 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การผลิตชิ้นส่วนคอลัมน์พวงมาลัยโดยการขึ้นรูป: คู่มือการผลิตและวัสดุ
สรุปสั้นๆ
การขึ้นรูปโลหะเป็นกระบวนการผลิตที่ใช้กันอย่างแพร่หลายสำหรับชิ้นส่วนที่ต้องการปริมาณมากและมีความสำคัญต่อความปลอดภัย ชิ้นส่วนคอลัมน์พวงมาลัยที่ขึ้นรูปด้วยโลหะ ซึ่งรวมถึงขาแขวน กลไกการปรับองศา และปลอกแบบยุบตัวได้ เมื่อเทียบกับวิธีการหล่อแบบดั้งเดิม การขึ้นรูปโลหะโดยใช้เหล็กกล้าความแข็งแรงสูงผสมปริมาณต่ำ (HSLA) จะช่วยลดน้ำหนักและต้นทุนต่อชิ้นงานลงอย่างมาก ในขณะที่ยังคงรักษามาตรฐานการชนอย่างเข้มงวดไว้ได้ คู่มือนี้จะพิจารณาถึงความเป็นไปได้ทางเทคนิค กลยุทธ์การเลือกวัสดุ และข้อกำหนดของผู้ผลิต (เช่น IATF 16949) ที่จำเป็นสำหรับการออกแบบชุดพวงมาลัยที่ทนทาน
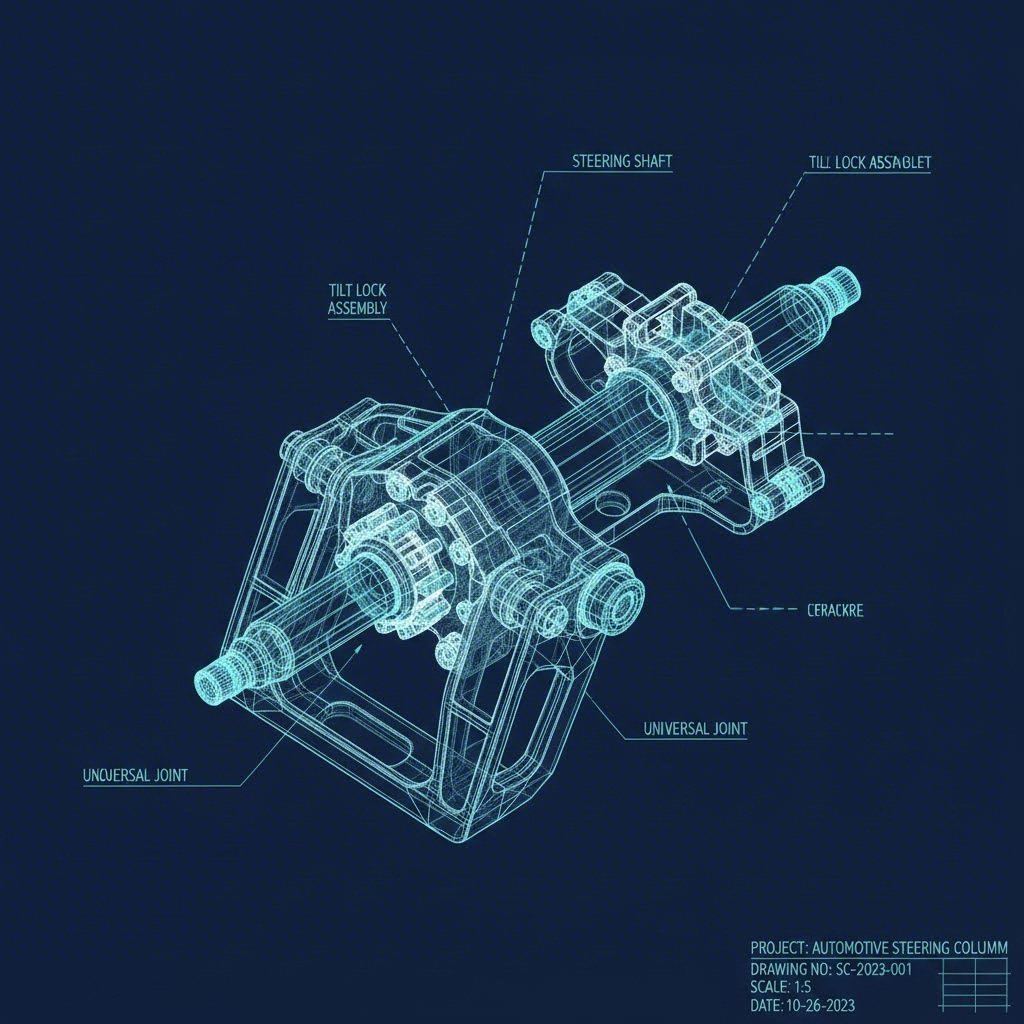
ชิ้นส่วนที่ขึ้นรูปโลหะที่สำคัญในคอลัมน์พวงมาลัย
คอลัมน์พวงมาลัยรุ่นใหม่มีความซับซ้อนเป็นชุดประกอบย่อยที่ต้องการความแม่นยำสูงเพื่อให้มั่นใจในความปลอดภัยและความสะดวกสบายของผู้ขับขี่ การขึ้นรูปโลหะด้วยแรงกดช่วยให้วิศวกรสามารถผลิตชิ้นงานที่มีรูปทรงเรขาคณิตซับซ้อนได้อย่างแม่นยำและทำซ้ำได้สูง ชิ้นส่วนต่อไปนี้เป็นตัวเลือกหลักสำหรับการขึ้นรูปแบบโปรเกรสซีฟและทรานสเฟอร์
จานยึดและโครงสร้างรองรับ
คอลัมน์พวงมาลัยจะต้องถูกยึดติดอย่างมั่นคงกับคานขวางตัวถังรถหรือผนังกันไฟเพื่อป้องกันการสั่นสะเทือน จานยึดที่ขึ้นรูปจากแผ่นโลหะมักได้รับความนิยมมากกว่าอะลูมิเนียมหล่อในหลายแอปพลิเคชันสำหรับตลาดจำนวนมาก เนื่องจากมีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ดีกว่า จานยึดเหล่านี้โดยทั่วไปผลิตจากเหล็ก HSLA เพื่อทนต่อแรงนิ่งและแรงใช้งานเชิงพลศาสตร์ที่สูงโดยไม่เกิดการเปลี่ยนรูป
กลไกปรับเอียงและระยะพวงมาลัย
การยศาสตร์ของผู้ขับขี่ขึ้นอยู่กับกลไกปรับมุมเอียง (rake) และการเลื่อนเข้า-ออก (reach) แผ่นล็อกและฟันที่ใช้ในระบบเหล่านี้มักจะถูกขึ้นรูปโดยวิธีตัดขึ้นรูปใกล้เคียงรูปร่างสุดท้าย (near-net shape) การตัดเฉือนด้วยความแม่นยำสูง (fine-blanking) มักถูกนำมาใช้เพื่อให้ได้ผิวตัดที่เรียบเนียนตามต้องการ ทำให้เกิดการล็อกที่ลื่นไหล โดยไม่จำเป็นต้องทำการกลึงเพิ่มเติม
ปลอกหุ้มยุบตัวได้และโซนความปลอดภัย
ในกรณีที่เกิดการชนด้านหน้า คอลัมน์พวงมาลัยจะถูกออกแบบให้ยุบตัวลงได้ เพื่อดูดซับพลังงานและปกป้องผู้ขับขี่ สิ่งนี้มักทำได้โดยใช้แผ่นโลหะหรือขาแขวนแบบตาข่ายที่ขึ้นรูปโดยการตัดและการม้วน ซึ่งจะเปลี่ยนรูปร่างอย่างควบคุมได้ ผู้ผลิตใช้แม่พิมพ์เฉพาะเพื่อสร้างจุดรวมแรง (stress risers) หรือรอยพับเป็นร่องบนโลหะ เพื่อให้มั่นใจว่าชิ้นส่วนจะยุบตัวอย่างคาดการณ์ได้ภายใต้แรงกดที่กำหนดไว้
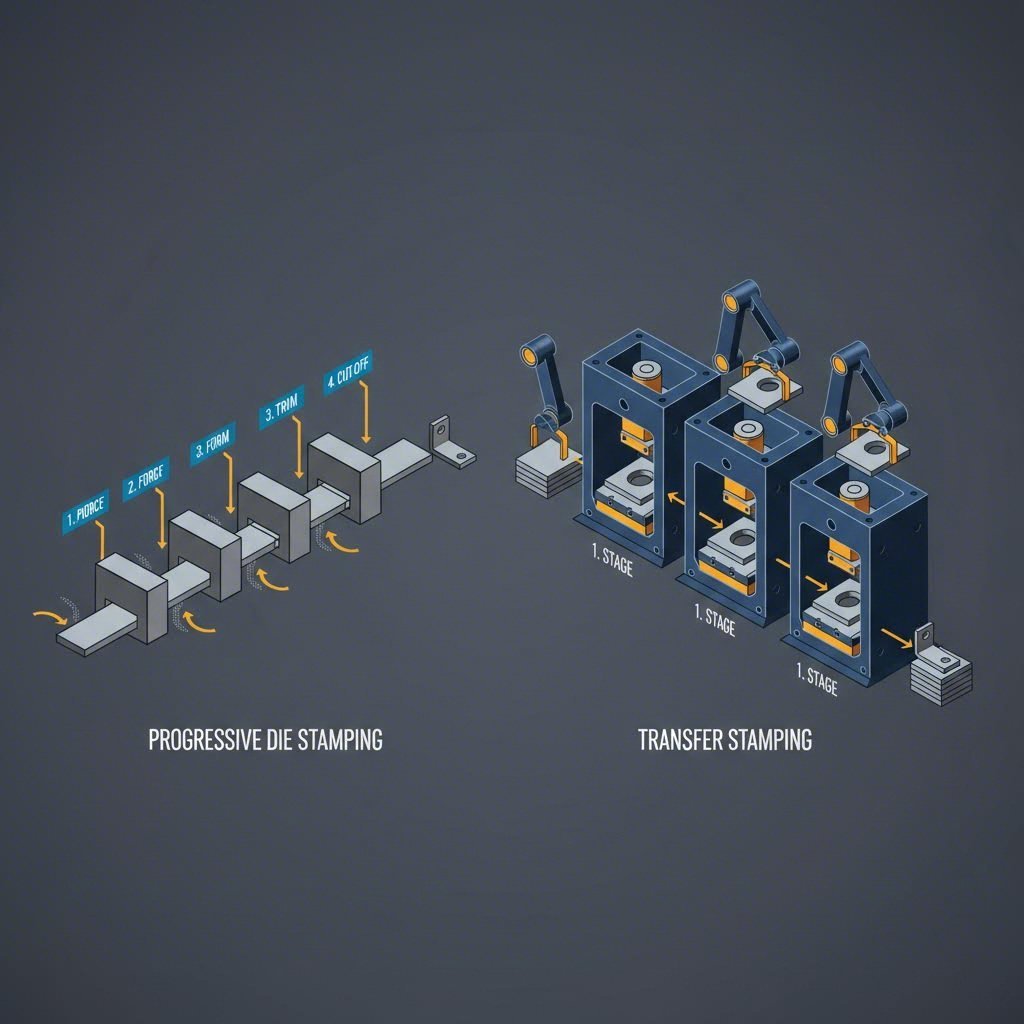
กระบวนการผลิต: การตัดขึ้นรูปแบบโปรเกรสซีฟ เทียบกับ แบบทรานสเฟอร์
การเลือกวิธีการตัดขึ้นรูปที่เหมาะสมเป็นสิ่งสำคัญอย่างยิ่งในการสร้างสมดุลระหว่างการลงทุนด้านเครื่องมือกับต้นทุนต่อหน่วย สำหรับชิ้นส่วนคอลัมน์พวงมาลัย การตัดสินใจมักจะอยู่ระหว่างการตัดขึ้นรูกด้วยแม่พิมพ์แบบโปรเกรสซีฟได (progressive die stamping) กับการตัดขึ้นรูปแบบทรานสเฟอร์ (transfer stamping)
การปั๊มแบบก้าวหน้า
สำหรับชิ้นส่วนขนาดเล็กที่ผลิตจำนวนมาก เช่น กลอนล็อก อุปกรณ์ยึดคลิป และขาแขวนขนาดเล็ก วิธีการตัดขึ้นรูปแบบโปรเกรสซีฟไดถือเป็นมาตรฐาน โดยในกระบวนการนี้ ม้วนโลหะจะถูกป้อนผ่านแม่พิมพ์อันเดียวที่มีหลายสถานี แต่ละสถานีจะดำเนินการเฉพาะอย่าง เช่น การตัด การดัด หรือการเจาะ ในขณะที่แถบโลหะเคลื่อนที่ไปข้างหน้า วิธีนี้สามารถทำจำนวนรอบต่อนาที (SPM) ได้สูงมาก จึงช่วยลดเวลาไซเคิลและต้นทุนต่อชิ้นงานอย่างมีนัยสำคัญในโครงการรถยนต์ที่ต้องการปริมาณสูง
การตัดขึ้นรูปแบบทรานสเฟอร์สำหรับชิ้นส่วนที่มีรูปร่างเรขาคณิตซับซ้อน
ชิ้นส่วนโครงสร้างขนาดใหญ่หรือองค์ประกอบที่ต้องการการขึ้นรูปแบบลึกมักจำเป็นต้องใช้การตัดด้วยเครื่องถ่ายโอน (transfer stamping) ซึ่งแตกต่างจากการใช้แม่พิมพ์แบบโปรเกรสซีฟ (progressive dies) ที่ชิ้นงานยังคงเชื่อมต่อกับแถบโลหะไว้ การตัดด้วยเครื่องถ่ายโอนจะเคลื่อนย้ายแผ่นเปล่าแต่ละแผ่นระหว่างสถานีโดยใช้นิ้วกลไก วิธีนี้ช่วยให้สามารถดำเนินการขึ้นรูปที่ซับซ้อนมากขึ้น และใช้วัสดุได้อย่างมีประสิทธิภาพดียิ่งขึ้น ซึ่งเป็นสิ่งสำคัญอย่างยิ่งเมื่อทำงานกับเหล็กเกรดรถยนต์ที่มีราคาแพง
จากต้นแบบสู่การผลิตจำนวนมาก
การตรวจสอบความเป็นไปได้ในการผลิตตั้งแต่ระยะเริ่มต้นของการออกแบบมีความสำคัญอย่างยิ่ง ผู้ผลิตรถยนต์ OEM มักกำหนดให้ผู้จัดจำหน่ายแสดงความสามารถตลอดวงจรผลิตภัณฑ์ ผู้ผลิตที่สามารถเชื่อมช่องว่างจากต้นแบบอย่างรวดเร็วไปสู่การผลิตจำนวนมาก จะได้เปรียบเชิงกลยุทธ์ ตัวอย่างเช่น เทคโนโลยีโลหะเส้าอี้ ให้บริการโซลูชันการตัดขึ้นรูปอย่างครบวงจร ที่สามารถขยายขอบเขตได้ตั้งแต่ต้นแบบเบื้องต้นไปจนถึงการผลิตปริมาณมาก โดยใช้เครื่องอัดขึ้นรูปขนาดสูงสุดถึง 600 ตัน เพื่อจัดส่งชิ้นส่วนสำคัญ เช่น แขนควบคุม (control arms) และโครงย่อย (subframes) ตามมาตรฐาน IATF 16949
ความท้าทายทางวิศวกรรมและการเลือกวัสดุ
การตอกชิ้นส่วนพวงมาลัยที่มีความสำคัญต่อความปลอดภัยเกี่ยวข้องกับพฤติกรรมทางโลหะวิทยาที่ซับซ้อน วิศวกรจำเป็นต้องคำนึงถึงคุณสมบัติของวัสดุที่มีผลต่อทั้งความสามารถในการผลิตและสมรรถนะของชิ้นส่วนสำเร็จรูป
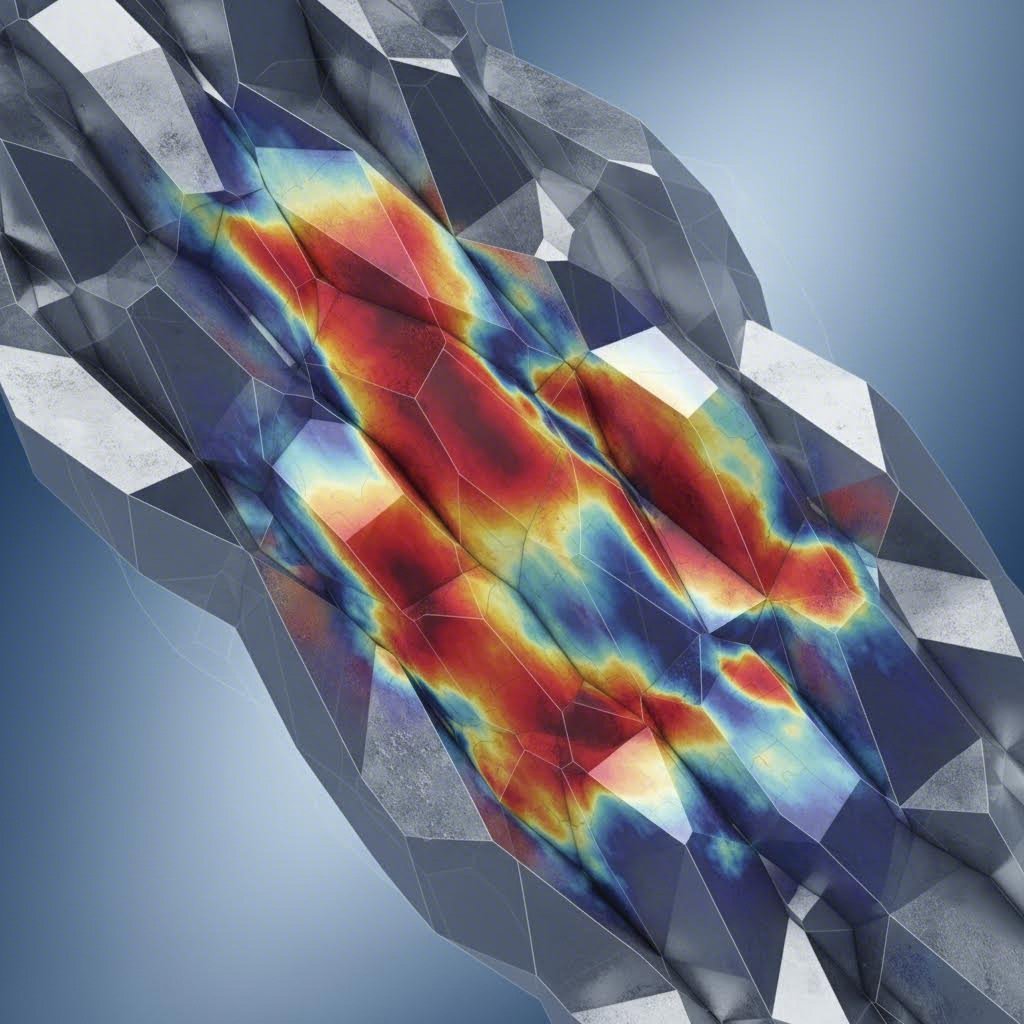
การจัดการการเด้งกลับในเหล็กกล้า HSLA
เพื่อลดน้ำหนักรถยนต์ ผู้ผลิตจึงเริ่มใช้เหล็กกล้าความแข็งแรงสูงผสมปริมาณต่ำ (HSLA) เพิ่มมากขึ้น แม้ว่าจะมีความแข็งแรงแต่วัสดุเหล่านี้มีแนวโน้มที่จะเด้งกลับอย่างมีนัยสำคัญ หรือเรียกอีกอย่างว่า แนวโน้มของโลหะที่จะคืนรูปกลับไปยังรูปร่างเดิมหลังจากการขึ้นรูป การใช้กลยุทธ์ชดเชยในขั้นตอนการออกแบบแม่พิมพ์ โดยอาศัยการวิเคราะห์ด้วยไฟไนต์เอลิเมนต์ (FEA) มีความจำเป็นอย่างยิ่งในการรักษาค่าความคลาดเคลื่อน โดยเฉพาะสำหรับชิ้นส่วนที่ต้องประกอบเข้าด้วยกัน เช่น คอลัมน์แบบสอดเลื่อน
ค่าความคลาดเคลื่อนที่แคบและการรองรับการชน
ชิ้นส่วนพวงมาลัยต้องทำงานโดยไม่มีช่องว่าง (zero-play) เพื่อให้มั่นใจในความแม่นยำของการควบคุมทิศทาง ชิ้นส่วนที่ขึ้นรูปด้วยแรงอัด (Stamped parts) ต้องมีความแม่นยำสูง (มักอยู่ในช่วง +/- 0.05 มม.) เพื่อป้องกันการสั่นหรือการเคลื่อนไหวที่ไม่ต้องการ นอกจากนี้ วัสดุจะต้องคงความเหนียว (ductility) เพื่อป้องกันการแตกร้าวในระหว่างการเปลี่ยนรูปร่างอย่างรวดเร็วขณะเกิดการชน การเลือกเหล็กเกรดที่เหมาะสมจึงต้องคำนึงถึงสมดุลระหว่างความต้านทานแรงดึง (yield strength) สำหรับความทนทาน และคุณสมบัติการยืดตัว (elongation) ที่จำเป็นต่อการดูดซับพลังงาน
เกณฑ์การคัดเลือกผู้จัดจำหน่ายสำหรับชิ้นส่วนขึ้นรูปในอุตสาหกรรมยานยนต์
การจัดซื้อชิ้นส่วนพวงมาลัยที่ขึ้นรูปด้วยแรงอัดจำเป็นต้องมีกระบวนการตรวจสอบที่มากกว่าแค่ราคา ระบบการจัดการคุณภาพและขีดความสามารถทางเทคนิคของผู้จัดจำหน่ายถือเป็นสิ่งสำคัญที่สุด
- การรับรอง IATF 16949: นี่คือมาตรฐานขั้นพื้นฐานที่จำเป็นสำหรับผู้จัดจำหน่ายในอุตสาหกรรมยานยนต์ ซึ่งมั่นใจได้ว่าระบบการจัดการคุณภาพสอดคล้องกับข้อกำหนดของผู้ผลิตรถยนต์ (OEM)
- ความสามารถภายในบริษัทในการผลิตแม่พิมพ์และเครื่องมือ: ผู้จัดจำหน่ายที่มีแผนกเครื่องมือภายในสามารถตอบสนองต่อการเปลี่ยนแปลงทางวิศวกรรมได้เร็วกว่า และสามารถบำรุงรักษาแม่พิมพ์ได้อย่างมีประสิทธิภาพมากขึ้น ลดเวลาที่เครื่องหยุดทำงาน
- การจำลองและการออกแบบร่วมกัน: ผู้จัดจําหน่ายชั้นนําใช้โปรแกรมจําลอง เพื่อคาดการณ์ปัญหาในการสร้างก่อนการตัดเหล็ก ค้นหาพันธมิตรที่พร้อมที่จะร่วมออกแบบ เพื่อปรับปรุงรูปแบบของชิ้นส่วนสําหรับกระบวนการ stamping
- การประกอบความคุ้มค่าเพิ่ม ส่วนประกอบของเครื่องควบคุมหลายส่วนต้องใช้งานในระดับรอง ผู้จัดจําหน่ายที่ให้บริการในการผสมผสานในสาย, การสตาร์ค, หรือการประกอบตัวของบราคเกตกับท่อให้บริการเป็นทางออกที่สมบูรณ์แบบมากขึ้น, ลดความซับซ้อนของภัณฑ์
สรุปความเป็นไปได้ในการผลิต
การเปลี่ยนจากการท่อไปทําเครื่องตีพิมพ์ในการผลิตเสาเข็มขัด เป็นผลักดันโดยอุตสาหกรรมรถยนต์ที่ไม่หยุดยั้งการดําเนินการเพื่อลดน้ําหนักและประสิทธิภาพในราคา โดยใช้กระบวนการที่ทันสมัย เช่น การตีพิมพ์แบบแบบแบบโปรเกรสซีฟ และวัสดุเช่นเหล็ก HSLA วิศวกรสามารถออกแบบส่วนประกอบที่ตอบสนองมาตรฐานความปลอดภัยที่เข้มงวด ความสําเร็จในสาขานี้ ต้องการความเข้าใจอย่างลึกซึ้งเกี่ยวกับพฤติกรรมของวัสดุ และความร่วมมือกับผู้ผลิตที่สามารถและได้รับการรับรอง
คำถามที่พบบ่อย
1. การประชุม ส่วนประกอบหลักของระบบควบคุมทาง คืออะไร?
องค์ประกอบหลักของระบบการควบคุมทางที่ทันสมัย ได้แก่ หมุนยนต์, คอลัมน์การควบคุมทาง (ที่มีหมุนและกลไกความปลอดภัย), เครื่องยนต์การควบคุมทาง (ร็อคและพีเนียม หรือลูกกลมการหมุนย้อน) และไม้ยัดที่ส่งแรง ในระบบการควบคุมไฟฟ้า (EPS) มอเตอร์ไฟฟ้าและ ECU ยังถูกรวมเข้ากับเสาหรือราค
2. การใช้ ส่วนประกอบไหนที่ส่งแรงควบคุมไปยังล้อ
สายสตาร์ดเป็นส่วนประกอบการเชื่อมโยงที่สําคัญที่ส่งการเคลื่อนไหวด้านจากเครื่องยนต์ควบคุมไปยังสะโพกควบคุมที่ล้อ พวกเขารับผิดชอบในการผลักดันและดึงล้อเพื่อเปลี่ยนมุมของมัน เพื่อให้รถยนต์ตอบสนองอย่างแม่นยําต่อข้อมูลของคนขับ