 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

การวิเคราะห์ความสามารถในการขึ้นรูปโลหะแผ่นเบื้องต้นเพื่อป้องกันข้อบกพร่อง
สรุปสั้นๆ
การวิเคราะห์ความสามารถในการขึ้นรูปโลหะแผ่นเป็นกระบวนการทางวิศวกรรมที่สำคัญ ใช้เพื่อประเมินความสามารถของโลหะในการถูกขึ้นรูปเป็นชิ้นส่วนโดยไม่เกิดข้อบกพร่อง เช่น การบางตัวหรือการแตกร้าว โดยรวมเอาการทดสอบจริงและการจำลองด้วยคอมพิวเตอร์ขั้นสูง เพื่อทำนายพฤติกรรมของวัสดุในระหว่างกระบวนการตีขึ้นรูป ข้อมูลเชิงคาดการณ์นี้มีความสำคัญอย่างยิ่งต่อการปรับปรุงการออกแบบแม่พิมพ์ ลดต้นทุนการผลิต และรับประกันว่าชิ้นส่วนสุดท้ายจะเป็นไปตามมาตรฐานคุณภาพที่เข้มงวด
ความเข้าใจเรื่องความสามารถในการขึ้นรูปโลหะแผ่น: แนวคิดหลักและความสำคัญ
ในอุตสาหกรรมการผลิต คำว่าความสามารถในการขึ้นรูป (formability) หมายถึง ความสามารถของแผ่นโลหะในการเปลี่ยนรูปร่างภายใต้การเปลี่ยนรูปแบบพลาสติก เพื่อให้สามารถขึ้นรูปเป็นชิ้นส่วนที่ต้องการได้โดยไม่เกิดความเสียหาย การประเมินความสามารถนี้เรียกว่า การวิเคราะห์ความสามารถในการขึ้นรูปของแผ่นโลหะ ซึ่งเป็นพื้นฐานสำคัญของการขึ้นรูปโลหะด้วยแรงกดในยุคปัจจุบัน โดยให้ข้อมูลที่จำเป็นแก่วิศวกรเพื่อเชื่อมช่องว่างระหว่างการออกแบบดิจิทัลกับชิ้นส่วนจริงที่ผลิตสำเร็จ วัตถุประสงค์หลักคือการคาดการณ์และป้องกันข้อบกพร่องที่มักเกิดขึ้นขณะขึ้นรูปล่วงหน้า เพื่อประหยัดเวลาและทรัพยากรอย่างมาก
ความสำคัญของการวิเคราะห์นี้ไม่อาจถูกกล่าวเกินจริงได้ หากไม่มีการวิเคราะห์นี้ ผู้ผลิตจะเสี่ยงต่อการใช้วิธีลองผิดลองถูก ซึ่งนำไปสู่อัตราของเสียที่สูง การปรับแก้เครื่องมือที่มีค่าใช้จ่ายสูง และความล่าช้าในการผลิต ข้อบกพร่องหลักที่การวิเคราะห์ความสามารถในการขึ้นรูปช่วยป้องกันได้ ได้แก่ การบางตัว (necking) ซึ่งเป็นการบางตัวของวัสดุในบริเวณเฉพาะที่เกิดขึ้นก่อนที่วัสดุจะเสียรูป และการแตกร้าว (cracking) ซึ่งวัสดุเกิดการแตกหักอย่างสมบูรณ์ โดยการเข้าใจขีดจำกัดของวัสดุ วิศวกรสามารถออกแบบกระบวนการที่มีประสิทธิภาพมากขึ้น และเลือกโลหะผสมที่เหมาะสมกับงาน โดยคำนึงถึงความต้องการด้านความแข็งแรงควบคู่ไปกับความเป็นไปได้ในการผลิต
การวิเคราะห์อย่างละเอียดช่วยให้ได้รับประโยชน์หลายประการที่ส่งผลโดยตรงต่อผลกำไรของบริษัทและคุณภาพของผลิตภัณฑ์ โดยการคาดการณ์การไหลของวัสดุและการรวมตัวของแรงเครียด การวิเคราะห์นี้จะช่วยให้มั่นใจได้ว่ากระบวนการผลิตมีความแข็งแกร่งและสามารถทำซ้ำได้ ซึ่งมีความสำคัญอย่างยิ่งโดยเฉพาะเมื่อมีการใช้วัสดุเหล็กกล้าความแข็งแรงสูงขั้นสูง (AHSS) และโลหะผสมอลูมิเนียมที่เพิ่มมากขึ้น ซึ่งแม้จะช่วยลดน้ำหนักได้อย่างมาก แต่มีพฤติกรรมการขึ้นรูปที่ซับซ้อนกว่า
ประโยชน์หลัก ได้แก่:
- การลดค่าใช้จ่าย: ลดความจำเป็นในการแก้ไขแม่พิมพ์ขึ้นรูปซึ่งมีค่าใช้จ่ายสูงและใช้เวลานาน รวมถึงลดของเสียจากชิ้นส่วนที่ผลิตล้มเหลว
- คุณภาพดีขึ้น มั่นใจได้ว่าชิ้นส่วนจะถูกผลิตอย่างสม่ำเสมอและเป็นไปตามข้อกำหนดทางเรขาคณิตและโครงสร้างทุกประการ
- ระยะเวลาสั้นลงในการนำสินค้าออกสู่ตลาด: ย่นระยะเวลาการทดสอบเครื่องมือ โดยการแก้ไขปัญหาที่อาจเกิดขึ้นในขั้นตอนการออกแบบเสมือนจริง
- การเพิ่มประสิทธิภาพวัสดุ: ช่วยให้สามารถเลือกและใช้วัสดุที่เบากว่าและมีสมรรถนะสูงได้อย่างมั่นใจ โดยไม่กระทบต่อความสามารถในการผลิต
- เสรีภาพในการออกแบบที่เพิ่มขึ้น: ช่วยให้สามารถสร้างรูปร่างของชิ้นส่วนที่ซับซ้อนและมีความท้าทายมากขึ้นได้ โดยการเข้าใจข้อจำกัดของวัสดุอย่างชัดเจน
วิธีการและทดสอบหลักในการประเมินความสามารถในการขึ้นรูป
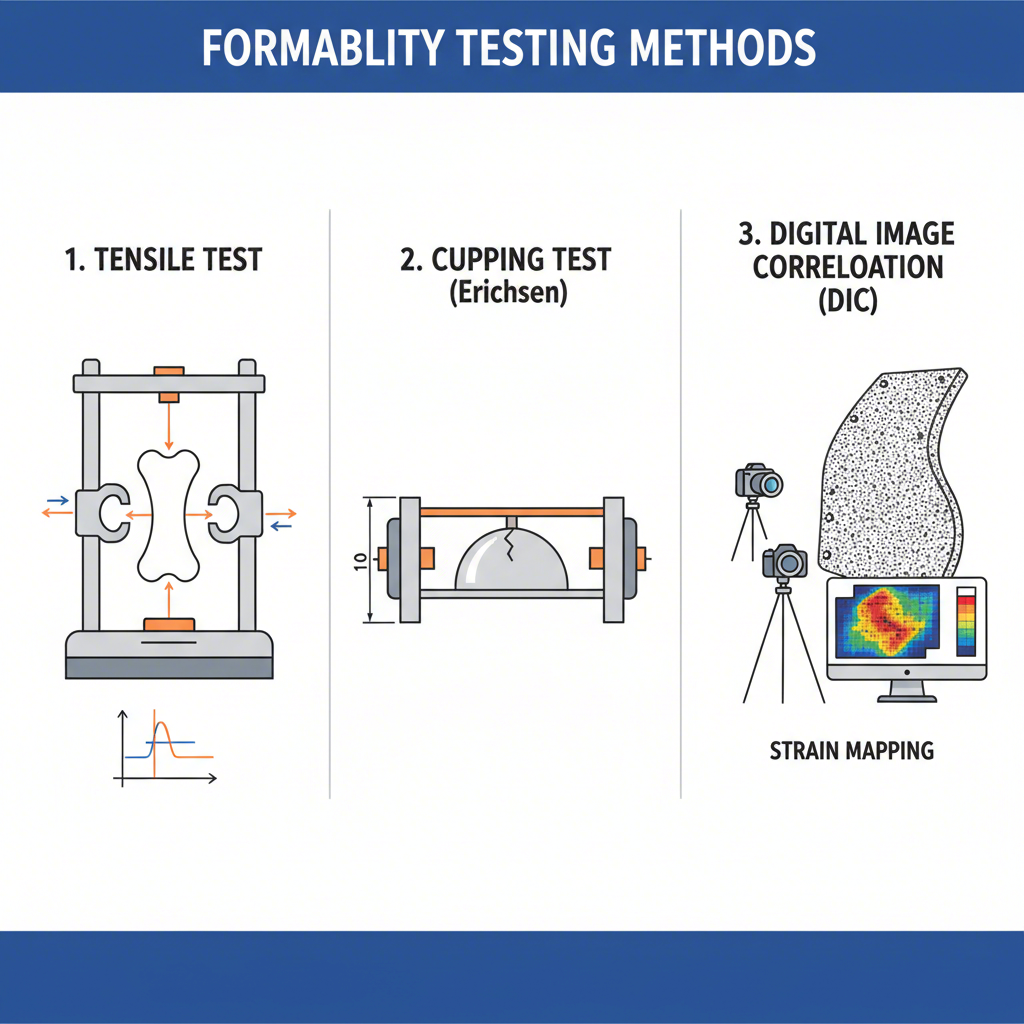
การประเมินความสามารถในการขึ้นรูปของแผ่นโลหะเกี่ยวข้องกับการทดสอบหลายรูปแบบ ตั้งแต่วิธีการทางกลแบบดั้งเดิมไปจนถึงระบบออพติคัลขั้นสูงที่ไม่ต้องสัมผัสโดยตรง แต่ละวิธีให้ข้อมูลเชิงลึกที่แตกต่างกันเกี่ยวกับพฤติกรรมของวัสดุภายใต้แรงเครียดในระหว่างกระบวนการขึ้นรูป การเลือกวิธีการทดสอบมักขึ้นอยู่กับชนิดของวัสดุ ความซับซ้อนของชิ้นงาน และระดับความแม่นยำที่ต้องการ
วิธีการแบบดั้งเดิมมักเริ่มต้นด้วยการทดสอบแรงดึงแบบแกนเดียว การทดสอบพื้นฐานนี้จะดึงตัวอย่างวัสดุจนกระทั่งขาด เพื่อวัดคุณสมบัติต่างๆ เช่น การยืดตัวทั้งหมด และสัมประสิทธิ์การแข็งตัวจากพลาสติก (ค่า n) แม้ว่าวิธีนี้จะง่ายและมีค่าใช้จ่ายต่ำ แต่ข้อจำกัดหลักคือสามารถวัดความเครียดได้เพียงทิศทางเดียว ในขณะที่การขึ้นรูปในโลกความเป็นจริงส่วนใหญ่มักเกี่ยวข้องกับความเครียดเชิงซับซ้อนสองทิศทาง (biaxial) เพื่อจำลองสภาวะเหล่านี้ได้ดียิ่งขึ้น วิศวกรจึงใช้การทดสอบต่างๆ เช่น การทดสอบเอริชน์ คัพปิ้ง (Erichsen cupping test) หรือการทดสอบนาคายิมะ (Nakajima test) ในการทดสอบเหล่านี้ ลูกสูบจะทำให้แผ่นโลหะที่ถูกยึดแน่นเปลี่ยนรูปร่างเป็นโดม ซึ่งช่วยประเมินความสามารถในการขึ้นรูปภายใต้แรงยืดสองทิศทางได้อย่างสมจริงมากขึ้น
เมื่อไม่นานมานี้ ระบบวัด 3 มิติแบบออปติคัลขั้นสูงได้ปฏิวัติการวิเคราะห์ความสามารถในการขึ้นรูป เทคนิคต่างๆ เช่น การสหสัมพันธ์ภาพแบบดิจิทัล (DIC) ให้มุมมองแบบเต็มพื้นที่ของการเปลี่ยนรูปร่าง โดยในวิธีนี้จะมีการพิมพ์ลวดลายตารางหรือจุดบนแผ่นโลหะก่อนการขึ้นรูป ระหว่างกระบวนการปั๊มขึ้นรูป กล้องความละเอียดสูงจะจับภาพจากหลายมุม จากนั้นซอฟต์แวร์เฉพาะทางจะวิเคราะห์การเปลี่ยนรูปของลวดลายนั้น เพื่อคำนวณค่าความเครียดหลักและรองอย่างแม่นยำทั่วทั้งพื้นผิวของชิ้นงาน วิธีการที่ไม่สัมผัสนี้ให้ข้อมูลมากกว่าการทดสอบแบบดั้งเดิมอย่างมาก ทำให้สามารถระบุตำแหน่งที่มีความเครียดวิกฤตได้อย่างแม่นยำ
ตารางต่อไปนี้เปรียบเทียบวิธีการทั่วไปเหล่านี้:
| วิธีการทดสอบ | สิ่งที่มันวัด | ข้อได้เปรียบ | ข้อจำกัด |
|---|---|---|---|
| การทดสอบแรงดึง | การยืดตัว ความแข็งแรง ค่า n | ง่าย ราคาถูก มาตรฐาน | สภาวะความเครียดแบบเดี่ยวไม่สามารถแทนสภาวะการขึ้นรูปส่วนใหญ่ได้ |
| การทดสอบการบุ๋ม / การพอง | ความสูงของโดมขณะเกิดการแตก ขีดจำกัดความเครียดแบบสองแกน | จำลองสภาวะการยืดตัวแบบสองแกน | ใช้เวลานาน ให้จุดข้อมูลจำกัด อาจได้รับผลกระทบจากแรงเสียดทาน |
| การวิเคราะห์ 3 มิติแบบออปติคัล (DIC) | ความเครียดและรูปร่างเปลี่ยนรูป 3 มิติแบบเต็มพื้นที่ | มีความแม่นยำสูง ข้อมูลครอบคลุม ไม่สัมผัสชิ้นงาน | ต้องใช้อุปกรณ์และซอฟต์แวร์เฉพาะทาง |
การวิเคราะห์ขั้นสูง: การสร้างแบบจำลอง การจำลอง และการคาดการณ์ความล้มเหลว
นอกเหนือจากการทดสอบทางกายภาพ เครื่องมือที่ทรงพลังที่สุดในการวิเคราะห์ความสามารถในการขึ้นรูปในยุคปัจจุบันคือ การสร้างแบบจำลองและการจำลองเชิงคำนวณ โดยใช้ซอฟต์แวร์การวิเคราะห์ด้วยไฟไนต์เอลิเมนต์ (FEA) วิศวกรสามารถสร้างตัวแทนเสมือนของกระบวนการขึ้นรูปทั้งหมด ซึ่งรวมถึงเรขาคณิตของอุปกรณ์ คุณสมบัติของโลหะแผ่น และพารามิเตอร์กระบวนการ เช่น แรงเสียดทานและแรงยึดแผ่นโลหะ จากนั้นการจำลองจะทำนายการไหล การยืด และการบางตัวของแผ่นโลหะขณะที่ถูกขึ้นรูปเป็นรูปร่างชิ้นส่วนสุดท้าย
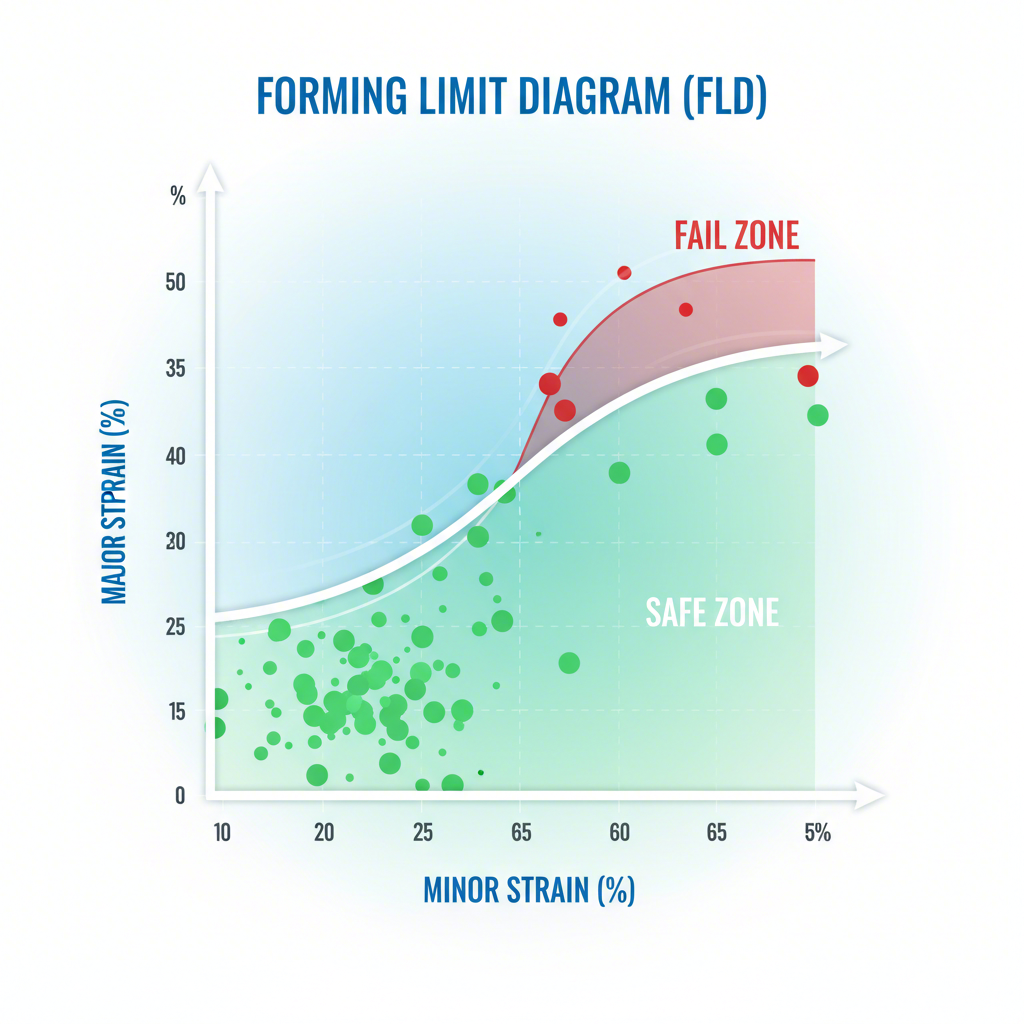
องค์ประกอบหลักประการหนึ่งของแบบจำลองนี้คือ แผนภูมิขีดจำกัดการขึ้นรูป (Forming Limit Diagram: FLD) ซึ่งเป็นแผนภูมิที่กำหนดช่วงปลอดภัยสำหรับการผลิตวัสดุชนิดหนึ่ง โดยจะแสดงความเครียดหลักเทียบกับความเครียดรอง พร้อมเส้นแบ่งเขตที่เรียกว่า เส้นขีดจำกัดการขึ้นรูป (Forming Limit Curve: FLC) ที่แยกภาวะการเปลี่ยนรูปที่ยอมรับได้ออกจากภาวะที่เริ่มเกิดการหดตัวและล้มเหลว ในระหว่างการจำลอง ซอฟต์แวร์จะคำนวณสภาพความเครียดของจุดต่างๆ หลายพันจุดบนชิ้นงาน และแสดงผลลงบนแผนภูมิ FLD หากจุดใดอยู่เหนือเส้น FLC หมายถึงมีความเสี่ยงสูงที่บริเวณนั้นจะเกิดความล้มเหลว ซึ่งจะต้องมีการปรับเปลี่ยนการออกแบบ
อย่างไรก็ตาม สนามขีดจำกัดการขึ้นรูป (FLD) แบบดั้งเดิมมีข้อจำกัด โดยเฉพาะในกระบวนการขึ้นรูปหลายขั้นตอน หรือเมื่อจัดการกับวัสดุขั้นสูง ตามที่ผู้เชี่ยวชาญในอุตสาหกรรมอธิบาย ปัจจัยต่างๆ เช่น การโหลดที่ไม่เป็นสัดส่วน (ซึ่งเส้นทางของแรงเปลี่ยนแปลงระหว่างกระบวนการ) และผลการคงสภาพจากการดัดรอบรัศมีเล็ก สามารถเปลี่ยนขีดจำกัดการขึ้นรูปที่แท้จริงของวัสดุได้ ขณะนี้กรอบการวิเคราะห์ความสามารถในการขึ้นรูปขั้นสูงสามารถคำนึงถึงผลกระทบทั้งหมดเหล่านี้ เพื่อให้การคาดการณ์ความล้มเหลวของชิ้นส่วนที่ซับซ้อนมีความแม่นยำมากยิ่งขึ้น ผู้ผลิตชั้นนำของชิ้นส่วนที่ซับซ้อน เช่น ผู้เชี่ยวชาญที่ Shaoyi (Ningbo) Metal Technology Co., Ltd. , ใช้การจำลอง CAE ขั้นสูงเพื่อให้มั่นใจในความแม่นยำของแม่พิมพ์ขึ้นรูปชิ้นส่วนรถยนต์ ลดระยะเวลาดำเนินการอย่างมีนัยสำคัญ และปรับปรุงผลลัพธ์ให้กับผู้ผลิตรถยนต์ (OEMs) และผู้จัดจำหน่ายระดับ Tier 1
ประโยชน์ของการนำการจำลองมาใช้ในกระบวนการออกแบบนั้นมีมาก:
- การสร้างต้นแบบเสมือนจริง: ลดความจำเป็นในการทดลองเครื่องมือจริงที่มีค่าใช้จ่ายสูงและใช้เวลานาน โดยการแก้ปัญหาบนคอมพิวเตอร์ก่อน
- การปรับแต่งการออกแบบ: ช่วยให้วิศวกรสามารถทดสอบรูปทรงของชิ้นส่วน เครื่องมือออกแบบ หรือตัวเลือกวัสดุต่างๆ ได้อย่างรวดเร็ว เพื่อค้นหาทางแก้ปัญหาที่มีความทนทานมากที่สุด
- การคาดการณ์ข้อบกพร่อง: ทำนายอย่างแม่นยำไม่เพียงแต่การแยกตัวและรอยย่นเท่านั้น แต่ยังรวมถึงปัญหาอื่นๆ เช่น การเกิดรอยย่น การเด้งกลับหลังขึ้นรูป (springback) และการบิดเบี้ยวของพื้นผิว
- ประสิทธิภาพกระบวนการ: ช่วยในการปรับแต่งพารามิเตอร์ต่างๆ เช่น รูปร่างของแผ่นวัตถุดิบ (blank shape) และแรงกดของเครื่องอัด (press tonnage) เพื่อลดการใช้วัสดุและการบริโภคพลังงานให้น้อยที่สุด
การตีความผลลัพธ์และการประยุกต์ใช้แนวทางปฏิบัติที่ดีที่สุดในการออกแบบ
คุณค่าที่แท้จริงของการวิเคราะห์ความสามารถในการขึ้นรูปโลหะแผ่นอยู่ที่ความสามารถในการสร้างข้อมูลเชิงลึกที่สามารถนำไปปฏิบัติได้ ซึ่งจะช่วยแนะนำการตัดสินใจทางวิศวกรรม ผลลัพธ์จากแบบจำลองจำลองมักจะเป็นแผนที่ของชิ้นงานที่ถูกจัดเรียงตามสี โดยสีต่างๆ แสดงระดับความเครียดหรือการบางตัวที่แตกต่างกัน พื้นที่สีเขียวโดยทั่วไปปลอดภัย สีเหลืองบ่งบอกเงื่อนไขที่อยู่ในเกณฑ์ขอบเขตใกล้เคียงกับขีดจำกัดการขึ้นรูป และสีแดงเน้นย้ำถึงโซนวิกฤตที่มีความเป็นไปได้สูงที่จะเกิดความล้มเหลว องค์ประกอบช่วยในการมองเห็นนี้ช่วยให้วิศวกรสามารถระบุตำแหน่งที่มีปัญหาได้ทันที
เมื่อการจำลองแสดงถึงปัญหาที่อาจเกิดขึ้น การวิเคราะห์จะให้ข้อมูลที่จำเป็นในการแก้ไขปัญหานั้น ตัวอย่างเช่น หากทำนายว่ามีความเครียดสูงรวมตัวกันบริเวณมุมที่แหลมคม คำแนะนำในการออกแบบคือการเพิ่มรัศมีของลักษณะดังกล่าว ซึ่งจะช่วยกระจายแรงเครียดออกไปในพื้นที่ที่กว้างขึ้น ทำให้กลับเข้าสู่เขตปลอดภัย อีกกรณีหนึ่ง หากทำนายว่าแผ่นเรียบมีแนวโน้มจะย่น ทางแก้ไขอาจเกี่ยวข้องกับการปรับแรงยึดแผ่นหรือการเพิ่ม drawbeads เพื่อควบคุมการไหลของวัสดุได้ดียิ่งขึ้น
แนวทางที่ใช้ข้อมูลเป็นหลักนี้เป็นหนึ่งในหลักการสำคัญของ Design for Manufacturability (DFM) โดยการพิจารณาหลักการความสามารถในการผลิตตั้งแต่ระยะเริ่มต้นของการออกแบบ วิศวกรสามารถสร้างชิ้นส่วนที่ไม่เพียงแต่ใช้งานได้จริง แต่ยังผลิตได้อย่างมีประสิทธิภาพ อีกทั้งยังช่วยหลีกเลี่ยงการเปลี่ยนแปลงการออกแบบในขั้นตอนปลายที่อาจทำให้แผนงานและงบประมาณของโครงการล่าช้า
ต่อไปนี้คือแนวทางปฏิบัติที่ดีที่สุดด้านการออกแบบที่ได้รับข้อมูลสนับสนุนจากผลการวิเคราะห์ความสามารถในการขึ้นรูป
- ใช้รัศมี (Radii) ที่เพียงพอ: หลีกเลี่ยงมุมภายในและมุมภายนอกที่แหลมคมเท่าที่จะทำได้ โดยการใช้รัศมีขนาดใหญ่ขึ้นเป็นหนึ่งในวิธีที่มีประสิทธิภาพที่สุดในการป้องกันการบางตัวลงอย่างเฉพาะที่และการแตกร้าว
- วางองค์ประกอบให้ห่างจากแนวพับ: โดยทั่วไป ควรเว้นระยะรูต่างๆ อย่างน้อย 2.5 เท่าของความหนาของวัสดุ บวกกับรัศมีการพับ จากระแนวยางพับ เพื่อช่วยป้องกันไม่ให้องค์ประกอบเกิดการบิดเบี้ยวระหว่างกระบวนการพับ
- รวมมุมเอียงสำหรับถอดแบบ: สำหรับชิ้นส่วนที่ขึ้นรูปลึก การเพิ่มมุมเอียงเล็กน้อยบนผนังแนวตั้งจะช่วยลดแรงเสียดทานและแรงที่ต้องใช้ในการขึ้นรูป ซึ่งจะลดความเสี่ยงของการแยกตัวหรือแตก
- ระบุค่าความคลาดเคลื่อนที่เหมาะสม: ใช้ระบบวัดทางเรขาคณิตและค่าความคลาดเคลื่อน (GD&T) เพื่อกำหนดขีดจำกัดที่ยอมรับได้สำหรับความเรียบ ความตรง และลักษณะอื่น ๆ โดยตระหนักว่ากระบวนการขึ้นรูปจะทำให้เกิดความแปรปรวนบางประการ
- ตรวจสอบข้อมูลวัสดุ: ควรอ้างอิงการออกแบบและการจำลองแบบจากข้อมูลคุณสมบัติของวัสดุที่ถูกต้องเสมอ เพราะความสามารถในการขึ้นรูปอาจแตกต่างกันมากแม้แต่ในเกรดของโลหะชนิดเดียวกัน
คำถามที่พบบ่อย
1. ความสามารถในการขึ้นรูปของโลหะคืออะไร?
ความสามารถในการขึ้นรูป (Formability) คือ ความสามารถของแผ่นโลหะในการเปลี่ยนรูปร่างอย่างพลาสติกเพื่อสร้างเป็นชิ้นส่วนโดยไม่เกิดข้อบกพร่อง เช่น รอยแตกหรือการหดตัว มีปัจจัยหลักที่ได้แก่ ความเหนียวของโลหะ (ความสามารถในการยืดตัว) และคุณสมบัติการแข็งตัวภายใต้แรงเฉือน ซึ่งมีผลต่อความสม่ำเสมอของการบางตัวลงในระหว่างกระบวนการขึ้นรูป
2. การทดสอบความสามารถในการขึ้นรูปของแผ่นโลหะที่พบบ่อยมีอะไรบ้าง?
การทดสอบที่พบบ่อย ได้แก่ การทดสอบแรงดึงแบบเดี่ยว (uniaxial tensile test) ซึ่งใช้วัดการยืดตัวและแรงต้านทานพื้นฐาน การทดสอบการครอบ (cupping tests) เช่น Erichsen, Olsen และการทดสอบการโป่งตัว (bulge tests) ที่จำลองการยืดตัวแบบสองแกน รวมถึงระบบวิเคราะห์ภาพ 3 มิติแบบไม่สัมผัสที่ทันสมัย (DIC) ซึ่งให้แผนที่แสดงการกระจายแรงบนพื้นผิวอย่างครบถ้วน
3. กฎ 4T ในการออกแบบแผ่นโลหะคืออะไร?
หลักการออกแบบทั่วไปข้อหนึ่งระบุว่า เพื่อป้องกันการบิดเบี้ยว องค์ประกอบต่างๆ เช่น รู ควรอยู่ห่างจากเส้นพับอย่างน้อย 2.5 เท่าของความหนาของวัสดุ บวกกับรัศมีการพับ สำหรับช่อง (slots) มักใช้ค่า '4T' แต่หลักเกณฑ์ที่สมบูรณ์มักจะกำหนดไว้ที่ 4 เท่าของความหนา บวกกับรัศมีการพับ
4. GD&T สำหรับโลหะแผ่นคืออะไร
ระบบวัดและยอมโดยเรขาคณิต (Geometric Dimensioning and Tolerancing: GD&T) เป็นภาษาสัญลักษณ์ที่ใช้ในแบบแปลนทางวิศวกรรม เพื่อกำหนดขอบเขตการเบี่ยงเบนที่ยอมให้เกิดขึ้นได้กับเรขาคณิตของชิ้นส่วน สำหรับโลหะแผ่น GD&T จะกำหนดค่าความคลาดเคลื่อนที่สำคัญสำหรับลักษณะรูปร่าง เช่น ความเรียบ ความตรง และโปรไฟล์ เพื่อให้มั่นใจว่าชิ้นส่วนที่ผ่านกระบวนการขึ้นรูปแล้วสามารถทำงานได้อย่างถูกต้อง และพอดีกับชิ้นส่วนอื่นๆ ในการประกอบ