื่อนที่ยอมรับได้ (คำนึงถึงความหนาของฟิล์ม)
- กำหนดเกณฑ์การยอมรับและมาตรฐานอ้างอิงสำหรับการประกันคุณภาพ
- จัดทำแผนตัวอย่างและการตรวจสอบ (ตรวจสอบครั้งแรก ตรวจสอบแบบเป็นชุด หรือตรวจสอบอย่างต่อเนื่อง)
- ชี้แจงนโยบายการแก้ไขงานซ้ำและการซ่อมแซมในพื้นที่ล่วงหน้า
การปฏิบัติตามขั้นตอนเหล่านี้ จะช่วยลดปัญหาที่ไม่คาดคิดและมั่นใจได้ว่ากระบวนการเคลือบผิวอะลูมิเนียมที่คุณเลือกจะให้ผลลัพธ์ที่มีคุณภาพสูงและสม่ำเสมอ
พร้อมที่จะรวมการตกแต่งและประกันคุณภาพไว้ในที่เดียวหรือยัง ผู้จัดจำหน่ายชิ้นส่วนโลหะ Shaoyi —ผู้ให้บริการโซลูชันชิ้นส่วนโลหะรถยนต์แบบครบวงจรชั้นนำของจีน—สามารถช่วยคุณจัดการทุกขั้นตอนได้อย่างมีประสิทธิภาพ ตั้งแต่การออกแบบไปจนถึงการผลิตจำนวนมาก สำหรับชิ้นส่วนอะลูมิเนียมอัลลอยด์ทุกชิ้นของคุณ ความเชี่ยวชาญด้านตัวเลือกการบำบัดผิวสำหรับอลูมิเนียมอัลลอยด์ในอุตสาหกรรมยานยนต์ ทำให้มั่นใจได้ว่าคุณจะได้รับการตกแต่งที่เหมาะสมทุกครั้ง
คำถามที่พบบ่อย
1. การบำบัดผิวที่พบบ่อยที่สุดสำหรับอลูมิเนียมอัลลอยด์ในอุตสาหกรรมยานยนต์คืออะไร
การเคลือบผิวที่ใช้กันอย่างแพร่หลายที่สุดสำหรับอลูมิเนียมอัลลอยด์ในการผลิตชิ้นส่วนยานยนต์ ได้แก่ การเคลือบด้วยไฟฟ้าแบบออกซิเดชัน (Type II เพื่อความสวยงามและความต้านทานการกัดกร่อน Type III เพื่อเพิ่มความทนทานต่อการสึกหรอ) การพ่นสีแบบผง (Powder Coating) เพื่อให้ได้สีสันที่คงทนและการป้องกันสารเคมี การเคลือบแบบอิเล็กโทรโฟรีซิส (E-Coat) เพื่อป้องกันการกัดกร่อนอย่างสม่ำเสมอในชิ้นงานที่มีรูปทรงซับซ้อน และการเคลือบผิวด้วยสีรองพื้นและสีทั่วไปสำหรับความยืดหยุ่นในด้านต้นทุน แต่ละวิธีมีข้อดีเฉพาะตัวในแง่ของความทนทาน ความสวยงาม และความเข้ากันได้กับมาตรฐานการผลิตชิ้นส่วนยานยนต์
2. ฉันจะเลือกผิวเคลือบที่เหมาะสมสำหรับโครงการอลูมิเนียมอัลลอยด์ในการผลิตชิ้นส่วนยานยนต์ของฉันได้อย่างไร?
การเลือกผิวเคลือบที่เหมาะสมที่สุดขึ้นอยู่กับข้อกำหนดของโครงการคุณในด้านความต้านทานการกัดกร่อน ลักษณะภายนอก การทนสึกหรอ และงบประมาณ การออกซิไดซ์แบบตกแต่งเหมาะสำหรับชิ้นส่วนที่มองเห็นได้ ออกซิไดซ์แบบแข็งเหมาะกับชิ้นส่วนที่สึกหรอมาก การเคลือบผงให้สีสันสดใสและทนทาน E-Coat เหมาะที่สุดสำหรับชิ้นงานที่มีรูปทรงซับซ้อนซึ่งต้องการการปกป้องอย่างสม่ำเสมอ และผิวเรียบจากโรงงานบวกกับการทาสีเป็นทางเลือกที่ประหยัดสำหรับชิ้นส่วนที่ซ่อนอยู่หรือสามารถบำรุงรักษาได้ พิจารณาสภาพแวดล้อมที่ใช้งาน ความต้องการในการประกอบ และมาตรฐานคุณภาพเพื่อเลือกตัวเลือกที่เหมาะสม
3. ความแตกต่างระหว่าง anodizing กับ powder coating บนอลูมิเนียมอัดรีดคืออะไร?
การออกซิไดซ์แบบอนไดซ์ (Anodizing) จะสร้างชั้นออกไซด์ที่เป็นส่วนหนึ่งของพื้นผิวอะลูมิเนียม ซึ่งช่วยเพิ่มความต้านทานต่อการกัดกร่อน และให้เลือกทำสีแบบโลหะหลากหลายรูปแบบ ประเภท II ของกระบวนการอนไดซ์นั้นมีคุณค่าในด้านลวดลายที่สวยงาม ในขณะที่ประเภท III (ฮาร์ดแอนไดซ์) ให้ความทนทานต่อการสึกหรอที่สูงกว่า อีกทางหนึ่ง การเคลือบผง (Powder coating) เป็นการเคลือบที่เป็นสารอินทรีย์ โดยการนำผงมาพ่นและอบจนแห้งเพื่อสร้างชั้นป้องกันที่ทนทาน มีสีสันสวยงาม การเคลือบผงนี้สามารถเลือกสีและพื้นผิวได้หลากหลาย แต่จำเป็นต้องมีการเตรียมพื้นผิวที่มีประสิทธิภาพเพื่อให้การยึดติดเกิดขึ้นอย่างสมบูรณ์แบบ
4. ก่อนที่จะทำการเคลือบผิวใด ๆ บนโปรไฟล์อลูมิเนียม การเตรียมพื้นผิว (Pretreatment) มีความสำคัญอย่างไร
การเตรียมพื้นผิวขั้นต้นมีความสำคัญเนื่องจากช่วยกำจัดสิ่งปนเปื้อน เพิ่มการยึดติด และเสริมประสิทธิภาพการทนต่อการกัดกร่อน การทำความสะอาดและการเคลือบผิวเปลี่ยนสภาพ (ซึ่งมักจะปราศจากโครเมต) อย่างเหมาะสม จะช่วยให้การตกแต่งผิวที่เลือกใช้—ไม่ว่าจะเป็น Anodizing, Powder coating, E-coat หรือสี—ยึดติดได้อย่างมั่นคงและทำงานได้ตามที่ตั้งใจไว้ การข้ามขั้นตอนหรือดำเนินการเตรียมพื้นผิวขั้นต้นอย่างไม่ถูกต้อง อาจนำไปสู่ความล้มเหลวที่เกิดขึ้นก่อนเวลา เช่น อาการลอกล่อน พองพอง หรือการกัดกร่อน
5. การใช้ผู้จัดหาแบบครบวงจรอย่าง Shaoyi สำหรับการตกแต่งผิวงานอัลลอยด์อลูมิเนียมแบบอัดรีด มีข้อดีอย่างไรบ้าง
การร่วมมือกับผู้จัดหาแบบครบวงจรเช่น Shaoyi ช่วยทำให้กระบวนการตกแต่งผิวมีความคล่องตัวมากขึ้น เนื่องสามารถให้บริการครบทุกขั้นตอนหลักของการตกแต่งผิว ควบคุมคุณภาพ และจัดการด้านซัพพลายเชนภายใต้หลังคาเดียว การทำงานในลักษณะนี้ช่วยลดระยะเวลาการดำเนินงาน ลดความเสี่ยงจากข้อผิดพลาดที่อาจเกิดขึ้นจากหลายผู้ให้บริการ รับประกันความสอดคล้องตามมาตรฐานอุตสาหกรรมยานยนต์ และให้คำแนะนำผู้เชี่ยวชาญเกี่ยวกับการเลือกใช้ส่วนผสมของโลหะผสม เรขาคณิต และการตกแต่งผิวที่เหมาะสมที่สุดสำหรับการใช้งานของคุณ